
Abstract
Corrosion under deposit is one of the main mechanisms responsible of degradation and failure observed on heat exchangers in waste-to-energy plants. In this study, two heat exchanger materials, a low alloy steel (16Mo3) and a nickel-based alloy (Inconel 625) were isothermally exposed in air to two different synthetic ashes with low and high chloride contents at temperatures between 450 and 650 °C in a muffle furnace. After the test, thickness and mass losses were evaluated on two separate samples and metallographic cross sections of the specimens were characterized with a SEM/EDS analyzer. Results were in good agreement and have shown that the corrosion rates of both materials increase with chloride content especially for the ferritic steel. Additionally, it has been observed that corrosion rates increase above the temperature of solidus of salt mixtures, and thus, with the apparition of molten phase.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
High temperature corrosion of superheater’s tubes is a critical problem in waste-to-energy (WtE) plants [1]. Early failure of the superheaters induces important costs of maintenance and a complete shutdown of the facility. Several mechanisms depending on type of waste and boiler’s design are at the origin of this corrosion such as: attack by the flue gas [2–9], corrosion under deposit [6, 10] and corrosion by molten phases [11–13]. In WtE plants, the composition of deposits mainly contains calcium sulfates, oxides, alkali chlorides and sulfates [10]. The flue gas composition containing species like HCl, SO2, O2, H2O, CO2 and temperature conditions were described in literature [14]. A lot of studies have been conducted in order to study resistance of superheater’s materials in different conditions. Corrosion tests made in incinerators provide the advantage of being in real conditions but investigators have low control on the experimental parameters [15–17]. On the other hand, tests performed at laboratory scale allow investigator to control some experimental parameters but temperature gradient between flue gas and tubes is not reproduced as well as in dynamic condition, with erosion-corrosion induced by flue gas [18, 19]. Those limitations have led to the development of corrosion pilots which are able to reproduce those parameters [20–22]. The drawback of such pilots is that only one sample can be tested at the same time and tests are complicated to set up and limited in term of duration. Even if they are less representative of WtE conditions, tests in crucible present the advantage of allowing to test several parameters on different samples in the same run. This work is focused on (i) the influence of chloride content in synthetic ashes and (ii) temperature effect on corrosion kinetics in air atmosphere. Few studies performed in laboratories have been made with representative ashes. They are generally focused on testing deposits composed with one or two species [23–31] or only flue gas corrosion [19, 32, 33]. Two synthetic ashes with same components typically found on top of WtE superheaters tubes and without oxide have been prepared with a different amount of chloride. Two materials, a low alloyed steel (16Mo3) and a Ni-based super-alloy (Inconel 625), were exposed to those ashes between 450 and 650 °C. Those materials are commercial and commonly used in boilers, typically in superheaters and waterwalls. 16Mo3 is a cheap material, with good mechanical properties at high temperature. However, it exhibits low corrosion resistance in those environments [15, 34, 35]. Inconel 625, currently used as weld overlay coatings, exhibits a very good resistance against corrosion in WtE environment as reported in many studies [16–19, 23, 32–34]. However, its cost is very high and its lifetime still limited in severe conditions and high metal temperature. In this work, well controlled crucible tests have been performed in order to shed more light on the effects of chloride content in ashes correlated to temperature of test and so, presence of molten phases in ash deposit. Thickness and mass losses of the alloys were the criterions evaluated during this study, which are more relevant than mass gain or oxide layer thickness in order to establish a lifetime model.
Experimental Procedures
Materials
In this work, the influence of chloride content in deposit without oxide phase (SiO2, Al2O3…) on corrosion resistance of two alloys has been tested: one ferritic steel (16Mo3, Masteel) and one nickel-based superalloy (Inconel 625, Goodfellow). Table 1 presents the elemental steel compositions (wt%) given by Masteel and Goodfellow. The steel samples were cut into cylindrical shapes of 12 × 2 mm (ø × h) and polished with 600 grit SiC paper. Angles were rounded and also polished with 600 grit SiC paper in order to limit stress effect. Before being tested, samples used for mass loss evaluation were weighted with a precision balance (Denver Instrument M-120, accuracy 0.1 mg) and measured with a dial caliper (accuracy of 10 µm) in order to calculate the surface of the sample. Samples used for thickness loss evaluation were also measured with a dial caliper. An average of the thickness is obtained with 20 measurements.
