
Abstract
The Mars 2020 mission seeks to conduct a new scientific exploration on the surface of Mars. The Perseverance Rover will be sent to the surface of the Jezero Crater region to study its habitability, search for biosignatures of past life, acquire and cache samples for potential return, and prepare for possible human missions. To enable these objectives, an innovative Sampling and Caching Subsystem (SCS) has been developed and tested to allow the Perseverance Rover to acquire and cache rock core and regolith samples, prepare abraded rock surfaces, and support proximity science instruments.
The SCS consists of the Robotic Arm (RA), the Turret and Corer, and the Adaptive Caching Assembly (ACA). These elements reside and interact both inside and outside of the Perseverance Rover to enable surface interactions, sample transfer, and caching. The main body of the Turret consists of the Coring Drill (Corer) with a Launch Abrading Bit initially installed prior to launch. Mounted to the Turret main structure are two proximity science instruments, SHERLOC and PIXL, as well as the Gas Dust Removal Tool (gDRT) and the Facility Contact Sensor (FCS). These work together with the RA to provide the sample acquisition, abraded surface preparation, and proximity science functions. The ACA is a network of assemblies largely inside the front belly of the Rover, which combine to perform the sample handling and caching functions of the mission. The ACA primarily consists of the Bit Carousel, the Sample Handling Assembly (SHA), End Effector (EE), Sample Tubes and their Sample Tube Storage Assembly (STSA), Seals and their Dispenser, Volume, and Tube Assembly (DVT), the Sealing Station, the Vision Station, the Cover Parking Lot, and additional supporting hardware. These components attach to the Caching Component Mounting Deck (CCMD) that is integrated with the Rover interior. This work describes these major elements of the SCS, with an emphasis on the functionality required to perform the set of tasks and interactions required by the subsystem. Key considerations of contamination control and biological cleanliness throughout the development of these hardware elements are also discussed.
Additionally, aspects of testing and validating the functionality of the SCS are described. Early prototypes and tests matured the designs over several years and eventually led to the flight hardware and integrated testing in both Earth ambient and Mars-like environments. Multiple unique testbed venues were developed and used to enable testing from low-level mechanism operation through end-to-end sampling and caching interactions with the full subsystem and flight software. Various accomplishments from these testing efforts are highlighted. These past and ongoing tests support the successful preparations of the SCS on its pathway to operations on Mars.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The Mars 2020 mission will deploy the Perseverance Rover to the surface of Mars in the Jezero Crater region to begin a unique new journey in Mars exploration. The mission will investigate the planet’s habitability, search for signs of past microbial life through biosignatures left behind in the rock records, collect and cache samples for potential return to Earth, and prepare for possible future human missions. Once the site of an ancient lake (Fassett and Head 2005), Jezero Crater was selected for its great potential for astrobiological science value and sample return. The Perseverance Rover’s prime mission will spend at least one Mars year (about 687 Earth days) exploring this region and its scientific discoveries yet to be found. During this time, the Perseverance Rover will use its suite of science instruments and a novel Sampling and Caching Subsystem (SCS) to conduct its investigations.
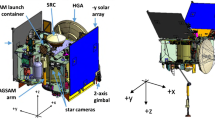
While much of Mars 2020 leverages from its Mars Science Laboratory (MSL) predecessor, the Perseverance Rover features a unique sampling system developed to address the scientific goals of this new mission. The SCS for Mars 2020 (Fig. 1) is a Rover-based sample acquisition and handling system capable of operating in the extreme environmental conditions of Mars (e.g. cold temperatures, low atmospheric pressures, high dust, and reduced gravity). SCS was designed to collect, seal, and cache 37 returnable samples while meeting the science-driven contamination control requirements for organic carbon, terrestrial viable organisms, and inorganic contaminants that would potentially impact returned sample science. These samples include interior rock cores (13 mm diameter with depth varying up to 76 mm), loose regolith samples (∼8 cc), and witness materials. In addition, SCS is capable of performing 74 rock abrasion and dust removal operations to prepare surfaces for examination by the Turret-mounted instruments PIXL and SHERLOC.

Mars 2020 Rover with SCS components highlighted
2 Components and Functionality of the SCS
Autonomous sample acquisition and caching on a planetary surface is a complex process that requires devices with high functional adaptability. SCS is a highly mechanized system that contains 17 motor actuated degrees-of-freedom plus numerous spring-driven devices to perform the multiple functions needed to collect, process, seal, and cache samples in a scientifically useful form required for potential Earth return. SCS consists of two Robotic Systems which work in conjunction with each other to perform the sampling and caching functions: one MSL-like Robotic System architecture on the outside of the Rover consisting of a Robotic Arm (RA) and Turret, and one new Robotic System architecture on the inside of the Rover referred to as the Adaptive Caching Assembly (ACA).
Figure 2 illustrates the overall SCS architecture and how the two Robotic Systems interact. Sample Tubes stored inside the ACA are robotically manipulated by the Sample Handling Assembly (SHA) and are inserted through the lower Bit Carousel (BC) door into sampling Bits stored in the BC. The BC rotor rotates the Bit/Tube to the upper BC door where the RA docks the Corer to the BC and the Corer acquires the Bit/Tube using its actuated degrees-of-freedom. The RA undocks the Corer and then places and preloads the Corer on the intended surface target. The Corer acquires a sample into the Sample Tube inside the Bit and then returns to the BC to deposit the Bit/filled Tube back into the BC. After BC rotor motion, the Bit/filled Tube is once again at the lower BC door and accessible to the ACA within the Rover. The filled Sample Tube is removed from the Bit by the SHA and is ready to be processed using the ACA stations. After processing, which includes hermetically sealing the Tube, the Sample Tube is stored for later deposit on the Martian surface, and the process repeats for the suite of Sample Tubes available within the ACA.

Sampling and Caching System Architecture
2.1 Robotic Arm (RA)
SCS relies on a multi-segmented, two-meter titanium Robotic Arm (RA), configured similarly to the MSL RA in order to examine targets for in-situ scientific investigation on Mars and to acquire samples for delivery to the ACA for further processing and caching. The RA is a five degree-of-freedom manipulator, which can deploy the Turret-mounted tools and science instruments to their targets. Specifically, it is designed to place and hold the Turret-mounted devices and instruments to perform the following functions: (1) position PIXL, SHERLOC, and the gDRT in close proximity to rock, abraded rock, and regolith targets in its primary workspace, (2) place the Corer in direct contact with rock and regolith targets in its primary workspace, (3) dock the Corer with the Bit Carousel to allow for bit exchange, and (4) interact with Rover-mounted hardware such as instrument calibration targets, and the Drillable Blank Assembly (DBA). The five degrees-of-freedom are provided by a set of rotary actuators called the shoulder azimuth joint, the shoulder elevation joint, the elbow joint, the wrist joint, and the Turret joint. At the output of the Turret joint is a 6-axis force torque sensor (FTS) used for measuring contact forces and moments, and for fault protection. As seen in Fig. 3 when fully extended straight ahead in the Rover forward drive direction, the center of the Turret on the RA is 2.2 meters (7.2 feet) from the front of the Rover body and holds a Turret weighing a total of 40.1 kilograms (88.2 pounds).

Flight Robotic Arm (including Turret) extended in JPL Spacecraft Assembly Facility
The RA is designed to position and hold PIXL, SHERLOC, and the gDRT in proximity to the surface target while each device is performing its function. The RA uses the Turret-based Facility Contact Sensor (FCS) to sense ground contact improving its placement accuracy normal to the target when close positioning to the target is needed. The RA meets its positioning and performance requirements for targets located inside a volume referred to as the primary workspace (Fig. 4). The workspace volume is an upright cylinder 80 cm diameter, 100 cm high, positioned 120 cm in front of the body of the Rover, and extending to 20 cm below the surface when the Rover is on a smooth flat terrain.

Primary work volume for the placement of Turret-mounted instruments based on Robotic Arm and Turret safety
When coring, the RA can also exert a controlled force between the Stabilizers mechanism of the Corer and the target surface. A large force is required to stabilize the Corer against a non-uniform rock surface in order to keep it from “walking” across the surface when first engaging the surface with its cutting Bit. In order to avoid walking, the RA positions the Corer’s stabilizers against the rock surface and then “overdrives” the actuators to produce a force at the rock interface using the overall stiffness of the RA. The sizing of the RA actuators allows this mechanism to produce at least 300 N at the tip of the arm while in the primary workspace. The RA force sensor indicates this preload force. Similarly, when performing docking, the RA preloads the 4 docking posts of the Corer into the matching cones on the Bit Carousel docking ring (Figs. 5 and 6). In this pose, there is at least 600 N available for preloading. Here, the preload force counteracts the loads produced during bit exchange. Unlike MSL where bit exchange was only required to replace a worn drill Bit, bit exchange for Mars 2020 is a critical SCS function occurring twice for every sample acquired and processed.

Robotic Arm moves the Corer (right side of image) to dock with the Bit Carousel (center of image)

Close up view of one Docking Post on Corer (right) approaching its corresponding Cone on the Bit Carousel Docking Ring (left)
The RA’s fully redundant, 6-axis force-torque sensor (FTS) is located between the Turret actuator and the Turret so that loads applied anywhere on the Turret are read by the sensor (Fig. 7). Several essential functions utilize the information from the RA FTS. It is used to achieve the desired preload when contacting the ground or performing docking, to null lateral (or side) loads during interaction with the ground and during docking, and to limit the applied load in the event of an unexpected contact of the Turret with the ground or the Rover.

