
Abstract
In tests of PTFE with 2.9% volume content alpha-phase alumina nanoparticles (40 or 80 nm) in sliding reciprocation against polished steel, wear rates of ~10−7 mm3/Nm were measured which is four orders-of-magnitude lower than unfilled PTFE and two orders-of-magnitude lower than with microparticles (0.5 or 20 μm) of more conventional filler size. This was similar to that previously reported in unidirectional sliding, and did not vary greatly with stroke of reciprocation. For a microfilled PTFE, the wear rate gradually increased towards that of unfilled PTFE as filler content was reduced, whereas nanofilled PTFE maintained relatively constant ~10−7 mm3/Nm to filler contents as low as 0.18% before reverting towards the rapid wear rate of unfilled PTFE. Lightly filled nanocomposites depend upon low countersurface roughness to maintain such low wear rate, and with increasing roughness the wear rate was found to transition at a critical value to a wear rate of ~10−5 mm3/Nm. Nanocomposites with higher filler contents were able to retain the low wear rates against rougher countersurfaces, as the critical roughness at which this wear resistance was lost tended to increase with the square of the filler content. Upon encountering extremely high countersurface roughness in the range R a = 6–8 μm, nanocomposites at each filler content eventually increased in wear rate to ~10−4 mm3/Nm. The steel countersurface did not appear to play an important role in the extreme wear resistance of these alumina nanofilled PTFE composites, as comparable performance was also displayed against alumina countersurfaces.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Though studied for the past 60 years [1], and industrially utilized with success in microparticle-filled forms for nearly as long [2], the tribological behavior of polytetrafluoroethylene and particularly the wear resistance mechanisms of its microcomposites has remained a topic of debate. The recent demonstration of even further reduced wear rates down to ~10−7 mm3/Nm, realized by instead using nanoscale filler particles [3], warrants review of the framework through which the wear behavior of PTFE and its composites is understood.
Most well-known for friction coefficients μ < 0.1 even in dry sliding, such remarkable behavior in actuality only occurs at low sliding speeds <1 mm/s under which PTFE forms a transfer film on its countersurface, and draws out films over its own surface, with thickness less than 40 nm [4] or under particular circumstances even monomolecular [5]. This surface film drawing is a viscous process, thus as sliding speed is increased towards values of greater practical significance the associated friction coefficient increases towards values as great as μ > 0.3 with the high friction forces additionally pulling lumpy slab- or sheet-like debris with thickness approaching ~5 μm from the PTFE surface [4]. At room temperature Tanaka et al. [6] found a modest sliding speed of 0.04 m/s sufficient to activate production of such thicker debris, with wear rate correspondingly increasing over an order-of-magnitude from 2 × 10−5 to 0.3 × 10−3 mm3/Nm.
For particle-filled composites with wear rates orders-of-magnitude less than unfilled PTFE despite high sliding speeds, Ricklin [7] stated that the wear reduction mechanism of such fillers must be associated with limiting the size of the wear debris. Bahadur and Tabor [8], noting a two order-of-magnitude reduction of wear rate and much finer debris upon inclusion of graphite particle filler, suggested that the thick (~3 μm) fragmented sheets unfilled PTFE otherwise transfers are only weakly bound to the countersurface. With rapid subsequent removal as debris responsible for PTFE’s high wear rate, the wear-reducing role of the particle filler involved limiting generation of such thicker sheet-like particles as poorly adhered transfer. Noting particularly at higher speeds and loads that a broad variety of microfillers reduced wear by two to three orders-of-magnitude while a 300-nm TiO2 particle was relatively ineffective, Tanaka and Kawakami [9] stated the wear-reducing role of the microparticles as limiting the banded structure destruction step of PTFE’s production of transfer and subsequent debris. Sub-micron particles such as the TiO2 were deemed too small to interfere with the wear process, instead being transported within the PTFE as its transfer and eventual removal persisted. As production of debris with thickness on the order of a few micrometers must involve cracks running at such depths parallel to the sliding surface for longer distances to provide the noted slab- or sheet-like morphology, Blanchet and Kennedy [10] suggested that hard filler particles on the scale of tens of micrometers accumulating at the PTFE sliding surface would span to the depth of these subsurface cracks and disrupt their extension. Based on this hypothesis, one would also expect sub-micron filler particles to be ineffective in limiting slab- and sheet-like particle production and high wear rate, as they lack adequate size to span from the sliding surface to the crack depth and thus should instead be transported within the unaltered PTFE debris.
