
ABSTRACT
Purpose
To investigate the effect of the manufacturing method (spray-drying or hot-melt extrusion) on the kinetic miscibility of miconazole and the graft copolymer poly(ethyleneglycol-g-vinylalcohol). The effect of heat pre-treatment of solutions used for spray-drying and the use of spray-dried copolymer as excipient for hot-melt extrusion was investigated.
Method
The solid dispersions were prepared at different drug-polymer ratios and analyzed with modulated differential scanning calorimetry and X-ray powder diffraction.
Results
Miconazole either mixed with the PEG-fraction of the copolymer or crystallized in the same or a different polymorph as the starting material. The kinetic miscibility was higher for the solid dispersions obtained from solutions which were pre-heated compared to those spray-dried from solutions at ambient temperature. Hot-melt extrusion resulted in an even higher mixing capability. Here the use of the spray-dried copolymer did not show any benefit concerning the kinetic miscibility of the drug and copolymer, but it resulted in a remarkable decrease in the torque experienced by the extruder allowing extrusion at lower temperature and torque.
Conclusion
The manufacturing method has an influence on the mixing capacity and phase behavior of solid dispersions. Heat pre-treatment of the solutions before spray-drying can result in a higher kinetic miscibility. Amorphization of the copolymer by spray-drying before using it as an excipient for hot-melt extrusion can be a manufacturing benefit.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
Despite the imbalance between the significant research efforts in the past 40 years and the number of successfully introduced systems into the market, formulation of solid dispersions still holds a key position among the various formulation strategies intended to increase the oral absorption and bioavailability of poorly soluble compounds. Nowadays, the term solid dispersion is mostly linked to glass solutions of poorly soluble compounds, using amorphous carriers with high glass transition temperatures. The primary aim of fast release glass solutions is to ‘molecularly’ release the drug in the intestinal fluids and to generate a supersaturated solution from which the drug will move to the gut wall, permeate and finally appear in the blood. On the other hand the formulation should remain chemically and physically stable upon storage. Hence, utilization of these high-energy states to obtain both an adequate bioavailability and an acceptable shelf-life stability is the challenge to meet. The choice of carrier has a tremendous impact on the success rate of the solid dispersion strategy. The most important carrier properties were recently reviewed by Janssens and Van den Mooter (1). Besides safety, properties such as a high glass transition temperature (Tg), the presence of functional groups enabling interactions with the dispersed drug, solubility and the possibility to maintain drug supersaturation in the gastrointestinal tract are considered important characteristics. Review of the literature on solid dispersions shows that the number of suitable carriers is limited. The majority of published research data or marketed solid dispersions are based on carriers like polyethylene glycol, polyvinylpyrrolidone, polyvinylpyrrolidone-co-vinylacetate 64 or hydroxypropyl methylcellulose (and derivatives) (2,3). Although combinations of polymers or polymers with surface active compounds have been proposed as a means to obtain new carrier systems with advanced properties (4–6), there is clear need for new carriers. We recently introduced the graft copolymer of ethyleneglycol and vinylalcohol (EG/VA) as a potential new carrier in the formulation of solid dispersions. The dissolution rate of the poorly soluble compound itraconazole significantly increased when formulated as a solid dispersion with EG/VA, prepared by spray-drying or hot-melt extrusion (7,8). This polymer is currently commercialized by BASF as a filmcoating material; its structure is shown in Fig. 1.

Poly(ethyleneglycol-co-vinylalcohol) or EG/VA (Kollicoat® IR).
