
Abstract
The cyclic oxidation of a variety of chromia-forming ferritic stainless steels has been studied in the temperature range 700–900°C in atmospheres relevant to solid-oxide fuel-cell operation. The most detrimental environment at 800°C and 900°C was found to be air with 10% water vapor. This resulted in excessive oxide spallation or rapid scale growth. Impurities in the alloys, particularly Al and Si, were found to have a significant effect on the oxidation behavior. Oxide growth was slow at 700°C but the higher-Cr-content alloys were observed to form sigma-phase at this temperature. The sigma phase formation was accelerated by higher silicon contents, and remarkably, by the presence of water vapor in the exposure environment. Alloys containing Mn were observed to form an outer layer of MnCr2O4 over the chromia scale. The potential for this overlayer to suppress reactive evaporation of the chromia scales has been analyzed.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Solid-oxide fuel cells provide a potential way to generate electricity with high efficiency and low pollution. The operating principles of fuel cells have been known for over 100 years and low-temperature fuel cells provided the electric power on all the Gemini and Apollo spacecraft. However, fuel cells have not achieved widespread commercial use for a number of economic and technical reasons.
One of the most important technical challenges for planar solid-oxide fuel cells, which operate in the temperature range 700–900°C, is the design of interconnects (current collectors). These components, in addition to drawing off the electric current, must separate the anode compartment of one cell from the cathode compartment of the adjacent cell. This means that one side of an interconnect is exposed to the fuel, typically hydrogen or hydrocarbons in which the oxygen partial pressure is low, and the other side is exposed to the oxidant, which is typically air. The requirements for interconnects have been reviewed recently.1–4 Interconnect material requirements include a variety of physical, chemical, and electrical properties. The optimal interconnect material would have the following properties:
-
1.
Low electrical resistivity.
-
2.
Impermeability to anode and cathode gases.
-
3.
Stability in both anode and cathode gases under thermal cycling conditions.
-
4.
Chemical compatibility with other cell components.
-
5.
Close match in coefficient of thermal expansion with other components.
-
6.
Good mechanical properties.
-
7.
High thermal conductivity.
-
8.
Ease of fabrication.
-
9.
Low cost.
Metallic interconnects are attractive in that they have favorable values of properties 2, 6, 7, 8, and 9. Metallic materials also have low electrical resistance, but they react with the gases to form oxide layers, which generally have high electrical resistivity. Oxidation resistant alloys are designed to form one of three protective oxides: alumina, silica, or chromia. Of these the electrical resistivities of alumina and silica are much too high for interconnect applications. Exact values of the resistivities of oxides depend on numerous factors but approximate values of the resistivities of silica, alumina, and chromia at 800°C in air are presented in Table I.
Chromia scales grow much faster than alumina or silica but the resistivity of chromia is sufficiently lower to allow chromia-forming alloys to be considered as a “compromise” as interconnects. The coefficient of thermal expansion of chromia-forming ferritic steels matches that of the ceramic components, particularly in the case of the common anode supported SOFCs. The oxidation behavior of this class of alloy under conditions relevant to SOFC operation is the subject of this paper.
Previous Studies of Metallic Interconnect Materials
A number of studies have been conducted on chromia-forming metallic-interconnect materials, particularly with regard to their stability in the cathode and anode gases.
Cathode Gas
The cathode gas provides the oxidant for the cell and will generally consist of air. England and Vircar5 oxidized thin foils of the commercial Ni-base alloys Inconel 625, Inconel 718, Hastelloy X, and Haynes 230 in air under isothermal conditions at temperatures between 800 and 1100°C. All the alloys formed scales consisting essentially of chromia, and the apparent parabolic rate constants varied over more than an order of magnitude e.g. between 1 × 10−15 and 2.8 × 10−14 g2/cm4s at 800°C.
Quadakkers et al.6 have studied chromium-base alloys since they have lower coefficients of thermal expansion than the nickel-base alloys. The addition of a Y2O3 dispersion improved the mechanical strength and lowered the oxidation rates of the alloys. A significant problem with Cr (and chromia-forming alloys) which has been recognized for many years7 is the reactive evaporation of chromia scales. This is a particular problem in the cathode gas since the CrO3 partial pressure increases with oxygen partial pressure, as illustrated in Fig. 1.8 The volatile species are reduced at electrochemically active sites on the cathode during SOFC operation, which inhibits the required oxygen reduction.9 Analysis of the Cr vapor species10 indicates water contents above about 0.01% in air result in partial pressures of CrO2(OH)2 which exceed the partial pressure of CrO3. This will be discussed in more detail in a subsequent section of this paper.