Physical Chemistry of Synthetic Ashes
Two different synthetic ashes were prepared: one chloride rich ash (40 wt% chloride) and one chloride poor ash (10 wt% chloride). They were prepared with NaCl (99 %, SDS), KCl (99.5 %, Roth), Na2SO4 (98 %, VWR), K2SO4 (99 %, Acros Organics) and CaSO4 (97 %, Sigma Aldrich) salts. Their composition is given in Table 2. The compounds were ground to obtain a maximum grain size of 250 µm and mixed together in a shaker (Turbula T2FN) during 24 h. In order to predict the presence of molten phases, thermo mechanical analyses (TMA, Setaram TMA 92 16-18) with a specific assembly presented in Fig. 1 were performed on salt mixtures to determine their solidus temperatures (T sol). Pellets of salt mixture were prepared and placed in an alumina crucible and covered with another piece of alumina. The probe of the TMA followed the displacement of the alumina cover which went down when molten phases appeared. Differential Thermal Analysis (DTA, Setaram TGA 92 16-18) measurements were also performed on salts mixtures. TMA and DTA measurements were performed on both ashes (chloride rich and poor) and on salt mixtures without CaSO4 with same ratios of KCl, NaCl, K2SO4 and Na2SO4 to estimate its effect on the solidus temperature. Additionally, the melt fraction of the NaCl–KCl–Na2SO4–K2SO4 system in the ashes ratios without CaSO4 was also estimated with the thermodynamic software FactSage (6.4 version) [36].

Principle of thermomechanical cell
Corrosion Tests
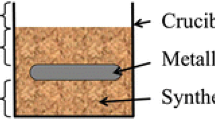
Samples were immersed into an alumina crucible with ashes as describe in Fig. 2 following ISO/DIS 17248 standard [37]. The corrosive powder was flattened by applying a uniform pressure (about 0.04 MPa, corresponding to 40 g/cm2) with a jig in order to keep reproducibility of test. Nevertheless, the air atmosphere was still able to reach the metal/oxide interface. The corrosion tests were performed in muffle furnace (Nabertherm LT15/12/P330, N11/H) under ambient air (no gas flow) at four isothermal temperatures (between 450 and 650 °C). The humidity in the atmosphere corresponded to relative air humidity. The test’s temperatures have been chosen around the solidus temperature (appearance of melting phases) of the synthetic ashes. As well, tests in chloride rich ash were performed at 450, 550, 600 and 650 °C and those in chloride poor ash were run at 450, 500, 550 and 650 °C. Both furnaces were calibrated in temperature with a K thermocouple. Exposure times were 100, 500 and 1000 h.

Scheme of corrosion test settings
Samples Analyses
After the exposure, the specimens used to measure thickness loss were cold mounted in epoxy. Then, the samples were cut off in the middle (in order to obtain two half cylinders) with a manual cut-off machine in dry condition (without water) and the surface was ground with 400, 800, 1200 and 2400 grit SiC papers in dry condition too. These metallographic preparations under dry conditions were used to avoid dissolution of corrosion products and Cl-containing compounds. The metallographic cross-sections were characterized using scanning electron microscopy (SEM) coupled with energy dispersive X-ray spectrometry (EDS) (JEOL J7600F, JEOL JSM-6010/LA). The SEM images were in backscattered electron mode, in order to get phase contrast. Wavelength dispersive X-ray spectrometry (WDS) have been performed on Inconel 625 in order to distinguish Mo and S elements. Standards were used to calibrate the instrument in order to get reliable quantitative analyses. The thickness loss of samples was measured on an assembly of SEM pictures as shown in Fig. 3. Thickness measurements were performed with a microscopy software (AxioVision SE64). The average thickness loss is calculated by subtracting the average of 20 residual thickness of the sample to the initial thickness measured before the test (which is an average of 20 measurements). The error bar represents the standard deviation of the 20 measurements of thickness loss. Corrosion product scales (oxide, sulfide…) were removed from specimens used to evaluate the weight loss by chemical washing following ISO/DIS 17248 standard [37]. Inconel 625 samples were dipped in a heated (60 °C) solution containing 18 % of sodium hydroxide and 3 % of potassium permanganate during 20–30 min, then in a solution of ammonium citrate (10 %) in the same conditions. 16Mo3 samples were dipped in hydrochloric acid (20 %) doped with hexamethylenetetramine. The washed samples were weighted and the masses were compared to those before test. Preliminary tests have shown that none of the two alloys were corroded in chemical washing solutions.

