
It is shown that the phase diagrams of refractory oxide systems based on ZrO2, HfO2, Al2O3, and rare earth oxides underlie the microstructural design of various high-performance materials. Process steps to produce coarse-grained ceramics in the HfO2–ZrO2–Y2O3, ZrO2–Y2O3–Sc2O3, HfO2–ZrO2–Sc2O3, Y2O3–Er2O3, Y2O3–ZrO2, Y2O3–HfO2, Y2O3–Al2O3, Y2O3–SiO2, and Y2O3–La2O3 systems to perform at temperatures up to 2200°C are designed. Process steps to produce high-performance fine-grained composites in the HfO2–ZrO2–Y2O3 (Ln2O3) (Ln–Dy, Ho, Er, Tm, Yb), ZrO2–Y2O3–Sc2O3, ZrO2–Y2O3–Sc2O3, Al2O3–Zr(Hf)O2–Ln(Y)2O3 (Ln–La, Nd, Sm, Gd, Er, Yb), and ZrO2–Y2O3–CeO2–Al2O3 systems are designed as well.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
Fundamental research efforts in physical and colloidal chemistry, solid state physics and chemistry, and materials science are aimed at creating composites with unique characteristics to allow their application in harsh and extreme conditions (power, chemical, aerospace, and other industries, mechanical engineering, electronics, and medicine). Zirconium dioxide (ZrO2) and hafnium dioxide (HfO2) possess excellent mechanical characteristics and are among the leading materials for structural, functional, and medical ceramics. These oxides are not used in pure form because they undergo martensitic transformation from tetragonal to monoclinic structure when cooled down after sintering. This transformation causes expansion and destruction of the products. That is why all advances in the materials science of ZrO2 and HfO2 are associated with the stabilization of their high-temperature polymorphic modifications to room temperature using oxides of elements in group II (Mg, Ca) and group III (REM) of the Periodic Table. Hence, fundamental data sources on interactions in the systems formed by these oxides and oxides of elements in groups II and III are needed for successful production of materials from completely or partially stabilized ZrO2(HfO2). Phase diagrams represent these data sources [1].
The phase diagrams of refractory oxide systems determine the meaning and content of the first link in the basic physicochemical analysis chain: composition →structure →particle size →properties [2]. In accordance with the concept of structural engineering [3], reasoned choice of composites, knowledge of basic laws behind phase transitions of starting components with increasing temperature, and selection of optimal process steps allow directional microstructural design of materials with required properties.
The Department for Physics & Chemistry and Technology of Refractory Materials at the Frantsevich Institute for Problems of Materials Science, which was headed by Doctor of Chemical Sciences, Professor Lidiya Lopato, from its establishment in 1983 and up to 27 April 2012, conducts systematic research of phase equilibria in two-and three-component systems formed by Zr, Hf, Al, and REM oxides over a wide range of compositions and temperatures (to 3000°C). More than 70 binary and 50 ternary phase diagrams have been constructed: ZrO2 (HfO2)–Y2O3, ZrO2 (HfO2)–Sc2O3, HfO2–ZrO2, HfO2–CeO2, ZrO2–Al2O3, HfO2–Al2O3, HfO2–TiO2, ZrO2–TiO2, HfO2–Eu2O2, ZrO2–Sc2O3, HfO2–Sc2O3, ZrO2–Y2O3–La2O3, ZrO2–Y2O3–Sc2O3, HfO2–Ln2O3(Y2O3, Sc2O3, Pr2O3, Nd2O3), HfO2–Sm2O3 (Gd2O3, Tb2O3, Dy2O3), HfO2–Y2O3(Ho2O3, Er2O3, Tm2O3, Yb2O3, Lu2O3), HfO2–ZrO2–Sc2O3, HfO2–ZrO2–Al2O3, ZrO2(HfO2)–Sc2O3–Y2O3, HfO2–ZrO2–Y2O3, HfO2–ZrO2–Y2O3(Ln2O3), ZrO2–Y2O3–Al2O3, Al2O3–ZrO2–Ln(Y)2O3, Al2O3–ZrO2(HfO2)–Y2O3, and other ZrO2(HfO2) systems. The longstanding creative union of Doctors in Chemical Sciences, L. M. Lopato and A. V. Shevchenko (a unique expert in constructing phase diagrams of high-refractory multicomponent oxide systems, developing high-refractory oxide materials and methods to synthesize nanocrystalline oxide powders, and producing high-performance composites from these powders for various industrial and medical applications) formed the scientific foundation for directional creation of new ceramic materials by the Department.