Vapor species diagram for the Cr–O system at 1250 K from Ref. 7.
A number of investigators have studied the behavior of ferritic stainless steels as interconnect materials since they have a good thermal expansion match with typical ceramic components of SOFCs. Huang et al.11 studied the isothermal oxidation of ferritic Fe – 26 wt% Cr alloys in air reporting a k P of 8.8 × 10−14 g2/cm4s at 800°C. Brylewski et al.12 reported a similar value of 8.5 × 10−14 g2/cm4s for Fe-16 wt% Cr. Quadakkers et al.13,14 have developed model alloys based on the philosophy of:
-
i.
Using La additions to slow the growth rate of the chromia scale and improve the adherence of the scale to the alloy.
-
ii.
Making additions of Ti and Mn to form spinels on the chromia scale to reduce CrO3 evaporation.
-
iii.
Maintaining Al and Si levels as low as possible to prevent the formation of electrically insulating alumina or silica layers.
(The last point is quite important in that many commercial Fe- and Ni-base alloys, which are nominally chromia-formers, contain sufficient Al and/or Si so that, under certain exposure conditions, alumina or silica can form between the chromia layer and the alloy.)
The work of Quadakkers et al has lead to the commercialization by ThyssenKrupp VDM of a ferritic alloy, Crofer 22 APU, specifically designed for fuel-cell applications. Yang et al.15 have reported the results of cursory studies of the oxidation behavior of this alloy.
The area specific resistance (ASR) was reported in Ref. 11 for scales formed during 24 h exposures in air at 900°C. The ASR measured at 900°C with Ag electrodes was on the order of 0.02 Ωcm2. Quadakkers et al.13 performed in-situ measurements of the ASR of chromia scales forming at 800°C on one of the modified ferritic alloy alloys described above. The ASR (measured at 800°C) after 100 h of oxidation was approximately 0.01 Ωcm2 and increased to approximately 0.1 Ωcm2 after 8000 h.
Anode Gas
The anode gas consists of the fuel (typically hydrogen or hydrocarbons) and the products of combustion (water vapor and, possibly, CO and CO2). England and Vircar16 oxidized thin foils of the commercial Ni-base alloys Inconel 625, Inconel 718, Hastelloy X, and Haynes 230 in hydrogen, which was saturated with water at 40°C under isothermal conditions at temperatures between 700 and 1100°C. The growth rate of the chromia scales at 800°C were higher than those observed in air5 for the same alloys and the electrical resistance of the scales was higher than for those formed in air.
Quadakkers et al.17–19 have studied pure Cr and yttria-dispersed Cr at 950 and 1000°C in Ar/H2/H2O mixtures. They too observed larger mass gains in H2/H2O mixtures but correctly point out that this is the result of mass losses from CrO3 evaporation in air, which are minimal at the reduced oxygen partial pressures in H2/H2O mixtures. One rather surprising result of this study was that the chromia scales were substantially more adherent when formed in H2/H2O mixtures than in dry air. It is well documented that spallation of alumina scales is accelerated by water vapor20,21 so these results for chromia are in need of further study.
Quadakkers et al. reported the chromia scales formed on ferritic stainless steels in simulated anode gas at 800°C were thinner than those formed in air13,14. Brylewski et al.12 reported similar values of k p for oxidation in 94H2/6H2O and air.
Dual-Atmosphere Exposures
Yang et al.22 observed a change in the oxide formed on stainless steels in air when a simulated anode gas was present on the opposite side of the specimen. They hypothesized that this is the result of H diffusing from the anode side and affecting the oxide growth on the cathode side.
This paper presents results for the oxidation of ferritic stainless steels in single atmospheres which form a baseline for understanding oxidation in dual atmosphere conditions.
Experimental procedures
Cyclic Oxidation
The cyclic oxidation of a range of ferritic stainless steels has been evaluated under a range of conditions pertinent to fuel-cell operation. The alloys were: (Nominal compositions in Wt%)
-
E-BRITE (Fe-26 Cr-1 Mo – 0.2 Si)
-
26Cr Ferritic (Fe-26Cr-1-Mo-2Mn-4.5Ni-1Si-1Al)
-
AL 453 (Fe-22 Cr-0.6 Al-0.3 Mn+0.1Ce/La)
-
Crofer22 APU (Fe-22Cr-0.5Mn-0.08 Ti-0.016P-0.06 La)
The exposure conditions included:
-
T = 900°C and 700°C (Limited experiments were performed at 800°C)
-
One-Hour Cycles (45 min. hot, 15 min. cold)
-
Atmospheres
-
Dry Air (Simulated Cathode Gas)
-
Air + 0.1 atm H2O (Simulated Moist Cathode Gas)
-
Ar/H2/H2O (Simulated Anode Gas) (\({p_{{\rm O}_2} = 10^{-17}}\) atm at 900°C and 10−20 at 700°C)
-
The exposure apparatus used for these exposures is shown schematically in Fig. 2.

Schematic diagram of the apparatus used for cyclic oxidation exposures with controlled partial pressures of water vapor.
Specimen Characterization
Following exposure the oxidation products and alloy microstructure were characterized using X-ray diffraction (XRD), scanning-electron microscopy (SEM) and energy-dispersive X-ray analysis (EDS).
Results and discussion
Cyclic Oxidation at 900°C
The experiments at 900°C were designed as accelerated tests. The duration of the test was 2000 cycles, which corresponded to 1500 h at temperature (900°C). Based on the temperature dependence of the parabolic rate constants reported for oxidation of Fe-26 wt% Cr in air,11 exposure for 1500 h at 900°C should result in a chromia-scale thickness comparable to that formed after about 16,000 h at 800°C. Thus, if one can assume the same oxidation mechanisms at 800 and 900°C, these experiments should simulate an exposure at 800°C for 16,000 h of hot time. In the latter case 2000 cycles would correspond to the specimen being cycled to room temperature with a frequency of approximately twice per day. Since cyclic degradation can depend on cycle frequency, it is not clear how many cycles at 800°C would produce similar degradation. Correlation between the accelerated tests with operating conditions is an ongoing theme of this project.
The oxidation kinetics for exposure in dry air (simulated cathode gas) are presented in Fig. 3. The mass gains for Crofer22 APU correspond to literature values for the isothermal oxidation of ferritic alloys in air11 while the mass gains for Fe-26Cr ferritic are somewhat smaller and those for Al 453 are somewhat larger. The oxidation curves do not give evidence for substantial scale spallation. The results for duplicate specimens under all exposure conditions were in good agreement. Therefore, subsequent plots will present the average data for the two specimens in a single curve.