Robotic Arm Force-Torque Sensor
2.2 Turret and Corer
The SCS Turret is an assembly attached to the end of the RA and consists of the surface interaction tools and proximity science instruments. Effectively, the Turret is the “hand” of the Perseverance Rover, which enables close-up interactions with the rock and regolith science targets. The Turret is composed of the drill (“Corer”), Facility Contact Sensor (FCS), Gas Dust Removal Tool (gDRT), and the integrated SHERLOC and PIXL instruments, as illustrated in Figs. 8 and 9.

Configuration of the SCS Turret highlighting the various elements. The gray structure in the middle is the Corer Feed Structure. The elements protruding at the top are the Corer Stabilizers. A Bit is not visible in this view

The flight Turret is shown during integration and test. The dark gray structure in the middle is the Corer Feed Structure. The black tank cover on the left is part of the gDRT. The PIXL instrument is the white assembly on the left, and the SHERLOC instrument is on the opposite side of the Feed Structure. The Launch Abrading Bit at the end of the Corer is seen covered in protective foil on the right. Non-flight red tips are seen on the end of the Stabilizers
The Corer Feed Structure forms the primary structure of the Turret. The Turret interfaces to the RA via a Turret output plate interface at the Corer Feed Structure, and the Turret is rotated by the Turret joint on the RA. The fully assembled Turret mass is 40.1 kg, and the enclosed area (looking top-down as shown in Fig. 8) is bound by a 75 cm diameter circle.
One of the key functions of the Turret includes the mechanical and electrical accommodation of all the constituent subassemblies. These elements of the Turret are described in further detail in the following subsections.
2.2.1 SHERLOC and PIXL Instruments Accommodation
A key aspect of the SCS Turret is the physical accommodation of the proximity science instruments, SHERLOC and PIXL, as well as their placement and pointing by the RA. The instruments themselves underwent separate development and test programs in parallel to the SCS development. Close collaborations between the SCS and instrument teams enabled the designs to converge while addressing the intricate challenges in configuration (mass, volume, power interfaces), pointing, and vibrational isolation from the Corer’s rotary-percussive drilling loads.
These instruments were developed to specifically conduct the proximity science investigations for the Mars 2020 mission. Both of these instruments are key to determining small-scale composition and morphological structure in the rock targets, and therefore, they are also key to the contextualization and selection of candidate samples to be acquired by the SCS. During surface operations, the Turret can be positioned and pointed using the RA so that either SHERLOC or PIXL are close to the intended target, typically within a few centimeters from the surface. The instruments can be used to study either natural surfaces or abraded surface targets first created and prepared by the Corer, Abrading Bit, and gDRT.
SHERLOC is an acronym for Scanning Habitable Environments with Raman and Luminescence for Organics and Chemicals. This instrument enables investigation of organics and potential biosignatures by using deep ultraviolet fluorescence and resonance Raman spectroscopy in combination with high-resolution imaging. In a single RA placement location of the instrument, SHERLOC can generate 7 mm by 7 mm maps of organic compounds and mineral compositions. Additionally, the SHERLOC instrument houses a focusable color imager called the Wide Angle Topographic Sensor for Operations and eNgineering (WATSON), with a resolution of 13.4 micrometers/pixel to greater than 100 micrometers as a function of focus. Much greater detail of the SHERLOC instrument and capabilities are discussed in its own section of this journal (Bhatia et al. 2020).
SHERLOC is mounted to the Turret on one side of the Corer Feed Structure, as seen in Fig. 10. Although SHERLOC and the Corer are never operated simultaneously, a key consideration was the vibrational isolation of the sensitive instrument optics and electronics during Corer rotary-percussive operations. This was accommodated through a vibration isolation system uniquely designed for mounting SHERLOC to the Turret. This isolation system is composed of a set of 3 bipods, each with 2 struts dampened by internally-held wire mesh springs. This significantly attenuates the vibratory environmental loads transferred to the SHERLOC structure and components.

SHERLOC instrument mounted on the Turret. The WATSON imager is on the right. And one set of the vibration isolation bipods can be seen on the left
PIXL stands for the Planetary Instrument for X-ray Lithochemistry. PIXL is an X-ray fluorescence (XRF) spectrometer with its own focusing X-ray source. This instrument enables measurement of elemental composition of rock targets over an area up to 40 mm by 40 mm at 150 micron resolution. The PIXL instrument and its capabilities are discussed further in its own section of this journal (Allwood et al. 2020).
The PIXL Sensor Assembly (SA) portion of the instrument is mounted to the Turret on the side opposite of SHERLOC on the Corer Feed Structure, as seen in Fig. 11. The Sensor Assembly faces the same challenge with needing to provide vibration isolation during Corer operations. In addition, PIXL has a fine-scale positioning and pointing capability to allow for its X-ray scanning function. Therefore, the PIXL Sensor Assembly has its own unique set of 6 struts that both provide the vibration isolation function but are also motorized for fine positioning control.

The PIXL Sensor Assembly is the white assembly seen in the left side of this image, along with two sets of its mechanized struts. Note on the right side of this image that red non-flight tips are on the Corer Stabilizers, and the Launch Abrading Bit is covered in protective foil
2.2.2 Coring Drill (Corer)
The Corer is a rotary-percussive rock drilling mechanism uniquely designed to provide the mission-essential capabilities of rock core and regolith sample acquisition into returnable Sample Tubes as well as rock surface abrasion to enable proximity science investigations. The driving requirements (including mission margin) for the Corer design include the ability to perform at least 74 abrasions, acquire 42 cores, and collect up to 3 regolith samples. These unique requirements resulted in a novel design different from the powder-collecting drill on MSL (Anderson et al. 2012). Figure 12 shows an image of the flight Corer and Turret installed on the Perseverance Rover.

The flight Corer is seen at the end of the extended RA on the Perseverance Rover during integration and test. The red non-flight tips on the Stabilizers are replaced later, and the Launch Abrading Bit at the left end of the Corer is covered in protective foil
The Corer is composed of a tightly-integrated set of nested mechanisms and subassemblies, as illustrated in Fig. 13. These mechanisms include 5 actuator-driven devices: Chuck, Spindle, Percussion, Spindle Twin-Input Gearbox (STIG)/Core Break Lockout (CBLO), and the Feed Drive. These mechanisms combine with the Stabilizers, contact switches, Feed Guide Rollers, and four Docking Posts on the front of the Corer to form the Corer internals. The Corer internals are installed within the Feed Structure. Various cabling elements provide the electrical power, control, and sensing functions. A suite of Bits is stored within the ACA’s Bit Carousel, and these Bits are available for use by the Corer through the bit exchange function. The flight launch configuration Corer assembly mass is 23.5 kg, which includes the installed Launch Abrading Bit (0.72 kg). The flight Corer internals can be seen prior to installation in the Feed Structure in Fig. 14.

Corer configuration exploded view highlighting the various mechanisms and subassemblies

View of the flight Corer internals outside of the Feed Structure during assembly in a non-flight fixture. The Stabilizers tips and the Launch Abrading Bit are covered in protective foil on the left
To accomplish its main tasks of sample acquisition and surface abrading, the Corer’s various mechanisms must provide a diverse set of key functions. The architecture of these elements is illustrated in Fig. 15. To begin a drilling operation, an appropriate Bit is installed into the Corer through the bit exchange process. This is enabled by the Chuck, which engages or releases interchangeable Bits (Barletta 2020). The RA moves the Corer and Bit in proximity to a desired science drilling target and preloads the Stabilizers onto a rock surface. The Stabilizers articulate via a rear linkage, allowing them to conform to a rock surface. The Stabilizers can support up to +/- 10 mm of topography height variation in the case of worst-case 10 degrees misalignment between the Bit axis and the surface normal. This provides the capability of about +/- 20 mm height variation at zero degrees from surface normal. To accommodate Rover tilts, the Corer must also be able to preload and drill from vertically downward in the direction of the gravity vector (0 degrees), up to 20 degrees past horizontal (110 degrees). When the Stabilizers are sufficiently preloaded, contact switches are tripped to indicate contact with the rock surface.