The materials developed in the systems in question can be divided into two classes: coarse-grained for application at temperatures to 2200°C and fine-grained with improved mechanical characteristics. For successful production of such materials, new technologies are required to design their structure already when the starting powders are obtained.
The objective here is to ascertain that the phase diagrams of refractory oxide systems form the physicochemical basis for designing new materials with desired properties.
COARSE-GRAINED COMPOSITES IN THE HFO2–ZRO2–Y2O3, ZRO2–Y2O3–SC2O3, HFO2–ZRO2–SC2O3, Y2O3–ER2O3, Y2O3–ZRO2, Y2O3–HFO2, Y2O3–AL2O3, Y2O3–SIO2, AND Y2O3–LA2O3 SYSTEMS
The high melting points and unique thermomechanical properties of ZrO2, HfO2, and Y2O3 allow the associated materials to be recommended as refractories for melting and casting of chemically active metals and alloys, special cermet composites for high-temperature vacuum applications, and heat-resistant alloys for ceramic oxide heaters to perform in oxidizing environments up to 2000°C.
The study of phase equilibria in the ZrO2−HfO2−Y2O3 system showed that cubic solid solutions of fluorite type (F) occupied great primary solidification fields on the liquidus surface and formed wide single-phase regions at 1250–1900°C [4–7]. The regions of these solid solutions become narrower with decreasing temperature; hence, materials with smoothly varying properties can be produced. These materials can be used in a wide temperature range, their phase composition remaining stable. This is essential in the development of cermet composites for vacuum melting of refractory metals and alloys and for production of oxide heating resistors (Fig. 1a ). Principles behind the formation of fragmented microstructure and effective surface of cermet composites produced from F-type Zr(Hf)O2 and tungsten solid solutions were identified to promote high-performance multiuse evaporators for nickel (Fig. 1b ), which show high heat resistance and do not interact with the metal melt up to 2000°C. The highrefractory and heat-resistant HfO2–ZrO2–Y2O3–W materials can serve as a matrix to be combined with other refractory compounds (zirconium, hafnium, and titanium borides and nitrides) for developing new refractory composites in the HfO2–ZrO2–Y2O3–W−(Ti, Zr, Hf borides and nitrides) system [1, 4–7].

Region of solid solutions in the ZrO2−HfO2−Y2O3 phase diagram (a) of compositions promising for high-refractory materials and melting crucibles from these materials (b) [1]
Materials that perform in contact with refractory metal melts are primarily required to have high heat resistance (above 2000°C) and thermodynamic stability, show no chemical interaction with the melt, and be produced from available starting materials. Yttrium oxide satisfies these requirements to the greatest extent. The technology of producing high-refractory Y2O3 ceramics relies on the data from analysis of binary phase diagrams, both well-known (Y2O3–Al2O3, Y2O3–SiO2) [8] and specially examined or refined in the development of refractories (Y2O3–La2O3 [9], Y2O3–Er2O3 [10], Y2O3–ZrO2 [11], and Y2O3–HfO2 [12]). Lanthanum, erbium, zirconium, and hafnium oxides, which are the second components in the above systems, were added to Y2O3 to adjust process and some other properties (thermal conductivity, thermal expansion coefficient (TEC), strength, sinterability) of refractory materials for the production of ceramic articles. These data were used to develop and test the following high-refractory ware (Fig. 2): rod ceramics in the Y2O3–La2O3 system [13–16], crucible ceramics in the Y2O3–ZrO2, Y2O3–HfO2, and Y2O3–Er2O3 systems [17, 18], and shell ceramics in the Y2O3–SiO2 and Y2O3–Al2O3 systems [19]. The structure, phase composition, and mechanical properties of cast alloys from active metals were analyzed to show that the metal melted in prefabricated crucibles only slightly differed from arc-melted metals in impurity content and plasticity. The combined molds show unique properties, making their application universal in various casting conditions: from equiaxed solidification to directional growth of single-crystalline preforms. The high compliance of combined molds allows alloys characterized by increased volume shrinkage during solidification to be cast. Shell molds have low thermal conductivity and thus can be adequately filled. This is especially important for casting of thin-walled articles (wall thickness to 1 mm). These articles are used for melting and casting of uranium, vanadium, and titanium [1].

