
Abstract
Polytetrafluoroethylene (PTFE) is a solid lubricant known for its low friction coefficient and high wear rate. When filled with a low volume percent of alumina particles (5 wt%), its wear rate is decreased over four orders of magnitude. The development of a thin, uniform and well adhered transfer film during sliding is partially responsible for this decrease in wear rate by creating a low shear interface and forming a protective layer between the PTFE/alumina sample and metal countersample. In this work, a “striped” transfer film was generated by sliding up to one million reversals over a gradually decreasing stroke length. Wear and friction experiments were performed on a microtribometer to determine the robustness of the transfer film. Interferometry and profilometry were used to measure the height and wear of the film. Microscopy was used to investigate the morphology of the transfer film over sliding distance.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Polytetrafluoroethylene (PTFE) is a well known solid lubricant with many advantageous properties including high resistivity to chemical attack, ability to withstand a high thermal range, vacuum compatibility, and its low friction coefficient (~0.10) [1–5]. However, PTFE develops patchy, poorly adhered transfer films, produces an abundance of flaky wear debris, and suffers from high wear rates [~7×10−4 mm3/(Nm)] in engineering sliding conditions [6–9].
Burris et al. [10] discovered that the wear rate of PTFE could be dramatically reduced by three to four orders of magnitude using very low loadings (5 wt%) of an alpha-phase alumina filler. When slid against a steel countersample, this polymer composite generates a thin, uniform, and well adhered transfer film which promotes ultralow wear rates by protecting both the polymer sample and the steel countersample [11]. Previous studies to investigate the underlying mechanisms responsible for the ultralow wear behavior of the polymer composite have turned to the transfer film for answers [10, 12–14]. However, the transfer film is a dynamic and evolving system and requires time to fully develop. Each sliding experiment for this tribosystem shows an initial “run-in” period characterized by higher wear rates, followed by a period of rapidly increasing wear resistance until an ultralow steady state wear rate is achieved, indicating that the transfer film has fully developed [13, 15, 16]. To capture its development over time without risking damage or contamination to the previously formed tribofilm, a “stripe test” was performed [17]. Here, a single PTFE/alumina composite sample was slid against a stainless steel countersurface over seven discrete stroke lengths for an increasing number of cycles up to a total of 1 million cycles. Microtribometer wear measurements were subsequently performed to investigate the friction and wear behavior of the transfer film at distinct intervals of its development.
2 Materials and Sample Preparation
The matrix of the polymer composite was made with DuPont Teflon® PTFE 7C resin. The filler used was an Alfa Aesar alpha-phase alumina powder (Stock#44652) with an average particle size reported by the distributor as 80 nm [10, 11, 13, 18]. The final product contained 5 wt% alumina filler which was mixed dry and then sonicated in dry isopropanol with an ultrasonic horn (Branson Digital Sonicator 450 with titanium tip, operating at 40 % amplitude (400 W)). The mixture was allowed to dry for a week inside a laboratory fume hood. About 10 g of the dry powder mixture was compressed in a 440C stainless steel cylindrical mold to about 100 MPa with a hydraulic press, free sintered above the PTFE melting point at 380 °C for 60 min, and cooled to ambient temperature. After heat treatment, the polymer sample was machined into a 6.3 mm × 6.3 mm × 12.7 mm pin, and both of the 6.3 mm × 6.3 mm ends were polished with 800 grit silicon carbide abrasive paper to an average roughness of Ra ~ 100 nm. After polishing, the pin was carefully cleaned by ultrasonication in methanol for 30 minutes and allowed to dry in laboratory air for 3 hours before any experiments were performed. A second polymer pin made of unfilled PTFE (DuPont Teflon® PTFE 7C resin) was prepared using the exact same methods described above.
The metal countersamples used against the PTFE/alumina and neat PTFE polymer pins were flat rectangular coupons of lapped 304 stainless steel (Ra ~ 150 nm). Prior to experimentation, the countersamples were gently cleaned with soap and thoroughly rinsed with water to remove any oils or contaminants from machining and polishing operations. The metal countersamples were then rinsed with methanol, gently wiped dry with a low lint cloth, and allowed to fully dry in laboratory air for at least 20 min before sliding experiments began.
