
Due to their excellent properties such as high specific stiffness, strength/weight ratio, and wear resistance, metal matrix composites (MMCs) with particulate reinforcement and related manufacturing methods have become important research topics in recent years. Magnesium MMCs are materials that are commonly used for fabrication of light-weight functional components. Magnesium MMCs that are reinforced with various fractions of B4C (3, 6, and 9 wt.%) were fabricated by powder metallurgy (PM) technique using a sintering cycle in a vacuum furnace at 590°C for 9 h. A qualitative analysis of X-ray diffraction (XRD) patterns indicated the formation of Al2O3, MgO, and MgB2 phases in the structure of Mg/B4C MMCs. The sintered density of the MMCs decreased with an increase in the amount of B4C addition. The hardness of the MMCs was found to be higher than that of unreinforced Mg. The compressive test results also showed a significant effect of 3 wt.% B4C content on the compressive strength of magnesium MMCs manufactured by the PM technique.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
On account of environmental protection concerns and rise in the price of oil in recent years, automotive manufacturers have started to look for new ways to reduce the weight of vehicle components. The powder metallurgy (PM) process including “Press-and-Sinter” has become a considerable interest in recent years [1].
In the last decades, due to their low density and high specific strength, specific stiffness, and wear resistance, composite materials, especially magnesium MMCs with particulate reinforcement and related manufacturing methods, are among important research topics. Therefore, the mechanical properties and microstructures of the composites are increasingly needed to be investigated [2–6]. The limited properties of monolithic magnesium have been improved with the additions of variety reinforcements [7]. Because of the hexagonal close packed crystal structure that is characterized by a limited number of active slip systems at room temperatures, the applications of wrought Mg alloys are still limited by their low room-temperature ductility and anisotropy [8]. Different attempts have been made to improve the properties of Mg alloys using strengthening mechanisms [9]. Most trials are concentrated on SiC [10–12] and TiC [13–16] particulate reinforced magnesium MMCs. Very little research has been made on the investigation of mechanical and microstructural properties of magnesium MMCs reinforced with B4C manufactured by PM technique [6].
PM technique has been a traditional method of manufacturing MMC materials and components. Whereas production of the MMCs with a large volume fraction of ceramic reinforcement is difficult with the traditional stir-casting method, PM technique is very useful in this respect [6,17].
The present study was carried out to examine the feasibleness of the production of B4C reinforced magnesium MMCs by using the PM method. The influence of B4C addition on the microstructure, densification, and strength behaviour of magnesium MMCs was also investigated in detail.
Experimental procedure
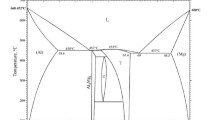
Magnesium powder (Magnesium and Metal Powders Company, Turkey), 99.97% purity and mean particle size of 69 μm, was used as the matrix material. The chemical composition of the Mg powder was, %: 0.0028 Al, 0.0005 K, 0.0013 Pb, 0.0006 Na, 0.0039 Mn, 0.0002 Cu, 0.0028 Sn, 0.0029 Zn, and 0.0011 Fe. Boron carbide B4C (ZX Abrasives, China) with a mean particle size of 69 μm was also selected as reinforcement. The composite powder mixture consisted of 3 wt.% aluminium, 1 wt.% zinc stearate, and 2 wt.% wax with the balance of magnesium [18]. Powder mixtures with designed composition of 3, 6, and 9 wt.% B4C were prepared using mechanical mixing for 1 h at 50 rpm. The powder mixture was then cold pressed uniaxially at 500 MPa in accordance with ASTM Standard B925-08. The green performs were heated to 150, 300, and 450°C for 30 min in a vacuum furnace. This was followed by heating to 590°C under a vacuum atmosphere, holding there for 4 h, and gas quenching to room temperature in the furnace to fabricate magnesium MMCs reinforced with B4C particulates. The sintering cycle of composite performs is shown in Fig. 1.