High-refractory ware: rod and shell ceramics in the Y2O3–La2O3 (a) and Y2O3–SiO2 and Y2O3–Al2O3 (b) systems and general view of the melting crucible (Y2O3−ZrO2 and Y2O3−HfO2 materials) (c)
The ionic conductivity of cubic solid ZrO2 (HfO2) solutions, being close to unity, remains in a wide range of oxygen partial pressures and temperatures [20, 21]. The ranges of optimal compositions of materials with high oxygen ion conductivity and low TEC were determined in the ternary ZrO2–Y2O3–Sc2O3 and HfO2–ZrO2–Y2O3(Sc2O3) systems to underlie the development of high-temperature oxide heaters intended for repeated use in oxidizing environments. The heaters are advantageous in that they contain no platinum group metals and can replace lanthanum chromite heaters (La(Ca)CrO3) without redesign of the furnaces (SVK type). Heating resistors (Fig. 3) possess high heat resistance in the range 1300–1700°C [22–25].

High-temperature oxide heaters in the ZrO2−Y2O3−Sc2O3 and HfO2−ZrO2−Y2O3(Sc2O3) systems for multiple use in oxidizing environments at temperatures to 2000°C
FINE-GRAINED MATERIALS IN THE HFO2–ZRO2–Y2O3(LN2O3) (LN—DY, HO, ER, TM, YB), ZRO2–Y2O3–SC2O3, ZRO2–Y2O3–SC2O3, AL2O3–ZR(HF)O2–LN(Y)2O3 (LN—LA, ND, SM, GD, ER, YB), AND ZRO2–Y2O3–CEO2–AL2O3 SYSTEMS
Modern fine-grained materials represent oxide composites intended to perform different functions and having complex chemical and phase composition.
Unlike conventional ceramics, optically transparent polycrystalline materials show virtually porousless perfect microstructure without a glassy phase; thus, they are exceptionally resistant to corrosive environments. As distinct from most glasses, they possess high refractory and mechanical properties. Optically transparent ceramic material based on C-type Y2O3 was produced in the HfO2–ZrO2–Y2O3 system. It is characterized by high optical transmission in the visible and near-infrared region with wavelength ranging from 0.3 to 8.5 μm. Its composition was chosen from the regions close to univariant equilibrium in HfO2–ZrO2–Y2O3 to produce ceramics with increased transparency in the visible and infrared region [1, 4–7]. There are extensive regions of solid solutions based on C-type Ln2O3 (HfO2(ZrO2)–Ln2O3 systems, where Ln is Gd, Dy, Ho, Er, Tm, Yb, Lu) in more complex systems formed by HfO2(ZrO2) with oxides of yttrium-subgroup lanthanides. The ceramic matrix in these systems is a solid solution of HfO2(ZrO2) in Ln2O3; this obeys one of the fundamental principles for producing transparent ceramic material—it has to consist of a single phase. These efforts became a peculiar algorithm for making transparent ceramics from C-type solid solutions of yttrium-subgroup lanthanide oxides. Transparent ceramics have been produced (Fig. 4) from C-type pure oxides of lanthanides (Gd, Dy, Ho, Er, Tm, Yb, Lu) and their solid solutions with Y2O3 in the HfO2–ZrO2–Y2O3(Ln2O3) system [1, 26].