Weight Change vs Time plots for duplicate specimens of ferritic alloys exposed in dry air (simulated cathode gas) at 900°C using 1-hour cycles.
Figure 4 presents the corresponding oxidation kinetics in simulated anode gas. The mass gains for Fe-26 Cr ferritic and Crofer are similar and are similar to those reported for isothermal oxidation of ferritic alloys in hydrogen-water vapor atmospheres.12 The mass gains for AL 453 are larger.

Weight Change vs Time plots for duplicate specimens of ferritic alloys exposed in Ar/H2/H2O (simulated anode gas) at 900°C using 1-hour cycles.
Figure 5 presents the oxidation kinetics in air containing 10% water vapor. This gas does not directly simulate a fuel-cell atmosphere. However, with the use of air, there are the possibilities that the air has not been dried, small seal leakages occur, or hydrogen diffuses to the cathode side and reacts with oxygen; therefore, it is not unreasonable to anticipate that the cathode gas may contain water vapor in some situations. The mass changes for Fe-26Cr ferritic are similar to those in dry air. However, the mass gains are far larger for Crofer, and AL 453 than those observed in either of the other two atmospheres. These observations are consistent with measurements of oxide thickness (presented in Table II) and metallographic observations to be described below. It is important to note that the simple analysis in the table can be compromised by both specimen deformation and internal oxidation, particularly in the case of Crofer, yielding significant differences between measured and calculated values.

Weight Change vs Time plots for duplicate specimens of ferritic alloys exposed in air +10% H2O (simulated moistened cathode gas) at 900°C using 1-hour cycles.
Figure 6 presents cross-section micrographs of Fe-26Cr ferritic after exposures in all three atmospheres at 900°C. The scales are similar and are consistent with the similar oxidation kinetics observed in the three environments. The external scale consists of Cr2O3 and there is a fine distribution of Al-rich precipitates in the alloy below the scale. Figure 7 shows more detail of the alloy/scale interface for Fe-26Cr. There is a substantial amount of silica at this interface. It is not clear if this phase was responsible for the lack of acceleration of scale growth for exposures in air +10% H2O. However, it is believed that oxide spallation is primarily responsible for the thinner scales observed on Fe 26 Cr in this atmosphere. Figure 8 shows a macroscopic surface photograph of Fe-26Cr ferritic after 847 cycles showing circular spalled areas. Other areas were also observed where there were circular areas of thin oxide, which appeared to have reformed in spalled areas on subsequent cycles. Spalling is also consistent with the data in Table II. The experimental mass gain for Fe-26Cr Ferritic in wet air is substantially smaller than that calculated from the oxide thickness. The mass changes in air +0.1 atm H2O may also be influenced by evaporation of CrO2(OH)2, as will be discussed below.

Cross-section micrographs of Fe-26%Cr ferritic after exposure in dry air (a), air +10% H2O (b), and Ar/H2/H2O (c) atmospheres at 900°C.

Cross-section micrographs of Fe-26%Cr ferritic after exposure in dry air (a), air +10% H2O (b), and Ar/H2/H2O (c) atmospheres at 900°C showing details of the alloy/scale interface.

Macroscopic photograph showing freshly spalled and re-grown areas on the surface of Fe-26Cr Ferritic (847 cycles, 1/10 atm H2O).
Figure 9 presents cross-section micrographs of Crofer after exposure in all three environments. The specimen exposed in dry air had a continuous layer of MnCr2O4 at the scale/gas interface with a chromia layer beneath. Figure 10 indicates some internal oxidation below the chromia layer. These oxides were found to be Al-rich, although Al is not listed as an intentional component of this alloy. The specimen exposed in wet air exhibited a very thick scale, which is consistent with the large mass gain in this atmosphere. However, the MnCr2O4 is present as discontinuous particles at the scale/gas interface rather than as a continuous layer. Figure 11 shows a macroscopic photograph of a Crofer specimen oxidized in wet air. This specimen is severely warped, presumably because of the extensive oxidation. Specimens exposed in dry air and simulated anode gas did not exhibit this deformation. The specimen exposed in simulated anode gas showed very little MnCr2O4 at the scale/gas interface and the chromia scale appeared somewhat ‘friable”. The micrograph of this specimen in Fig. 10 also shows an inclusion running parallel to the rolling direction of the sheet. This was identified as a La-rich oxide. Similar inclusions, as well as Ti-nitrides were found throughout the as-received alloy.

Cross-section micrographs of Crofer after exposure in dry air (a), air +10% H2O (b), and Ar/H2/H2O (c) atmospheres at 900°C.

Cross-section micrographs of Crofer after exposure in dry air (a), air +10% H2O (b), and Ar/H2/H2O (c) atmospheres at 900°C, showing more detail of the scales.

Macroscopic photograph of a Crofer specimen exposed in air +10% H2O showing extensive warpage.
Figures 12 and 13 present cross-section micrographs of AL 453 exposed in the three environments. The striking feature in all environments is the extensive internal oxidation of Al below the chromia scale. Table II indicates the measured mass gain of this alloy in all three environments is substantially larger than that calculated from the thickness of the external scale. The oxygen uptake in forming the internal oxides is responsible for this difference. An additional feature of this alloy is the appearance of a layer of metallic Fe–Cr between the internal-oxidation zone and the external chromia scale. The origin of this layer has not yet been determined. One possibility is extrusion of metal out from the zone of internal oxidation as the alumina precipitates form. This phenomenon is discussed more fully below.