Example of corroded sample: SEM picture of 16Mo3 (after 500 h at 650 °C in chloride poor ash) and thickness loss measurements
Results and Discussion
In the first part of this paper, chemistry of synthetic ashes is discussed. Then, the discussion will be focused on the mass losses of both materials versus temperature of exposure. The next part deals with of thickness losses of samples. Finally, the SEM/EDS studies of the corrosion products formed on tested materials are presented and discussed.
Chemistry of Ashes
Presence of molten phases in salt mixture is known to increase the corrosion rate [1, 46]. In order to anticipate the presence of molten phases in contact with the alloy, solidus temperatures of the different synthetic ashes has to be known. Three complementary methods have been combined to estimate them: DTA analysis, TMA analysis and, in addition, an estimation of the melt fraction from thermodynamic calculation (Fig. 4) has also been done on two ashes as defined in Table 3. They correspond to ashes defined in Table 2 but without CaSO4 and while keeping proportions between chlorides and sulfates. The use of these two ashes is due to the fact that CaSO4 cannot be considered because its interactions with the other salts are not defined in the FTsalt database [36]. The results of DTA and TMA measurements are compiled in Table 3. Solidus temperatures determined by DTA are close to 510 °C for all four salt mixtures. TMA measurements exhibits lightly higher values than DTA. So, an interval ranging from DTA and TMA temperatures is considered on T sol for the rest of the study. One can note that liquidus temperatures measured by DTA are close for #1b and #1 ashes and for #2b and #2 ashes. Factsage modelling for salt without CaSO4 seems to be in good agreement with DTA results. Consequently one can suggest that in this range of temperature, CaSO4 doesn’t have an influence on the behavior of the ashes. CaSO4 seems to be spectator in the mixture. That is why, even if Factsage modelling doesn’t include CaSO4, the results of calculation give an indication on the fraction of molten phase in the salt mixture. Indeed, even if the temperature of solidus is the same for both salt mixtures without CaSO4 (around 517 °C), the evolution of melt fraction is different above T sol. Thus, and considering binary [38–43] and ternary phases diagrams [39] and the proportion of CaSO4 in both ashes #1 and #2 (Table 2), CaSO4 can be considered as playing an effective role but only on the fraction of melt. For the chloride poor ash (#2b), chlorides and sulfates are in equally weighted proportion; Tliq is reached at 560 °C. At this temperature, 100 % of NaCl–KCl–Na2SO4–K2SO4 phase is molten but they represented only 20 wt% of #2 ash which contains CaSO4 (80 wt%). For the chloride rich ash (#1b), NaCl–KCl–Na2SO4–K2SO4 mixture is in 40/40/10/10 proportion and T liq is reached at 626 °C. This molten mixture represents 50 wt% of the chloride rich ash #1 containing 50 wt% of CaSO4. The evolution of the melted fraction of the two ashes with CaSO4 is drawn in Fig. 4. Below 560 °C, the weight fraction of molten phases is the same. Above this temperature, the weight fraction of molten phases stays constant for the chloride poor ash (#2) and increases until 626 °C for the chloride rich ash (#1). To conclude, even if the liquidus temperature of the chloride poor ash (#2b) is lower than that of the chloride rich ash (#1b), the fraction of molten phases is always lower or equal. The corrosion rate should be more important for ash #1 than for ash #2.

Melted weight fraction of salt mixtures calculated with the FTsalt database [36]
Corrosion Tests
Mass Loss
Figure 5 shows mass losses of both alloys at temperatures between 450 and 650 °C in the two ashes as a function of time. Mass losses measurements gave a global loss of samples but didn’t take into account localized corrosion instead of thickness loss measurements. It has to be considered that the straight lines which are connecting the dots are not relevant and are just here to help readers. For both materials, observed mass losses increased with temperature. In all tested conditions, Inconel 625 (Fig. 5c, d) samples were less corroded than 16Mo3 (Fig. 5a, b) and showed very low attacks below 600 °C. On the contrary, 16Mo3 is already attacked at 450 °C in both ashes with mass loss below 10 mg/cm2. Mass losses observed were much more important above 550 °C for both ashes. The highest mass loss was observed on 16Mo3 in chloride rich ash at 650 °C (about 160 mg/cm2). In the same way, the highest mass loss of Inconel 625 was observed in chloride rich ash after 1000 h of exposure (about 90 mg/cm2). The rest of this study will be focused on 500 h of exposure. After this exposure time, samples were sufficiently attacked in order to compare them and corrosion profiles remained not too complicated to interpret. Figure 6 shows the resulting mean corrosion mass loss of both alloys after exposure to the two synthetic ashes after 500 h. The temperature of solidus (T sol) of both ashes is also represented on the graph by the TMA–DTA interval. Inconel 625 exhibited negligible mass loss under T sol contrary to 16Mo3 which showed significant mass losses starting from 450 °C in both ashes. Two different corrosion rates were observed below and above T sol in both ashes and the chloride rich ash seemed to be more corrosive than the poor one. Overall, mass losses observed on Inconel 625 were five times smaller than those of 16Mo3 in the same conditions for long term exposure. The influence of the increase of chloride content was even more evident on this plot for 16Mo3 alloy: mass losses observed are more important with an higher chlorides content. Mass losses also showed that corrosion rates increased above T sol of ash due to the presence of molten phases. Few studies are presenting mass loss of samples and none in similar conditions. Nevertheless, those values are in the same order of magnitude as those found by Spiegel et al. [44] in the case of exposure of Inconel 625 in 36CaSO4/21PbSO4/21K2SO4/15Na2SO4/7ZnSO4 (wt%) deposit at 600 °C during 360 h for Inconel 625.