A thorough characterization of this copolymer showed that it consists of two semi-crystalline fractions corresponding to the polyethylene glycol (PEG) fraction and the polyvinylalcohol (PVA) fraction (9). The PEG fraction shows a glass transition temperature at −57°C and a melting transition at 15°C; the PVA fraction shows a glass transition temperature around 45°C and a melting transition at 212°C. The semi-crystalline character was confirmed by XRPD at room temperature. The Bragg reflections were comparable to those of PVA, which was not surprising, as the PEG fraction is above the melting point at room temperature. Spray-drying resulted in amorphization of the PVA fraction, while hot-melt extrusion increased the crystallinity of the same fraction. Interestingly, tests with commonly used plasticizers like diethyl phthalate, low-molecular-weight PEG or propyleneglycol revealed that, depending upon both type and concentration of the plasticizer, mixing with only one or both amorphous domains of the copolymer resulted (9). This finding suggests that drug molecules may also mix with one or both amorphous fractions of EV/GA. Since the Tgs of both fractions are significantly different, mixing of drug molecules with one or the other fraction will probably influence the stability of the mixed phases when stored at ambient temperature. The purpose of the present study was to investigate the phase behavior of EG/VA when it is co-processed with a poorly soluble drug. Miconazole was used as model drug, since it can theoretically interact with the alcohol functions on VA and has a Tg in between that of the amorphous PEG fraction and the amorphous PVA fraction (Tg(miconazole) = 1.65°C) (10). In order to investigate the influence of the processing method on the phase behavior, the solid dispersions were prepared by two industrially scalable technologies: spray-drying and hot-melt extrusion. Since the polymer has a higher solubility in water at higher temperature, we additionally investigated the influence of heat pre-treatment of the polymer solution before spray-drying. Additionally, the effect on the mixing behavior and processability of spray-drying the copolymer before using it as an excipient for hot-melt extrusion was investigated.
MATERIALS AND METHODS
Materials
The graft copolymer of ethylene glycol and vinyl alcohol (Mw = ca 45,000 Da) was obtained from BASF (Ludwigshafen, Germany). Miconazole was kindly donated by Janssen Pharmaceutica (Beerse, Belgium).
Sample Preparation
Spray-Drying
The spray-drying process was performed using a Büchi mini spray-dryer B-191 (Büchi, Flawil, Switzerland). All spray-dried powders were obtained from solutions of EG/VA in 40 ml of demineralized H2O and miconazole in 60 ml of ethanol (5% (w/v%) solution in 100 ml solvent). Two different pre-treatments were compared. In the first case, the two solutions were mixed prior to the spray-drying process. In the other case, the aqueous polymer solution was heated to its boiling point and then added to the preheated ethanol solution of miconazole.
The spray-dryer inlet temperature was set at 90°C, the pump rate was 20%, the aspirator was set at 100% and the air flow at 600 L/h. All spray-dried samples were further dried in a vacuum oven at 25°C until constant mass and then analyzed.
The solutions used to prepare spray-dried powders were also used to prepare films. The solutions were cast on a glass plate covered with Teflon® coating and dried at ambient temperature. The solvent evaporation rate was controlled by covering the solutions with a funnel.
Hot-Melt Extrusion
Solid dispersions were prepared with a co-rotating mini twin screw extruder (DSM, Geleen, The Netherlands). The core of this extruder is formed by a mixing compartment consisting of two separable halves and double conical mixing screws. It consist of two controlled heating zones, which were always kept at the same temperature, varying from 110°C till 130°C. The screw speed varied between 94 and 112 rpm. A load of 5 g per run was fed manually into the hopper, and after feeding, the internal circulation time was 5 min. The core of the extruder was purged with nitrogen during extrusion. The extrudates were collected after air cooling at ambient temperature. All samples were stored in a freezer (−27°C) protected from humidity prior to analysis.
Extrudates were prepared from EG/VA as such as well as EG/VA, which was spray-dried prior to hot-melt extrusion.
Modulated Temperature Differential Scanning Calorimetry
MDSC measurements were carried out using a Q2000 modulated DSC (TA Instruments, Leatherhead, UK) equipped with a Refrigerated Cooling System (RCS90). Data were treated mathematically using Universal Analysis software (version 4.4 A, TA instruments, Leatherhead, UK). Glass transition temperatures were measured at half height in the reversing heat flow. Melting temperatures were measured at the peak maxima in the total heat flow. A flow rate of 50 ml/min of nitrogen was used as a purge gas through the DSC cell. TA Instruments standard aluminum pans (Brussels, Belgium) were used for all measurements. The sample masses varied from 2.00 to 5.00 mg (accurately weighed).