Corer hardware architecture
Once the Corer is stabilized on the rock, the Corer body and the Bit move together via linear motion of the Feed Drive, which advances the Bit into the rock or regolith and measures weight-on-bit (WOB) during drilling operations. The Feed Guide Rollers guide the translating Corer body assembly on the Stabilizers. These are also referred to as the “Railizers,” as they additionally act as rails to support the translating assembly of the Corer body mechanisms and the Feed Drive. The STIG, Spindle, and Percussion mechanisms work together to provide the rotary-percussive drilling functions. The STIG acts as a two-speed transmission, providing either high-speed Bit rotation for drilling or high-torque Bit rotation for the core break function (separating the core from the parent rock) (Szwarc et al. 2020). The Spindle mechanism receives and transfers torque from the STIG and transmits impacts from the Percussion hammer via the anvil to the Bit. This provides both rotational torque and percussive impact energy to the Bit during drilling. The Percussion mechanism is a motor-driven resonant spring-mass system that drives a hammer against the anvil at a controllable frequency (Chrystal 2020). Percussion operation can be turned off during drilling to enable a rotary-only mode of operation in weaker rocks, if necessary. Rotary-percussive motion enables the Bit’s teeth to chisel into the rock with the hammering motion provided by the Percussion mechanism, while the rotational motion allows the Bit’s teeth to reposition circumferentially between each successive percussion impact event.
Flight software and an adaptive drilling algorithm provide precise feedback control of drilling by modifying WOB, Spindle rotation rate, and Percussion frequency to control the rate of penetration (ROP) and provide the best possible quality of sample for a given type of rock or regolith. Typically, drilling percussion frequencies range between 23-40 Hz, with operations in harder rocks trending toward higher impact frequencies and therefore larger impact forces to chisel the rock. Spindle rates during drilling are nominally approximately 200 RPM for coring and 37 RPM for abrading. The drilling algorithm slightly varies the Spindle rate to ensure that harmonics of the Percussion frequency are avoided. This prevents the Corer from repeatedly chiseling into the same indentations made by the Bit teeth. Weight-on-Bit (WOB) applied through the Bit onto the rock is typically between 80-120 N. Once a drilling sequence is instructed by Earth-based commanding, all of these drilling operations are controlled autonomously in real-time on the Mars surface by the Rover’s onboard flight software. The actual rock drilling portion of the operation may only take a few minutes within the overall end-to-end sample acquisition and caching timeline of a few hours.
During coring, drilling progresses to acquire a core sample of 13 mm diameter. Nominal coring drilling depth is 70 mm, which results in a nominal core length of ∼61 mm (8 cc sample volume). However, the Corer and Coring Bit were designed to meet 25% margin over this in worst case topography, which would result in a drilling depth of ∼85 mm and a core length of up to 76 mm (10 cc sample volume). Figure 16 shows an example of coring in a test rock article, highlighting how the Stabilizers conform and the Bit advances with the Corer due to Feed Drive motion. After a core sample acquisition, the interactions between the Coring Bit, Sample Tube, and Corer must provide a core break-off function to separate the core from the rock target. The Corer’s CBLO mechanism engages with the back of the Sample Tube to hold it in place. The Spindle is shifted into high-torque gear and slowly rotates the Coring Bit while the Sample Tube remains stationary. Because the Sample Tube and Coring Bit are designed with eccentric features, this rotation causes the bores to become misaligned and produces a force couple that fractures the core in shear. The misalignment of the Sample Tube and Coring Bit bores retains the core within the Sample Tube. After core break, the Coring Bit is retracted by the Feed mechanism motion along with Spindle rotation. Sometimes, this process still results in a small rock fragment referred to as a “mushroom” remaining lodged between the Coring Bit teeth. Therefore, the RA and Turret are nominally then re-positioned at an upward-oriented angle, and a Percuss-to-Ingest (PTI) operation is conducted to either ingest or eject the mushroom.

Example of coring in a test rock article with the qualification model Corer. The left image shows the Stabilizers conforming with the rock surface and the Coring Bit prior to advancing. The right image shows the Chuck and Bit position at the bottom of the drilling operation, with rock cuttings powder coming out of the drill hole
Drilling during abrading is similar to the process described for coring, but at the reduced Spindle rotation rate to accommodate the much larger surface area of the Abrading Bit face. With the subsequent dust removal operations using the Gas Dust Removal Tool (gDRT), this provides flat abraded surface patches clear of surface dust necessary for the SHERLOC and PIXL instruments to conduct proximity science. The Abrading Bit head is 50 mm diameter to ensure it meets the requirement to produce a 45 mm diameter hole. This provides a 40 mm diameter dust-free patch after gDRT puffs. The nominal target depth is to produce an abraded surface at least 2 mm deep across the full circle of abrasion. To achieve this 2 mm minimum depth while accounting for requirements of up to 5 degree misalignment and 10 mm of unabraded surface topography, the Corer and Abrading Bit must be able to abrade up to 16 mm deep from the highest surface topography point in the patch.
The sample acquisition process for regolith collection is different from coring. During regolith sample collection, the RA positions the Turret and Corer so that the Regolith Bit is facing downward near the sampling target. The Corer Feed mechanism moves the Regolith Bit downward into the regolith while combining Spindle rotation and Percussion operation, but there may also be small Turret sweeping motions of up to a few degrees during acquisition to aid in regolith collection. After retraction of the Regolith Bit, a short Percussion operation levels the sample, and the RA moves the Turret through some prescribed motions (to “flip” the regolith from the head into the Sample Tube) and Percussion operation to ensure that the regolith sample is moved adequately into the Sample Tube. Nominal samples of 8 cc at acquisition are controlled by the Regolith Bit tip geometry (although some compaction or loss can occur during Percussion operation and transfer to the Sample Tube).
The natural consequence of operating a drill is to create a dusty and dirty environment. To mitigate the potentially harmful effects of this, the Corer is built with a network of seals and filters, and dust exit pathways were designed for areas in which dust must flow. Additionally, stringent contamination control requirements for samples acquired require the flight Corer unit to remain exceptionally clean prior to surface operations on Mars. To meet the necessary contamination control and planetary protection requirements, special cleanrooms, gowning protocols, and assembly techniques were developed and implemented during hardware development, assembly and testing.
2.2.3 Coring Bits, Abrading Bits, and Regolith Bit
The SCS carries a set of Bits used by the Corer to perform the sample acquisition and abraded surface preparation functions of the Mars 2020 mission. The Perseverance Rover has six Coring Bits, two Abrading Bits, and one Regolith Bit that are stored within the ACA’s Bit Carousel. These Bits are passed to the Corer along with the Sample Tubes through the bit exchange process. Additionally, one Launch Abrading Bit is installed into the Corer Chuck before launch and provides both a sealing cover to the entry of the Chuck, as well as an additional abrading capability if needed early in the mission. The Coring Bits are used to collect core samples in solid rocks such that the stratigraphy of the sample is maintained. The Regolith Bit enables collection of regolith samples but does not preserve stratigraphy. The Abrading Bits are used to abrade partly through the top weathering layer of a rock to provide a topographically smooth surface appropriate for examination by the proximity science instruments. Figure 17 shows the full set of flight Bits, and Fig. 18 highlights the Launch Abrading Bit installed in the flight Corer. The heights of the Regolith Bit, Coring Bit, Abrading Bit, and Launch Abrading Bit are 228 mm, 185.2 mm, 130.7 mm, and 108.1 mm, respectively.

Set of flight Bits stored in the Bit Carousel. From left to right, 1x Regolith Bit, 6x Coring Bits, and 2x Abrading Bits. Note the Launch Abrading Bit (installed in the Corer Chuck for launch) is not shown here

Launch Abrading Bit seen in the center of the Corer with the Turret stowed for launch
Each of the Bit types share several mostly common features, some of which are illustrated in Fig. 19. Each Bit is composed of a Percussion interface, a Spindle interface, a Bit Sleeve, and Bit Exchange Tangs. Only Coring Bits and the Regolith Bit include a Sample Tube interface to allow for tube exchange. The Chuck on the Corer interfaces with the Bit at the Bit Sleeve, which is made from Maraging C300 hardened steel with a Nedox coating and allows the Bit to be chucked (grabbed) by the Corer. The Bit shank can freely rotate (for Spindle rotation) and move a short distance axially (for Percussive axial motion) within the Bit Sleeve along bushings. The “back” end of the Bit (at the top of Fig. 19) has drive tang segments that interface with the Corer Anvil to drive Bit rotation from the Spindle. Additionally, the back end face of the Bit shank is the surface through which the anvil transfers axial energy from the Percussion mechanism’s hammer. The Bit Exchange Tangs on each Bit interface with the Bit Holders inside the Bit Carousel. This feature supports the bit exchange function between the Bit Carousel and the Corer. Figure 20 shows a Bit installed in the Bit Carousel. However, the Launch Abrading Bit is slightly shorter and does not have Bit Exchange Tangs, as it is designed to simply be dropped on the surface early in the mission and replaced with one of the other Bits. The Coring and Regolith Bits also have internal features to support the Sample Tube inside. The Sample Tube is locked in place with ball locks that interface with grooves inside the Bit.

Cross section view of a Coring Bit (left) and Regolith Bit (right). Various features are highlighted in the configuration with a Sample Tube inserted