Cross-section micrographs of AL453 after exposure in dry air (a), air +10% H2O (b), and Ar/H2/H2O (c) atmospheres at 900°C.

Cross-section micrographs of AL453 after exposure in dry air (a), air +10% H2O (b), and Ar/H2/H2O (c) atmospheres at 900°C, showing more detail of the scales.
In summary, accelerated cyclic-oxidation testing at 900°C has been investigated. The most detrimental environment was found to be air with 10% water vapor. This resulted in excessive oxide spallation from Fe-26Cr ferritic and rapid scale growth on Crofer22 APU and AL 453. Huczkowski et al.23 have explained the accelerated oxidation of Crofer as resulting from the internal oxidation of Si and Al causing metallic protrusions. This presumably increases the effective surface area of the alloy. However, Fig. 9 does not indicate a significant difference in the amount of internal oxidation or metal protrusions between the specimens exposed in dry air and air plus water vapor. Therefore, it is not clear why the scale on Crofer grows faster in the presence of water vapor.
Cyclic Oxidation at 800°C
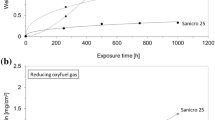
The accelerated oxide growth rate on Crofer at 900°C, when exposed in air with 10% water vapor, prompted further investigation of this phenomenon at 800°C. In addition to Crofer several other alloys were studied. These included JS-3, a model alloy (Fe-23Cr-0.39Mn-0.05Ti-0.09La, wt%),with Si and Al contents less than 0.01 wt%, and a second heat of Crofer (termed “New Crofer”) in which more care was used to reduce the Al and Si impurities, both provided by Dr. J. Quadakkers, Forschungszentrum, Jülich. E-brite and Fe-26Cr-Ferritic were also included in this experiment. The cyclic oxidation kinetics in air with 10% water vapor are presented in Fig. 14. The Crofer from the original heat exhibited accelerated oxidation similar to that at 900°C whereas the Crofer from the second heat (with lower Si and Al impurities) and JS-3 did not exhibit this tendency. The 26 Cr Ferritic and E-brite began to show mass losses after short times as a combined result of spallation and scale evaporation.

Weight Change vs Time plots for duplicate specimens of ferritic alloys exposed in air +10% H2O (simulated moistened cathode gas) at 800°C using 1-hour cycles.
Figure 15 is a cross-section micrograph of Crofer after exposure for 2000 h. It shows significant internal oxidation of Al and silica forming at the scale alloy interface. Figure 16 shows a cross-section of the purer Crofer from the second heat. There is substantially less internal oxidation but there is still a significant amount of metal protruding into the scale. Figure 17 shows a cross-section of JS-3. There is some internal oxidation but no metal protruding into the scale. Huczkowski et al.23 observed most of the internal oxides to be TiO2. However, some of the particles in Fig. 17 are alumina and silica.

Cross-section micrograph of Crofer after exposure in air +0.1 atm H2O for 2000 h at 800°C.

Cross-section micrograph of “New Crofer” after exposure in air +0.1 atm H2O for 2000 h at 800°C.

Cross-section micrograph of JS-3 after exposure in air +0.1 atm H2O for 2000 h at 800°C.
Cyclic Oxidation at 700°C
Figures 18, 19, and 20 show the mass change vs. exposure time for samples at 700°C in dry air, Ar/H2/H2O, and air +0.1 atm H2O, respectively. In all cases, AL 453 exhibited the largest mass gains, followed by Crofer and the 26 Cr Ferritic alloy. In the moist-air environment, the 26 Cr alloy showed small initial mass gains, but began to lose mass after ∼400 cycles.

Weight Change vs Time plots for duplicate specimens of ferritic alloys exposed in dry air (simulated cathode gas) at 700°C using 1-hour cycles.

Weight Change vs Time plots for duplicate specimens of three ferritic alloys exposed in Ar/H2/H2O (simulated anode gas) at 700°C using 1-hour cycles.

Weight Change vs Time plots for duplicate specimens of ferritic alloys exposed in air +10% H2O (simulated moistened cathode gas) at 700°C using 1-hour cycles.
Figure 21 presents cross-section micrographs of Fe-26Cr Ferritic after exposures in all three atmospheres at 700°C. The scales are similar. The external scale consists of Cr2O3 and there is a fine distribution of Al-rich precipitates in the alloy below the scale and Si-rich particles are present at the scale/alloy interface. The experimental mass change for Fe-26Cr Ferritic in wet air was observed to go negative after about 400 cycles. As was the case of the 900°C experiments, the mass changes in air +0.1 atm H2O may be influenced by evaporation of CrO2(OH)2, as will be discussed below. All of the Fe-26Cr specimens exposed at 700°C formed sigma-phase. The details of the formation of this undesirable brittle phase will be discussed in detail below.

Cross-section micrographs of Fe – 26% Cr ferritic alloy after exposure in atmospheres of dry air (a), Ar/H2/H2O (b), and air +10% H2O (c) for 2000 one hour cycles at 700°C.
Figure 22 presents cross-section micrographs of Crofer after exposure in all three environments. The specimen exposed in dry air had a layer of MnCr2O4 at the scale/gas interface with a chromia layer beneath although the layer was not as well developed as that at 900°C. There was also formation of internal Al-rich oxides at this temperature, and these oxides had a tendency to form into semi-continuous bands. Bands of Si-rich oxides formed at the alloy/chromia interface.