3 Experimental Methods
3.1 Transfer Film Formation (Development Procedure)
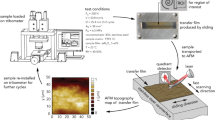
To generate the transfer film, the PTFE/alumina composite was slid in laboratory air against a stainless steel countersample in a pin-on-flat configuration. A “stripe test” was performed in order to expose seven distinct stages of transfer film development for further characterization (Fig. 1a). Each region, or “stripe”, in the film underwent an increasing number of sliding cycles: 1k, 5k, 10k, 50k, 100k, 500k, and 1 million. The PTFE/alumina pin slid against the steel countersample mounted to a linearly reciprocating stage with a sliding velocity of 50.8 mm/s.

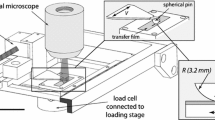
a A schematic of the “stripe test” [17] performed using a linear reciprocating tribometer (50.8 mm/s sliding velocity) in which the PTFE/alumina composite was slid against a stainless steel countersurface with decreasing sliding distances and increasing cycles. b A schematic of the microtribometer testing performed on a defined patch or stripe of the transfer film. Typically, experiments on the microtribometer were performed in the same reciprocating direction as film formation. c The wear life of the transfer film was estimated using a crossover point in friction coefficient at which the polymer film was assumed to be worn through
An additional sliding experiment was performed by sliding unfilled PTFE against a shorter metal countersample heated to 60 °C and a sliding speed of 5 mm/s in an attempt to generate a more homogeneous transfer film [19].
3.2 Tribometers
Transfer films were formed using a linear reciprocating tribometer previously described by Sawyer and Schmitz [20–22]. An applied normal force of 250 N (nominal contact pressure ~ 6.3 MPa) was continuously applied by a pneumatic cylinder. The normal force and friction force were measured using a six-axis force transducer mounted directly above the polymer pin. Upon the completion of these experiments, the stainless steel countersample was unloaded from the tribometer and installed on a microtribometer for further testing.
Microtribological measurements of the formed transfer film were performed using a custom-built microtribometer described in [23, 24] and illustrated in Fig. 1b. A single titanium flexure with normal and tangential force constants of 1,800 and 3,800 N/m, respectively, was used to apply and measure a normal load using capacitive displacement sensors. A new 304 stainless steel ball (1.5 mm radius) was used for each wear experiment. Each ball was cleaned with methanol, mounted to the flexure and then loaded against the established transfer film stripe with a normal force of 10 mN (nominal contact pressure ~ 20 MPa). The transfer film stripe reciprocated under the steel ball over an 800 µm stroke length at a 400 µm/s sliding velocity.
3.3 Wear Detection
All microtribometer ball-on-flat experiments were allowed to continue sliding beyond a predetermined frictional “crossing point”, which was accompanied by visual damage of the transfer film in the form of a wear scar and an increase in friction coefficient. This crossing point was used to determine the wear life of the transfer film as described in Fig. 1c.
3.4 Wear Measurements
A Mettler Toledo scale with a resolution of 10 µg was used to calculate mass-based volume loss for all pin-on-flat experiments. Wear rates were calculated following the methods described in [21, 22, 25] for the linear reciprocating pin-on-flat experiments and are reported in units of mm3/(Nm).
The wear rate of the transfer film was calculated as given by Eq. (1), where w is the width of the wear scar on the transfer film measured using a scanning electron microscope, t is the thickness of the transfer film, F N is the normal load in the microtribometer, and N is the number of cycles to failure.