Back end of one of the Bits installed in a Bit Holder is seen in the center through the Bit Carousel open door during installation
Additionally, the driving requirements resulted in several unique design aspects for each Bit type. The Coring Bits are designed to accommodate sample acquisition of at least 42 rock cores across the set of 6 Coring Bits. Therefore, while each Sample Tube uniquely interacts with one sample, each Coring Bit can be used for multiple sample acquisitions. This provides margin to the mission-level requirement of acquiring up to 37 returnable samples. The SCS ACA carries a total of 43 Sample Tubes, 5 of which are Witness Tube Assemblies (WTAs), which leaves 38 Sample Tubes available to sampling.
Each Coring Bit has 4 Tungsten Carbide teeth evenly spaced at the front end for chiseling and cutting into rock. Flutes on the side of the Coring Bit support removal of the cuttings via powder flow out of the drill hole, as well as support stabilization in the hole. The Coring Bit body is Custom 465 Stainless Steel with a Titanium Nitride (TiN) coating. This TiN coating yields the golden surface coloration.
The Abrading Bits are designed to conduct 74 rock abrasions across 2 Abrading Bits carried in the ACA’s Bit Carousel. Each Abrading Bit has 3 Tungsten Carbide teeth partly spanning the face of the Abrading Bit head. The tooth pattern is optimized to provide a more evenly-distributed impact pattern during rotary-percussive drilling (chiseling), thereby reducing tooth marks on the abraded surface patch and producing a smoother surface finish.
The single flight Regolith Bit carried in the ACA’s Bit Carousel is designed to acquire up to 3 regolith samples. The Regolith Bit shank and head are made of Titanium base metal with Titanium Nitride coating. The Regolith Bit head has a hollow tip designed with a grated window to allow regolith to fall into the head during collection. The tooth and flute design help transport the material up to the window, as well as disrupt wall formation in the surrounding regolith.
Due to the importance of contamination concerns to the scientific merit of the samples for potential return to Earth, special measures were taken to control contamination throughout the design, development, and assembly of the Bits. In particular, the Titanium Nitride (TiN) coating layer on the Bits serves to reduce the adsorption of organic contaminants. The TiN surface is effective at limiting adventitious carbon from accumulating on Bit surfaces after cleaning, which significantly mitigates undesired transfer to a sample during collection. Additionally, seals in the Bit Sleeve act to both mitigate dust and also inhibit transfer of wear debris produced in rotary-percussive operation. Specialized processes and handling techniques were used during manufacturing and material processing (e.g., heat treatments and coatings), and all assembly activities took place in specialized cleanrooms following aseptic sterile protocols.
Examples of rock cores, surface abrasion patches, and regolith collection are shown in Sect. 4, Testing.
2.2.4 Gas Dust Removal Tool (gDRT)
Dust removal from rock surfaces enables the proximity science instruments to perform small-scale imaging and analysis without the interference of a significant dust layer. This is particularly important for the SHERLOC and PIXL instruments to observe the exposed size, color, and distribution of mineral grains within an abrasion. While the Curiosity, Spirit, and Opportunity Rovers used a brush-based approach to dust removal, this approach was found to be insufficient to effectively remove the dust from the abrasion patch of the necessary size and depth to support PIXL and SHERLOC investigations. Therefore, the Mars 2020 mission utilizes a specialized tool referred to as the Gas Dust Removal Tool (gDRT), which is a cold gas system with compressed nitrogen gas (Jens et al. 2017). The gDRT provides the function of removing dust via pressurized flow pulses after an abraded patch is created on a rock surface by the Corer using an Abrading Bit.
In the 50 mm diameter abrasion patch with up to 16 mm depth, testing proved the gDRT gas pulses approach to be more effective than a mechanical brush at dust removal due to the size, depth, and edge wall effects of the abrasion. The sensitive, spatially-resolved SHERLOC and PIXL instruments require this dust-free abrasion surface and very small surface roughness (less than 500 microns) to resolve. A homogenized layer of dust would spoof results from such instruments. The gDRT dust removal approach is aligned with laboratory approaches consistent with high-resolution, fine-scale spatially-resolved instruments.
The gDRT design has several major hardware elements, as shown in Fig. 21. The supply tank carries the source of the compressed nitrogen initially filled to the equivalent of 2700 psia pressure at +50 C. A pressure transducer measures the supply tank pressure. Two redundant supply valves control the transfer of gas from the supply tank to the smaller plenum tank. The plenum tank fill pressure is controlled by the on-time of the supply valves (typically to ∼38 psia at -50 C) prior to the set of pulses (or “puffs”) for dust removal operations at a given abrasion. A run valve controls the duration and total gas consumed in a single puff (Jens et al. 2018). The gas flows through a small nozzle to control the gas flow. The system is relatively simple and low mass (approximately 2.4 kg) in order to fit within the Turret and RA operational constraints. Figure 22 shows the flight gDRT installed on the Turret.

Configuration and scale of gDRT

The flight gDRT installed on the Turret. The red remove-before-flight cover protects the exit nozzle
To begin the gDRT dust removal operation after an abrasion is completed, the RA and Turret are repositioned to place the gDRT in proximity to the abraded patch, typically at approximately 6-10 cm from the target. The run valve is controlled open for a short duration of typically 1 second or less. During the puff, the gas flows through the choked nozzle, which at Mars surface atmospheric pressure below 0.19 psia (below 10 Torr) results in supersonic flow. However, because the gas expansion is significant at the low background pressure and ∼6-10 cm standoff distance, the pressure pulses are still large enough to blow the dust out of the abraded patch but small enough to not significantly alter or damage the surface itself. Typically, a set of 3-4 puffs at different angles (normal to or slightly offset from the target) are used to remove sufficient dust from a 40 mm diameter area within the abraded patch. The different angles are created by repositioning the RA and Turret in the vicinity of the target.
The gDRT is sized for a minimum of 888 nominal puffs. For an average abrasion consuming 3-4 puffs of 1 second duration for dust removal, this provides a 3-4 times factor of margin over the required 74 minimum abrasions. Most of the parameters are pre-defined for a nominal gDRT operation. However, if necessary during surface mission operations, plenum fill pressure, number of puffs, offset distance, offset angle, and puff duration are all controllable parameters that could be varied to achieve the desired performance on different rocks.
2.2.5 Facility Contact Sensor (FCS)
The FCS is located on the rear of the Turret, opposite the Corer Stabilizers and Bit. The main function of the FCS is to find the “ground truth” location of rock and regolith surfaces to facilitate accurate placement of the other Turret-mounted tools and proximity science instruments. Operational usage of the FCS on a target typically occurs prior to usage of the proximity science instruments, Corer, or gDRT. The RA and Turret position the FCS axis normal to the surface target and advance the RA perpendicular to the surface. The contact plate makes contact with the surface, and the RA continues moving until the FCS contact switches trip. This enables a more accurate refinement of the position of the desired target.
The design of the FCS includes a 78 mm diameter contact plate made of anodized aluminum, as seen in the top of Fig. 23. Redundant electromechanical contact switches are mounted inside the main housing. When the contact plate is depressed, a set of flexures allow motion of a cam linkage, which triggers the switches. The outside of the FCS housing is wrapped in a “dust boot” cover made of black Kapton with Nomex scrim, which acts to prevent dust from entering into the inner spaces of the mechanism.

The flight FCS prior to installation on the Turret
The FCS provides a surface contact accuracy of +/- 1 mm and a switch trigger force less than 22 N over the operating temperature range of -135 C to +70 C. The FCS operates on rock surfaces with up to 10 mm height variation and up to 10 degree angular misalignment between the tool axis and the target surface normal vector. Also, it can ensure contact switching is indicated on regolith by the point that the contact plate achieves a surface pressure of 4700 Pa at worst-case cold temperature.
2.3 Adaptive Caching Assembly (ACA)
The Adaptive Caching Assembly (ACA), processes the Sample Tubes containing the collected Martian material to prepare them to be dropped onto the surface of Mars in anticipation of a potential future Earth return (Silverman and Lin 2020). With the exception of the Bit Carousel which occupies space both internal and external to the Rover, the ACA is contained within a separate enclosure at the front of the Rover chassis. All other ACA components/stations attach to its Caching Component Mounting Deck which in turn interfaces with the Rover chassis via three bipod assemblies. The ACA cavity is closed out with an Ejectable Bellypan under the Rover chassis. The cavity is purged with filtered air up to launch (T-0 purge). After arriving on Mars, the Bit Carousel upper and lower doors are opened and the Ejectable Bellypan is released, enabling the inside and outside robotic systems to interact through the Bit Carousel and allowing the Sample Handling Assembly (SHA) to extend almost 200 mm below the Rover chassis while performing its functions. The components of the ACA are identified in Fig. 24 (CAD images), and Figs. 25 and 26 (hardware images).

ACA CAD images with stations identified, rotated to a bottom up view for visibility. Left image: SHA stowed for launch, and Bit Carousel doors closed. Right image: SHA extended for Sample Tube operations, and Bit Carousel doors open

ACA hardware image with stations identified, rotated to a bottom up view for visibility. SHA is deployed. BC Doors are closed. Some mass models are installed in both the DVT and STSA in this image

ACA hardware viewed from the front. A test fixture stands in for the Rover
The ACA performs its functions by using a SHA with an End Effector (EE) to manipulate Sample Tubes, Gloves, and Covers. The SHA/EE moves them throughout the ACA volume to interact with various stations and perform each required function. The SHA/EE is able to position at each station within 1.25 mm in the lateral direction and is able to provide up to 350 N of interaction force in the insertion/removal direction at each station. The SHA is a 3 degree-of-freedom robotic arm with a compliant, single degree-of-freedom EE mounted at the end of the arm. It has 2 planar links which together provide a reach of approximately 0.4 m long, and these are attached to a linear joint identified as the Z-stage to provide the insertion/removal motion for interaction at the various stations. The EE is composed of two primary subassemblies: the Tube Gripper Assembly (TGA) which can pick up and release Sample Tubes (via gloves) and Covers (Fig. 27) to enable manipulation, and the Remote Center of Compliance Mechanism (RCCM) which provides compliance in 5 degrees-of-freedom to enable alignment during insertion and removal at each station. A sensitive 6-axis force-torque sensor is contained within the TGA to provide feedback during functional activities at each station (Figs. 28 and 29).

The End Effector interfaces with the Glove which in turn interfaces with the Tube through separable ball lock mechanisms. The End Effector does not directly interface with the Tube. The End Effector also can remove Covers from stations that are covered (not shown)

The End Effector Assembly is composed of a Tube Gripper Assembly, a Remote Center of Compliance Mechanism, and a 6-axis Force-Torque Sensor

End Effector Assembly approaches a Sheath (top of image). Two Sheaths are pictured with their Gloves visible at the bottom of each Sheath. The Gloves are attached to Tubes within the Sheaths that are not visible
A high-level end-to-end flow of the sample collection, processing, storage, and Sample Tube drop off for a single collected sample with a particular focus on ACA operations is shown in Fig. 30. With the exception of the 3 boxes in the sample collection part of the flow that involve the RA and Corer, every step requires a robotic interaction with an ACA station. The entire process from sample acquisition through placing the sample into storage executes autonomously in a few hours. Assessments performed and images taken along the way are for documentation purposes and are not decisional for moving through the complete sequence, as long as monitored telemetry stays within nominal bounds.

