
Abstract
Different types of catalysts based on potassium modified alumina were prepared. The source of potassium was either potassium carbonate or potassium hydroxide. The prepared materials were characterized by UV–Vis spectroscopy, X-ray diffraction, thermogravimetry, nitrogen physisorption and tested as catalysts in the aldol condensation of benzaldehyde with C3–C8 linear aldehydes. Some of the products may serve as important fragrant compounds—especially jasmine aldehyde (prepared from heptanal) or 2-hexylcinnamylaldehyde (from octanal). It was found that the reaction rate increased with the increasing amount of potassium loaded on the catalyst. The reaction rate increased with decreasing the length of the aldehyde chain. The selectivity to the autocondensation product increased when the pore diameter of catalyst was decreased. The aldol condensation of benzaldehyde with propanal performed using alumina modified by 3.6 mmol potassium/g of material resulted in 97% propanal conversion with 89% selectivity to 2-methylcinnamylaldehyde and 6% selectivity to 2-methylpent-2-enal. The aldol condensation of benzaldehyde with octanal performed using alumina modified by 1.5 mmol potassium/g of material resulted in 29% propanal conversion with 17% selectivity to 2-hexylcinnamylaldehyde and 82% selectivity to 2-hexyldec-2-enal.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
2-Alkylcinnamylaldehydes are compounds often used in the fragrant industry. They are valued for their stability in basic environment and, therefore, they are frequently used in perfumes, detergents, soaps and shampoos. Among them, 2-hexylcinnamylaldehyde and 2-pentylcinnamylaldehyde (jasmine aldehyde) are the most desired for their unique jasmine combined with delicate cinnamon scent. These fragrances are usually synthesized by the aldol condensation of benzaldehyde with the appropriate linear aldehyde. In industry, the most frequently used catalysts are the homogeneous ones—inorganic hydroxides. The usage of such catalysts suffers from corrosive effects and the production of waste salts. From this point of view, the use of heterogeneous basic catalysts plays an important role in decreasing the amount of industrial wastes and safety risks.
The aldol condensation of benzaldehyde and linear aldehydes is a way for the preparation of 2-alkylcinnamylaldehydes. This reaction gives also a second (undesired) product from the autocondensation of the linear aldehyde. There is a large number of basic heterogeneous catalysts described [1]: alkaline earth metal oxides, materials (alumina, silicates, zeolites, mesoporous sieves) modified by alkali ions (K, Na, Li, Cs) [2–4], aluminosilicate or silicate materials modified by amino groups by ion exchange [5, 6], mixed oxides or layered double hydroxides (Mg–Al, Mg–Si, Ca–Si) [7, 8] and materials modified by basic organoamino groups [9–17]. The use of the above mentioned heterogeneous basic catalysts was reported in many aldol condensations, e.g. benzaldehyde with heptanal on mixed Mg–Al oxides and CaO, benzaldehyde with acetophenone on mixed Mg–Al oxides, NaBEA zeolites, KF-alumina or La2O3 [18], or citral with acetone on mixed Mg–Al oxides, MgO modified by alkaline ions or CaO [19, 20]. The simplicity of the impregnation method by alkaline metals together with a wide variety of available modification agents (salts such as hydroxides, carbonates, acetates, and nitrates) makes this method very interesting. Potassium modified materials are usually tested in biofuel production as a catalysts for the transesterification of oils or as an CO2 adsorbents [2, 3, 12].
In this work, we decided to prepare several aluminas modified by different potassium amounts and test them in the aldol condensation of benzaldehyde and linear aldehydes and also to compare behavior of aldehydes with different chain lengths.
Experimental
Materials
Material modification by potassium hydroxide [2]: activated (500 °C, air, 3 h) γ-alumina (3 g, ConDea) was mixed with an aqueous solution of potassium hydroxide (Penta, 7 wt% solution of potassium hydroxide). The suspension was stirred for 3 h at 40 °C. Water was evaporated and the catalyst was dried (120 °C, 12 h) and then activated in a calcination furnace (nitrogen, 500 °C, 3 h). Three types of catalysts were prepared—10, 20, 30 wt% of KOH corresponding to 1.8, 3.6 and 5.4 mmol K/gmat.
Material modification by potassium carbonate [3]: nonactivated γ-alumina (3 g, ConDea) was mixed with 10% water solution of potassium carbonate (Penta) and stirred for 1 h at the room temperature. Water was removed using a rotary evaporator, the catalyst was dried (120 °C, 12 h) and then activated in a calcination furnace (nitrogen, 300 °C, 3 h). Four types of catalysts were prepared—materials containing 0.5, 1.5, 3.0 and 4.5 mmol K/gmat.