Paradoxically, Li et al. [11] showed that increasing content of 50 nm ZnO nanoparticles caused gradually decreasing extents of PTFE wear, with a 15% content (by volume) providing a two order-of-magnitude reduction comparable to some microfillers. Sawyer et al. [12] found better performance upon addition of 38 nm alumina particles of delta/gamma mixed phase, with the wear rate again falling gradually with increasing content to nearly ~10−6 mm3/Nm at nanofiller contents of 10%. Burris and Sawyer [3] showed that only 3% volume content of 80 nm alpha alumina filler particles reduced the PTFE wear rate by another order-of-magnitude, towards ~10−7 mm3/Nm. Here, we also investigate the wear rate of such low volume fraction PTFE nanocomposites, particularly as a function of countersurface roughness exploring the limits of the ~10−7 mm3/Nm low wear rate mechanism of the alpha-phase alumina nanoparticle filler. Burris and Sawyer [13] had performed a previous roughness study, however, it involved alumina nanocomposites which at best displayed wear rates of ~10−6 mm3/Nm, and did not concern the persistence of superior ~10−7 mm3/Nm wear rates more recently revealed.
2 Experimental
2.1 Materials
All composites tested were produced by blending and sintering of commercially available PTFE matrix and alumina filler powders. This study primarily focused on an alpha-phase alumina nanoparticle of typical 40 nm size with an additional supplier-designated range (27–43 nm). For comparison, other filler particle sizes of alpha-phase alumina from the same supplier were also preliminarily tested. These additional supplier-specified particle sizes included another nanofiller at 80 nm, as well as microfillers at 20 and 1 μm and another supplier-designated as a range (0.35–0.49 μm) that here will more simply be referred to by the approximate ‘half-micron’ scale of its largest particles ~0.5 μm. The PTFE matrix powder of commercial designation 7C had a typical particle size of 30 μm.
Quantities of alumina filler and PTFE matrix powders weighed out to provide filler contents (by volume) of either 0, 0.18, 0.46, 1.2, or 2.9% were blended in ~10 g batches using a Hauschild mixer. Each blended mixture was then used to preform two ~5 g pucks of approximate 5 mm height, each cold-pressed for 15 min within a 22-mm diameter cylindrical die at 40 MPa. After pressing, the composite pucks were removed from the die and sintered by heating in a nitrogen-purged environment at a rate of 100 °C/h to 360 °C where they were held for 3 h. The specimens were then cooled at a rate of 100 °C/h back to 20 °C.
2.2 Wear Testing
Wear testing was performed in a pin-on-flat configuration in ambient air at room temperature. The sintered PTFE composite pucks were machined by milling into pins with 4 mm × 4 mm cross-section and 12 mm length, with the 16 mm2 cross-section end-milled flat to serve as the contact surface. Composite pin sets were tested against flats of steel (stainless 304), unless otherwise noted. These flat countersurfaces of 50 mm length by 12.5 mm width were finished by various processes, followed by ultrasonic bathing in methanol, to allow the study of PTFE nanocomposite wear behavior as a function of roughness. These finishing processes and the range of resultant roughness each produced (R a in parentheses) were: polishing with 0.3 μm alumina particles in distilled water on a cloth wheel (0.015–0.03 μm); wet 400 grit SiC abrasive paper (0.06–0.08 μm); wet 240 grit SiC abrasive paper (0.1–0.2 μm); wet 60 grit SiC abrasive paper (0.8–1.2 μm); coal slag grit-blasting (3–3.5 μm); 16 grit alumina grit-blasting (6–8 μm). In an additional set of control tests the flat countersurface material was replaced with alumina, to assess any potential chemical role the steel may be playing when introduced into the alumina-filled PTFE composite’s tribosystem.
A reciprocating pin-on-flat tester with six stations was used in this wear study, to provide high wear testing throughput. As each of the six stations may contain a different combination of composite pin and mating steel flat countersurface, the tester was designed with the intent of maintaining equal normal load and corresponding contact pressure on all pins, while prescribing equal reciprocation stroke, frequency, and corresponding sliding speed along the flats’ 50 mm length. In this study pin normal load, corresponding contact pressure, and sliding speed were kept constant at 50 N, 3.125 MPa, and 0.1 m/s, respectively, with stroke length of 44.5 mm unless otherwise stated. These equal load contact conditions were achieved using a stationary pin holder from which an arrangement of six pins extended, each contacting its own mating countersurface secured in a corresponding arrangement atop an x–y translational table programmed to provide the desired sliding motion, Fig. 1. Each of the pins extending from the holder was secured atop its own piston, with bores for all six pins sharing a common hydraulic backing reservoir within the holder. As the six different pins may accumulate different wear depths, adjustment of their piston positions in such a configuration is self-acting such that a pneumatically applied 300 N global load tends towards distribution as equal 50 N normal loads on each pin. The global load was attained by setting pneumatic pressure such that its product with the loading cylinder area provided the desired 300 N, and was additionally confirmed by measuring the pressure of the hydraulic back reservoir and its product with the sum area of the six pin pistons it supports.