The DSC Tzero calibration was performed in two experiments, one without samples or pans (baseline) and the second with large sapphire disks (without pans, weight approximately 100 mg). Octadecane, tin and indium standards were used to calibrate the DSC temperature scale; enthalpic response was calibrated with indium. Heat capacity calibration was performed with a small sapphire disk in a pan. Validation of temperature and enthalpy showed that deviation of the experimental from the theoretical values was less than 0.1°C for the temperature and less than 1% for the enthalpy measurements.
An amplitude of 0.4°C, a period of 40 s and an underlying heating rate of 2.5°/min were applied (9).
X-Ray Powder Diffraction
X-ray powder diffraction (XRPD) was first performed at room temperature on the pure EG/VA and the spray-dried samples. An automated X’pert PRO diffractometer (PANalytical, Almelo, the Netherlands) was used in Bragg-Brentano geometry with a flat sample holder filled using the backloading technique to minimize preferred orientation. A copper tube with the generator set at 45 kV and 40 mA was used. Using a transmission-reflection spinner, it was possible to improve the counting statistics by spinning the sample using a rotation time of 4.0 s. In the incident beam path, a 0.04 radius soller slit, a 10 mm mask, a programmable divergence slit and a fixed anti-scatter slit of 4° were installed. In the diffracted beam path, a programmable anti-scatter slit, a 0.04 rad soller slit and a Nickel filter (0.02 mm thick) were installed. Both the programmable divergence slit and the programmable anti-scatter slit were programmed to constantly irradiate 10 mm. The detector used for data collection was an X’Celerator RTMS detector, with an active length of 2.122°. The data were collected in continuous scan mode with a scan region of 4.0010° until 60.0005° and a step size of 0.0084°. The counting time was 40.005 s. X’pert Data Collector version 2.2.c (PANalytical, Almelo, The Netherlands) was used for data collection, and X’pert Data Viewer version 1.2.a (PANalytical, Almelo, The Netherlands) was used for data visualization and treatment.
For the crystalline miconazole reference diffractograms (polymorph I & II), capillary experiments were performed as the amount of sample was limited. These experiments were performed in 0.7 mm ∅ capillaries (Hilgenberg GmbH, Malsfeld, Germany). Samples were irradiated using a line focus with a length of 12 mm and a width of 0.4 mm. In the incident beam path, a focusing X-ray mirror, a 0.02 rad soller slit, a fixed divergence slit of 0.5° and a fixed anti-scatter slit of 1° were installed. In the diffracted beam path a 0.02 rad soller silt and a fixed anti-scatter slit (2.5 mm) were installed. The same tube, detector, data collector and viewer were used. The data were collected in continuous scan mode with a scan region of 2.0000° till 59.9965° and a step size of 0.0084°. The counting time was 120.015 s.
XRPD at non-ambient temperature was performed with the X’pert PRO diffractometer equiped with an Anton Paar non-ambient chamber model TTK 450 with Liquid Nitrogen Cooling (Anton Paar, Graz, Austria). The incident and diffracted beam path were configured similarly. Spinning was no longer possible; hence, samples were front loaded. The same tube, detector, data collector and viewer were used. Data were collected in a continuous scan mode with a scan region of 4.0040° until 40.0001° and a step size of 0.0167. The counting time was 33.020 s.
The last type of XRPD experiments was performed at room temperature on the extruded samples and on the pure EG/VA in transmission geometry with transmission sample holders using Kapton foils to clamp the samples. All samples were measured without crushing or any other sample preparation with a 2 Theta scan. The transmission-reflection spinner was used with a sample rotation time of 4.0 s. In the incident beam path, a focusing X-ray mirror, an 0.04 rad soller slit, a fixed divergence slit of 0.5° and a fixed anti-scatter slit of 1° were installed. In the diffracted beam path, a 0.04 rad soller silt and a programmable anti-scatter slit were installed. The last one was programmed to keep a fixed 0.5° opening. The same tube, detector, data collector and viewer were used. The data were collected in continuous scan mode with a scan region of 4.0040° until 40.0001° and a step size of 0.0084°. The counting time was 40.005 s.