Transparent ceramics based on C-type pure lanthanide oxides
Tubular and flat-plate electrolytes have been developed in the ZrO2–Y2O3–Sc2O3 system for ‘selfsupporting’ fuel cells (Fig. 5). The size of ‘self-supporting’ fuel cell assemblies, with the electrolyte consisting of consecutively connected tubular elements, can be easily varied. The apparent advantage of the flat-plate configuration is that each individual cell and the entire cell stack can be tested (for electrical characteristics, integrity, compliance with geometric dimensions) prior to final assembly [1].

Flat-plate (a) and tubular (b) electrolytes in the ZrO2–Y2O3–Sc2O3 system for ‘self-supporting’ fuel cells
The ternary Al2O3–ZrO2(HfO2)–REM oxide systems are of special interest in the development of highperformance materials. Aluminum hardly interacts with zirconium and REM oxides in these systems. We have revealed that the systems have a great number of binary and ternary eutectic points. Directional solidification of ternary eutectics in Al2O3-rich regions in Al2O3–Zr(Hf)O2–Ln(Y)2O3 offers an opportunity to create new hightemperature materials. Directionally solidified eutectics are an example of composites whose properties depend on solidification conditions. They combine the thermodynamic stability and beneficial properties of composites, especially in situ ones. Operating temperature of these materials can reach 1600°C. The Al2O3–Zr(Hf)O2–Ln(Y)2O3 systems are promising for the development of materials for thermal barrier coatings, solid electrolytes, and refractories [27–31].
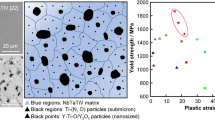
Ceramic composites designed to perform at relatively low temperatures are based on various multiphase ZrO2–Y2O3–CeO2–Al2O3 composites. These composites mostly consist of a matrix (T-ZrO2 and M-ZrO2 solid solutions) and fine α-Al2O3 particles. Their properties in this system are determined by the properties of materials in the bounding binary and ternary systems. The four-component ZrO2–Y2O3–CeO2–Al2O3 phase diagram is still to be constructed, but the phase diagrams of the bounding binary and ternary systems are available. Our analysis of the available phase diagrams shows that aluminum oxide hardly dissolves in ZrO2 solid solutions in these systems; i.e., the four-component system can be regarded as a two-component one: ZrO2–Al2O3-based solid solution.
For microstructural design of high-performance materials in this system, transformation hardening should be employed to the extent possible because it is one of the main mechanisms of improving the strength of ZrO2-based ceramics. This is promoted by a well-reasoned choice of both the starting nanocrystalline powders and the methods of their consolidation to promote optimum microstructure of the composites [32].
In developing ZrO2 materials, it is very important to retain metastable T-ZrO2, tending to transformation under applied load. This can occur even if the following basic requirements are met:
-
the starting powders for synthesis are optimally doped with insoluble additions, being homogeneously distributed in ZrO2;
-
samples (not necessarily of high density) with ‘regular’ unstrained microstructure, with evenly distributed pores over volume, are produced by compaction, the size of these pores is to be commensurable with those of starting powder particles;
-
heat treatment conditions are selected so that the compacts are sintered in a narrow temperature range, commonly at temperatures not higher than 1200–1300°C, to limit abnormal grain growth, promote the diffusion of doping additions and admixtures to their boundaries, and form ‘pure’ grain boundaries with low concentration of potential defects (silicate films, gas inclusions, cracks, etc.).
If these conditions are satisfied, materials with minimum possible residual stresses, causing defects during operation, are produced [33].
The properties of powders are determined by the method of their production. There is no universal method of making starting nanocrystalline powders. Soft chemical methods have been widely applied to produce oxide powders; they involve the synthesis of nanostructures from aqueous salt solutions at 200–300°C. We have developed several options of hydrothermal synthesis, combining advantages of coprecipitation, sol–gel technology, and hydrothermal treatment [1, 32].
The microspherical morphology of starting nanocrystalline powders of complex composition and rounded ‘soft’ agglomerates of primary particles allow the production of homogeneous materials for different applications when certain molding and sintering operations are employed (Fig. 6).