Six-station reciprocating pin-on-flat wear tester components. a Pin holder with six hydraulic pistons each holding a PTFE composite pin of 4 mm × 4 mm cross-section, b arrangement of mating steel countersurfaces, each 12.5 mm wide × 50 mm long, with wear track and PTFE composite debris from completed test
At these conditions of a PTFE composite under 3.125 MPa contact pressure over a 4 mm × 4 mm square region sliding at 0.1 m/s against a steel (stainless) countersurface of ~16.2 W/m2 oC thermal conductivity, resulting frictional temperature rises are small, especially compared to the 327 °C melt point of PTFE. Even if the 62.5 kW/m2 frictional power density that would exist throughout the interface as a result of a typical ~0.2 friction coefficient for such composites [14] was entirely conducted into the countersurface due to low pin thermal conductivity, and furthermore, motion was neglected with this frictional power continuously entering the countersurface over the same contact area, the maximum temperature rise over the interface would not quite reach even 10 °C. Consideration of the relative motion of the countersurface, and its resulting increased ability to conduct away interfacial heat, would lead to predictions of even lesser frictional temperature rise.
Sliding was interrupted periodically to quantify wear via pin mass loss measurements using an analytical balance of 0.1 mg precision. These mass losses could be subsequently converted to volume losses using the composite densities, approximated from the initial dimensions and masses of composite specimens. Tests of each composite were run for a duration sufficient to clearly identify an eventual steady-state region, in which the increase in wear is approximately linear with increasing sliding distance. A corresponding wear rate (mm3/Nm) was determined from identification of the slope of this steady-state wear volume versus sliding distance behavior, via linear regression, divided by the 50 N normal load. For each pin, a 95% confidence interval was determined on the steady-state wear rate estimate from the linear regression. Post-test sliding surfaces were examined by scanning electron microscopy.
In a preceding study [14], while PTFE and its composite’s wear rates varied by orders-of-magnitude from ~10−3 mm3/Nm down to ~10−7 mm3/Nm the friction coefficients measured in that single-station tester deviated little from the 0.18–0.2 range. With a much greater interest in wear performance and need for increased wear measurement throughput, the six-station tester adopted here did not allow for individual measurement from each of the six pins of the friction force they contribute to the global tangential force the x–y table must overcome to prescribe sliding motion.
3 Wear Test Results
3.1 Effect of Filler Particle Size
Initial tests concerned PTFE composites with alumina particles of either 40 nm, 80 nm, 0.5 μm, or 20 μm size, to verify the response previously measured in unidirectional sliding [14] of wear to filler size as it transitions from the nano- to the microscale, and whether it is affected by the reciprocating motion instead used in this study. The composites were tested at the same 2.9% filler content, 0.1 m/s speed, and 50 N pin load with resulting 3.125 MPa contact pressure against similarly polished steel countersurfaces as used in the unidirectional sliding study. Wear volumes as a function of sliding distance at a reciprocation stroke of 44.5 mm are shown in Fig. 2. As opposed to the unfilled PTFE control, suffering such severe wear that its rapid climb crowds near to the vertical axis, the more gradual wear of the two microcomposites superimpose along a line falling along the diagonal of this wear volume–sliding distance plot, while the two nanocomposites are so wear-resistant that their data’s slow climb does not depart greatly from this plot’s horizontal axis. As shown in Fig. 3, the wear rate response to filler particle size in such a 44.5 mm stroke reciprocating contact is essentially the same as that from the previous unidirectional sliding study, with wear rates of ~10−5 mm3/Nm for microcomposites reduced by two orders-of-magnitude from that of unfilled PTFE, with further reductions in filler particle size providing a transition to wear rates reduced another two orders-of-magnitude towards ~10−7 mm3/Nm for the nanocomposites. Maintaining the 0.1 m/s speed, sliding reciprocation performed at reduced strokes of 15.2 and 7.6 mm also fell along this same trend line.