Cross-section micrographs of Crofer 22APU after exposure in atmospheres of dry air (a), Ar/H2/H2O (b), and air +10% H2O (c) for 2000 one hour cycles at 700°C.
Figure 23 presents cross-section micrographs of AL 453 exposed in the three environments. In all environments there was extensive internal oxidation of Al below the chromia scale, and these oxides formed virtually continuous films. Metallic regions were observed above the internal Al-oxides for the specimens exposed in air but were absent for exposures in SAG.

Cross-section micrographs of AL 453 after exposure in atmospheres of dry air (a), Ar/H2/H2O (b.), and air +10% H2O (c.) for 2000 one hour cycles at 700°C.
Oxide Evaporation
A significant problem with Cr (and chromia-forming alloys), which has been recognized for many years,7 is the reactive evaporation of chromia scales. The formation of CrO3 by the reaction
becomes significant at high temperatures and high oxygen pressures. The oxygen-pressure effect is illustrated in Fig. 1.8 (In the presence of water vapor, the predominant evaporating species may become CrO2 (OH)2 whose partial pressure increases with increasing H2O partial pressure, as indicated in Fig. 24.10) The evaporation of CrO3 results in the continuous removal of the protective Cr2O3 scale so the diffusive transport through it is rapid. The effect of the volatilization on the oxidation kinetics has been analyzed by Tedmon.7 The instantaneous change in scale thickness is the sum of two contributions: thickening due to diffusion and thinning due to volatilization.
where k′d is a constant describing the diffusive process and k′s describes the rate of volatilization. This equation can be rearranged to yield
which, upon integration, yields:
where C is an integration constant to be evaluated from the initial conditions. Taking x = 0 at t = 0
Initially, when the diffusion through a thin scale is rapid, the effect of CrO3 volatilization is not significant, but as the scale thickens, the rate of volatilization becomes comparable and then equal to the rate of diffusive growth. This situation, paralinear oxidation, results in a limiting scale thickness, x o, for which dx/dt = 0. Setting this condition in equation 3 yields
This problem, which is more serious in rapidly flowing gases, is one of the major limitations on the high temperature use of Cr2O3 forming alloys and coatings.
Evaporation is a particular problem in the cathode gas of solid oxide fuel cells (SOFCs) since the CrO3 partial pressure increases with oxygen partial pressure, as illustrated in Fig. 1. The volatile species are reduced at electrochemically active sites on the cathode during SOFC operation, which inhibits the required oxygen reduction.8 Analysis of the Cr-vapor species10 indicates water contents above about 0.1% in air result in partial pressures of CrO2(OH)2 which exceed the partial pressure of CrO3. Thus, maintaining the cathode gas as dry as possible is desirable.

Plot showing the effect of water vapor on the volatility of Cr2O3 at 950°C after Ref. 10.
Figures 1 and 24 are constructed for unit activities of Cr and Cr2O3, i.e. evaporation at high oxygen partial pressures occurs from pure chromia. However, examination of the equilibrium constant for reaction 1
shows that, for a fixed oxygen partial pressure, the partial pressure of CrO3 will decrease as the activity of chromia is reduced. Other things being equal, the evaporation rate should be directly proportional to the CrO3 partial pressure. Therefore, the presence of an outer oxide layer with reduced chromia activity could slow the scale evaporation. Coatings of La0.9Sr0.1CrO3 have been applied to ferritic alloys to limit CrO3 evaporation.24
The formation of a complex oxide over a chromia layer can also occur naturally during oxidation of some alloys. Spinels (MCr2O4) have been observed to form over chromia scales growing on alloys containing the transition metals Fe, Ni, Co, and Mn. In some cases the spinels form before the chromia layer becomes continuous (transient oxidation), but in others the spinel forms by outward diffusion of the transition metal through the chromia layer. Outer layers containing Fe and Mn have been known to form on stainless steels for many years.25 This is somewhat remarkable since the steel usually only contain about 1% Mn. The high mobility of Mn ions in chromia is also in agreement with theoretical studies.26 Crystal-field theory calculations of the difference in stabilization energies for cations on octahedral versus tetrahedral sites in the hexagonal oxide ion sublattice of chromia lead to the prediction that the mobility of divalent cations should increase in the order Ni2+:Cu2+:Co2+:Fe2+:Mn2+.26 Figure 9 shows cross-sectional micrographs of Crofer 22, which contains approximately 0.5 wt% Mn, after exposure at 900°C in dry air. An outer layer of MnCr2O4 can be observed at the scale/gas interface. This layer is particularly well developed for the specimen oxidized in dry air.
The diffusion properties in the chromia will control the development of an outer spinel layer, but the thermodynamic properties of the individual spinels will determine how much they decrease the activity of chromia. Tretjakow and Schmalzried27 performed an extensive study of the thermodynamic properties of the spinels of Cr with Fe, Ni, Co, Mg, and Cu over the temperature range 1000–1500 K. They found that the standard Gibbs free energy change for the reaction
was very similar for all the spinels, which would suggest they all would be similarly effective in lowering the activity of chromia. Unfortunately, Mn was not included in this study, and no data are listed for MnCr2O4 in the available thermodynamic data compilations.28 In the present study the available thermodynamic data28 were used to catalog the properties of the spinels for which data are available and then to estimate the thermodynamic data for MnCr2O4. The data were used to estimate the partial pressure of CrO3 which would stand in equilibrium with each spinel at typical SOFC operating temperatures.
Thermodynamic Calculations
The standard Gibbs free energies of formation (Δ G°) for Cr2O3, Al2O3, FeO, NiO, CoO, MnO, MgO, FeCr2O4, NiCr2O4, CoCr2O4, MgCr2O4, and MnAl2O4, were taken from reference 28 over the temperature range of interest 1000–1300 K. Data for the reaction
were reported at one temperature (1373 K) in reference.29 This allowed the calculation of ΔG° for MnCr2O4 at 1373 K and estimates of the standard entropy change (ΔS°) for the reaction
were used to extrapolate the data to lower temperatures. Figure 25 shows ΔG° for reaction 8 for Fe, Ni, Co, and Mg. The data for Fe, Ni, and Mg are similar while the values for Co are somewhat more negative. Fig. 26 presents the extrapolated data for Mn with the data for Ni as a basis for comparison. It is clear that MnCr2O4 is much more stable than the other spinels. The data from Fig. 26 were used to calculate the equilibrium constant for reaction 10 which allowed the calculation of the activity of chromia, assuming saturation with MnO. Insertion of this value in equation 7 allowed calculation of the CrO3 partial pressure in equilibrium with MnCr2O4 in air. These values are plotted in Fig. 27 along with those for unit activity of chromia and those for LaCrO3. (The latter were calculated by inserting the activity data for chromia in LaCrO3 from reference10 and presumably refer to La2O3-saturation.) Figure 27 indicates that the CrO3 partial pressure, and therefore, the evaporation rate from a chromia forming alloy could be reduced by two orders of magnitude if a layer of MnO-saturated MnCr2O4 could be made to reliably form on the surface. A dense, artificially applied coating of LaCrO3 could, in principle, achieve another order of magnitude reduction.
It should be noted that the low values of CrO3 partial pressure indicated to be in equilibrium with MnCr2O4 and LaCrO3 in Fig. 27 were calculated assuming MnO and La2O3 saturation, respectively. If layers of these compounds are present over a chromia film and begin to equilibrate with the underlying chromia the activity of chromia will increase and this will result in an increase in the CrO3 partial pressure. In the limit of the layers becoming Cr2O3 saturated the chromia activity will be unity, and the CrO3 partial pressure will be given by the line for Cr2O3 in Fig. 27. The rate and extent of such equilibration will be determined by transport in the outer layer as well as loss of CrO3 to the gas phase.