Articles from nanocrystalline powders in the ZrO2−Y2O3−CeO2−Al2O3 system: grinding balls for mills (a); crucibles for physicochemical research (b); rolls and bushings (c); targets for deposition of thermal barrier coatings (d); cutting tools for various applications (e)
The use of different approaches in microstructural design of materials leads to composites of different types.
Heterogeneous microstructure leads to self-reinforced and multilayer (laminar) materials. The ZrO2 solidsolution matrix is self-reinforced when nonisometric plate-like Al2O3 grains form within it. The material is characterized by plastic fracture. It is reinforced through transformation hardening and crack deviation/branching, improving its strength. Microstructural deign of multilayer materials is aimed at promoting uniform microstructure of individual layers and tight connection between them. These are heterophase materials with high concentration of interfaces, characterized by nonlinear three-dimensional distribution of composition and properties. These composites are hardened through a combined action of various mechanisms peculiar to ZrO2 materials. The microstructural design of fine-grained materials is intended to create regular microstructure.
Materials in the ZrO2−Y2O3−CeO2 system exhibit increased resistance to ageing in the environment of a living organism. The composites with different microstructures are promising in creating structural ceramics for different applications [34].
To form a high-porous ZrO2 matrix with characteristics corresponding to human bone, one link has been changed in the production chain for fine-grained preforms: the preform with regular microstructure is replaced by a preform with a wide pore size distribution. Foamed implants were produced by impregnation using various polymer materials with appropriate pore size and developed permeable structure. To make foamed composites, aqueous suspensions are used and the polymer matrix is impregnated in a single step. The microstructural design of skeletal matrices involves shell molding [1] to produce dense or porous articles of complex shape. The strength and porosity of skeletal matrices are controlled by varying the number of layers, concentration of ethyl silicate binder, particle size of filling powder, and sintering temperature. As a result, porous composites with foamed and skeletal microstructures have been produced; they can be used for various implants [35]. The application of bioactive coatings for these materials will expand opportunities of reconstructive surgery.
CONCLUSIONS
The successful microstructural design of new materials using ZrO2, HfO2, Al2O3, and REM oxides necessitates the use of data from the respective phase diagrams of refractory oxide systems and involves a scientifically sound choice of the chemical and phase composition of starting grained and nanocrystalline powders as well as determination of basic physicochemical laws by which the microstructure forms during production, heat treatment, molding, and sintering to create materials with required characteristics.
References
A. V. Shevchenko, Phase Diagrams of Zirconium and Hafnium Oxides with Rare Earth Elements as Physicochemical Basis for New Materials [in Russian], ScD Thesis, Kiev (2007), p. 531.
I. V. Tananaev, V. B. Fedorov, I. D. Morokhov, et al., “Physicochemical fundamentals of metastable ultrafine substances and prospects of their application,” Izv. Akad. Nauk SSSR. Neorg. Mater., 20, No. 6, 1026–1033 (1984).
V. V. Skorokhod, “Hierarchy of structural levels and structural engineering of inorganic materials,” in: Inorganic Materials Science [in Russian], Naukova Dumka, Kiev (2008). Vol. 1, 339–357.
A. V. Shevchenko, L. M. Lopato, T. V. Obolonchik, et al., “Liquidus surface of the HfO2–ZrO2–Y2O3 system,” Izv. Akad. Nauk SSSR. Neorg. Mater., 23, No. 3, 452–455 (1987).
A. V. Shevchenko, L. M. Lopato, V. D. Tkachenko, and A. K. Ruban, “Interaction of hafnium and zirconium dioxides,” Izv. Akad. Nauk SSSR. Neorg. Mater., 23, No. 2, 259–263 (1987).
L. M. Lopato, V. P. Red’ko, G. I. Gerasimyuk, and A. V. Shevchenko, “Synthesis of some REE zirconates (hafnates),” Powder Metall. Met. Ceram., 29, No. 4, 318–320 (1990).
T. V. Obolonchik, L. M. Lopato, G. I. Gerasimyuk, and A. V. Shevchenko, “Interaction in the HfO2−ZrO2−Y2O3 system at 1250–1900°C,” Izv. Akad. Nauk SSSR. Neorg. Mater., 27, No. 11, 2345–2349 (1991).
