
A carbon lining in the form of cathode blocks with a different graphite content under electrolyzer conditions is subjected to mechanical wear as a result of rapid melt movement, and this is more significant than for amorphous carbon blocks. The problem of operating a graphitized cathode block lining is discussed. After performing an autopsy for cathode units the condition of some aluminum electrolyzer lining sections with blocks having a different degree of graphitization is studied. Reasons are examined and determined for premature electrolyzer breakdown with graphite-containing hearth blocks. Results are provided for temperature measurement of high-power electrolyzer cathode units.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The main disadvantage of electrolytic production of aluminum by the Hall–Héroult process is its energy content. In order to prepare 1 kg of aluminum it is necessary to expend from 12 to 14 kWh of electrical energy, and this comprises 40% of the production cost [2]. Therefore a reduction in material consumption of the energy content of the process is an important task for aluminum electrolysis. For this reason recently in the carbon-containing lining of contemporary aluminum electrolyzers there is often use of graphite cathodes, i.e., these are cathode blocks within which the main component is graphite with a different degree of graphitization.
The service life and operating efficiency of an aluminum electrolyzer is determined by the quality of the carbon lining, mainly its electrical conductivity, thermal conductivity, chemical stability, and resistance to action of sodium and electrolyte. Correspondingly, the construction and power of electrolyzers depend on a lining whose basis is carbongraphite hearth cathode blocks. According to international classification data [3] use in cathodes of semigraphitized baked, graphite baked, and graphitized cathode blocks is well known. With an increase in graphite content in hearth blocks of a cathode unit there is a reduction their specific electrical resistance and relative elongation, and there is an increase in specific thermal conductivity and thermal shock resistance. The value of a Rapoport test specifies resistance of blocks to breaking action of atomic sodium penetrating into them. A disadvantage of graphitized cathode blocks is their susceptibility to abrasive wear compared with amorphous blocks due to hearth wear by alumina deposits, and also with rapid movement of metal under different magnetodynamic conditions and during metal discharge. A preliminary study of cathode lining specimens under laboratory conditions has shown that the greatest resistance is exhibited by a graphite hearth block [5] having a Rapoport test value of 0.1 – 0.2%, but their cost is high. Overseas firms currently use hearth blocks with addition of 70 – 80% graphite whose cost is significantly lower. In addition, during electrolysis there is an increase in the effect of wear of individual graphite particles that changes surface porosity and worsens cathode block mechanical properties as a whole.
In order to obtain information about reasons for premature breakdown of a lining of hearth blocks with a different degree of graphitization it is necessary to conduct an autopsy (dry knock-out) and detailed study of the condition of a used hearth of an aluminum electrolyzer cathode unit. Information has recently been collected concerning breakdown of different areas of a cathode lining after switching off electrolyzers for major overhaul in order to evaluate the effect and degree of cathode block graphitization on lining life and wear.
Study of Aluminum Electrolyzer Hearth Graphitized Condition
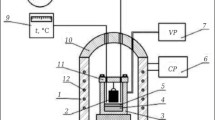
Process parameters were measured during tests of hearth blocks with a different graphite content two years after the start of pilot plant operation of electrolyzers. Properties of hearth blocks with a different graphite content (produced by the Novosibirsk Electrode Plant OOO Énergoprom) are shown in Table 1. These blocks lined some cathodes of experimental electrolyzers with baked anodes.
In order to evaluate hearth quality of contemporary electrolyzer with baked anodes after service on average of more than 900 days dry knock-out of the electrolyzer shaft was performed (autopsy for hearth sections). Visual examination of graphitized hearth of an electrolyzer showed (Fig. 1 a ) that wear of the cathode surface is identical without swelling of areas and sites of electrolyte penetration. It is seen that failure in a lining was minimized, and stability of the position of blocks was achieved due to thermophysical properties of carbon-graphite layer of a lining that provided stable heat balance with refractory layers, especially in the lower part of the socle (Fig. 1 b ). No large cracks were observed during examination of transverse sections of carbon-graphite blocks.