Analysis of the Miconazole Content of the Solid Dispersions
Approximately 10 mg (accurately weighted) of the solid dispersions were dissolved in approximately 10 g DMSO (accurately weighted), and the miconazole content was determined with HPLC using a series of dilutions of miconazole in DMSO. Experiments were done in triplicate. HPLC analysis was performed with a Merck Hitachi pump L7100, an ultraviolet (UV) detector (L7400) an autosampler (L7200), an interface (D7000) (Merck, Darmstadt, Germany), and a LiChrospher 60 RP-select B (4.0 × 125 mm) (Merck, Darmstadt, Germany). Acetonitrile/Acetate buffer pH 3.5 (60/40; v/v) was used as mobile phase at a flow rate of 1.0 ml/min, all solvents used were HPLC grade. The injection volume was 20 μl and UV detection was used at a wavelength of 237 nm.
RESULTS
Solid Dispersions Prepared Via Spray-Drying
Spray-Drying From Solutions at Ambient Temperature
The reversing heat flow curves of the solid dispersions containing 4, 12, 19, 30 and 40% w/w of miconazole are shown in Fig. 2. Two glass transitions can be distinguished. The second transition around 49°C remains fairly constant for all solid dispersions and corresponds to the glass transition temperature of the PVA fraction of the pure copolymer. The glass transition temperature of the PEG fraction is clearly influenced by the presence of the drug. At a drug load of 4% w/w the Tg shifts to a slightly higher temperature than that of the pure polymer, and when the drug load is 12% w/w, the first glass transition shifts to −41.1°C, and it further increases up to 30% w/w, while no further increase was observed at 40% w/w drug loading (Table I). An overlay of the total heat flow curves shows in all samples a broad endothermic signal between 35°C and 85°C. This is a combination of an enthalpy recovery endotherm that accompanies the glass transition of the PVA fraction (indicated with an asterisk in Fig. 3) and the evaporation of residual solvent (9). From a concentration of 12% w/w of miconazole there is a small endothermic peak visible on top of the broad endothermic signal, pointing to the presence of a crystalline drug phase. Interestingly, at the highest drug loading (40% w/w miconazole), the degree of crystallinity was not only the largest, but the peak onset of the melting transition is also at lower temperature compared to the other ones, indicating the presence of a different polymorph. Accurate determination of the enthalpy of fusion was impossible because of the overlapping events and the double melting peak of miconazole. Fig. 4 shows an overlay of the XRPD diffractograms of the solid dispersions, confirming the presence of different polymorphs. Bragg reflections corresponding to miconazole become visible from a concentration of 19% w/w of miconazole and corresponded to polymorph I. The same was observed for the 30% w/w of miconazole solid dispersion, although there also a small peak of polymorph II seems to be present (at 25.04°, indicated with II(b) in Fig. 4). The diffractogram of the 40% w/w miconazole solid dispersions showed only diffraction peaks corresponding to polymorph II.

MDSC of the solid dispersions spray-dried from solutions at room temperature: reversing heat flow of the solid dispersions with 4%, 12%, 19%, 30% and 40% w/w of miconazole. (↓) indicates the first glass transition temperature (*) indicates the second glass transition temperature.

MDSC of the solid dispersions spray-dried from solutions at room temperature: total heat flow of the solid dispersions with 4%, 12%, 19%, 30% and 40% w/w of miconazole. The (*) indicates the enthalpy recovery endotherm that accompanies the glass transition of the PVA fraction.

XRPD of the different spray-dried solid dispersion (spray-dried from solutions at ambient temperatures). The concentration of miconazole (w/w%) is indicated in the figure. Diffractograms of the two known polymorphs of miconazole were added as reference diffractograms (polymorph I & II, with as scaling factor of 0.3). The solid lines indicate two major diffraction peaks of polymorph I (I(a) 11.47°, I(b) 12.73°), and the dotted lines indicate two major diffraction peaks of polymorph II (II(a) 18.11°, II(b) 25.04°).
Spray-Drying From Pre-Heated Solutions
An overview of the glass transition temperatures of the solid dispersions obtained from the pre-heated solutions is provided in Table II. Again, only two glass transitions could be distinguished. A similar behavior regarding the second glass transition temperature was present: it is independent of the concentration of miconazole in the obtained solid dispersions. When the content of miconazole in the solid dispersions increases, the temperature of the first glass transition increases until a concentration of 31% w/w of miconazole. After that it remained constant.