End-to-end sequence for acquiring, processing, and caching each Sample Tube into storage takes a few hours to complete. Drop-off sequence to deposit Tubes onto the Martian surface is a separate sequence
The process starts with the SHA/EE removing an unused Sample Tube from its storage Sheath and inserting it into a Bit stored in the Bit Carousel. After sample collection and bit exchange, the Tube filled with collected Martian material is processed within the ACA, which requires movement between stations by the SHA/EE to perform the following functions: assess volume of sample material collected (Volume Probe), image the Sample Tube (multiple instances using the Vision Station), dispense a Hermetic Seal into the Sample Tube (Seal Dispensers), activate the Hermetic Seal to preserve the collected sample (Sealing and Drop Off Station), store the sealed Sample Tube until ready to drop (Sheaths), and finally drop-off to the surface of Mars at prescribed locations (Sealing and Drop Off Station). While the hardware is capable of dropping off each sample after it is acquired and processed, the current expected strategy is to put the processed samples into storage until enough samples have been collected in a region of interest to warrant dropping off a group of samples. To illustrate some of the key functions in the end-to-end flow above, Sample Tubes, Sheaths, Seals, Volume Probe, Seal Dispensers, and the Vision Station are described in the following sections.
Sample Tubes with gloves attached are stored in Sheaths (Fig. 31). The STSA houses thirty-nine flight Sample Tube assemblies with three of the locations containing a Witness Tube Assembly (WTA). A WTA is a Sample Tube with witness plate material pre-installed within the Sample Tube that will provide knowledge of hardware cleanliness and environmental exposure when activated. Three additional Tube assemblies are located on the DVT plate, one of which is a WTA. One WTA is also installed in the Bit Carousel. WTAs are discussed further in Sect. 3, Contamination Control and Biological Cleanliness. In total, the ACA accommodates forty-three Sample Tube assemblies, five of which are WTAs.

Cross-Section of a Sample Tube Assembly (gold color) and FMPB Glove (purple) in a Sheath (blue)
A flight Sample Tube is pictured in Fig. 32. Sample Tubes are made of titanium and are 142.25 mm in length when a Seal is not installed, and another 2 mm longer after sealing. The largest diameter along the length is 23 mm. The white coating on the outside surface of the Tube is alumina, a thermal control coating. The internal surface of the Tube along with some of the external surfaces that are not covered in alumina are nitrided and appear gold in color. Each Sample Tube has a Fluid Mechanical Particle Barrier (FMPB) Glove attached, which is used to maintain Sample Tube cleanliness within a Sheath as well as when manipulated via the SHA within the ACA (Fig. 33). The FMPB concept is discussed further in Sect. 3, Contamination Control and Biological Cleanliness.

Flight Sample Tube Assembly. The white coating is alumina and gold is titanium nitride. Each is uniquely serial numbered

A Sample Tube is being inserted into the Vision Station for imaging inside the ACA cavity in the Rover (left side of image). The illuminator in the Vision Station is turned on causing the white glow at the station. There is only one physical Sample Tube in this picture, the one in the foreground that is attached to its Glove and the EE. The “Tube” in the background is a reflection in the polished metallic back wall of the cavity, acting as a mirror
The Volume Station is used to determine the amount of sample collected in each core. It further serves to push the core away from the Sample Tube opening prior to Seal insertion. The Tube is inserted onto the static probe via the SHA pushing on the sample to a prescribed load limit (100 N). The amount of sample collected is determined from the depth of insertion at the load limit (Fig. 34). WTAs are activated on Mars by pushing on the static probe in a similar fashion. The Volume Station has an FMPB Cover installed when not in use.

Volume Station Cross-Section. The purple element is the Volume Probe and the assembly at the bottom of the green housing is the FMPB Cover
The Vision Station enables the end of the Sample Tube to be imaged using an Engineering Camera, also referred to as CacheCam. CacheCam is a camera assembly with a set focal length, an illuminator with LEDs to provide lighting for image capture, and a baffle to minimize stray light during imaging. Since the camera is fixed focus, the SHA incrementally translates the Sample Tube upward into the Vision Station baffle for image capture. The baffle is sized diametrically to completely avoid any contact with the Sample Tube. When initially imaging the sample in the Sample Tube post-collection, a sequence of images is taken at 10 mm increments for the entire internal depth of a Sample Tube since the height of the sample in the Tube is unknown. Figure 35 is an example sequence of these images. Single images are taken both before and after the Hermetic Seal is activated within a Sample Tube to document hardware conditions. All images taken with the CacheCam are non-decisional for the autonomous caching operations process and are taken for documentation purposes only.

Example sequence of images from the Vision Station of material in a Sample Tube taken at 10 mm intervals. Note the varying degrees of focus due to the fixed focal length of the camera as the Tube is translated using the SHA
A Hermetic Seal assembly is inserted into the Sample Tube using one of seven Seal Dispensers (Fig. 36). Each of the seven Dispensers stores seven stacked Hermetic Seals (Fig. 37) behind an FMPB protective Cover, for a total of 49 Seals, one for each Tube plus some spares. The Dispenser is a spring-actuated mechanism which acts functionally like a PEZ dispenser, pushing a Seal out the bottom into the Tube and advancing the stack to ready the next Seal for dispensing. After the Seal is inserted into the Tube, the Tube is brought to the Sealing Station where a ferrule inside the Seal cup is pushed down using the large force (up to ∼20kN) capability of the Sealing Mechanism (Grimes-York and O’Brien 2020). This action pushes the knife edge of the Seal cup into the corresponding Tube wall, activating the Hermetic Seal. Figure 38 shows a CT scan of a sealed Sample Tube, the result of performing a ground-based end-to-end test of the entire sample acquisition and processing sequence. The rock core is visible inside the central part of the Tube with the activated Seal on the right side of the image. The Hermetic Seal test program has demonstrated successful sealing after exposure to vibration testing and thermal cycling with no detectable leaks (1e-10 scc/s or smaller at ambient temperature) measured using helium leak checking.

Hermetic Seal Dispenser Cross-Section. After the FMPB Cover at the bottom (red) is removed, a Sample Tube is inserted into the plunger (orange) with the SHA which installs the Seal into the Tube. As the Tube is moved out of the Dispenser along with its inserted Seal, the stack of Seals is advanced under the action of the spring-driven mechanism to prepare for the next dispensing activity

Ground test Seal (left) with the component parts labeled. Flight Seal Assemblies shown in different orientations (right images). Middle image has the side that is inserted into the Tube facing up. Each Seal is uniquely serialized