Hearth surface condition constructed from graphitized blocks with 70 – 80% graphite (a); b ) block cross section.
Acarbon-graphite hearth has typical disadvantages in the form of manufactured cavities of cathode blocks with depth up to 10 – 20 cm. It should be noted that joints between blocks remain almost unchanged, but the hearth has a contoured nature of surface with wear among it. In some dismantled cathode units metal penetration is observed into the refractory socle in the form of plates with a size of 10 – 15 mm in joints between bricks. Accumulation of metal in the lower part of the socle beneath CCM blocks (in the region of blooms) points to formation of free surfaces and cracks during operation. Current temperature measurements for blooms and increased stress drop in blooms U d during electrolyzer operation is confirmed by results of autopsy for identical areas with metal penetration.
Marked local changes in outer temperature with standard measurements by means of contact thermocouples at the bottom of the cathode casing reveal where and when metal penetrates quite deeply through joints between blocks or cracks in a lining followed by movement over the top of the dry barrier layer (DBL). It is possible to determine the position of aluminum introduced into a lining after performing instructions for the procedure, i.e., measurement of bloom temperature, outer side walls, and bottom of the cathode casing. The nature of the temperature field of the cathode casing surface, bloom temperature and current distribution through blooms, may serve as evaluation criteria for current cathode condition. The more metal penetrates into a lining, the more significant is the change in hearth background temperature, and consequently the casing bottom temperature. Temperature is measured over the surface of the bottom of a cathode unit over projection of the axis for each bloom at three points, i.e., in the center at the intersection of bloom projection with a longitudinal axis of the electrolyzer and at two points in areas of intersection of projections of bloom axis with the projections of the anode contour on the bottom. A temperature field is shown in Fig. 2 for bloom, bottom and side walls of a cathode casing of a test electrolyzer with cathode blocks containing 70 – 80% graphite. Temperature values are confirmed and related with higher measurements of values of stress drop in blooms Nos. 3 – 7.

Temperature field of the bottom (●), blooms (+), and wall section (×) of an electrolyzer cathode casing with baked anodes.
With accumulation of excess heat in refractory materials liquid electrolyte moves towards graphite blocks in the direction of current passage, and due to pressure within the surface there is displacement upwards. As a result of this hearth joints are exposed and partly break, after which intense metal penetration commences into the so-called brickwork. Movement of melt in the direction of the bottom of the cathode casing causes local reddening. Rapid metal penetration leads to its breakthrough to a zero mark.
From results of analyzing abrasive and chemical action at the surface of a graphite hearth, wear of a cathode unit comprises 1.5 – 2.5 cm per year. A study of lining specimens collected in these zone revealed presence of aluminum carbide, which forms as a result local reaction of aluminum with carbon, when Al4C3 forms at a cathode surface. Aluminum carbide dissolves in metal and electrolyte and as a result a depression remains after it. Presence of Al4C3 in the upper surface of a cathode block has also been revealed in a cross section after cutting a cathode block. Chemical reactions that occur at the surface of a cathode are caused by reaction of carbon with aluminum [7]: 4Al + 3C = Al4C3.
With an increase in cryolite ratio (CR) there is an increase in aluminum sodium content that also leads to an increase in graphite, apart from the case when a high melt CR leads to formation of a dense Al4C3 film at the graphite surface, which prevents sodium penetration: Al4C3 + 12H2O = 4Al(OH)3 + 3CH4. In the hearth of a turned-off electrolyzer (in contrast to amorphous carbon-containing hearth with a refractory socle) hearth blocks and coked peripheral joints are impregnated with sodium.
Analysis of temperature fields of cathode casing heat emitting surfaces and the scheme for current distribution through blooms in electrolyzers with hearth blocks containing 70 – 80% graphite showed that in cathodes of these electrolyzers marked aluminum layers are almost absent, which are present as a rule in the hearths of standard electrolyzers with amorphous blocks and blocks containing 30 – 40% graphite. It should be noted that currently there is no procedure by means of which it is possible to evaluate adequately the current change in cathode strength and correspondingly to predict electrolyzer service life with a change in some cathode lining elements.
Measurement of the depth of cathode block hearth depletion with a different degree of graphitization confirms the dependence of the degree of mechanical wear on graphite content. At a point of maximum erosion the residual graphite layer thickness is 7 – 8 cm. The nonuniform level of carbon block depletion may be explained by presence of localized regions with high current density due to its nonuniform distribution over a hearth [8]. In order to predict electrolyzer service life it is necessary to carry out autopsy of a considerable number of electrolyzers. From the data obtained it is possible to determine the depletion rate for hearth surface layers in relation to electrolyzer service life. Taking account of the degree of cathode section graphitization the rate of hearth erosion in relation to service life with conformity of temperature values for the bottom of the casing with a drop in stresses in blooms (by means of measurement with a special Γ-shaped probe in the center of the hearth) it is possible to predict electrolyzer operation as a whole. Measurements were performed both for switched-off and active electrolyzers from the center of the hearth and its sides (Fig. 3).