Wear volume as a function of sliding distance for unfilled PTFE and for PTFE with 2.9% alumina filler as microparticles (20 or 0.5 μm) or nanoparticles (80 or 40 nm). Reciprocating stroke of 44.5 mm against polished countersurfaces

Steady-state wear rate of as a function of filler particle size for PTFE composites with 2.9% alumina filler content in reciprocating sliding contact against polished steel countersurfaces at strokes of 44.5, 15.2, or 7.6 mm. Also shown for reference is comparative data in unidirectional sliding against polished steel [14], as well as the typical wear rate level of unfilled PTFE
3.2 Effect of Filler Content
The effect of filler content on wear rate was determined by testing nano- and microcomposites with volume fractions of 2.9% as well as 1.2, 0.46, and 0.18%. These sliding tests were performed at a reciprocating stroke of 44.5 mm against polished steel countersurfaces, with 1 μm and 40 nm alumina particles used as representative micro- and nanofillers. The wear volume records of such tests as a function of sliding distance are shown in Fig. 4, with duplicate tests plotted in instances to display any observed variability in wear performance. At 2.9% filler content the microcomposites exhibit a linear increase of wear volume with distance from the onset of sliding, gradually attaining wear volumes approaching 10 mm3 as sliding distance surpassed 30 km, with data from multiple repeat tests clustered together. Reduction of filler content to 1.2% caused a partial loss of the microcomposite’s wear resistance as larger wear volumes of 30 mm3 were accumulated more quickly within sliding distances only on the order of ~10 km. At small filler contents of 0.46 and 0.18% the microcomposite exhibits poor wear behavior essentially falling atop that of the unfilled PTFE, remaining near to the vertical axis of the plot.

Wear volume as a function of sliding distance for unfilled PTFE and for PTFE with varying contents of alumina filler as microparticles (1 μm) or nanoparticles (40 nm). Reciprocating stroke of 44.5 mm against polished countersurfaces
For the nanocomposites, as filler content is dropped from 2.9 to 1.2 and 0.46% the wear response remains essentially unchanged, showing linear increases of wear volume with distance from the onset of sliding that are so slow (wear rates approaching ~10−7 mm3/Nm) that they do not depart far from the horizontal axis as plotted in Fig. 4. At the lowest filler content of 0.18% the nanocomposite appears to be at a critical operating point. After experiencing a brief run-in transient during which it may rapidly wear away a ~4 mm3 volume, or corresponding 0.25 mm depth, in some instances it will thereafter secure a steady-state with the extremely low wear rate having a wear volume versus sliding distance record paralleling that of the more highly filled nanocomposites. In other instances, however, the rapid run-in wear behavior will continue at a rate near to that of the unfilled PTFE.
The variation of steady-state wear rate with filler content for the micro- and nanocomposites against these polished steel countersurfaces is summarized in Fig. 5. As previously shown for other PTFE microcomposites [15], alumina microfillers and PTFE matrix exhibit a rule of mixtures behavior, as the wear rate decreases monotonically with the addition of microscale filler. In contrast, the nanocomposite maintains an extremely low steady-state wear rate just below 3 × 10−7 mm3/Nm that remains relatively constant despite filler content reduction from 2.9 to nearly 0.18%.

Steady-state wear rate as a function of filler content for PTFE composites with microparticle (1 μm) or nanoparticle (40 nm) alumina filler. Reciprocating stroke of 44.5 mm against polished countersurfaces
With 40 nm alpha-phase alumina nanoparticles treated in an effort to improve dispersion, Burris et al. [16] recently achieved wear rates that were reduced more nearly to 1 × 10−7 mm3/Nm and similarly constant despite reductions in filler content to as low as 0.13%, before rapidly increasing towards the ~10−3 mm3/Nm wear rate of unfilled PTFE upon further filler content reduction. If considered to be a mixture of its constituents, invariance of a composite characteristic such as this wear rate over a range of filler content can exist if the wear characteristic contributed by the matrix is not independent but is instead modified by the presence of the filler, particularly in the region near the filler. Burris et al. [16] have shown by atomic force microscopy of microtomed sections that alpha-phase alumina nanoparticles cause a substantial modification in morphology, from heterogeneous bands of lamellar crystals for unfilled PTFE to a homogeneous crystalline morphology that was coarsened and equiaxed in the nanocomposite. As such PTFE morphology modification is believed to be induced by the alpha-phase alumina surface, it can be hypothesized that microparticles may cause only negligible effects on the PTFE, while nanoparticles with such high surface-to-volume ratio instead provide an effect on a PTFE matrix that remains nearly complete even to an extremely low filler content. Below such a low threshold value, the effect would be lost over a very narrow range of filler content as it is brought to zero.
3.3 Effect of Countersurface Roughness
The limits of alumina nanoparticles’ capacity to provide PTFE with extremely low wear rates ~10−7 mm3/Nm was probed in reciprocating sliding tests (40.5 mm stroke) against steel countersurfaces of increasing roughness. As any effect of stroke has been shown to be small over the range studied here, in these tests stroke has been slightly reduced to 40.5 mm to ease setup since the previous 44.5 mm maximum value demanded near-perfect initial positioning of the composite pin for the resultant wear track to remain within the 50 mm long steel flat countersurface.
For the case of 0.46% filler content, Fig. 6 shows example wear volume versus sliding distance plots when slid against steel finished by several processes, each resulting in a distinct range of average roughness R a. Even when roughness was increased from that of the polished countersurfaces previously studied to the range R a = 0.06–0.08 μm, as provided by 400 grit SiC paper, the 0.46% filled nanocomposite maintained such wear resistance as to still fall near to the horizontal axis, as plotted. However, as roughness was increased to the R a = 0.1–0.2 μm range as finished by 240 grit SiC paper wear became more rapid as to exist along the diagonal of the Fig. 6 graph, with wear against rougher R a = 0.8–1.2 μm countersurfaces finished by 60 grit SiC paper superimposing along a similar line extending from the origin.