Mass loss measured on 16Mo3 steel (a, b) and on Inconel 625 alloy (c, d) after exposure to chloride poor and chloride rich ashes at five different temperatures versus time (h)

Mass loss of 16Mo3 steel and Inconel 625 alloy after 500 h of exposure to chloride poor ash (dash line) and chloride rich ash (solid line) versus temperature
Thickness Loss
Figure 7 shows the corrosion thickness losses of both alloys after exposure to the two synthetic ashes after exposition of 500 h. The T sol of both ashes is also represented on the graph as for mass losses. The scales of plots are different for Inconel 625 and 16Mo3 in order to make them easier to read. As for Figs. 5 and 6, it has to be considered that the straight lines which are connecting the dots are not relevant and are just here to help readers. It appears that accurate thickness loss was difficult to define when the attack on the metal is small. Indeed, the total measurement error was close to the observed thickness loss. Attacks observed at low temperature (under T sol) were low and quite uniform, and the thickness losses were close of uncertainty of measurement. However, thickness losses on both alloys were slightly higher in chloride rich ash than in chloride poor. In both synthetic ashes, thickness losses increased significantly above the T sol which is probably due to the presence of molten phases especially for the low alloy steel. The maximum of thickness loss observed for 16Mo3 was about 260 µm in chloride rich ash at 650 °C. For Inconel 625, the maximum was about 70 µm in the same conditions. The maximum of thickness loss of both alloys were observed in chloride rich ash at 650 °C as for mass losses. It seems that turning point of corrosion rate was localized around the T sol for both ashes: the appearance of molten phases increased corrosion rates. Low steel alloy exhibited the highest thickness loss and the gap between the two materials increased above T sol. In addition, the increase of chloride content induced more severe corrosion on both alloys, which was in good agreement with observations made on mass losses. As for mass loss, no studies were performed in similar conditions in literature, but thickness losses observed are comparable with other corrosion tests performed in laboratory scale [17, 18, 34, 35]. Instead of mass loss, thickness loss gave more information on local corrosion. Indeed, the thickness loss was an average of twenty measurements and the error bar gave also a minimum and a maximum of thickness loss which reflected localized corrosion. However, cross sections at low temperature analyzed in the third part confirm that mass loss, which is discussed in the first part, seemed to be a more relevant criterion to evaluate the corrosion at low temperature.

Thickness loss measured on 16Mo3 steel (a) and Inconel 625 alloy (b) after 500 h of exposure to chloride poor and chloride rich ashes versus temperature, Doted and straight lines are guide for the eyes in order to emphasize the two kinetics below and above T sol
SEM/EDS Studies of the Corrosion Products in Chloride Poor and Rich Ashes
At Low Temperature −450 °C
16Mo3
Figure 8 presents SEM images of 16Mo3 after 500 h of exposure in both ashes at 450 °C and shows that even at this temperature (which is below the temperature of solidus of the ash), the iron based alloy was already attacked. In both salt mixtures, a multi scale oxide layer was observed. An oxide layer about 40 μm (two layers of approximately 20 μm) mainly composed of iron oxide (most likely Fe3O4, according to EDS semi quantitative analysis), was observed on 16Mo3 exposed to chloride poor ash. This oxide layer was dense with formation of separate oxide sheet. For sample exposed to chloride rich ash, an oxide layer about 160 µm was observed. This layer was composed of multiple and dense iron oxide (most likely Fe2O3) sheet which appeared to be non-continuous. No internal attack was detected below T sol on both samples. Those low temperature corrosion profiles were similar to the ones observed by Enestam et al. [31] in similar conditions with only KCl and NaCl deposit at 500 °C after 168 h and those observed by Lehmusto et al. [23] under KCl deposit at 500 °C after 168 h. They both obtained corrosion layer about 100–200 μm.