Fig. 5 shows an overlay of the total heat flow curves of the same solid dispersions. Again, the rather broad endothermic signal between 35°C and 85°C is a combination of an enthalpy recovery endotherm accompanying the glass transition of the PVA fraction of the copolymer (indicated with an asterisk in Fig. 5) and the evaporation of residual solvent. A superposition of a smal endothermic peak is visible on top of this broad endothermic signal from a concentration of 21% w/w miconazole, which indicates melting of crystalline miconazole (also indicated in Table II, the compositions with an asterisk show also a melting endotherm in their thermogram). This endothermic signal becomes more important as the concentration of miconazole increases in the solid dispersions. Two melting peaks can be noticed in the solid dispersions with 31 and 41% w/w of miconazole, indicating the presence of two different polymorphs of miconazole.

MDSC of the solid dispersions spray-dried from the pre-heated solutions: total heat flow of the solid dispersions with 5%, 10%, 14%, 21%, 31% and 41% w/w of miconazole. The (*) indicates the enthalpy recovery endotherm that accompanies the glass transition of the PVA fraction.
Fig. 6 shows an overlay of the XRPD diffractograms of the spray-dried solid dispersions prepared from preheated solutions. Bragg reflections corresponding to miconazole became visible from a concentration of 21% w/w of miconazole and corresponded to both polymorph I and II. For the solid dispersion containing 31% w/w of miconazole, mainly polymorph II could be observed, although the peak at 12.7° (Fig. 6 I(b)) of polymorph I could be distinguished as well, but less clear as for the solid dispersion containing 21% w/w of miconazole. The diffractogram of the 41% w/w solid dispersions showed only diffraction peaks corresponding to polymorph II.

XRPD of the different spray-dried solid dispersion (spray-dried from pre-heated solutions). The concentrations of miconazole (w/w%) are indicated in the figure. Diffractograms of the two known polymorphs of miconazole were added as reference diffractograms (polymorph I & II, with scaling factor of 0.3). The solid lines indicate two major diffraction peaks of polymorph I (I(a) 11,47°, I(b) 12,73°) and the dotted lines indicate two major diffraction peaks of polymorph II (II(a) 18,11°, II(b) 25,04°).
There seemed to be a discrepancy between the MDSC data and XRPD data. MDSC showed for the solid dispersion with 31% w/w miconazole a double peak, indicating the presence of polymorph I and II, while XRPD showed that the polymorph I part was rather limited (only one small peak at 12.7° could be observed). To proof that polymorph II can be converted to polymorph I during heating, the sample was heated during XRPD analysis from room temperature to 58°C, 78°C and 120°C. These temperatures were chosen according to the thermogram of the sample (before, during and after the melting endotherm of miconazole). Fig. 7 shows the overlay of the different diffractograms. By the time the experiment was performed, the sample was already 1 month old. When comparing the diffractogram from Fig. 6 (freshly prepared sample) with the diffractogram of Fig. 7 (bottom diffractogram at 25°C, recorded after 1 month storage), it is clear that over time more polymorph I can be detected (peak at 11.5° and 12.7°). While heating up the sample which contains Bragg peaks for polymorph I and II, polymorph II converts to polymorph I. In the diffractogram recorded at 58°C the peak at 12.7° clearly had a lower intensity (790 counts) compared to the diffractogram at 78°C (1,046 counts). At 78°C, the peaks with the highest intensity correspond to polymorph I, while initially polymorph II was the dominating polymorph. At 120°C all the miconazole seems to be melted, as no corresponding Bragg reflections could be detected, and after cooling, the miconazole does not crystallize but becomes amorphous as only the broad peak corresponding to the copolymer could be detected.

XRPD diffractograms at different temperatures of the spray-dried sample with 31%w/w miconazole prepared from the pre-heated solution (Anton Paar). From bottom to top: the initial diffractogram at room temperature, at 58°C, 78°C, 120°C and after cooling down at 25°C. Diffractograms of the two known polymorphs of miconazole were added as reference diffractograms (polymorph I & II, with scaling factor of 0.3).