PTFE nanocomposite wear volume as a function of sliding distance, against countersurfaces finished by five different processes each producing its own range of R a roughness. Alumina nanoparticle (40 nm) fillers at 0.46% content, at reciprocating stroke of 40.5 mm
The plot of steady-state wear rate, from the slope of such wear volume versus sliding distance records, as a function of roughness in Fig. 7 indicates that the nanocomposite’s extremely low ~10−7 mm3/Nm wear rate level is eventually lost, transitioning to a level slightly greater than ~10−5 mm3/Nm more typical of microcomposites, as a critical roughness threshold is exceeded. At other filler contents, each nanocomposite still displays these two distinct levels of wear rate, though as filler content is increased to 1.2 and 2.9% the extremely low ~10−7 mm3/Nm wear rate may be maintained up to higher values of roughness before transitioning to ~10−5 mm3/Nm. With further increases in roughness for each filler content, the nanocomposites simultaneously experienced an additional increase in wear rate towards ~10−4 mm3/Nm at R a = 6–8 μm, with an example of such a wear volume versus sliding distance shown in Fig. 6 for the case of 0.46% filler content.

Steady-state wear rate as a function of countersurface R a roughness for PTFE with nanoparticle (40 nm) filler at contents of 0.46, 1.2, or 2.9%. Reciprocating stroke 40.5 mm. For each filler content an arrow indicates the approximate roughness at which nanocomposite wear rate transitions from extremely low ~10−7 mm3/Nm level
Critical roughness values R ac, estimated from Fig. 7 as the average of the mid-range R a value of the roughest finishing processes at which the extremely low ~10−7 mm3/Nm nanocomposite wear rate persisted and the mid-range R a value of the next roughest finishing processes which transitioned wear rate to higher values, is plotted in Fig. 8 for filler contents of 0.46, 1.2, and 2.9%. It has also previously been noted that at a filler content of 0.18% the nanocomposite was already at a threshold even against a polished countersurface of R a = 0.015–0.03 μm, in some instances securing extremely low wear rate ~10−7 mm3/Nm after a initial wear-in transient while other times continuing on at high rates of wear. Thus, this critical condition was also added to the plot. The notable linearity of this log–log plot with slope of ~2 implies that the critical roughness at which the nanocomposite’s extreme wear resistance is overcome increases with the square of the filler content. Difficulties attaining the extremely low ~10−7 mm3/Nm wear rates at lower values of filler content during previous attempts [17] have been hypothesized to possibly result from inadequate alumina nanoparticle dispersion [16]. However, the higher roughnesses of the polished countersurfaces R a = 0.048 ± 0.020 μm stated for those previous attempts may have also contributed to these difficulties attaining extreme wear resistance at such low filler contents.

Approximate values of critical roughness R ac of the countersurface at which PTFE composite steady-state wear rate transitions from ~10−7 mm3/Nm level, as a function of content of alumina nanoparticle (40 nm) filler
To investigate any chemical role of steel contributing to the nanocomposite wear resistance, tests of the alumina-filled PTFE were conducted against alumina countersurfaces at roughnesses of R a = 0.1–0.2 μm that result despite polishing, due to pores within the countersurfaces which transform to recesses upon finishing. Wear volume versus sliding distance records are plotted in Fig. 9 at several filler contents, along with those previously measured against steel (stainless 304) countersurfaces of comparable roughness. Rather than indicating any countersurface chemistry effect, the results against alumina were similar to those against steel.