Due to uncertainty in measuring film thicknesses below 200 nm, the minimum detectable wear rate is a function of the number of cycles at which failure is detected. The following relation shows the inverse dependence on detectable wear rate versus number of cycles to failure. Inserting values for a typical experiment near the detection limit yields the following:
3.5 Stylus Profilometry
A Veeco Dektak 8 surface profiler using a stylus with a 2 µm radius of curvature and stylus force of 29.4 µN was utilized to measure the transfer film thickness. Line scans spanning the PTFE/alumina transfer film perpendicular to the sliding direction were taken across each of the seven stripes as well as the unfilled PTFE transfer film. The line scans had a 0.143 µm resolution over 60,000 sample points and 200 seconds. Because the average roughness of the stainless steel countersurface was 150 nm, it was assumed that 200 nm was the minimum detectable film thickness.
4 Results and Discussion
4.1 Transfer Film Forming Experiments
The wear rate of the PTFE/alumina composite was initially high during run-in, around 4.2 × 10−5 mm3/(Nm) for the first 1k cycles. After 5k cycles, the polymer wear rate plummeted by two orders of magnitude to 2.6 × 10−7 mm3/(Nm) and remained low for the duration of the experiment. Interestingly, the wear rate increases between 500k and 1 million cycles to 4.6 × 10−7 mm3/(Nm). This wear behavior is documented in previous literature and could be due to a decrease in quality in running film coverage as the polymer composite ceases interaction with the steel countersample [15] The average friction coefficient of the PTFE/alumina sample sliding against the steel countersample remained relatively steady (µ = 0.21) over the entire experiment.
The single-point wear rate of the unfilled PTFE sample was 1.4 × 10−5 mm3/(Nm) after 5k cycles of sliding under elevated temperatures and reduced sliding speeds. The average friction coefficient was µ = 0.06 for the duration of the experiment.
4.2 Transfer Film Friction Measurements on the Microtribometer
The friction coefficients versus the number of cycles for wear through experiments performed on the microtribometer are plotted in Fig. 2. Experiments were performed on both the established PTFE and PTFE/alumina transfer films for the noted number of cycles (e.g., from 1k to 1 million). The crossing points were determined from the friction plots and were used to determine wear life. The transfer films formed over 50k cycles lasted orders of magnitude longer.

a Friction traces generated by sliding steel ball against a single region of PTFE transfer film on a microtribometer. b–h Friction traces generated by sliding a steel ball against seven regions of PTFE/alumina transfer film development on a microtribometer. Friction data prior to transfer film failure is indicated using black lines. The intersection of black lines and gray lines is the crossing point, as shown in Fig. 1c. This point was determined by both a dramatic change in friction behavior and an optically visible wear track
4.3 Stylus Profilometry of the Transfer Films
For the first four experiments (1k, 5k, 10k, and 50k pin-on-flat cycles), the transfer film height was nearly indistinguishable from the surrounding neat stainless steel by stylus profilometry. The remaining three experiments (100k, 500k, and 1 million cycles) developed thicker transfer films (t > 200 nm) that were easily identified and measured (Fig. 3a). The number of microtribometer ball-on-flat cycles required to wear through the transfer film monotonically increased with the thickness of the transfer film (Fig. 3b).

a Transfer film thickness is plotted versus number of sliding cycles of transfer film development. Black squares represent the transfer films formed by the PTFE/alumina composite, and the white diamond represents the transfer film formed by unfilled PTFE. The minimum detectable film thickness of 200 nm is also indicated. The error bars represent the standard deviation of the thickness measurements performed by stylus profilometry. b The number of microtribometer cycles to failure of the transfer film is shown to increase as the number of cycles to form the transfer film increases. c The estimated transfer film wear rate is plotted versus the number of cycles to transfer film failure, and for the three thickest films, the reported wear rates are above the detection limit, although earlier failures are near or below the detection limit. The wear rates of these thicker transfer films were on the order of 3 × 10−5 mm3/(Nm). The error bars are associated with transfer film thickness measurements
4.4 Transfer Film Wear Measurements
The estimated transfer film wear rates are compared to the corresponding PTFE/alumina composite wear rates for each of the seven stripes in Fig. 4. For transfer film stripes established over 100k cycles, the transfer film wear rates were on the order of 3 × 10−5 mm3/(Nm), orders of magnitude greater than the wear rate of the PTFE/alumina composite sample which formed these films. For transfer films established earlier, no defensible statements can be made as all measurements fell at or below the detection limit for this method, shown in Fig. 3c. The wear rate of the transfer film formed by sliding unfilled PTFE against stainless steel for 5k cycles was comparable to the wear rate of the PTFE/alumina transfer film after sliding for 1k cycles.