Standard free energy as a function of temperature changes for the reaction of transition metal oxides with chromia to form spinel.

Standard free energy changes for the reactions of NiO and MnO with chromia to form the respective chromates. (The two lines for MnCr2O4 were obtained by using two different techniques for estimating Δ S°.)

Partial pressures of CrO3 in equilibrium with Cr2O3, La2O3-saturated LaCrO3, and MnO-saturated MnCr2O4 as a function of temperature.
All of the above comments will also pertain to the reduction of the partial pressure of CrO2(OH)2 over chromia-containing spinels in atmospheres containing water vapor.
Formation of Oxide-free Zone Below the Chromia Scale
A number of the cross-section micrographs presented above indicate oxide-free metallic regions between the external chromia scale and a zone of internal oxidation. In the case of Crofer these regions were in the form of metallic globules protruding into the chromia scale, Figs. 9, 10, 15, 16 and 22. In the case of AL 453 a continuous, or nearly continuous, region formed below the chromia scale, Figs. 12, 13, and 23.
These regions have formed by plastic flow of metal from the zone of internal oxidation because of stresses produced by the volume increase associated with the internal oxide particles. This phenomenon was apparently first reported by Darken30 for the internal oxidation of Ag-base alloys. It was studied in detail by Guruswamy et al.31 who observed oxide-free Ag nodules on the surface of Ag-In alloys after internal oxidation in air at temperatures in the range 500–700°C. It was proposed that dislocation pipe-diffusion controlled creep was the mode of stress relief and Ag transport. Similar observations have been made for the internal oxidation of Ni–Al32 and Ni–Al–Si33,34 alloys. The amount of metal transported has been observed to be proportional to the volume of internal oxides produced. This is qualitatively the result of the current investigation in that there is a much larger oxide-free region for AL453 than Crofer which is consistent with a larger internal oxide volume for AL453. Such a region has apparently formed locally above a single large internal oxide particle in 26 Cr Ferritic in Fig. 21a. The previous observations of this phenomenon have generally been for the case of internal oxidation with no external scale formation. Guan et al.35 studied the internal oxidation of Ni–Al–Si alloys under a NiO scale but did not report an oxide-free region for an oxidation temperature which had produced an oxide-free layer of Ni on the surface in the absence of an external scale. Huczkowski et al.23 show several examples of metallic protrusions under chromia scales and comment that they can accelerate the oxidation rate.
Sigma-Phase Formation
Figure 21 shows that a second phase formed in the Fe-26 Cr ferritic alloy during exposure at 700°C. Figure 28 shows the XRD pattern for a Fe-26 Cr ferritic specimen exposed for 2000 hours at 700°C in air +0.1 atm H2O. Many of the peaks match with the chromia lines, the ferrite lines, or the sigma phase lines. This analysis proved that the sample did in fact contain the sigma phase.

X-ray diffraction pattern for 26 Cr Ferritic alloy exposed at 700°C in air +0.1 atm H2O for 2000 h.
The approximate compositions of the sigma phase and the ferrite were determined by EDS analysis. The results show significant increases in the amount of chromium (∼35 wt%) and molybdenum (3–4 wt%) in the sigma phase regions when compared to the initial composition. The surrounding ferrite is slightly depleted of those elements. The silicon content appears to not be greatly affected, with only a slight enrichment in the sigma phase.
Figure 29 shows E-brite that had been exposed in dry air at 700°C in 50 h increments to 500 h. Only a small amount of the sigma phase is seen after 200 h, but with time, more is seen in each successive micrograph. The sigma phase nucleates at intersections of ferrite grain boundaries with the free surface and propagates inward.