Film Casting
Table III gives an overview of the glass transition temperatures of the films prepared from both non-heated and heated solutions. They mainly correspond to the glass transition temperatures of pure EG/VA. All samples show a melting endotherm of miconazole, indicating the presence of a separate crystalline drug phase.
Solid Dispersions Prepared Via Hot-Melt Extrusion
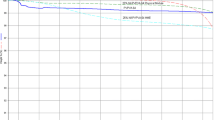
The solid dispersions prepared by hot-melt extrusion with the spray-dried copolymer were prepared under the same conditions as the solid dispersions prepared by hot-melt extrusion with the copolymer as received from the manufacturer. Interestingly, the torque experienced by the extruder at the same process conditions was much lower when using the spray-dried copolymer (Fig. 8). The difference is greater at lower miconazole content, probably due to the fact that miconazole is melted at the extruding temperature, making the physical mixtures in the extruder more liquid as miconazole content increases. As a consequence the contribution of the EG/VA being more or less amorphous (spray-dried or not) has less influence when miconazole content increases.

Torque experienced by the extruder in function of the weight percentage of miconazole in the solid dispersions prepared by hot-melt extrusion.
Hot-Melt Extrusion with the Copolymer as Received from the Manufacturer
The thermogram overlay in Fig. 9 shows the reversing heat flow curves of the solid dispersions with 5, 10, 16, 21, 27, 32, 36, 42 and 43% w/w of miconazole. Only one glass transition temperature can be detected in all the samples (Table IV). This glass transition can be allotted to the PEG fraction mixed with the drug as it shifts to higher temperature when the miconazole content in the solid dispersions increases up to a concentration of 36% w/w miconazole. Analysis of the total heat flow showed that a single melting peak of miconazole appeared in solid dispersions starting from 27% w/w of miconazole (Table IV, composition with an asterisk show also a melting endoterm of miconazole in their thermogram). XRPD measurements confirm these findings (data not shown), although diffraction peaks of miconazole could only be detected in the diffractograms from a 36% w/w miconazole loading or higher. All diffraction peaks correspond to polymorph II, hence confirming the single melting peak.

MDSC of the solid dispersions extrudated with the copolymer as received from the manufacturer: reversing heat flow of the solid dispersions with 5%, 10%, 16%, 21%, 27%, 32%, 36%, 42% and 43% w/w of miconazole. (↓) indicates the first glass transition temperature.
Hot-Melt Extrusion with the Spray-Dried Copolymer
Again, only one glass transition can be determined (Table V). The glass transition temperature shifts to higher temperature with increasing miconazole content up to a concentration of 27% w/w. Analysis of the total heat flow showed that a melting peak of miconazole appeared starting from 17% w/w miconazole. A very small shoulder peak appeared on that of the major melting peak of miconazole, though in XRPD only diffraction peaks of polymorph II could be detected.
DISCUSSION
All solid dispersions prepared by spray-drying with EG/VA as carrier material only display two glass transitions. Previous experiments with plasticizers showed that depending on the type and concentration of the plasticizers, mixing occurred with one or two of the amorphous fractions of EG/VA (9). The present MDSC results show that only the first glass transition temperature shifts to higher temperatures as a function of the miconazole content, proving that miconazole only mixes with the PEG fraction of the copolymer and not with the PVA fraction after spray-drying. A separate amorphous phase of miconazole was never detected, as miconazole crystallizes following demixing with the PEG fraction. Miconazole as received from the manufacturer was shown to be polymorph I, but spray-drying induced in some cases (higher drug loads) the formation of polymorph II, or a mixture of both. These two polymorphs are monotropically related according to the “heat of fusion rule” (11) (polymorph I Tm = 83.6°C and ΔHf = 83 J/g, polymorph II Tm = 78.8°C and ΔHf = 72 J/g). Thus, spray-drying can lead to formation of the less stable crystalline modification of miconazole. An increase of polymorph I can be detected after 1 month of storage for the solid dispersion obtained by spray-drying from the pre-heated solutions containing 31% w/w of drug. Heating up this spray-dried sample that contained both polymorphs revealed that polymorph II converts back to the stable polymorph I during heating.