N. A. Toropov, V. P. Borzakovskii, V. V. Lapin, and N. N. Kurtseva, Phase Diagrams of Silicate Systems: Handbook [in Russian], Nauka, Leningrad (1969), p. 435.
L. M. Lopato, B. S. Nigmanov, A. V. Shevchenko, and Z. A. Zaitseva, “Interaction between lanthanum and yttrium oxides,” Izv. Akad. Nauk SSSR. Neorg. Mater., 22, No. 5, 771–774 (1986).
I. M. Maister, L. M. Lopato, A. V. Shevchenko, and B. S. Nigmanov, “The Er2O3–Y2O3 system,” Izv. Akad. Nauk SSSR. Neorg. Mater., 20, No. 3, 446–448 (1984).
S. N. Lakiza, L. M. Lopato, and A. V. Shevchenko, “Interactions in the Al2O3–ZrO2–Y2O3 system,” Powder Metall. Met. Ceram., 33, No. 9–10, 486–490 (1994).
A. V. Shevchenko, L. M. Lopato, and I. E. Kiryakova, “Interaction of HfO2 with Y2O3, Ho2O3, Er2O3, Tm2O3, Yb2O3, and Lu2O3,” Izv. Akad. Nauk SSSR. Neorg. Mater., 20, No. 12, 1991–1996 (1984).
A. K. Ruban, A. V. Shevchenko, and L. M. Lopato, “Ceramic rods for precision casting of low-doped chromium,” in: Structural Chromium Alloys [in Russian], Naukova Dumka, Kiev (1986), pp. 104–109.
L. I. Lugin, L. M. Lopato, G. I. Gerasimyuk, and A. V. Shevchenko, “Phase relations in the La2O3–CaO and Ce2O3–CaO systems,” Ukr. Khim. Zh., 38, No. 2, 143–148 (1972).
L. M. Lopato, G. I. Gerasimyuk, A. V. Shevchenko, and S. G. Tresvyatskii, “Phase equilibria in the Dy2O3–CaO, Y2O3–CaO, and Yb2O3–CaO systems,” Izv. Akad. Nauk SSSR. Neorg. Mater., 9, No. 3, 157–162 (1973).
A. V. Shevchenko, L. M. Lopato, and G. I. Gerasimyuk, Refractory Material [in Russian], USSR Inventor’s Certificate 589235, IPC C0 4 B 35/20, No. 2182297/29-33; Bulletin No. 3; appl. October 17, 1975; publ. January 25 (1978), p. 7.
A. K. Ruban, A. V. Shevchenko, A. N. Rakitskii, et al., “Production of crucibles from rare earth oxides for melting of low-doped chromium in induction furnaces,” in: Structural Chromium Alloys [in Russian], Naukova Dumka, Kiev (1986), pp. 120–128.
A. N. Rakitskii, T. L. Kuznetsova, I. L. Yakimenko, et al., “Induction melting of low-doped chromium alloys in yttrium oxide crucibles,” in: Structural Chromium Alloys [in Russian], Naukova Dumka, Kiev (1986), pp. 115–120.
A. V. Shevchenko, A. K. Ruban, T. V. Obolonchik, et al., “Production of shell molds for shaped casting of low-doped chromium,” in: Structural Chromium Alloys [in Russian], Naukova Dumka, Kiev (1988), pp. 110–114.
A. V. Zyrin, V. P. Red’ko, L. M. Lopato, and A. V. Shevchenko, “Ordered phases in the ZrO2–Sc2O3 and HfO2–Sc2O3 systems,” Izv. Akad. Nauk SSSR. Neorg. Mater., 23, No. 8, 1326–1329 (1987).
A. V. Zyrin, A. V. Shevchenko, and L. M. Lopato, “Electrical properties of phases in the ZrO2–Y2O3–La2O3 system,” Powder Metall. Met. Ceram., 39, No. 3–4, 146–150 (2000).
A. V. Shevchenko, I. M. Maister, L. M. Lopato, and V. D. Tkachenko, “Interaction in the HfO2–ZrO2–Sc2O3 system at 1700–2850°C,” Izv. Akad. Nauk SSSR. Neorg. Mater., 25, No. 6, 989–993 (1989).