Instruments
The materials were characterized by X-ray diffraction (Bruker AXS D8), UV–Vis spectroscopy (Perkin Elmer Lambda 35) and thermogravimetry (TG-750). Specific surface area (SBET) was determined using Pulse Chemisorb 2700 (Micromeritics). The uniformity of potassium distribution was monitored using scanning electron microscopy SEM, Tescan Lyra3GMU/EDS/EBSD/STEM/TOFSIMS, TESCAN Brno, s.r.o., Brno, Czech Republic. Atomic absorption spectroscopy (used to determine potassium leaching) was measured using Agilent 280 FS AA spectrometer.
The reaction course was monitored using Shimadzu 17A gas chromatograph fitted with nonpolar column DB-5 (60 m, 0.32 mm i.d.).
Aldol condensation
A flask was charged with the catalyst (20 wt% to linear aldehyde), solvent (DMF, Penta, 1 ml) and benzaldehyde (Penta, 8.5 mmol). The reaction mixture was heated to 120 °C and linear aldehyde (Sigma Aldrich) was added in three portions (in 0th, 30th and 60th min of the reaction) to suppress undesired autocondensation. The molar ratio of linear aldehyde to benzaldehyde was 1:2.
Results and discussion
Catalyst characterization
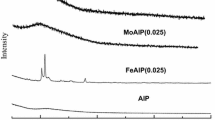
Catalysts were prepared by impregnation and characterized using different techniques (UV–Vis, X-ray diffraction, thermogravimetry, nitrogen physisorption, SEM). Element maps obtained using scanning electron microscopy-EDS confirmed the uniform potassium distribution on the catalyst surface. X-ray diffraction (Fig. 1) showed the origination of mixed aluminum-potassium oxides in the catalysts confirming that potassium was incorporated into the structure of material.

XRD pattern of pure and some potassium modified Al2O3
The X-ray difractogram of pure alumina contains intensive broad bands of mesoporous γ-Al2O3—15, 28, 39, 47, 49 and 68 2θ°. After modification by potassium, the bands at 39 and 49 2θ° disappeared. In the spectra of materials modified by potassium carbonate, the bands (32 and 42 2θ°) corresponding to mixed aluminum-potassium carbonate were identified, which means that the thermal decomposition of potassium carbonate was not complete and the resulting structure also contains the molecules of potassium carbonate. In the case of modification using both potassium hydroxide and carbonate, new bands 31 and 40 2θ° can be observed, which corresponds to the K2O phase [13].
Potassium carbonate modified materials (Fig. 2) showed a significant decrease of reflectance intensity in UV–Vis spectra around 220–270 nm (corresponding to ultraviolet C light, UVC) compared to unmodified Al2O3. This decrease of intensity continued in the range of 270–330 nm (corresponding to ultraviolet B light, UVB), but the decrease of intensity was less intensive in UVB area. In the case of the material modified by a higher amount of potassium carbonate (4.5-K2CO3–Al2O3), the reflectance intensity was also lower in the remaining part of the observed region compared to unmodified alumina. On the other hand, in the case of potassium hydroxide modified materials, the increase of reflectance intensity was observed around 240–200 nm together with a shift of band maximum to 240 nm (in the case of unmodified and potassium carbonate modified alumina, the band maximum was around 230 nm). This increase of intensity can be explained by the strong hygroscopity of potassium hydroxide, which could cause the binding of water molecules during the measurement.

UV–Vis spectra of pure and some potassium modified Al2O3
Thermogravimetric measurements showed the release of physically adsorbed water in the range of 20–120 °C (Fig. 3). A significant weight loss can be observed in the range of 750–800 °C in the case of 4.5-K2CO3–Al2O3, and it corresponds to the decomposition of mixed aluminum-potassium carbonate. The higher amount of mixed aluminum-potassium carbonate in 4.5-K2CO3–Al2O3 than in 1.5-K2CO3–Al2O3 is in correlation with the XRD results. A weight loss around 700 °C can indicate that the entire amount of potassium carbonate was decomposed during calcination.

Thermogravimetric curves of pure and some potassium modified Al2O3
The physisorption characterization of materials showed the decrease of specific surface area with the increasing amount of modification agent (Table 1). More intensive is the decrease in the case of carbonate compared to hydroxide, probably due to the pore blockage by remaining carbonate in the structure.
A change in pore size distribution after modification was also observed (Fig. 4) by nitrogen adsorption (calculated by BJH). In the case of alumina modified with potassium carbonate, the formation of new, narrower pores with increasing carbonate amount loaded on the catalyst was observed together with a shift of the original pore size to larger. In the case of 1.5-K2CO3–Al2O3, both pore types were present—pores with average diameter 8 nm and smaller pores with diameter around 2 nm. In 3.0-K2CO3–Al2O3, a significant decrease of dV/dD to lower value, low shift to average diameter 9 nm and also the presence of the pores with a diameter of approximately 3 nm was detected. In the case of 4.5-K2CO3–Al2O3, only smaller pores (2 nm and lower, micropores) are present. In all cases, a decrease in total pore volume was also observed with increasing potassium amount loaded on the catalyst.