Cross section of 16Mo3 steel after 500 h of exposure in chloride poor (a) and chloride rich (b) ashes at 450 °C
Inconel 625
Very low attack was detected on Inconel 625 at 450 °C in both ashes which is in accordance with mass and thickness losses. Only a very thin and dense chromium-rich oxide layer (less than 1 μm) was formed on Inconel 625 at this temperature.
At High Temperature −650 °C
16Mo3
As seen with mass and thickness losses, severe corrosion was observed above T sol. At 650 °C, degradations observed on ferritic steel were more severe than at 450 °C as shown in Fig. 9. In both case, oxide layers were mixed with ashes’ compounds and look as precipitate as porous layers above the molten phase. The thicknesses of those oxide scales were up to 500 µm, mainly composed of iron-rich oxide in both salt mixtures. However, the oxide scale observed on sample exposed to chloride poor ash seemed to be less porous than in chloride rich ash which seemed to be pulverulent. Sulphur was detected together with iron (according to EDS analyses) in the scale (bright areas in Fig. 9a, b). For both ashes, an important amount of alkali chlorides (from ashes) were found between non damaged metal and oxide scales. Internal pitting with an important quantity of chlorine at the metal/oxide interface was also observed in both ashes as shown in the element maps in Fig. 9c. Reaction between chlorides and oxide seemed to be occurring here since salt elements were detected into oxide layer as shown in the element maps (Fig. 9c).

Cross section of 16Mo3 steel after 500 h exposure in chloride poor (a) and chloride rich (b) ashes at 650 °C and element maps (c) of sample exposed to chloride rich ashes
Inconel 625
Figure 10 shows SEM images of Inconel 625 after 500 h of exposure to chloride poor and chloride rich ashes at 650 °C. Inconel samples were distinctly attacked at this temperature. Thickness of corrosion products was about 120 µm for chloride rich ash and around 200 µm for chloride poor ash. Both corrosion profiles exhibited similar stratification. Three main corrosion products were detected on both samples based on SEM/EDS analyses: Cr2O3, NiO and NiS. In both cross sections, non-continuous Cr2O3 oxide scales were found at the alloy/oxide interface, in the middle and at the top of the oxide layer. NiS was also found at different levels of the oxide scale but was always surrounded by NiO which was itself surrounded by chromium oxide, except when NiS was close of alloy/oxide interface. Chromium free zones were also observed in the metal at alloy/oxide interface. Dechromised thicknesses were about 15 µm in chloride rich ash and about 50 µm in chloride poor ash. An important quantity of chlorides was observed at metal/oxide interface as shown in the element maps in Fig. 10c.

Cross section of Inconel 625 steel after 500 h exposure in chloride poor (a) and chloride rich (b) ashes at 650 °C and element maps (c) of sample exposed to chloride rich ashes
Discussion
Observations made on 16Mo3 samples (Fig. 8) at low temperatures (450 °C) showed corrosion mainly due to alkali chlorides, and lack of molten phases. Non adherent oxide scales obtained after exposure to both ashes were lamellar with a larger thickness in chloride rich ash due to an higher chloride content at the interface. The separate oxide sheet profiles observed at low temperature on 16Mo3 samples were typical of corrosion under deposit and attack by gaseous chlorine [3]. Desquamation of those oxide scales may be due to mechanical strain and volatile chloride formation at the metal/oxide interface. FeCl2 has not been clearly identified by analyses but its presence was suspected since an high chlorine content was detected at the metal/oxide interface without being associated with alkali metal. This layer of chlorine also explained the absence of iron oxide in direct contact with non-damaged iron. In chloride rich ash, the presence of an higher chlorine fraction increased the formation of FeCl2 (g) and induced more desquamation. Those observations were in good agreement with mass and thickness losses reported in Figs. 5 and 7. In chloride rich ash, the aspect of the oxide layer was even flakier. In absence of HCl in air atmosphere as it is the case in this study, source of Cl2 (g) for active oxidation is assumed to come from reaction of iron with alkali chlorides to form ferrites (Eq. 1) [45]. Jonsson et al. [26] have also shown that a small amount of solid KCl induced corrosion on iron starting from 400 °C with formation of FeCl2 (Eq. 2) [45]:
Those ferrites were difficult to identify since corrosion products were mixed with salt mixtures compounds, but Soutrel has suggested a corrosion mechanism producing ferrites when iron reacted with alkali chloride at similar temperatures [47]. Grabke et al. have also proposed similar mechanisms with formation of ferrites from reactions between alkali chlorides and iron oxides [4]. Chlorine formed by those reactions could attack iron to form FeCl2 in low oxygen pressure environment in agreement with Grabke [3] according to the following reaction [45]:
The initial step could also be considered with direct formation of FeCl2 [45]:
Those reactions (3, 4, 5) were supposed to occur at metal/oxide interface at low oxygen pressure. Gaseous FeCl2 could then react with oxygen to form iron oxides at higher oxygen pressure [45]:
Then reactions between iron oxides and solid chloride or Cl2 (g) seemed to be thermodynamically unlikely (according to HSC calculations). Figure 11 presents calculated vapor pressure of gaseous chlorides as a function of temperature. Those values (from 10−8 atm at 450 °C to 10−5 atm at 650 °C) are non-negligible and can allow reactions between gaseous chloride and oxides [45]:

Chloride vapor pressure as a function of temperature (°C)
Gibbs free energies of those reactions as a function of temperature are presented in Fig. 12. All reactions with gaseous chloride exhibited lower Gibbs free energies than same reactions with solid chlorides. The increase of chlorine content in chloride rich ashes promoted reactions with chlorine, which explained the higher corrosion rate in those ashes.

Gibbs free energy of iron reactions as a function of temperature (°C)
At higher temperature, the appearance of molten phases induced dissolution of protective oxide scale and more severe corrosion as shown in Fig. 9. Rapp [46] described the fluxing mechanism which leads to dissolution of oxide scale as a function of environment’s basicity.
The estimation of molten phase percentage made with Factsage software and presented in the chemistry of ashes part (Fig. 4) showed that the chloride rich ash contained an higher molten phase fraction than the chloride poor ash due to its higher chloride content. This might explain the higher corrosion observed on samples exposed to chloride rich salt mixture on which an high concentration of chloride was observed at iron/oxide scale interface as seen on element maps (Fig. 9c).
Inconel 625 exhibited good resistance to both ashes as long as no molten phase was found. This can be explained by the formation of a thin, continuous and dense Cr2O3 oxide layer. This layer was protective as long as no molten phase was present. However, at high temperature (when molten phases appeared), the observed corrosion layer showed that Cr2O3 was not protective anymore. Ishitsuka et al. showed that chromium is easily dissolved in molten chloride/sulfate mixture [12]. Oxide scales observed in Fig. 10 were composed of the same sequence stratigraphy which was supposed to be formed as proposed in Eqs. 10–13. As for 16Mo3, source of Cl2 (g) was assumed to come from reaction of chromium with alkali chloride to form chromates and chromites [45]:
Then Cr2O3 could be formed by chlorination [45]:
Gibbs free energies of those reactions as a function of temperature are presented in Fig. 13. This chromium oxide layer might have reacted with chloride to form non-continuous and non-protective dichromate scale [47] leaving an alloy poor in chromium at the interface:

Gibbs free energy of chromium reactions as a function of temperature (°C)
This chromium poor alloy was then attacked forming NiS scale until the poor chromium phase was completely destroyed as [45, 48]
The residual non-damaged alloy having enough chromium to form Cr2O3 again, the same sequence of oxide was repeated. In the growing process of those oxide scales, the external part of NiS scale was oxidized to form NiO. NiS was always surrounded by NiO except when NiS was close to alloy/oxide interface. The effect of chloride content in ashes is less pronounced on Inconel 625 than on 16Mo3. However, the highest mass loss was observed in chloride rich ash at 650 °C for this alloy.
Conclusion
The purpose of this study was to evaluate the influence of chloride content in synthetic ashes representative of WtE deposits on the relative resistance of two heat exchanger materials at high temperature. Two synthetic ashes were prepared and tested: 5NaCl–5KCl–5Na2SO4–5K2SO4–80CaSO4 and 20NaCl–20KCl–5Na2SO4–5K2SO4–50CaSO4 (wt%). Corrosion tests were performed in air at temperature between 450 and 650 °C on two alloys: 16Mo3 and Inconel 625. Temperatures of solidus of ashes have been determined using three different methods: DTA, TMA and FactSage modelling.