The furnace cycle for Mg/B4C MMC
All samples were gently grounded and then gently polished by diamond paste before structural examination. Scanning electron microscopy (SEM) investigation of the manufactured MMCs and unreinforced Mg sample was performed using Zeiss EVO 40 model SEM.
XRD analysis was carried out using a SHIMADZU XRD-6000 Cu X-ray tube (λ = 0.15405 nm). The densities of the samples were calculated with the Archimedes principle based on buoyancy of water. The weights of the samples in air were measured with an analytical balance, and their weights in distilled water were measured with a suspension kit attached to the analytical balance at room temperature. Three samples were randomly selected from the pressed samples for density measurements and the mean density values were determined by averaging the three measurement values. Mechanical properties of the samples were determined by hardness, compression, and three-point bending tests. The macrohardness of metallographically prepared samples was measured with the Brinell hardness measurement method by using a load of 62.5 kg and balls 2.5 mm in diameter. Each hardness value was the average of ten measurements. The compressive strength of the samples was determined using a SHIMADZU AG-IS tensile testing machine with a 0.5 mm/min testing speed. Three-point bending test was carried out using computer-controlled SHIMADZU AG-IS with a 0.5 mm/min testing speed and a span length of 25.4 mm. The surface of MMCs after fracture was investigated to understand the effective fracture mechanism using SEM technique.
Results and discussion
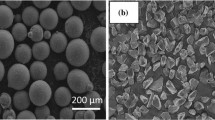
The influence of various fractions of B4C addition (3, 6, and 9 wt.%) on the microstructural development of Mg MMCs is presented in Fig. 2a, b , c, d). The white circle in Fig. 2c shows the clustering at a particular region. The increase in the amount of B4C raises the possibility of particle clustering. The micrographs also show the uniform distribution of B4C and good interfacial bonding between B4C and the matrix as shown in Fig. 2d . The phases formed in MMCs were investigated using both EDS and XRD.

SEM micrographs of Mg/B4C composite reinforced with 3 (a, e), 6 (b, d), and 9 (c) wt.% B4C
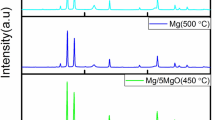
Figure 3 shows the X-ray diffraction (XRD) pattern of a Mg/B4C (6 wt.%) sample. In addition to Mg and B4C phases, Al2O3, MgO, and MgB2 peaks were also identified in the XRD spectra of the composite as shown in Fig. 3. However, it seems that Al2O3 phase is not effective too much. Additionally, MgB2, an intermetallic compound between Mg and B, was found in Mg MMCs. The XRD results of Mg MMCs are basically consistent with the previous research findings [6,19]. According to Jiang et al. [6], B4C has a tendency to oxidize in the atmosphere containing oxygen. Even a tiny amount of oxygen present in the green perform or entrapped on the B4C particulate surface resulted in the formation of a B2O3 layer on the as-added B4C particulate surface [6]. It was also stated that the interaction between B2O3 and Mg matrix led to the formation of MgO and MgB2 in the previous research [6,19]. Further confirmation of the phase analysis was obtained using SEM combined with EDS.

X-ray diffraction (XRD) pattern of Mg composite reinforced with 6 wt.% B4C
Figure 4 shows the location of different phases present in the microstructure of Mg MMCs reinforced with B4C. EDS analysis results of these phases are also summarized in Table 1.

Location of different phases present in the microstructure of Mg MMCs reinforced with 6 wt.% B4C
The relationship between compact density of Mg–B4C MMCs and B4C content is presented in Fig. 5.

Variation in density of Mg MMCs containing different B4C contents (wt.%): 1) green density, 2) sintered density
The density varied between 1.56 and 1.51 g/cm3. This was caused by the existence of porosity increasing with the percentage of B4C. The relationship between the hardness and B4C contents of Mg/B4C MMCs was also shown in Fig. 6.