Pore distribution of different potassium modified Al2O3
Aldol condensation
In this work, several types of potassium hydroxide and potassium carbonate modified aluminas were used to perform the aldol condensation of benzaldehyde with linear C3–C8 aldehydes (Fig. 5). This reaction was performed under static conditions: 120 °C, 20 wt% of catalyst (calculated on linear aldehyde amount), N,N′-dimethylformamide as a solvent. The molar ratio of reactants was 1:2 linear aldehyde:benzaldehyde. This reaction also gives n undesired product of linear aldehyde autocondensation in addition to the desired product of cross aldol condensation.

Aldol condensation of benzaldehyde with linear C3–C8 aldehydes giving 2-alkylcinnamylaldehyde (product of cross-aldol reaction) and 2-alkylalk-2-enal (product of linear aldehyde autocondesation)
Influence of potassium amount
The potassium amount loaded on the catalyst significantly influenced the reaction rate. The increase of reaction rate was observed with increasing potassium amount loaded on the catalyst (Fig. 6).

Reaction results using catalyst with different potassium amount (120 °C, solvent DMF, heptanal:benzaldehyde = 1:2 molar, 20 wt% of cat. calculated on linear aldehyde amount,7 h)
The reaction between benzaldehyde and heptanal starts with the activation of heptanal (benzaldehyde does not possess by α-hydrogen necessary for the activation). In the case of catalysts containing potassium carbonate, the selectivity to cross-aldol reaction increased up to 3 mmol K/gcat, more of autocondensation (2-pentylnon-2-enal) occurred with a higher amount of potassium carbonate. The decrease of the selectivity to the cross-aldol product means that the activation of heptanal and its interaction with another heptanal is more preferential than the interaction of activated heptanal with benzaldehyde. This could be caused by the decrease of pore size with an increasing amount of modification agent, which was determined from the physisorption characterization of the materials. In the case of materials where smaller pores are formed, heptanal can stay at the catalyst surface and thus become more available for autocondensation. In the case of potassium hydroxide modified alumina, the selectivity to heptanal autocondensation increased with an increasing amount of potassium on the catalyst. This trend was probably also caused by the decreasing pore diameter of the catalyst with an increasing amount of modification agent. From these results, we can conclude that the pore size is one of the important factors that influence the selectivity to either cross-aldol or autocondensation products.
The higher reaction rate in the case of potassium carbonate modified materials can be explained by higher potassium leaching (Table 1) compared to potassium hydroxide modified materials. It is necessary to mention that the potassium leaching from alumina materials is a well-known problem. The reaction is in this case partially both heterogeneously and homogeneously catalyzed. On the other hand, when pure potassium carbonate was used as a catalyst of the aldol condensation of benzaldehyde and heptanal, no heptanal conversion was observed. By leaching from the solid, the potassium carbonate can be dispersed in the solution. Due to the fact that the reaction rate increased with an increasing amount of potassium, it can be said that (especially in the case of potassium carbonate) the addition of homogeneous catalysis is preferential, because the amount of K remaining on alumina ranged from 0.6 to 0.7 mmol/g in the case of 1.5–4.5 mmol/g initial loading.
Materials denoted 1.5-K2CO3–Al2O3 and 3.6-KOH–Al2O3 were chosen for comparing their activities with non-modified pure alumina. The influence of potassium amount to the selectivity toward linear aldehyde autocondensation or to the formation of cross-aldol product differed depending on the aldehyde chain length (Table 2). This can be explained e.g. by the different boiling points of linear aldehydes. Working above the boiling point of aldehyde causes its reflux and the performance of the reaction under an actual low concentration of this compound in the reaction mixture and a higher concentration of product of cross-aldol condensation was observed. This imitates the slow drop wise addition of aldehyde to the reaction mixture (which was impossible under laboratory conditions). The conversion of the linear aldehyde also increased with lowering the molecular weight of the linear aldehyde in the case of pure Al2O3 as a catalyst. The highest selectivity to the cross-aldol product in the case of the unmodified catalyst was obtained for propanal, the lowest selectivity for octanal, but in the case of other C4–C7 aldehydes, the trend was not clear. In the case of potassium carbonate modified materials, the increase of reaction rate with increasing linear aldehyde boiling point was not observed, but the increase of selectivity to the cross-aldol product with a decreasing molecular weight of the linear aldehyde was observed. A similar trend of selectivity was observed in the case of potassium hydroxide modified catalysts with the exception that the selectivity did not differ much in the case of pentanal, hexanal and heptanal. It should be mentioned that the undesired products, which were observed during the reaction, were mainly the products of the Cannizzaro reaction of benzaldehyde, i.e. benzoic acid and benzaldehyde. Overall, the highest amount of these undesired products was present using non-modified alumina as a catalyst.