Those temperatures were important as they indicated the presence of molten phases in the deposit and could be related to a change of corrosion mechanism and kinetics of both materials.
Nickel based superalloy (Inconel 625) exhibited very low attack at low temperature (under T sol) in both ashes contrary to ferritic steel (16Mo3) which was corroded even at 450 °C.
At this temperature (450 °C), corrosion under deposit was the mechanism responsible of the attack. Corrosion rate also increased with the chloride content of ashes.
Corrosion increased for both alloys with temperature and accelerated above T sol of the ash, due to the appearance of molten phases.
Both evaluation methods, thickness loss and mass loss, were in good agreement and showed that increasing chloride content in ash leaded to bigger amount of molten phases, and so, to higher corrosion, especially for low alloy steel (16Mo3).
References
Y. Kawahara, Corrosion Science 44, 2002 (223).
D. Bramhoff, H. J. Grabke and H. P. Schmidt, Effects of Hydrogen Chloride and of Nitrogen in the Oxidation of Fe-20Cr, (Springer, Netherlands, 1989), p. 335.
H. J. Grabke, Materials at High Temperatures 11, 1993 (23).
H. J. Grabke, E. Reese and M. Spiegel, Corrosion Science 37, (7), 1995 (1023).
M. Spiegel and H. J. Grabke, Materials and Corrosion (Germany) 47, (4), 1996 (179–189).
N. Otsuka, Corrosion Science 44, (2), 2002 (265–283).
K. Weulersse, G. Moulin, P. Billard and G. Pierotti, Materials Science Forum 461, 2004 (973).
A. Ruh and M. Spiegel, Materials and Corrosion 57, (3), 2006 (237–243).
P. Viklund, High temperature corrosion during waste incineration. Characterization, causes and prevention of chlorine-induced corrosion, Licentiate Thesis (Kungliga Tekniska Högskolan, Stockholm, 2011).
J. Reichelt, G. Pfrang-Stotz, B. Bergfeldt, H. Seifert and P. Knapp, Waste Management 33, (1), 2013 (43–51).
M. Takemura, M. J. McNallan, Environmental effects on molten chloride accelerated corrosion in waste incineration systems corrosion/95, Paper, (568), 1995.
T. Ishitsuka and K. Nose, Corrosion Science 44, (2), 2002 (247–263).
R. A. Rapp, K. S. Goto. The hot corrosion of metals by molten salts. In Proceedings of the Second International Symposium on Molten Salts (Vol. 81, No. 10, p. 159). Physical Electrochemistry Division, Electrochemical Society (1981).
P. Steinmetz and C. Rapin, Materials Science Forum 251, 1997 (505–518).
K. Persson, M. Broström, J. Carlsson, A. Nordin and R. Backman, Fuel Processing Technology 88, (11), 2007 (1178–1182).
A. Phongphiphat, C. Ryu, Y. B. Yang, K. N. Finney, A. Leyland, V. N. Sharifi and J. Swithenbank, Corrosion Science 52, (12), 2010 (3861–3874).
P. Viklund, A. Hjörnhede, P. Henderson, A. Stålenheim and R. Pettersson, Fuel Processing Technology 105, 2013 (106–112).
B. A. Baker, G. D. Smith, L. E. Shoemaker, Performance of Commercial Alloys in Simulated Waste Incineration Environments. CORROSION/2001, Paper, (183), 2001.
H. J. Grabke, M. Spiegel and A. Zahs, Materials Research 7, (1), 2004 (89–95).
Y. Kawahara, M. Kira, M. Ike, Effect of Gas Temperature and Its Fluctuation on the High Temperature Corrosion of WTE Boiler Materials. CORROSION 2001, 2001.
F. Lebel, C. Rapin, J. F. Mareche, R. Podor, X. Chaucherie, P. Y. Guernion and J. M. Brossard, Materials Science Forum 595, 2008 (271–280).
J. M. Brossard, I. Diop, X. Chaucherie, F. Nicol, C. Rapin and M. Vilasi, Materials and Corrosion 62, (6), 2011 (543–548).