Image shows a CT scan of a sealed Sample Tube, the result of a ground-based end-to-end test through the entire sample acquisition and processing process. (Credit: CT data was captured and post-processed by John Bescup of JPL’s Analysis and Test Laboratory)
The ACA was designed to function with the amounts of sample and additional dust generated in the acquisition processes and transported throughout SCS by the manipulation of the Sample Tubes and Bits. Both early development testing and ongoing end-to-end SCS functional testing with geoanalog rocks under Mars-like environmental conditions in the venues described in Sect. 4, Testing have informed the design and operational strategies. The Dust Mitigation Tool (DMT) and the Bore Sweeping Tool (BST) were added to the ACA to provide mitigations should the need arise to clear dust either from the Glove or from the Tube bore to facilitate replacing the Tube in storage or dispensing a Seal, respectively. Due to the late addition of the DMT and BST hardware, these are not described in detail here.
3 Contamination Control and Biological Cleanliness
The SCS hardware and operations plan for Mars was architected, designed, fabricated, assembled, and tested with the stringent requirements for organic, inorganic, and biological contamination being attended to at every point in the development and delivery cycle. This influenced how the system was built, cleaned, handled, assembled, integrated, analyzed, verified, assayed, witnessed, monitored, and documented. Many of the key considerations and techniques are described below.
The key SCS contamination requirements all derive from the amount and type of organic, inorganic, and biological contamination allowed into a sample. Each acquired sample has less than 1 viable Earth-sourced organism, less than 10 ppb (parts per billion) baseline (desired) or 40 ppb threshold (not to exceed) of total organic carbon, and limitations on a wide range of inorganic elements. Boeder and Soares (2020) articulate these return sample requirements in detail and further describe the additional SCS-derived contamination control requirements along with the hardware and processing mitigations used to comply with the return sample requirements. They conclude with predictions of the final return sample cleanliness values that indicate compliance with these stringent values.
The SCS on the Perseverance Rover contains the cleanest sampling hardware JPL has ever produced. The sample cleanliness requirement of 10 ppb baseline extends beyond the requirements for sample cleanliness of both the Curiosity Rover (40 ppb) and Viking (1 ppm) (Holmberg et al. 1980).
Cleanliness zones are defined on the Rover based on a risk assessment of contamination on hardware in that zone reaching the sample as it is acquired and processed into a sealed, potentially returnable Sample Tube (White et al. 2017). The most stringent zone is applied to the sample intimate hardware (SIH) and sample handling hardware (SHH). SIH contacts the sample directly (Sample Tubes, Bits, Hermetic Seals, Volume Probe). SHH is not in direct contact with sample but remains in close proximity to SIH and the sample (Gloves, Covers, Seal Dispensers, Tube Storage Sheaths, Bit Carousel interior). The next most stringent zone is ACA/SCS hardware which manipulates SIH and SHH (SHA, Sealing Station, Corer, FCS). This hardware is capable of probabilistically transferring contamination to the Sample Tube through the acquisition process. Detailed contamination transport analysis (White et al. 2017), and particle transport analysis (Mikellides et al. 2020) have shown that for the rest of the Mars 2020 hardware, achieving MSL cleanliness levels is sufficient to avoid organic, inorganic, and biological contamination of the sample.
SIH Sample Tubes and Seals are protected with a Fluid Mechanical Particle Barrier (FMPB) formed by the detailed geometry created when their corresponding storage containers, Sheaths and Dispensers, are closed out with Gloves or Covers. The Volume Probe also has an FMPB cover when not in use. The FMPB protects the hardware inside from both inert and biological particulate contamination and slows the diffusion of molecular contamination. FMBPs remain in place after final cleaning through landing on Mars and are only removed when the stations are actively in use during sample acquisition and processing.
All material and processes used in SCS are screened to ensure their usage does not compromise the stringent requirements imposed by contamination control and planetary protection. Strict outgassing limits were imposed on all ACA components. This motivated the need for high temperature bakeouts of assembly level hardware and was a consideration during material selection. In addition, surface treatments were used on critical surfaces to inhibit chemisorption of organic contaminants and to limit adventitious carbon from accumulating on surfaces after cleaning. These include titanium nitride on the Coring Bits, the Volume Probe, and the interior surfaces of the Sample Tube, and the Sheaths. Additionally, Seals have both titanium nitride and gold applied to surfaces that present themselves to the sample when installed in the Sample Tube.
Sterile Flight Model (SFM) hardware refers to the critical SIH hardware that is cleaned and baked out after testing and is installed late in the Assembly, Testing, and Launch Operations (ATLO) phase in order to maintain its cleanliness. This hardware used special manufacturing, handling, and cleaning protocols and is assembled in ISO 5 cleanrooms following aseptic protocols. The SFM STSA and DVT assemblies containing the Sample Tubes in Sheaths, the Seal Dispensers, and the Volume Probe were installed in the flight ACA which was already in place inside the Rover, after undergoing testing and final cleaning. These assemblies underwent a final bakeout inside a specialized pre-cleaned stainless steel and hermetically sealed CASE (Cleaning and Storage Enclosure). After the bakeout each CASE was backfilled with pre-filtered GN2 for transportation to the Rover for late installation. Next, the Ejectable Bellypan was installed to close out the ACA enclosure and a filtered air purge was started and is in use until right up to launch (T-0 purge) to limit the buildup of organic contamination within the ACA. The Ejectable Bellypan includes Tenax molecular getter panels on the interior which absorb any molecular contamination within the ACA cavity during the period from ATLO installation through landing on Mars. This Bellypan is jettisoned after arrival on Mars opening up the ACA enclosure and allowing for air circulation that further reduces the concentration of molecular organic contamination in the ACA prior to its functional usage.
In a similar fashion but earlier in the Rover integration flow, Bits were given a final cleaning rinse after testing was completed and then installed into the Bit Carousel. The Bit Carousel doors were closed, the Bit Carousel was installed on the Rover, and the doors are not opened until arrival on Mars. It is worth noting that after its final cleaning and bakeout, the Corer has the Launch Abrading Bit installed which provides a sealing cover to the entry of the Chuck in addition to an abrading functionality upon landing if needed. The rest of the SCS hardware which is not in the specialized categories described above also goes through a standard bakeout protocol.
Even after all the attention given to produce and maintain clean hardware, small levels of terrestrial contaminants are possible. Round trip blanks/control samples are widely accepted by the science community as a good method to mitigate the fact that terrestrial contaminants at low levels cannot be eliminated entirely from the hardware. Witness Tube Assemblies (WTAs or “Witness Tubes”) are Sample Tubes pre-loaded with small mechanical assemblies of witness materials inserted into the Sample Tubes identical to the Tubes designed for rock core collection. WTAs (Fig. 39) are designed to provide a mechanism for characterization of such round-trip terrestrial contamination and were cleaned and assembled at levels beyond SIH hardware in order to offer a true control.

Witness Assembly is installed into a Sample Tube (left). Exploded view shows the major component assemblies: a) an anchoring mechanism to retain the assembly within the Sample Tube; b) hermetically sealed compartment (green); c) particle trap, consisting of perforated fine sieves wrapped around the sealed compartment, and d) a puncture mechanism to open the hermetic compartment. Inside the sealed compartment are 2 getter foils and 12 individual polished gold witnesses
Perseverance carries five WTAs, developed and manufactured by Honeybee Robotics, within the ACA. Four are installed in FMPB-protected sheaths identical to the Sample Tubes (three in the STSA, one in the DVT), and the fifth is inside the Bit Carousel (Fig. 25). Each of these identical “Witness Tubes” contains materials selected to passively capture vapor deposited and particulate contaminants.
From ATLO through cruise and surface operations, the four WTAs remain inside their sheaths until the science team decides to collect a “blank” sample. Until that moment, the parts outside the sealed compartment are witnessing the same environments as the empty Sample Tubes, thus “recording” an inventory of potential contaminants that may get transferred from the Sample Tubes to the rock cores. To collect a blank sample, the WTA is removed from its sheath and activated using the Volume Probe to expose the sealed compartment containing witness materials and capture any contamination shed by the Rover during the several hours of handling needed to acquire and process a sample. After activation, handling of the Witness Tube is nearly identical to handling the Sample Tube during core collection and processing, including insertion into the Bit, removal of the WTA-containing Bit from the Bit Carousel by the Robotic Arm, rotary-percussive motions of core acquisition, return to ACA and, finally, sealing of the Tube. The exception is a core sample is not collected.
The fifth WTA is installed into the Bit Carousel in an already activated configuration at the last access on Earth. This activated Witness Tube collects any contamination the Bits are exposed to inside the Bit Carousel during ATLO, cruise, and landing on Mars. A notional science strategy is to seal the Bit Carousel WTA soon after landing on Mars, and the other four periodically during the mission to capture any evolution of the contamination environment.
A second type of control sample is externally accessible on the Rover in the form of the Drillable Blank Assembly (DBA). Its primary benefit is to witness the drilling process for acquiring sample directly. The DBA consists of a silicon dioxide ceramic brick sealed in a canister with a titanium foil top. The Corer breaks through the foil and samples the material inside using the same methods as acquiring a Martian sample. Once the DBA material is acquired, the Sample Tube is processed identically to all other samples.
4 Testing
Diverse tests over multiple generations of hardware and software performed across different testing venues have been an essential part of the successful development and refinement of the design and operations of the SCS. This broad testing program involved an evolution over several years of different prototypes and tests. Early development testing with prototypes characterized design performance, reduced risk, informed algorithm development, and influenced major design changes to meet the basic functionality and requirements. Development testing eventually led to the flight-like Engineering Models (EM), Qualification Model (QM), and Flight Model (FM) hardware elements and their formal testing of functional performance across relevant environments (e.g., thermal and vacuum or Mars-like low pressure) and over operational life. Further, the testing program spanned from lower-level mechanism tests (e.g., Percussion or SHA testing), to assembly-level tests (e.g., Corer or ACA station interactions testing), to integrated subsystem-level tests (e.g., end-to-end sampling with the Corer, Bit exchange, and Sample Tube manipulation in ACA). Breaking up the many complex aspects of the SCS in this manner allowed focusing on particular risks or verification and validation (V&V) activities to take place in parallel without having to halt other testing due to issues isolated in just one area of the subsystem.
4.1 Generations of Hardware and Software
The major SCS sub-assemblies developed prototype Engineering Development Unit (EDU) or EM hardware and software, as well as QM units. All elements of SCS developed FM units for flight. The EDU or EM units generally had at least a significant subset of flight-like functionality but typically with some limitations (e.g., in some cases, no heaters or fewer components). Various EM units or dedicated Life Test Units (LTUs) for key mechanisms were also used to address various aspects of life testing to ensure successful operation well past intended mission life.
For the Corer and Bits, hardware evolution included an early prototype Brassboard Corer (BBC) and subsequently the EDU Corer. Additionally, an LTU Percussion mechanism was built for risk reduction life testing of this highly-loaded mechanism designed for millions of impact cycles. For the ACA, early prototype hardware was developed for several stations and mechanisms, including EDUs and EMs for the SHA, Sample Tubes, Sealing Station, DVT, Bit Holders, and related hardware. Dedicated LTUs were also developed for some ACA stations. Also, Robotic Arm EDU and EM units were assembled to support testing in different venues. Each of these units aided in early software and algorithm development.
As the flight designs matured, QMs and FMs were built for all of the SCS hardware. In general, the QM units were identical to flight. They were built with full cleanroom assembly processes and equivalent quality of manufacturing and process controls of the flight hardware designs. The QM units followed a full test program for qualification V&V testing. Additionally, QM units were used for thermal characterization, structural loads verification, validation of the contamination control and planetary protection protocols, software development, and partial or full life testing. Eventually, the QM hardware went into “dirty” testing venues for rock and regolith interactions. The FM hardware was exposed to the full test program designed to prove the “protoflight” levels of acceptance for flight. The FM units were ultimately integrated into the Perseverance Rover to fly to Mars. As such, cleanliness and sterility were maintained for the FM units throughout all testing leading launch, whereas recontamination was allowed for non-flight units once moved to “dirty” testbeds (e.g., for testing rock and regolith interactions) outside the cleanroom environment.
4.2 Selected Key Venues for Development Testing and End-to-End Testing
Several test venues were essential in the support of early development and end-to-end testing. The Environmental Development Testing (EDT) venue used a 10 foot diameter, vertically-oriented thermal-vacuum chamber integrated with the Brassboard Corer and later the EDU Corer generations of drills. Mounted on a custom robotic arm, this testbed conducted early “dirty” testing. These were used to test sampling and abrading interactions with Mars-like geoanalog rocks with the Corer in different orientations. Tests could be run in either ambient environment, as shown in Fig. 40, or Mars-like pressure of 7 Torr and a limited range of temperatures. The EDU Corer was also used in EDT for characterizing the percussion dynamic environment for future testing of Turret-mounted hardware. The tests resulted in design improvements to the Corer mechanisms and the Bits to improve sampling and abrading performance and robustness.