Variation in average hardness for Mg composite reinforced with 3, 6, and 9 wt.% B4C
It was revealed that the hardness values of the composite increased with in creasing B4C reinforcement amount as a result of homogenous distribution of hard B4C particles in a soft Mg matrix. The MMCs with 9 wt.% B4C addition represented the hardest sample among the manufactured MMCs. The hardness of the samples decreased in the following order for unreinforced Mg samples < Mg/B4C (3 wt.%) < Mg/B4C (6 wt.%). We can conclude that a significant improvement was reached in the hardness of the composites with the addition of B4C particulates.
Figure 7 presents the compression strength of unreinforced Mg and B4C-reinforced Mg-based MMCs at different ratios. The compressive strength of the samples decreases in the following order for samples Mg/B4C (9 wt.%) < Mg/B4C (6 wt.%) < unreinforced Mg < Mg/B4C (3 wt.%).

Variation in compressive strength for Mg based metal matrix composite reinforced with B4C
The X-ray diffraction (XRD) qualitative analyses showed the formation of intermetallic alloys between Mg and B4C. It is expected that the increase of B4C particulate percentage increased the amount of these intermetallic alloys. When the B4C content is 6 or 9 wt. %, the interfaces are weaker and the continuity of the well-bonded interfaces is destroyed compared to 3 wt.% B4C. On the other hand, as the amount of B4C increases, the preventative effect of B4C on the sintering mechanisms, lower compressibility of the magnesium MMCs, rise in porosity, and possibility of B4C clustering cause lower compressive strength compared with that of Mg/B4C (3 wt.%).
A decrease in bending strength was observed when reinforcement content increased except for MMCs reinforced with 3% B4C as shown in Fig. 8. This is believed to be caused by the phase size of Mg–B-based boron-rich binaries and retention of boron carbide derivative along the grain boundary (Fig. 4).

Variation in bending strength for Mg-based metal matrix composite reinforced with B4C
The existence of particle pull-out in fractographs of the composite reinforced with 6 and 9 wt.% B4C compared to that reinforced with 3 wt.% B4C is shown in Fig. 9. The grain boundary weakening of the composite occurs as a result of the weakly bound ceramic phase. This behaviour was dominant with higher percentage of reinforcement. The fractograph of the Mg–B4C MMCs showed the extensive damage to grain boundaries due to the particle pull-out. Mohanty et al. reported the similar finding for Al–B4C MMCs [20].