Wear volume as a function of sliding distance for PTFE with varying contents of alumina nanoparticle (40 nm) filler on countersurfaces of steel (stainless 304) or alumina, each finished to R a roughness in the range 0.1–0.2 μm. Reciprocating stroke of 40.5 mm
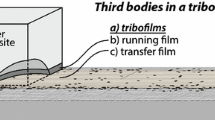
4 Discussion of Wear Surfaces
The severe wear rate (~10−3 mm3/Nm) of unfilled PTFE has been known to proceed by the detachment of large plates with thicknesses of several micrometers from its surface, transferring to the countersurface before eventual removal as debris. In Fig. 10a, the wear surface of such an unfilled PTFE pin reveals the detachment of one of these plates with in-plane dimensions of several hundred micrometers in progress. Figure 10b shows such unfilled PTFE plates as transferred to the polished steel countersurface and subsequently discarded as debris at the wear track’s edge. Relatively large areas of the wear track are also observed to be free from such plates, likely an indication of the poor adhesion of thick PTFE transfer to such countersurfaces.

Secondary electron images. a Detachment of large plate from the wear surface of unfilled PTFE and b such plates as weakly adhered transfer and subsequently loosened debris upon polished steel countersurfaces
The wear surface of a typical PTFE microcomposite (2.9% alumina of 20 μm size) exhibiting ~10−5 mm3/Nm wear rate against polished steel (Fig. 11a) is seen to liberate debris from cracked regions of in-plane dimension greatly reduced compared to the >100 μm wear plates of unfilled PTFE, indicative of interruption of subsurface crack propagation by the microscale filler. The countersurface of such a microcomposite is seen in Fig. 11b to be partially covered by heavy streaks (~100 μm wide) of more film-like transfer, with any loose debris having in-plane dimension reduced relative to unfilled PTFE.

Secondary electron images. a Wear surface of PTFE microcomposite (2.9% alumina 20 μm particles) and b polished countersurface with heavy streaked transfer
The wear surface of a typical PTFE nanocomposite (0.46% alumina of 40 nm size) exhibiting an extremely low ~10−7 mm3/Nm wear rate is seen in Fig. 12a to differ significantly from that of unfilled or microfilled PTFE. A network of ‘mudflat’ cracks distributes the surface into a collection of much finer <10 μm regions, with higher magnification revealing numerous PTFE fibrils spanning these cracks, connecting neighboring regions and likely resisting their ejection as debris. As seen in Fig. 12b, the polished countersurface of this nanocomposite also shows film-like transfer, though appearing less heavy and streaked than from the microcomposite. Profilometric measurements of the countersurfaces across the wear track (Fig. 13) confirm that the films transferred by nanocomposites tend to be thinner than the streaks of several micrometer thickness deposited by microcomposites. Burris and Sawyer [13] reported that PTFE and its composites which deposit thicker transfer similarly experienced higher rates of wear, presumably a result of thinner transfer films being more strongly adhered to the countersurface.

Secondary electron images of a the wear surface of a PTFE nanocomposite (0.46% alumina 40 nm particles) with network of surface ‘mudflat’ cracks and b the polished countersurface showing thinner transferred PTFE

Profilometric traces across the countersurface wear track from a PTFE microcomposite (2.9% alumina 20 μm particles) and b PTFE nanocomposite (0.46% alumina 40 nm particles). For comparison, smoother polished steel countersurface outside the wear track may be seen at the ends of the profiles
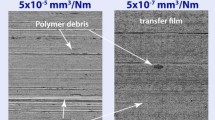
Against rougher countersurfaces it has been observed that a nanocomposite requires at least some minimum level of filler content to maintain its extremely low ~10−7 mm3/Nm wear rate. Below this minimum filler content, wear increases to higher rates of at least ~10−5 mm3/Nm, typical of microcomposites. For example, Fig. 14 shows profilometric measurements along the wear tracks formed on ~0.1–0.2 μm R a roughened steel countersurfaces by nanocomposites of 1.2 and 0.46% filler content which wore at such extremely low and higher rates, respectively. The nanocomposite of greater filler content actually reduced the roughness of the countersurface from its initial state, maintaining a topography favorable for the extremely low ~10−7 mm3/Nm wear rate behavior. The 0.46% nanocomposite was ineffective in any such countersurface smoothening, with the increased roughness along the wear track likely resulting from thicker non-uniform transfer associated with higher wear rates. Such a hypothesis is strengthened by the secondary electron images of the countersurfaces. For the 1.2% nanocomposite, scratches running in various directions from the abrasive paper which provided the initial high countersurface roughness appear to be filled in and smoothed with polymer (darker regions in Fig. 15b), resulting in an overall wear track of relatively uniform appearance (Fig. 15a). For the 0.46% filled nanocomposite, Fig. 15d shows filling of initial roughness scratches as incomplete, transfer coverage of the balance of the countersurface as more fractional, with that transfer appearing flaky, resulting in an overall wear track that is instead heterogeneous with more plentiful debris (Fig. 15c).