A. V. Shevchenko, I. M. Maister, and L. M. Lopato, “Interaction in the HfO2–Sc2O3 and ZrO2–Sc2O3 systems at high temperatures,” Izv. Akad. Nauk SSSR. Neorg. Mater., 23, No. 8, 1320–1324 (1987).
I. M. Maister, L. M. Lopato, Z. A. Zaitseva, and A. V. Shevchenko, “Interaction in the ZrO2–Y2O3–Sc2O3 system at 1300–1900°C,” Izv. Akad. Nauk SSSR. Neorg. Mater., 27, No. 11, 2337–2340 (1991).
A. V. Shevchenko, L. M. Lopato, and I. M. Maister, “Liquidus surface of the ZrO2–Y2O3–Sc2O3 system,” Izv. Akad. Nauk SSSR. Neorg. Mater., 27, No. 12, 2673–2676 (1991).
A. V. Shevchenko, V. A. Dubok, E. V. Dudnik, et al., “Transparent ceramics based on yttrium subgroup lanthanide, yttrium, and scandium oxides,” Powder Metall. Met. Ceram., 49, No. 9–10, 537–545 (2010).
S. M. Lakiza and L. M. Lopato, “Stable and metastable phase relations in the system alumina–zirconia–yttria,” J. Am. Ceram. Soc., 80, No. 4, 893–902 (1997).
S. M. Lakiza, “Directionally solidified eutectics in the Al2O3–ZrO2–Ln2O3 systems,” Teor. Prakt. Metall., No. 4–5, 126–127 (2006).
S. M. Lakiza, J. S. Tyschenko, and L. M. Lopato, “Phase diagrams of the systems Al2O3–Zr(Hf)O2–Ln(Y)2O3 as a scientific base for creating new high-temperature structural ceramics,” in: Proc. Symp. J. Functional and Structural Ceramics and Ceram. Matrix Composites (September 15–19, 2008), Warsaw (2008), pp. 58–69.
S. M. Lakiza, J. S. Tyschenko, and L. M. Lopato, “Phase diagram of the Al2O3–HfO2–Y2O3 system,” J. Eur. Ceram. Soc., 31, 1285–1291 (2011).
J. S. Tyschenko, S. M. Lakiza, and L. M. Lopato, “Phase diagram of the Al2O3–HfO2–Er2O3 system,” J. Am. Ceram. Soc., 95, 4015–4020 (2012).
E. V. Dudnik, Physicochemical Fundamentals for Developing ZrO2-Based Materials [in Russian], ScD Thesis, Kiev (2010), p. 403.
A. V. Shevchenko, E. V. Dudnik, A. K. Ruban, et al., “Hydrothermal synthesis of nanocrystalline powders in the ZrO2–Y2O3–CeO2 system,” Powder Metall. Met. Ceram., 46, No. 1–2, 18–24 (2007).
E. V. Dudnik, A. V. Shevchenko, A. K. Ruban, et al., “Microstructural design of ZrO2–Y2O3–CeO2–Al2O3 materials,” Powder Metall. Met. Ceram., 49, No. 9–10, 528–536 (2010).
A. V. Shevchenko, E. V. Dudnik, V. V. Tsukrenko, et al., “Microstructural design of bioinert composites in the ZrO2–Y2O3–CeO2–Al2O3–CoC system,” Powder Metall. Met. Ceram., 51, No. 11–12, 724–733 (2012).
Author information
Authors and Affiliations
Corresponding author
Additional information
*Deceased.
Translated from Poroshkovaya Metallurgiya, Vol. 53, No. 5–6 (497), pp. 67–78, 2014.
Rights and permissions
About this article

Cite this article
Dudnik, E.V., Lakiza, S.N., Tishchenko, Y.S. et al. Phase Diagrams of Refractory Oxide Systems and Microstructural Design of Materials. Powder Metall Met Ceram 53, 303–311 (2014). https://doi.org/10.1007/s11106-014-9617-z
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11106-014-9617-z