Comparison of wear rates of the PTFE/alumina composite and the respective transfer films at predefined cycles of development. The pin-on-flat wear rates drop well below 1 × 10−6 mm3/(Nm) (below 1 × 10−7 mm3/(Nm) at 500k cycles), which is typical of these composites at these sliding conditions. In contrast, the wear rates of the transfer films are above 1 × 10−5 mm3/(Nm), which is over 100-fold greater than the pin sample. Error bars for the pin wear rates were calculated as described in Schmitz et al. [21]. Error bars for the transfer film wear rates were calculated based on the standard deviation of the transfer film thickness measurements, which was the greatest source of uncertainty
Microtribometry wear experiments show that sliding direction does not significantly influence the wear rate of the PTFE/alumina transfer film. As all previous transfer film wear measurements were conducted parallel to the direction in which the transfer film was originally formed, an additional set of wear experiments were performed on the microtribometer wherein the steel ball was sliding perpendicular to the formed transfer film’s orientation. The wear rates for these experiments are shown in Fig. 5 and Table 1. These findings suggest that there is no significant dependence of transfer film wear rate on the orientation of sliding during transfer film wear experiments.

Comparison of transfer film wear rates at predefined cycles of development where the steel ball slid parallel to and perpendicular to the countersample sliding direction
5 Closing Remarks
The wear rate of the PTFE/alumina composite is highly dependent on the quality of the transfer film generated by sliding on steel. During the initial cycles of its development, the transfer film appeared patchy and the polymer composite suffered the highest wear rates. Such high polymer and transfer film wear rates are comparable to those of the unfilled PTFE pin and transfer film. When the PTFE/alumina transfer film was slid against a steel countersample, the highest wear rates were observed after the fewest cycles of development and its wear performance increased thereafter, though it was over 100-fold higher than that of the composite. Thus, ultralow wear is unique to the polymer/transfer film system that forms, rather than to the transfer film itself.
References
Makinson, K.R., Tabor, D.: Friction and transfer of polytetrafluoroethylene. Nature 201, 464–466 (1964)
Renfrew, M.M., Lewis, E.E.: Polytetrafluoroethylene. Heat resistant, chemically inert plastic. Ind. Eng. Chem. 38, 870–877 (1946)
Pooley, C.M., Tabor, D.: Friction and molecular structure: the behaviour of some thermoplastics. Proc. R. Soc. Lond. A. Math. Phys. Sci. 329, 251–274 (1972)
King, R., Tabor, D.: The effect of temperature on the mechanical properties and the friction of plastics. Proc. Phys. Soc. B 66, 728 (1953)
Biswas, S.K., Vijayan, K.: Friction and wear of PTFE—a review. Wear 158, 193–211 (1992)
Shooter, K.V., Tabor, D.: The frictional properties of plastics. Proc. Phys. Soc. B 65, 661–671 (1952)
Blanchet, T.A., Kennedy, F.E.: Sliding wear mechanism of polytetrafluoroethylene (PTFE) and PTFE composites. Wear 153, 229–243 (1992)
Tanaka, K., Kawakami, S.: Effect of various fillers on the friction and wear of polytetrafluoroethylene-based composites. Wear 79, 221–234 (1982)