Profilometric traces of the countersurface. a Initial roughened R a ~0.1–0.2 μm steel before testing, b along smooth wear track formed by extremely low-wearing PTFE nanocomposite (1.2% alumina 40 nm particles), and c along rougher wear track formed by higher-wearing PTFE nanocomposite of inadequate filler content (0.46% alumina 40 nm particles)

Secondary electron images at low and higher magnification of wear tracks formed on roughened (~0.1–0.2 μm R a) steel countersurfaces by a, b extremely low-wearing PTFE nanocomposite (1.2% alumina 40 nm particles), and c, d higher-wearing PTFE nanocomposite of inadequate filler content (0.46% alumina 40 nm particles)
As demonstrated by the relatively featureless wear surface for the case of inadequate filler content against the roughened countersurface (Fig. 16b), the striking network of ‘mudflat’ surface cracks is not characteristic of all alumina-filled PTFE nanocomposites, only those under conditions where extremely low wear rate behavior is able to prevail (Fig. 16a). It is not clear whether such a network of finer surface cracks is responsible for, or instead merely a reflection of, the extremely low wear rate. Such wear resistance may instead result from the ability of the nanofillers to maintain an appropriately polished countersurface, to activate a PTFE fibrillation process allowing such countersurfaces to be covered with a thinner and better-adhered transfer film, and to accumulate at the nanocomposite surface as the polymer is preferentially removed to form these transfer films. Once such a wear-resistant transfer film has been established, the increased residence time for material at the nanocomposite surface may allow for damage such as mudflat crack networks to accumulate. Against countersurfaces of increased initial roughness the nanocomposite likely would require correspondingly higher filler content, increasing approximately with the square root of roughness as suggested by Fig. 8, to hasten the attainment of such wear-resistant steady-state contact surface modifications rather than being outpaced by the augmented abrasive removal by the countersurface of non-modified bulk nanocomposite material.