The kinetic miscibility was higher for the solid dispersions obtained from solutions which were preheated compared to those spray-dried from solutions prepared at ambient temperature. Spray-drying from non-heated solutions yielded solid dispersions showing drug-polymer demixing at 12% w/w miconazole, while for the pre-heated solutions demixing was observed from 21% w/w of drug. Janssens et al. (8) showed already that the use of different solvent mixtures can influence the phase behavior of the solid dispersions with itraconazole and EG/VA. The addition of HCl to the water/ethanol phase in which the EG/VA was dissolved before adding it to the ethanol/CH2Cl2-itraconazole solution showed to have an influence on the stability of the obtained solid dispersions. In the present study, it is not the solvent mixture that is altered but the pretreatment of the solutions. It is well known that the solubility of pure PVA is highly dependent on the saponification degree of the polymer used. Heating up the solution of PVA, a polymer which is highly hydroxylized, increases its solubility in water by breaking up the internal hydrogen bonds. It is also common knowledge that the aqueous solubility of materials with internal hydrogen bonding increases upon heating by breaking of the hydrogen bonds in the material. Thus, in the case of EG/VA, boiling of the polymer solution will possibly also break up some internal hydrogen bonds in the copolymer, thereby increasing the solubility in the solvent and improving the mixing of the drug and polymer chains in the solution. Hence, a higher degree of solid state mixing can be expected from such solution after spray-drying.
Spray-drying is a well-known solvent-based manufacturing method for solid dispersions. In this process, a solution of drug and polymer is atomized to droplets in the micrometer range which are eventually transformed into solid particles. This solidification process usually takes place within milliseconds. Compared to this process, solidification of polymer drug solutions by filmcasting is extremely slow but valuable in gaining information about the importance of kinetics of solvent evaporation on drug-polymer miscibility. Our results clearly show a separate crystalline drug fraction in the case of filmcasting, even at the lowest concentration (5% w/w drug) and points to the metastable nature of the spray-dried solid dispersions.
One single glass transition was observed for all the solid dispersions prepared via hot-melt extrusion. This glass transition could be allotted to the PEG fraction of the copolymer mixed with miconazole as it shifted from −51.6°C to higher temperatures as a function of the amount of miconazole in the solid dispersions. The copolymer EG/VA as such consists of two semi-crystalline fractions, but we already showed in a previous paper that after hot-melt extrusion of the copolymer the PVA fraction crystallizes, both due to shear forces and heat. Therefore, the glass transition temperature of the PVA fraction could no longer be determined after hot-melt extrusion (9). A separate amorphous phase of miconazole was never detected, as miconazole crystallized following demixing from the PEG fraction.
The degree of mixing after hot-melt extrusion was clearly influenced by the pretreatment of EG/VA: no pretreatment or spray-dried. MDSC results showed demixing at 27% w/w miconazole, when the non-spray-dried copolymer was used, while it was observed at 17% w/w miconazole when the spray-dried copolymer was applied. XRPD data confirmed this trend.
We previously reported that spray-drying of the pure EG/VA below 140°C leads to amorphization of the PVA fraction (9). Interestingly, this also seems to influence the extrusion process. We observed a remarkable decrease in the torque when using the spray-dried copolymer compared to the extrusion of the non-spray-dried copolymer. This can be considered as a clear processing benefit, since this will allow extrusion at a lower temperature and torque.
Miconazole was chosen as model compound because of its theoretical possibility to interact with the alcohol function on VA by hydrogen bonding. Nevertheless, the results show that mixing does never occur with the PVA fraction but with the PEG fraction of the copolymer, independent of the manufacturing method. Preliminary tests with pure PEG and pure PVA as carrier material showed that miconazole can mix with PVA, as solid dispersions made with PVA showed a shift in glass transition temperature in function of drug concentration, while the solid dispersions prepared with PEG showed the formation of a separate crystalline phase of miconazole from a 5% w/w content on. This shows that simple prediction of preference of mixing of the drug compound for either of the two fractions of the copolymer is not that straightforward through tests with the pure polymers whereof the copolymer exists.
CONCLUSION
A separate amorphous fraction of miconazole could not be detected in any of the prepared solid dispersions. Miconazole either mixed with the PEG fraction of the copolymer or crystallized in either the same (polymorph I) or a different polymorph (polymorph II) as the starting material, depending upon weight percentage of miconazole and the manufacturing process applied.