EDT testbed with EDU Corer with Stabilizers preloaded on a rock target. A custom robotic arm for the testbed can be seen in the left side of the image
The Single-Station Testbed (SST) and Multi-Station Testbed (MST) were created to test ACA stations and interactions during development. The SST enabled testing of Sample Tube insertion and removal with a single degree-of-freedom, flight-like End Effector and the ability to induce misalignments. The MST, illustrated in Fig. 41, extended this capability with an EDU SHA that could interact with any EDU ACA station attached and added the ability to do tilt testing. The MST could interact with the EDU versions of the Sample Tubes, Gloves, Covers, Sealing Station, and DVT. An EDU Bit in a single Bit Holder could also be tested with Sample Tube interactions. Results from these tests influenced design changes, algorithm development, and operations of the hardware.

Multi-Station Testbed (MST) showing EDU SHA and End Effector interacting with a Sample Tube
The Docking Testbed (DTB) was developed with a simplified robotic arm with near-flight RA kinematics and flight-like docking interface hardware with posts at the end of the arm that interact with cones on the flight-like Dock. Additional masses could be used to simulate different Turret weights (e.g., on Earth versus on Mars) or different compliances in the arm. The DTB is shown in Fig. 42. It has been used for developing and optimizing Robotic Arm docking algorithms and operations.

Docking Testbed (DTB) showing the docking posts configuration approaching the docking cones interface
The Rescue Chamber Testbed (RCTB), as seen in Fig. 43, used a 3 foot diameter vacuum chamber for low-pressure (7 Torr) testing of end-to-end abrading with a Brassboard Corer and dust removal with a development test unit gDRT. A feed stage enabled repositioning of the Abrading Bit or gDRT nozzle, and a rock stage allowed movement to target different locations on the test rock. This venue was instrumental in developing improvements in gDRT operational parameters to maximize the dust removal performance on different abrasions and geoanalog rock types.

RCTB testbed configured with Brassboard Corer, Abrading Bit (seen in the center and loaded on the rock), and development test unit gDRT
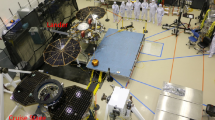
The Qualification Model Dirty Testing (QMDT) is one of the most prominent testbeds for SCS. QMDT is the ongoing keystone of end-to-end SCS subsystem-level functional and life testing at Mars-like environmental conditions (-110 C to +70 C temperatures and 7 Torr pressure). QMDT fully integrates the flight-like QM or EM hardware for all elements of the SCS to test with rock and dirt interactions inside a 10 foot diameter thermal-vacuum chamber. This testing involves sampling or abrading, robotic arm preloading and docking, bit exchange, and caching interactions with the Sample Tube and all of the ACA stations. Successive pumpdown sequences of tests are conducted, with each pumpdown event composed of multiple sampling or abrading tests interacting with several geoanalog rocks configured on separate pedestals or regolith, as shown in Fig. 44. This venue uses non-flight electronics but is able to run flight code and demonstrate fault protection responses. With this end-to-end encompassing approach, the QMDT testbed has been a workhorse of verification and validation (V&V) testing, but it has also proven invaluable in identifying and troubleshooting subsystem issues related to interfaces, dirt or dust interactions, and temperature-induced effects.

QMDT testbed inside the 10 foot chamber with several geoanalog rocks mounted on pedestals in different orientations. Turret/Corer and Robotic Arm are visible in the center of the image
The Flight Software Testbed (FSWTB) and Vehicle System Testbed (VSTB) provide venues for testing the SCS and other subsystems and instruments together with full flight-like electronics and flight software. These enable higher-fidelity testing of integrated hardware and flight software interactions and behaviors. The hardware can be configured with combinations of EDU, EM, and QM hardware, as needed. End-to-end sampling and caching can also be tested in these venues, but they are limited to ambient environmental conditions only. The FSWTB in the Hexapod configuration can be used to test with different tilt orientations, as seen in Fig. 45. The FSWTB is where all the functional testing to be performed on the flight vehicle was initially developed and validated. The results from these tests laid the groundwork for testing on the flight Rover during the Assembly, Test, and Launch Operations (ATLO) phase and flight hardware test venues, and the FSWTB continues to be used for hardware and software verification and validation activities. VSTB is a Rover mobile test platform built from most of the same flight-like components of the Perseverance Rover. VSTB is in development for future testing later in 2020. It will support all major Rover subsystems (including mobility) and can test terrain-induced tilts and conditions in the Mars Yard field test site. VSTB will provide a high-fidelity testbed for end-to-end testing of sampling, caching, and instruments activities, which will support surface operations scenario testing and operations team training.

Flight Software Testbed shown configured on the Hexapod with the Rover Mast seen on the left and the SCS Turret, RA, and Dock in the center
4.3 Highlights of SCS Testing Accomplishments
All these efforts in testing have successfully demonstrated significant capabilities and results for the subsystem. A few example highlights follow herein.
The Brassboard Corer and EDU Corer generations of testing have obtained over 700 cores, conducted over 430 abrasions, and collected over 80 regolith samples. Most of these were conducted at ambient conditions, but some were at low pressure or temperature. Only a small fraction of these abrasions were tested with the gDRT since accurate gDRT performance can only be evaluated at low pressure. However, all of these samples also involved Sample Tube testing and extraction, and many involved Robotic Arm interactions. This tremendous quantity of tests and the data collected greatly benefited the design evolution and algorithm development that led to the flight units design and operational planning. Figure 46 shows an example of regolith sampling with the EDU Corer.

Regolith sampling with the EDU Corer in a Mars soil simulant
In QMDT and FSWTB, the QM Corer, EM ACA, and EM RA have achieved significant breadth of testing, as well. After early testing in FSWTB and the first 3 QMDT pumpdown sequences as of May 2020, 30 core sampling events have been completed, along with their associated docking, bit exchange, and sample handling and caching interactions. Of these, 27 cores have been at Mars pressure and 15 cores at or below -65 C. Additionally, 16 abrasions with the QM and EM hardware have been conducted, including 15 at Mars pressure. Testing in QMDT will continue in the upcoming months to test operations through several times mission life in the SCS for coring, abrading, and regolith collection and sample handling.
These coring and abrading tests have successfully spanned several geoanalog rock types of different compressive strengths, from moderately consolidated rock through hard rocks in the following order: Kramer Massive Mudstone (KMM), China Ranch Gypsum (CRG), Bishop Tuff Intermediate (BTI), Napa Basaltic Sandstone (NBS), and Uniform Saddleback Basalt (USB), as summarized in Table 1. See Fig. 47 for examples of abrasions with dust removal by the gDRT development test unit. Additionally, Fig. 48 shows selected examples of rock cores from testing in QMDT. For coring, SCS has a requirement for geoanalog reference rock materials greater than a density of 2 g/cc to acquire average rock core masses of greater than or equal to 15 g, and less than or equal to 10% of the rock cores shall be less than 10 g. SCS also has the requirement to meet the following minimum percentage-by-mass limits: no greater than 20% by mass of the core in pieces with largest dimension less than or equal to 2 mm (effectively “powder”) and no less than 70% by mass of the core in pieces with largest dimension greater than or equal to 10 mm. The SCS is performing very well so far in meeting these metrics during QMDT testing. Additionally, cores must also not exceed 89 mm in length (to ensure room for successful sealing), and they have typically been between 61-81 mm. Note that the cores are 13 mm in diameter.

Examples of rock abrasions after gDRT dust removal. Left image is KMM, middle image is BTI, and right image is USB rock

Examples of rock cores collected in QMDT. Rock types from left to right: KMM, CRG, BTI, NBS, and USB
Testing of the EM/QM/FM SCS hardware across all venues has also achieved many significant cycles of testing various interactions across interfaces. The ACA SHA has completed Sample Tube insertions into Bits over 700 times and into Sheaths over 240 times. Figure 49 shows the SHA and Sample Tube interacting with various stations in the ACA. Also, the ACA has completed over 400 Seal dispenses and over 40 Seal activations. The Robotic Arm, Turret, and Bit Carousel Dock have completed docking over 180 times and Bit Exchange over 50 times.