Makinson, K.R., Tabor, D.: The friction and transfer of polytetrafluoroethylene. Proc. R. Soc. A Math. Phys. Eng. Sci. 281, 49–61 (1964)
Burris, D.L., Sawyer, W.G.: Improved wear resistance in alumina–PTFE nanocomposites with irregular shaped nanoparticles. Wear 260, 915–918 (2006)
Burris, D.L., Sawyer, W.G.: Tribological sensitivity of PTFE/alumina nanocomposites to a Range of traditional surface finishes. Tribol. Trans. 48, 147–153 (2005)
Ye, J., Khare, H.S., Burris, D.L.: Transfer film evolution and its role in promoting ultra-low wear of a PTFE nanocomposite. Wear 297, 1095–1102 (2013)
Krick, B.A., Ewin, J.J., Blackman, G.S., Junk, C.P., Gregory Sawyer, W.: Environmental dependence of ultra-low wear behavior of polytetrafluoroethylene (PTFE) and alumina composites suggests tribochemical mechanisms. Tribol. Int. 51, 42–46 (2012)
Pitenis, A.A., Ewin, J.J., Harris, K.L., Sawyer, W.G., Krick, B.A.: In vacuo tribological behavior of polytetrafluoroethylene (PTFE) and alumina nanocomposites: the importance of water for ultralow wear. Tribol. Lett. 53, 189–197 (2013)
Krick, B.A., Ewin, J.J., McCumiskey, E.J.: Tribofilm formation and run-in behavior in ultra-low wearing polytetrafluoroethylene (PTFE) and alumina nanocomposites. Tribol. Trans. (2014)
Blanchet, T.A., Kandanur, S.S., Schadler, L.S.: Coupled effect of filler content and countersurface roughness on PTFE nanocomposite wear resistance. Tribol. Lett. 40, 11–21 (2009)
Wahl, K.J., Singer, I.L.: The third body concept interpretation of tribological phenomena. Elsevier (1996)
McElwain, S.E., Blanchet, T.A., Schadler, L.S., Sawyer, W.G.: Effect of particle size on the wear resistance of alumina-filled PTFE micro- and nanocomposites. Tribol. Trans. 51, 247–253 (2008)
Breiby, D.W., Sølling, T.I., Bunk, O., Nyberg, R.B., Norrman, K., Nielsen, M.M.: Structural surprises in friction-deposited films of poly(tetrafluoroethylene). Macromolecules 38, 2383–2390 (2005)
Sawyer, W.G., Freudenberg, K.D., Bhimaraj, P., Schadler, L.S.: A study on the friction and wear behavior of PTFE filled with alumina nanoparticles. Wear 254, 573–580 (2003)
Schmitz, T.L., Action, J.E., Burris, D.L., Ziegert, J.C., Sawyer, W.G.: Wear-rate uncertainty analysis. J. Tribol. 126, 802 (2004)
Schmitz, T.L., Action, J.E., Ziegert, J.C., Sawyer, W.G.: The difficulty of measuring low friction: uncertainty analysis for friction coefficient measurements. J. Tribol. 127, 673 (2005)
Rennie, A.C., Dickrell, P.L., Sawyer, W.G.: Friction coefficient of soft contact lenses: measurements and modeling. Tribol. Lett. 18, 499–504 (2005)
Dickrell, P.L., Pal, S.K., Bourne, G.R., Muratore, C., Voevodin, A.A., Ajayan, P.M., Schadler, L.S., Sawyer, W.G.: Tunable friction behavior of oriented carbon nanotube films. Tribol. Lett. 24, 85–90 (2006)
Burris, D.L., Sawyer, W.G.: Measurement uncertainties in wear rates. Tribol. Lett. 36, 81–87 (2009)
Acknowledgments
The authors thank the many collaborators at DuPont, especially Gregory S. Blackman and Christopher P. Junk. Special thanks to the members of the University of Florida Tribology Laboratory for their valuable conversations and support.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Urueña, J.M., Pitenis, A.A., Harris, K.L. et al. Evolution and Wear of Fluoropolymer Transfer Films. Tribol Lett 57, 9 (2015). https://doi.org/10.1007/s11249-014-0453-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11249-014-0453-6