Heating of the solutions before spray-drying showed to have an advantage on the kinetic miscibility of the drug in the copolymer. Polymorph II showed to be able to convert to polymorph I over time or under influence of a temperature increase. These two polymorphs are monotropically related, with polymorph I as the most stable form.
When using hot-melt extrusion as manufacturing method, only polymorph II could be detected when demixing with the PEG fraction of EG/VA occurred. Although the use of the spray-dried copolymer for the extrusion process did not show any benefit concerning the kinetic miscibility of the drug and the copolymer, it has a manufacturing advantage. The torque experienced by the extruder is much lower when using the spray-dried copolymer in comparison with the copolymer as received from the manufacturer. Therefore, the extrusion temperature can be lowered, which can be beneficial when processing heat-labile drug compounds.
Comparison between spray-drying and hot-melt extrusion for the production of solid dispersions with EG/VA and miconazole shows that hot-melt extrusion results in a higher degree of mixing.
REFERENCES
Janssens S, Van den Mooter G. Review: physical chemistry of solid dispersions. J Pharm Pharmacol. 2009;61:1571–86.
Leuner C, Dressman J. Improving drug solubility for oral delivery using solid dispersions. Eur J Pharm Biopharm. 2000;50:47–60.
Vasconcelos T, Sarmento B, Costa P. Solid dispersions as strategy to improve oral bioavailability of poor water soluble drugs. Drug Discov Today. 2007;12:1068–75.
Janssens S, Denivelle S, Rombaut P, Van den Mooter G. Influence of polyethylene glycol chain length on compatibility and release characteristics of ternary solid dispersions of itraconazole in polyethylene glycol/hydroxypropylmethylcellulose 2910 E5 blends. Eur J Pharm Sci. 2008;35(3):203–2010.
Janssens S, de Armas HN, Roberts CJ, Van den Mooter G. Characterization of ternary solid dispersions of itraconazole, PEG 6000 and HPMC 2910 E5. J Pharm Sci. 2008;97(6):2110–20.
Six K, Verreck G, Peeters J, Brewster M, Van den Mooter G. Increased physical stability and improved dissolution properties of itraconazole, a class II drug, by solid dispersions that combine fast-and slow dissolving polymers. J Pharm Sci. 2004;93(1):124–31.
Janssens S, Novoa de Armas H, Remon JP, Van den Mooter G. The use of a new hydrophilic polymer, Kollicoat IR®, in the formulation of solid dispersions of itraconazole. Eur J Pharm Sci. 2007;30:288–94.
Janssens S, Anné M, Rombaut P, Van den Mooter G. Spray-drying from complex solvent systems broadens the applicability of Kollicoat IR as a carrier in the formulation of solid dispersions. Eur J Pharm Sci. 2009;37:241–8.
Guns S, Kayaert P, Martens JA, Van Humbeeck J, Mathot V, Pijpers T, et al. Characterization of the copolymer poly(ethyleneglycol-g-vinylalcohol) as a potential carrier in the formulation of solid dispersions. Eur J Pharm Biopharm. 2010;74(2):239–47.
Six K, Verreck G, Peeters J, Augustijns P, Kinget R, Van den Mooter G. Characterization of glassy itraconazole: a comparative study of its molecular mobility below T(g) with that of structural analogues using MTDSC. Int J Pharm. 2001;213:163–73.
Yu L. Inferring thermodynamic stability relationship of polymorphs from melting data. J Pharm Sci. 1995;84:966–74.
ACKNOWLEDGMENTS
SG and PK acknowledge the Agency for Innovation by Science and Technology in Flanders (IWT) for a Ph.D grant. The authors acknowledge financial support from FWO-Vlaanderen.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Guns, S., Dereymaker, A., Kayaert, P. et al. Comparison Between Hot-Melt Extrusion and Spray-Drying for Manufacturing Solid Dispersions of the Graft Copolymer of Ethylene Glycol and Vinylalcohol. Pharm Res 28, 673–682 (2011). https://doi.org/10.1007/s11095-010-0324-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11095-010-0324-2