Cross-sections of E-brite exposed at 700°C in dry air in 50 h increments after (a) 200 h, (b) 250 h, (c) 300 h, (d) 350 h, (e) 400 h, (f) 450 h, and (g) 500 h.
The micrographs of Fe-26 Cr ferritic exposed in dry air at 700°C in 50 h increments up to 500 h are shown in Fig. 30. Again, there is only a small amount of sigma phase observed in the sample exposed for 200 h. As the exposure time is increases, the amount of sigma phase also increases.

Cross-sections of 26 Cr Ferritic exposed at 700°C in dry air in 50 h increments after (a) 200 h, (b) 250 h, (c) 300 h, (d) 350 h, (e) 400 h, (f) 450 h, and (g) 500 h.
The sigma phase was observed only in E-brite and Fe-26Cr ferritic that had been exposed at 700°C in the three atmospheres that were studied. This can be explained if the Fe–Cr phase diagram is examined (see Fig. 31). E-brite and Fe-26Cr ferritic both contain 26% chromium, which is more than the other alloys that were investigated. In Fig. 31, point A (700°C, 26% chromium) is within the region where sigma forms, but point B (900°C, 26% chromium) is outside of this region. However, sigma phase formation is also strongly influenced by other elements in the alloy.

The Fe–Cr phase diagram showing regions in which σ-phase can form.
E-brite contains 1.0% molybdenum and 0.2% silicon. The Fe-26 Cr ferritic also contains 1.0% molybdenum, but has approximately 1.0% silicon. Additions of molybdenum and silicon will increase the rate of sigma-phase formation.36 However, Fe-26 Cr ferritic contains considerably more silicon than E-brite. It has been reported that Si is extremely potent in accelerating sigma-phase formation.37,38 This was indeed observed in that the formation of sigma phase was more extensive in Fe-26Cr ferritic than E-brite. Tetsui et al.38 have reported that a high-purity Fe-30Cr alloy did not form sigma phase after 500 h at 650°C. Therefore, alloy purity may be an important avenue of study for production of high-Cr interconnects which are resistant to sigma-phase formation.
The development of the sigma phase was observed to be strongly influenced by the environment in which the specimens were exposed. Figure 32 shows a cross-section of Fe-26Cr ferritic which was exposed in dry air for 2000 cycles. The sigma phase, which nucleated at the surface, has penetrated a distance of approximately 50 μm into the alloy. Figure 33 show a cross-section of the same alloy which was exposed in simulated anode gas for 2000 cycles. Sigma phase was observed to form all the way to the center of the 1 mm-thick specimen. Similarly, Fig. 34 shows the cross-section of a specimen exposed for 2000 cycles in air plus 10% water vapor. The sigma phase has formed all the way to the center of the specimen and the volume fraction of sigma phase appears to be even larger than that in Fig. 33. Figures 33 and 34 suggest that the presence of water vapor is influencing the nucleation and/or growth of the sigma phase. This somewhat remarkable result of a metallic phase transformation being influenced by an external atmosphere is the subject of continuing experiments.

Cross-section of 26 Cr Ferritic exposed at 700°C in dry air for 2000 h showing σ-phase only formed near the surface.

Cross-section of 26 Cr Ferritic exposed at 700°C in Ar/H2/H2O for 2000 h showing σ-phase formed throughout the cross-section.