Measurement of cathode surface mechanical wear.
During dry knock-out there was also continuous observation of the state of hearth joints. On the whole, hearth mass quality and knock-outs corresponded to the standard. However, during autopsy block spalling was observed, formed during knock-out of joints into which melt penetration was more intense. It should also be noted that infiltration of fluorine salts into a refractory socle and DBL not only occurs along the joint-block boundary, but also through small vertical cracks in graphite hearth blocks (Fig. 4). A significant number of these cracks was detected in blocks in sections of maximum hearth deformation, which form during hearth swelling.

Longitudinal cracks along hearth block.
Conclusion
For contemporary aluminum electrolyzers operating with high current density with an increase in cathode unit dimensions it is necessary to use carbon-graphite blocks with increased thermal shock resistance and electrical conductivity with low electric power consumption per ton of metal produced. Therefore, with a high ampere load it becomes expedient to use cathode blocks with a high degree of graphitization, i.e., 70 – 80%. A reduction in specific electrical resistance and increased thermal conductivity of baked graphite blocks makes it possible to balance the effect of current load, and to reduce the temperature gradient and thermal loads, which leads to an increase in current efficiency.
As a result of autopsy for electrolyzers after visual examination of a hearth information has been obtained about the main breaking action on graphite blocks and factors affecting electrolyzer service life. After performing measurements of the stresses, temperature, and degree of depletion by means of a special Ã-shaped probe the possibility is developed of effective prediction of electrolyzer service life before switching off for major overhaul. A shorter service life for some electrolyzers is explained by the fact that after dry knock-out a collection of some mutually affecting unfavorable reasons were revealed.
In order to provide good service life it is necessary to implement measures aimed at overcoming all of the disadvantages revealed, which will make it possible to select a rational lining material composition for a contemporary aluminum electrolyzer.
References
G. V. Galevskii, N. M. Kulagin, M. Ya. Mintsis, and G. A. Sirazutdinov, Aluminum Metallurgy. Technology, Electricity Supply, Automation: Higher School Textbook [in Russian], Flinta: nauka, Moscow (2008).
M. Sorlie and H. Oye, Cathodes in Aluminium Electrolysis (3 rd edition), Aluminium-Verlag Marketing and Kommunikation GmbH, Düsseldorf (2010).
D. Lombard, T. Beheregaray, B. Feve, and J. M. Jolas, “Aluminium Pechiney experience with graphitized cathode blocks,” Light Måtals, 653 – 658 (1998).
M. B. Rapoport, Carbon-Graphite Interlayer Compounds and their Importance in Aluminum Metallurgy [in Russian], TsNIItsvetmetinformatsiya, Moscow (1967).
V. N. Kostikov and A. N. Varenkov, Reaction of Metal melts with Carbon materials [in Russian], Metallurgiya, Moscow (1981).
A. Zolochevsky, J. G. Hop, G. Servant, et al., “Rapoport – Samoilenko test for cathode carbon materials. II. Swelling with external pressure and effect of creep,” Carbon, 43, 1222 – 1230 (2005).
E. A. Sal’kova, G. V. Arkhipov, and I. V. Dubova, “Study of aluminum electrolyrte reaction with electrolysis bath lining materials,” Coll. articles “Aluminii Sibiri-99, Krasnoyarsk (2000).
V. M. Sizyakov, V. Yu. Bazhin, R. K. Patrin, et al., “Features of high-amperage electrolyzer hearth breakdown,” Refract. Indust. Ceram., 54(3), 151 – 154 (2013).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 3, pp. 88 – 91, March, 2017.
Rights and permissions
About this article

Cite this article
Saitov, A.V., Bazhin, V.Y. & Feshchenko, R.Y. Operational Problems of a Graphitized Cathodic Block Lining in Contemporary Aluminum Electrolyzers. Refract Ind Ceram 58, 126–129 (2017). https://doi.org/10.1007/s11148-017-0069-0
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-017-0069-0