The ACA SHA (bottom of image) manipulates the Sample Tube to interact with the Sealing Station (shown here) and the other ACA stations. Note this Sample Tube with the horizontal stripes on the shaft represents an earlier non-flight design
Throughout the design and testing program, various issues were identified that needed to be resolved. An in-depth discussion of these technical issues is beyond the scope of this paper. However, the testing program was significant in enabling a feedback loop for uncovering these issues, identifying appropriate and timely mitigations, and re-testing to validate their successful implementation and operation. This approach is an important part of the test program’s success for such a complex set of mechanisms and functions.
5 Conclusion
Extensive capabilities have been developed and integrated into the Sampling and Caching Subsystem to enable sample acquisition and caching, abraded surface preparation, and proximity science on the Mars 2020 Perseverance Rover. Critical functionalities on the SCS are spread across a network of coupled mechanisms, interfacing hardware assemblies, and their related software. These elements work in unison to provide the end-to-end interactions necessary to accomplish these challenging tasks.
Additionally, great care has been taken to ensure the flight hardware meets stringent contamination control and biological cleanliness standards. The special protocols used in the design, assembly, and test of the SCS are necessary to meet the scientific investigation needs of Mars 2020 and potential future missions.
To ensure success of the SCS, testing has been conducted across multiple stages of hardware developments and different venues. These tests have been conducted in both Earth ambient and Mars-like environments, and they have operated across a suite of geoanalog rocks and simulants. This testing will continue on Earth to further inform and prepare for operations on Mars.
Now integrated into the Perseverance Rover, the SCS is slated to be an integral part of the Mars 2020 mission of exploration and will perform its functions in support of science in the Jezero Crater region on the surface of Mars.
Data availability
Not applicable.
Code availability
Not applicable.
References
A. Allwood et al., PIXL: Planetary instrument for X-ray lithochemistry. Space Sci. Rev. (2020, this journal). https://doi.org/10.1007/s11214-020-00767-7
R.C. Anderson et al., Collecting samples in Gale Crater, Mars; an overview of the Mars Science Laboratory sample acquisition, sample processing and handling system. Space Sci. Rev. 170, 57–75 (2012)
A. Barletta, Design and development of a robust chuck mechanism for the Mars2020 Coring Drill, in Proceedings of the 45th Aerospace Mechanisms Symposium, NASA/CP-20205009766, NASA Johnson Space Center, Houston, TX, 2020 (2020). https://ntrs.nasa.gov/citations/20205009766
R. Bhatia et al., Perseverance’s Scanning Habitable Environments with Raman and Luminescence for Organics and Chemicals (SHERLOC) investigation. Space Sci. Rev. (2020, this journal)
P. Boeder, C. Soares, Mars 2020: Mission, science objectives and build, in Proc. SPIE, Systems Contamination: Prediction, Control, and Performance, vol. 11489 (2020), p. 1148903. https://doi.org/10.1117/12.2569650
K. Chrystal, Percussion mechanism for the Mars2020 coring drill, in Proceedings of the 45th Aerospace Mechanisms Symposium, NASA/CP-20205009766, NASA Johnson Space Center, Houston, TX, 2020 (2020). https://ntrs.nasa.gov/citations/20205009766
C.I. Fassett, J.W. Head, Fluvial sedimentary deposits on Mars: Ancient deltas in a crater lake in the Nili Fossae region. Geophys. Res. Lett. 32 (2005). Available at: https://agupubs.onlinelibrary.wiley.com/doi/abs/10.1029/2005GL023456
J. Grimes-York, S. O’Brien, Sealing station mechanisms for the Mars 2020 rover’s sample caching subsystem, in Proceedings of the 45th Aerospace Mechanisms Symposium, NASA/CP-20205009766, NASA Johnson Space Center, Houston, TX, 2020 (2020). https://ntrs.nasa.gov/citations/20205009766
N. Holmberg, R. Faust, H.M. Holt, Viking ’75 Spacecraft and Test Summary, Volume I - Lander Design (1980). NASA Reference Publication 1027. Available at: https://ntrs.nasa.gov/citations/19810001592
E. Jens et al., Precision cleaning samples for science analysis using a gas-based dust removal tool, in Proceedings of the 2017 IEEE Aerospace Conference, Big Sky, MT, 2017 (2017)
E. Jens et al., Design, development and qualification of a gas-based dust removal tool for Mars exploration missions, in Proceedings of the 2018 IEEE Aerospace Conference, Big Sky, MT, 2018 (2018)
I. Mikellides, N. Chen, S. Liao, E. Droz, Z. Strimbu, M. Stricker, F. Chen, G. Babu Malli Mohan, M. Anderson, J. Mennella, D. Bernard, A. Steltzner, Experiments in particle resuspension and transport for the assessment of terrestrial-borne biological contamination of the samples on the Mars 2020 mission. Planet. Space Sci. 181, 104793 (2020)
M. Silverman, J. Lin, Mars 2020 rover adaptive caching assembly: Caching martian samples for potential Earth return, in Proceedings of the 45th Aerospace Mechanisms Symposium, NASA/CP-20205009766, NASA Johnson Space Center, Houston, TX, 2020 (2020). https://ntrs.nasa.gov/citations/20205009766
T. Szwarc, J. Parker, J. Kreuser, STIG: A two-speed transmission aboard the Mars2020 coring drill, in Proceedings of the 45th Aerospace Mechanisms Symposium, NASA/CP-20205009766, NASA Johnson Space Center, Houston, TX, 2020 (2020). https://ntrs.nasa.gov/citations/20205009766m
L. White et al., Organic and inorganic contamination control approaches for return sample investigation on Mars 2020, in Proceedings of the 2017 IEEE Aerospace Conference, Big Sky, MT, 2017 (2017)
Acknowledgements
The authors would like to thank all of the many people who have played a significant role in the success of the SCS. Just some of these groups and individuals include the following: Engineers Julie Townsend, Diana Trujillo, Sarah Sherman, Rebecca Perkins, Will Green, Nick Haddad, Pavlina Karafillis, David Newill-Smith, Erich Brandeau, Ken Glazebrook, Antonia Warner, Kayla Andersen, Keith Gildea, Grayson Adams, Jesse Grimes-York, Corrine Weyrauch, Sean O’Brien, Eric Kulczycki, Brad Kobeissi, Lauren Chu, Kyle Chrystal, Tim Szwarc, Anthony Barletta, Mieszko Salamon, Luke Kelm, Cambria Logan, Matin Seadat-Beheshti, Matt Gentile, Jeff Seiden, James Burdick, Kristo Kriechbaum, Brian Franz, Jacqueline Sly, Sawyer Brooks, Kyle Edelberg, Dan Levine, Fernando Mier-Hicks, Ryan McCormick, Chris Porter, Greg Peters, Rachel Kronyak, Marcello Gori, Suzie Kellogg, Matt Shekels, Ej Carpenter, Brooklin Cohen, John Mayo, Jake Chesin, Doug Klein, Esteben Rodriguez. Integration and test leads Eric Aguilar, Scott Nowak, Chad Truitt, Sivan Kenig, Dave Berdahl, David Levine, Eric Roberts, Jeff Megivern, Michael Lashore, Amila Cooray, Kelly Palm, Kar Kit Lai. Project science leads Ken Farley, Ken Williford, Katie Stack-Morgan. Analysts Matt Orzewalla, Chris Landry, David Parsons, Kurt Knutson, Greg Mathy, Rachel Backes. Cabling leads Marc Angelino and Luis Aguila. Lead designers Eric Kurzweil, Darren Tidwell, Ed Dorantes. Lead technicians Lack Clonts, Tom Tourigny, and the entire SCS technicians team. Quality Assurance (QA) leads Erin Castello, Orlando Guzman, Andrew Meyer, and the whole SCS QA team. Chief engineers Rich Rainen and Mo Abid. Management leads John McNamee, Matt Wallace, Jeff Srinivasan, Ray Baker, Gun-Shing Chen, Lori Shiraishi. Jackie Lyra, Barry Nakazono, and the gDRT team. Moogega Stricker, Cynthia Ly, Doug Bernard, and the Planetary Protection team. Paul Boeder, Thora Maltais, Ian Clark and the Contamination Control team. Oren Sheinman at GSFC and the DBA team. Philip Morrison, Robert Wei, and the team at Honeybee Robotics. Brett Lindenfeld, Michael Hagman, Brendan Mangano, and the team at Motiv Space Systems. Carl Buck, Andrew Bertolucci, Eric Geller, and the team at Maxar.
Additionally, thank you to everyone who we have not been able to mention here but have been a tremendous part of the SCS through its formulation, design, analysis, development, assembly, integration, testing, and preparations for operations. This includes all of the technicians, designers, engineers, facilities support personnel, manufacturing engineers, materials experts, inspection personnel, and many others who have been a part of the successful implementation of the SCS.
Funding
This effort was carried out by named co-authors at the Jet Propulsion Laboratory, California Institute of Technology under a contract with the National Aeronautics and Space Administration.
Author information
Authors and Affiliations
Contributions
All named co-authors provided a significant intellectual contribution to the design, development, and/or testing of the Sampling and Caching Subsystem.
Corresponding author
Ethics declarations
Conflicts of interest/Competing interests
Not applicable.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The Mars 2020 Mission
Edited by Kenneth A. Farley, Kenneth H. Williford and Kathryn M. Stack
Rights and permissions
About this article

Cite this article
Moeller, R.C., Jandura, L., Rosette, K. et al. The Sampling and Caching Subsystem (SCS) for the Scientific Exploration of Jezero Crater by the Mars 2020 Perseverance Rover. Space Sci Rev 217, 5 (2021). https://doi.org/10.1007/s11214-020-00783-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11214-020-00783-7