Fractographs of Mg/B4C composite reinforced with 3 (a); 6 (b), and 9 wt.%B4C (c)
Conclusions
In the current study, Mg/B4C MMCs were fabricated by PM method. It was found by the incorporation of particulates into the matrix material that the hardness of MMCs was higher than that of unreinforced magnesium.
The compressive test results illustrate a significant effect of 3 wt.% B4C on the compressive strength of magnesium MMCs manufactured by P/M with magnesium and B4C powders with a mean size of 69 μm. The difference in compressive strength of the samples was mainly due to the plastic deformation mechanisms, which vary with the bonding strength of interfaces. The optimum reinforcement content (wt.%) was investigated to obtain improved compressive strength and hardness. XRD analysis revealed MgB2, MgO, and Al2O3 phases in Mg/B4C MMCs. The densities of the samples are between 1.56 and 1.51 g/cm3.
References
A. D. P. LaDelpha, H. Neubing, and D. P. Bishop, “Metallurgical assessment of an emerging Al–Zn–Mg– Cu P/M alloy,” Mater. Sci. Eng. A Struct., 520, 105–113 (2009).
S. Y. Chang, S. J. Cho, S. K. Hong, et al., “Microstructure and tensile properties of Bi-materials with macro-interface between unreinforced magnesium and composite,” J. Alloys Compd., 316, 275–279 (2001).
S. Jayalakshmi, S. V. Kailas, and S. Seshan, “Tensile behavior of squeeze cast AM100 magnesium alloy and its Al2O3 fiber reinforced composites,” Compos. Part A Appl., 33, 1135–1140 (2002).
S. F. Hassan and M. Gupta, “Development of a novel magnesium/nickel composite with improved mechanical properties,” J. Alloys Compd., 335, 10–15 (2002).
M. Y. Zheng, K. Wu and C. K. Yao, “Effect of interfacial reaction on mechanical behavior of SiCw/AZ91 magnesium matrix composites,” Mat. Sci. Eng. A Struct., 318, 50–56 (2001).
Q. C. Jiang, H. Y. Wang, B. X. Ma, et al., “Fabrication of B4C particulate reinforced magnesium matrix composite by powder metallurgy,” J. Alloys Compd., 386, 177–181 (2005).
S. F. Hassan and M. Gupta, “Development of a novel magnesium ± copper based composite with improved mechanical properties,” Mater. Res. Bull., 37, 377–389 (2002).
E. Ayman, K. Katsuyoshi, I. Hisashi, et al., “Effect of different La additions on the microstructure and mechanical properties of hot extruded SWAP Mg–Al–Zn–Ca powder,” Trans. JWRI., 38, 19–23 (2009).
L. G. Wang, B. F. Zhang, S. J. Zhu, et al., “Effects of silicocalcium on microstructure and properties of Mg–6Al–0.5Mn alloy,” Trans. Nonferr. Met. Soc., 16, 551–555 (2006).
S. K. Sinha, S. U. Reddy, and M. Gupta, “Scratch hardness and mechanical property correlation for Mg/SiC and Mg/SiC/Ti metal–matrix composites,” Tribol. Int., 39, 184–189 (2006).
K. K. Deng, K. Wu, Y. W. Wu, et al., “Effect of submicron size SiC particulates on microstructure and mechanical properties of AZ91 magnesium matrix composites,” J. Alloys Compd., 504, 542–547 (2010).
P. Poddar, V. C. Srivastava, P. K. De, et al., “Processing and mechanical properties of SiC reinforced cast magnesium matrix composites by stir casting process,” Mater. Sci. Eng. A, 460, 357–364 (2007).
L. Falcon-Franco, E. Bedolla-Becerril, J. Lemus-Ruiz, et al., “Wear performance of TiC as reinforcement of a magnesium alloy matrix composite,” Compos. Part B Eng., 42, 275–279 (2011).
Q. C. Jiang, X. L. Li, and H. Y. Wang, “Fabrication of TiC particulate reinforced magnesium matrix composites,” Scripta Mater., 48, 713–717 (2003).
H. Y. Wang, Q. C. Jiang, Y. Q. Zhao, et al., “Fabrication of TiB2 and TiB2–TiC particulates reinforced magnesium matrix composites,” Mat. Sci. Eng. A Struct., 372, 109–114 (2004).
X. Q. Zhang, H. W. Wang, L. H. Liao, et al., “The mechanical properties of magnesium matrix composites reinforced with (TiB2 + TiC) ceramic particulates,” Mater Lett., 59, 2105–2109 (2005).
J. M. Torralba, C. E. da Costa, and F. Velasco, “P/M aluminum matrix composites: an overview,” J. Mater. Process. Technol., 133, 203–206 (2003).
P. Burke, Investigation of the Sintering Fundamentals of Magnesium Powder, PhD Thesis, Dalhousie University, Nova Scotia (2011).
V. Kevorkijian and S. D. Skapin, “Characterization of Mg-B(4)C composites with a high volume fraction of fine ceramic reinforcement fabricated by pressureless infiltration of porous ceramic preforms,” JOM, 42, 35–47 (2010).
R. M. Mohanty, K. Balasubramanian, and S. K. Seshadri, “Boron carbide reinforced aluminum matrix composites: fabrication and properties,” Mat. Sci. Eng. A Struct., 498, 42–52 (2008).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Poroshkovaya Metallurgiya, Vol. 51, No. 7–8 (486), pp. 102–109, 2012.
Rights and permissions
About this article
Cite this article
Guleryuz, L.F., Ozan, S., Uzunsoy, D. et al. An investigation of the microstructure and mechanical properties of B4C reinforced PM magnesium matrix composites. Powder Metall Met Ceram 51, 456–462 (2012). https://doi.org/10.1007/s11106-012-9455-9
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11106-012-9455-9