Secondary electron images of wear surfaces formed on a extremely low-wearing PTFE nanocomposite (1.2% alumina 40 nm particles), and b higher-wearing PTFE nanocomposite of inadequate filler content (0.46% alumina 40 nm particles), when sliding against roughened (~0.1–0.2 μm R a) steel countersurfaces
5 Conclusions
-
1.
In reciprocating sliding contact against polished stainless steel, nanoparticulate alpha-phase alumina filler at a volume content of 2.9% was shown to reduce the wear rate of PTFE to ~10−7 mm3/Nm, four orders-of-magnitude lower than for unfilled PTFE and two orders-of-magnitude lower than the intermediate level for PTFE composites using microparticulate alumina filler. This dependence of wear rate reduction on filler particle size was not greatly affected by stroke of reciprocation at the three values tested, and was comparable to that previously reported in unidirectional sliding.
-
2.
As opposed to microcomposites whose performance behaved as a mixture of alumina and PTFE characteristics, gradually losing its intermediate level of wear resistance as filler content was reduced from 2.9%, the nanofilled PTFE instead retained a relatively constant extremely low wear rate as filler content was reduced to as little as 0.18% against polished countersurfaces. Such insensitivity of the wear resistance to varying filler content down to such low values is thought to result from the ability of high surface-to-volume ratio alumina nanoparticles to influence the PTFE matrix, augmenting its intrinsic wear characteristics.
-
3.
As countersurface roughness was increased, the nanocomposite eventually lost its wear resistance, with wear rate transitioning up to the ~10−5 mm3/Nm typical of microcomposites. Nanocomposites with increasing filler content were able to maintain wear resistance to higher levels of countersurface roughness before transitioning to the higher wear rates, with the critical roughness required to induce this transition seeming to increase with the square of the filler content. With further increases in roughness to the R a = 6-8 μm range, nanocomposites at all filler contents increased wear rate further towards ~10−4 mm3/Nm.
-
4.
The steel countersurface did not appear to play a strong chemical role in the extreme wear resistance of alumina nanoparticle-filled PTFE composites, as comparable behavior was observed against alumina countersurfaces.
References
Shooter, K.V., Tabor, D.: The frictional properties of plastics. Proc. Phys. Soc. B 65, 661–671 (1952)
Ricklin, S., Miller, R.R.: Filled Teflon for dry bearings. Mater. Methods 40, 112–114 (1954)
Burris, D.L., Sawyer, W.G.: Improved wear resistance in alumina-PTFE nanocomposites with irregular shaped nanoparticles. Wear 260, 915–918 (2006)
Makinson, K.R., Tabor, D.: The friction and transfer of polytetrafluoroethylene. Proc. Roy. Soc. A 281, 49–61 (1964)
Lauer, J.L., Bunting, B.G., Jones, W.R.: Investigation of frictional transfer films on PTFE by infrared emission spectroscopy and phase-locked ellipsometry. Tribol. Trans. 31, 282–288 (1988)
Tanaka, K., Uchiyama, Y., Toyooka, S.: The mechanism of wear of polytetrafluoroethylene. Wear 23, 153–172 (1973)
Ricklin, S.: Review of design parameters for filled PTFE bearing materials. Lubr. Eng. 33, 487–490 (1977)
Bahadur, S., Tabor, D.: The wear of filled polytetrafluoroethylene. Wear 98, 1–13 (1984)
Tanaka, K., Kawakami, S.: Effect of various fillers on the friction and wear of polytetrafluoroethylene-based composites. Wear 79, 221–234 (1982)
Blanchet, T.A., Kennedy, F.E.: Sliding wear mechanism of polytetrafluoroethylene (PTFE) and PTFE composites. Wear 153, 229–243 (1992)
Li, F., Hu, K., Li, J.-L., Zhao, B.-Y.: The friction and wear characteristics of nanometer ZnO filled polytetrafluoroethylene. Wear 249, 877–882 (2002)
Sawyer, W.G., Freudenberg, K.D., Bhimaraj, P., Schadler, L.S.: A study on the friction and wear behavior of PTFE filled with alumina nanoparticles. Wear 254, 573–580 (2003)
Burris, D.L., Sawyer, W.G.: Tribological sensitivity of PTFE-alumina nanocomposites to a range of traditional surface finishes. Tribol. Trans. 48, 1–7 (2005)
McElwain, S.E., Blanchet, T.A., Schadler, L.S., Sawyer, W.G.: Effect of particle size on the wear resistance of alumina-filled PTFE micro- and nanocomposites. Tribol. Trans. 51, 247–253 (2008)
Han, S.W., Blanchet, T.A.: Experimental evaluation of a steady-state model for the wear of particle-filled polymer composite materials. J. Tribol. 119, 694–699 (1997)
Burris, D.L., Zhao, S., Duncan, R., Lowitz, J., Perry, S.S., Schadler, L.S., Sawyer, W.G.: A route to wear resistant PTFE via trace loadings of functionalized nanofillers. Wear 267, 653–660 (2009)
McElwain, S.: Wear resistant PTFE composites via nano-scale particles. Master of Science Thesis, Rensselaer Polytechnic Institute, Troy, NY (2006)
Acknowledgments
This material is based upon work supported under AFOSR-MURI grant FA9550-04-1-0367. Any opinions, findings and conclusions, or recommendations expressed in this material are those of the authors and do not necessarily reflect the views of the Air Force Office of Scientific Research.
The corresponding author T.A. Blanchet wishes to acknowledge, in this commemorative volume, his mentor Dr. J.L. Lauer’s positive impact in setting forth through an initial post-doctoral appointment offer a rewarding career path at Rensselaer Polytechnic Institute, within which such PTFE composite studies could be continued and investigations into newly introduced areas such as vapor phase lubrication could be adopted. Dr. Lauer’s decade of research dedicated to high-temperature lubrication via carbonaceous gases through the late 1980s and early 1990s has especially shone a light on environmental effects in tribology, one that continues to guide scientists taking on cutting-edge challenges as far-reaching and diverse as microelectromechanical systems, diamond-like carbon coatings, sliding electrical contacts, and many yet to emerge.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Blanchet, T.A., Kandanur, S.S. & Schadler, L.S. Coupled Effect of Filler Content and Countersurface Roughness on PTFE Nanocomposite Wear Resistance. Tribol Lett 40, 11–21 (2010). https://doi.org/10.1007/s11249-009-9519-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11249-009-9519-2