In the case of the aldol condensation of benzaldehyde with propanal, the reaction rate increased when using both types of potassium modified catalysts. This increase of reaction rate was observed also for C6–C8 aldehydes using the potassium carbonate modified catalyst. When pentanal was used, a slight decrease of reaction rate was observed in both cases of potassium modified catalysts. Overall, the potassium hydroxide modified catalyst had lower influence compared to potassium carbonate modified materials. Comparing selectivity to the cross-aldol product, it decreased in the case of butanal and octanal when using potassium modified materials. When using potassium hydroxide modified materials, the selectivity to the cross-aldol product increased for propanal and it remained almost the same for pentanal, hexanal and heptanal. Comparing all trends at the same conversion, similar results were obtained.
Conclusion
Several types of potassium modified aluminas were prepared by alumina impregnation by potassium carbonate or hydroxide (final potassium concentrations 0.5–4.5 mmol K/gcat. in the case of carbonate and 1.8–5.4 mmol K/gcat. in the case of hydroxide). These materials were characterized using XRD, UV–Vis, thermogravimetry and nitrogen physisorption. These materials were used as catalysts in the aldol condensation of linear C3–C8 aldehydes with benzaldehyde. In all cases, linear aldehyde conversion and the selectivity to the cross-aldol and autocondensation product was monitored. The highest reaction rate (97% conversion after 7 h) was observed together with the highest selectivity to the cross-aldol product (89%) for propanal (3.6-KOH–Al2O3 as the catalyst). The highest selectivity to the autocondensation product (82%) was observed in the case of octanal (29% octanal conversion after 7 h, 1.5-K2CO3–Al2O3). The influence of potassium amount on the catalyst to the reaction rate was also tested. It was detected that with an increasing amount of potassium, the reaction rate increased. These materials can be used as an alternative to the classic alkali hydroxides catalysts for the aldol condensation of aldehydes with shorter chain lengths with benzaldehyde yielding the desired 2-alkylcinnamyladehydes.
References
Hattori H (2015) Appl Catal A 504:103–109
Li X, Yu D, Zhang W, Li Z, Zhang X, Huang H (2013) Appl Catal A 455(30):1–7
Esmaili J, Ehsani MR (2013) J Encapsul Adsorpt Sci 3:57–63
Kloetstra R, van Bekkum H (1995) J Chem Soc Chem Commun 10:1005–1006
Lin J, Chao K (1991) Zeolites 11:376–379
Zhen S, Seff K (1999) J Phys Chem B 103:10409–10416
Tang Y, Chen G, Lu Y (2012) Res Chem Intermed 38(3):937–946
Paterová I, Vyskočilová E, Červený L (2012) Top Catal 55:873–879
Han H, Lee Y, Lee M, Patil AJ, Shin H (2011) ACS Appl Mater Interfaces 3:2564–2572
Fonseca MG, Silva CR, Airoldi V (1999) Langmuir 15:5048–5055
Lang W, Su B, Guo Y, Chu L (2012) Sci China Chem 55(6):1167–1174
Zhang Y, Zhang Y, Xu J, Jing C, Zhang F (2008) Thermochim Acta 468(1–2):15–20
Noiroj K, Intarapong P, Luengnaruemitchai A, Jai-InRenewable S (2009) Energy 34:1145–1150
Vrbková E, Vyskočilová E, Červený L (2015) Reac Kinet Mech Cat 114:675–684
Sudheesh N, Sharma SK, Shukla RS (2010) J Mol Catal A 321(1–2):77–82
Sharma SK, Patel HA, Jasra RV (2008) J Mol Catal A 280(1–2):61–67
Sharma SK, Parikh PA, Jasra RV (2010) Appl Catal A 386(1–2):34–42
Lopez J, Valente JS, Clacens JM, Figueras F (2008) J Catal 208(1):30–37
Díez VK, Apesteguía CR, Di Cosimo JI (2006) J Catal 240(2):235–244
Roelofs JCAA, van Dillen AJ, de Jong KP (2000) Catal Today 60:297–303
Acknowledgements
Word of thanks to the Ministry of education, youth and sports for financial support from specific university research (MSMT No 20-SVV/2016). Authors would like to thank to Ing. Miloslav Lhotka, Ph.D. for measuring nitrogen physisorption and Ing. Martin Veselý, Ph.D. for measuring SEM-EDS element maps.
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Vrbková, E., Vyskočilová, E. & Červený, L. Potassium modified alumina as a catalyst for the aldol condensation of benzaldehyde with linear C3–C8 aldehydes. Reac Kinet Mech Cat 121, 307–316 (2017). https://doi.org/10.1007/s11144-017-1150-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11144-017-1150-x