J. Lehmusto, P. Yrjas, B. J. Skrifvars and M. Hupa, Fuel Processing Technology 104, 2012 (253–264).
J. Pettersson, N. Folkeson, L. G. Johansson and J. E. Svensson, Oxidation of Metals 76, (1–2), 2011 (93–109).
D. Bankiewicz, P. Yrjas, D. Lindberg and M. Hupa, Corrosion Science 66, 2013 (225–232).
T. Jonsson, N. Folkeson, J. E. Svensson, L. G. Johansson and M. Halvarsson, Corrosion Science 53, (6), 2011 (2233–2246).
T. Varis, D. Bankiewicz, P. Yrjas, M. Oksa, T. Suhonen, S. Tuurna, K. Ruusuvuori and S. Holmström, Surface and Coatings Technology 265, 2015 (235–243).
A. Ruh and M. Spiegel, Corrosion Science 48, (3), 2006 (679–695).
Y. S. Li, M. Spiegel and S. Shimada, Materials Chemistry and Physics 93, (1), 2005 (217–223).
J. Lehmusto, B. J. Skrifvars, P. Yrjas and M. Hupa, Corrosion Science 53, (10), 2011 (3315–3323).
S. Enestam, D. Bankiewicz, J. Tuiremo, K. Mäkelä and M. Hupa, Fuel 104, 2013 (294–306).
Y. Kawahara, Materials and Corrosion 57, (1), 2006 (60–72).
G. D. Smith, D. J. Tillack, S. J. Patel and E. A. Loria, Superalloys 718, 625, 706 and Various Derivatives, (The Minerals Metals & Materials Society, Warrendale, 2001), p. 35.
S. Andersson, E. W. Blomqvist, L. Bäfver, F. Jones, K. Davidsson, J. Froitzheim, M. Karlsson, E. Larsson and J. Liske, Waste Management 34, (1), 2014 (67–78).
W. W. Luo, Z. D. Liu, Y. T. Wang and R. J. Yang, Procedia Engineering 36, 2012 (212–216).
C. W. Bale, P. Chartrand, S. A. Degterov, G. Eriksson, K. Hack, R. B. Mahfoud, J. Melancon, A. D. Pelton and S. Petersen, Calphad 26, (2), 2002 (189–228).
ISO/DIS 17248, AFNOR, (2014)
J. J. Rowe, G. W. Morey, C. S. Zen. The quinary reciprocal salt system Na, K, Mg, Ca/Cl, SO4—a review of the literature with new data, Geological Survey Professional Paper (US) 741, 1–37, 1972
J. M. Sangster, A. D. Pelton, Critical Coupled Evaluation of Phase Diagrams and Thermodynamic Properties of Binary and Ternary Alkali Salt Systems, Special Report to the Phase Equilibria Program, Part B: Evaluations for 54 common-ion binary systems involving (Li, Na, K) and (F, Cl, OH, NO3, CO3, SO4), American Ceramic Society, Westerville, Ohio, 4–231, 1987
J. Mochinaga, H. Ohtani and K. Igarashi, Denki Kagaku Oyobi Kogyo Butsuri Kagaku 49, 1981 (19).
J. J. Rowe, G. W. Morey and I. D. Hansen, Journal of Inorganic and Nuclear Chemistry 27, (1), 1965 (53–58).
H. Mueller, Beilage-band 30, 1910 (36).
A. G. Bergman and M. S. Golubeva, Doklady Akademiia Nauk SSR 89, 1953 (471–473).
M. Spiegel, Materials and Corrosion 51, (5), 2000 (303–312).
A. Roine, HSC Chemistry Version 4.1. (Outokumpu Research Organization, Pori, 1999).
R. A. Rapp, Corrosion Science 44, (2), 2002 (209–221).
F. Soutrel, Comportement de metaux purs (Fe, Ni, Cr ET Al) et de leurs alliages dans des conditions simulant celles rencontrees en incinerateur d’O. M. (Doctoral dissertation), 1998.
R. A. Rapp and N. Otsuka, ECS Transactions 16, (49), 2009 (271–282).
Acknowledgments
This work has been supported by the French National Research Agency with Project ANR SCAPAC 11-RMNP-0016 in partnership with, AIR LIQUIDE, SEDIS and CIRIMAT/ENSIACET. The authors thank S. Mathieu of the service of microscopy and microanalyses (SCMEM) of the Faculty of Science and Techniques of Nancy (France) for carrying out SEM analyses and L. Aranda of Institut Jean Lamour, Nancy (France) for carrying out TMA and DTA analyses.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Schaal, E., David, N., Panteix, P.J. et al. Effect of Chloride Content in Ash in Oxidation Kinetics of Ni-Based and Fe-Based Alloys. Oxid Met 84, 307–327 (2015). https://doi.org/10.1007/s11085-015-9556-1
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11085-015-9556-1