Cross-section of 26 Cr Ferritic exposed at 700°C in air +0.1 atm H2O for 2000 h showing σ-phase formed throughout the cross-section.
Summary and conclusions
The cyclic oxidation of a variety of ferritic stainless steels has been studied in the temperature range 700–900°C in atmospheres relevant to solid-oxide fuel-cell operation. The most detrimental environment at 800°C and 900°C was found to be air with 10% water vapor. This resulted in excessive oxide spallation from Fe-26Cr ferritic and E-brite and rapid scale growth on Crofer22 APU and AL 453. The oxidation behavior of the alloys varied considerably based on the Cr concentration and the presence of other minor elements, whether added intentionally (e.g. reactive elements) or remaining as impurities (e.g. Si, Al).
Oxide growth was slow at 700°C but the higher-Cr-content alloys were observed to form sigma phase at this temperature. The sigma phase formation was accelerated by higher silicon contents and, remarkably, by the presence of water vapor in the exposure environment.
Alloys containing Mn were observed to form an outer layer of MnCr2O4 over the chromia scale. The potential for this overlayer to suppress reactive evaporation of the chromia scales has been analyzed.
References
Yang Z. G., Stevenson J. W., Singh P. (2003) Advanced Materials and Processes 161(6):34
Zhu W. Z., Deevi S. C. (2003) Materials Science and Engineering A348:227
Yang Z. G., Weil K. S., Paxton D. M., Stevenson J. W. (2003). Journal of the Electrochemical Society 150:A1188
Quadakkers W. J., Piron-Abellan J., Shemet V., Singheiser L. (2003) Materials at High Temperatures 20:115
England D. M., Virkar A. V. (1999) Journal of the Electrochemical Society 146:3196
W. J. Quadakkers, H. Greiner, and W. Köck, Metals and Alloys for High Temperature SOFC Application in Proc. First European Solid Oxide Fuel Cell Forum, U. Bossel, ed. 1994, p. 525
Tedmon C. S. (1966) Journal of the Electrochemical Society 113:766
Birks N., Meier G. H. (l983) Introduction to High Temperature Oxidation of Metals. Edward Arnold, London
W. J. Quadakkers, H. Greiner, W. Köck, H. P. Buchkremer, K. Hilpert, and D. Stöver, The Chromium Base Metallic Bipolar plate – Fabrication, Corrosion and Cr Evaporation. in Proc. Second European Solid Oxide Fuel Cell Forum, B. Thorstensen, ed. 1996, p. 297
Hilpert K., Das D., Miller M., Peck D. H., Weiss R. (1996) Journal of the Electrochemical Society 143:3642
Huang K., Hou P. Y., Goodenough J. B. (2000) Solid State Ionics 129:237
Brylewski T., Nanko M., Maruyama T., Przybylski K. (2001) Solid State Ionics 143:131
W. J. Quadakkers, T. Malkow, J. Pirón-Abellán, U. Flesch, V. Shemet, and L. Singheiser, Suitability of Ferritic Steels for Application as Construction Materials for SOFC Interconnects. in Proc. Fourth European Solid Oxide Fuel Cell Forum, A.J. McEvoy, ed. 2000, p. 827
J. Pirón-Abellán, V. Shemet, F. Tietz, L. Singheiser, W. J. Quadakkers, and A. Gil, Ferritic Steel Interconnect for Reduced Temperature SOFC. in Proc. Solid Oxide Fuel Cells VII, H. Yokokawa and S.C. Singhal, eds. (The Electrochem. Soc., 2001, p. 811)
Yang Z. G., Hardy J. S., Walker M. S., Xia G., Simner S. P., Stevenson J. W. (2004) Journal of the Electrochemical Society 151:A1825
England D. M., Virkar A. V. (2001) Journal of the Electrochemical Society 148:A330
A. Gil, H. J. Penkalla, M. Hänsel, J. Norton, W. Köck, and W. J. Quadakkers, The Oxidation Behaviour of Cr Based ODS Alloys in H2/H2O at 1000°C. in IX Conf. On Electron Microscopy of Solids, 1996, p. 441
W. J. Quadakkers, J. F. Norton, J. Penkalla, U. Breuer, A. Gil, T. Rieck, and M. Hänsel, SNMS and TEM Studies on the Oxidation Behaviour of Cr-Based ODS Alloys. in Microscopy of Oxidation 3, S.B. Newcomb and J. A. Little, eds., Inst. of Materials, 1996, p. 221
W. J. Quadakkers, J. F. Norton, S. Canetoli, K. Schuster, and A. Gil, Hot Stage Microscopy of the Nucleation and Growth of Oxide Scales on Cr and Cr-Based Alloys. in Microscopy of Oxidation 3, S. B. Newcomb and J. A. Little, eds., Inst. of Materials, 1996, p. 609
Janakiraman R., Meier G. H., Pettit F. S. (1999) Metallurgical and Materials Transactions A 30A:2905
Maris-Sida M. C., Meier G. H., Pettit F. S. (2003) Metallurgical and Materials Transactions A 34A:2609
Yang Z. G., Walker M. S., Singh P., Stevenson J. W. (2003) Electrochemistry and Solid State Letters 6:B35
Huczkowski P., Christiansen N., Shemet V., Piron-Abellan J., Singheiser L., Quadakkers W. J. (2004) Journal of Fuel Cell Science and Technology (Trans. ASME) 1:31
Gindorf C., Singheiser L., Hilpert K. (2001) Steel Research 72:528
Antill J. E., Peakall K. A., Warburton J. B. (1968) Corrosion Science 8:689
Cox M. G. C., McEnaney B., Scott V. D. (1972) Philosophical Magazine 26:839
Tretjakow J. D., Schmalzried H. (1965) Berichte der Bunsengesellschaft 69:396
Barin I. (1993) Thermochemical Data of Pure Substances. VCH Verlagsgesellschaft, Weinheim
Jacob T., Iyengar G. N. K. (1986) Journal of the American Ceramic Society 69:487
Darken L. S. (1961) Transaction of the American Society Metals 54:600
Guruswamy S., Park S. M., Hirth J. P., Rapp R. A. (1986) Oxidation of Metals 26:77
Stott F. H., Wood G. C. (1988) Materials Science and Technology 4:1072
Yi H. C., Guan S. W., Smeltzer W. W., Petric A. (1994) Acta Metallurgica et Materialia 42:981
Guan S. W., Yi H. C., Smeltzer W. W. (1994) Oxidation of Metals 41:377
Guan S. W., Yi H. C., Smeltzer W. W. (1994) Oxidation of Metals 41:389
G. F. Van der Voort, Embrittlement of Steels in ASM Handbook, Volume 1, Properties and Selection: Irons, Steels, and High-Performance Alloys, 10th edn. (ASM International, Materials Park, Ohio, 1990) pp. 689–736
Yano I., Abiko K. (1997) Physica Status Solidi 160:449
Tetsui T., Shinohara M., Abiko K. (1997) Physica Status Solidi 160:459
Acknowledgments
Financial support of this research by the U. S. Department of Energy through SECA Award No. DE-FC26-02NT41578 and contributions of alloys by P. Singh and Z. Yang (Pacific Northwest National Laboratory), J. Rakowski (ATI Allegheny Ludlum), and J. Quadakkers (Research Center – Jülich) are gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Hammer, J.E., Laney, S.J., Jackson, R.W. et al. The Oxidation of Ferritic Stainless Steels in Simulated Solid-Oxide Fuel-Cell Atmospheres. Oxid Met 67, 1–38 (2007). https://doi.org/10.1007/s11085-006-9041-y
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11085-006-9041-y