
Abstract
The U20Mn bainitic rail steel rods with a diameter of 15mm were joined by continuous drive friction welding (CDFW) below the A1 temperature. The microstructure characteristics of the welded joints without post weld heat treatment (PWHT) were investigated by metallographic observation, scanning electron microscope investigation, and electron backscattered diffraction analysis. Their mechanical properties were evaluated through hardness, tensile, and impact tests. The results show that the welded joints are well-formed without metallurgical defects. They manifest a dense martensitic-bainitic composite phase structure with good mechanical properties attributed to fine-grain and second-phase strengthening effects. The maximum impact energy is 29.2J, with peak hardness increasing to about 124% compared to the base material (BM). Tensile strength reaches 1267±15.1 MPa (102% of BM), and elongation reaches 13.8±0.2% (97% of BM), realizing quasi-equal strength and toughness matching with the BM. These findings provide a basis for the realization of friction welding for bainitic steel rails and the future development of novel rail welding techniques and equipment.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
As the demand for heavy rail transportation increases, the requirements for seamless rail line service performance also continue to improve. Traditional pearlitic rail steels have sound strength and wear resistance and have been widely used in the railway industry. However, due to grain and layer refinement limitations, some studies suggest that the strength of pearlitic steel has reached its theoretical limit [1]. In heavy-duty operational conditions, significant research and attention have been devoted to bainitic rail steel, which demonstrates superior properties in strength, toughness, wear resistance, and contact fatigue resistance [2, 3]. The United Kingdom has developed a series of low-carbon bainitic rail steels with a carbon content of 0.2~0.4 wt.% and applied a patent for a kind of carbide-free steel with 1.0~3.0 wt.% silicon. Compared to pearlitic steels, these bainitic steels exhibit excellent strength and toughness, with a tensile strength of 1250~1600 MPa, a hardness of 390~500 HV, and a room-temperature impact absorbing energy exceeding 37.5 J [4]. They also display impressive wear resistance and contact fatigue resistance, approximately five times that of pearlitic steels. This series of bainitic steel rails have been applied in curved rails and switch components [5, 6]. In China, Beijing Jiaotong University and Baogang Group have developed U20Mn bainitic steel rail through air cooling and tempering after rolling, which has a tensile strength of 1280~1400 MPa, an elongation over 12%, a room-temperature impact absorbing energy of 75~150 J and tread hardness of 360~430 HBW. The rails have been tested on some seamless rail lines and have shown good wear resistance and crack containment capabilities [3].
At present, the main methods of seamless rail welding are fixed flash butt welding (FBW) applied in rail welding plant, as well as mobile FBW, gas pressure welding (GPW), and thermite welding (TW) applied at rail laying site [7, 8]. Although the FBW technique has been quite mature and stable in the application of rail welding and has been widely used, many problems still exist in bainitic rail welding. Since the alloy elements are high in content, such as Si and Mn, the joints obtained by FBW are prone to defects such as segregation and inclusions. The internal residual stress is high and unevenly distributed, and the toughness of the as-welded joint decreases significantly. It is challenging to obtain welded joints with mechanical properties similar to those of the base material (BM) [9]. Besides, due to using an external heat source for heating, GPW faces problems such as uneven temperature distribution of the rail end surface during the heating process, which leads to certain welding difficulties [10].
As a widely used solid-state welding process, friction welding has no defects in welded joints related to melting and solidification and has reliable performance [11]. Continuous drive friction welding (CDFW) is a popular variant of friction welding, where two components rotate relatively to their common axis under axial friction pressure, and the generated frictional heat makes the joint interface and its adjacent area achieve a thermoplastic state. Then, the two components are bonded metallurgically under forging pressure. Zhang et al. [12] achieved friction welding of U75V rail steel rods below A1 temperature through CDFW and obtained joints with good mechanical properties. Zheng et al. [13] used linear friction welding to weld U20Mn bainitic rail steel. The obtained welded joints are well formed, have no defects in the welds, and can approach or reach the mechanical properties of the BM after post-weld heat treatment (PWHT). However, there is a limit to realizing quasi-equal strength and toughness matching of the welded joints with the BM, which still requires PWHT. The microstructure changes, and mechanisms affecting joint mechanical properties during friction welding of bainitic steel are not yet clear.
A novel welding equipment is under development, which employs a disk composed of the same material as the rail to rotate between the two rail ends to realize the CDFW of the rail. To verify the feasibility of this method in terms of material weldability, CDFW was applied in this study for the joining of U20Mn bainitic rail steel rods with a diameter of 15mm below the A1 temperature. The investigation encompassed the analysis of joint morphologies, microstructural characteristics, and mechanical properties. Uniform bonding of the joints without austenitic phase change was achieved. The as-welded joints demonstrate a dense martensitic-bainitic composite phase structure, resulting in high-quality mechanical properties attributed to the strengthening effects of fine-grain and secondary phases. Notably, the as-welded joints achieved a tensile strength of 1267±15.1 MPa and an elongation of 13.8±0.2% without PWHT. The study also elucidates the alterations in microstructure and their effect on the mechanical properties of the as-welded joints.
2 Method and material
The experimental material is the U20Mn martensite-bainite composite rail steel developed by Baogang Co., Ltd. Its chemical composition and mechanical properties are shown in Tables 1 and 2. On the 75 kg/m rail (Chinese standard), cylindrical rail steel rods with a diameter of 15 mm and a length of 65 mm were cut axially. The welding equipment is the HSMZ-4 CDFW machine developed by Harbin Welding Institute.
In order to explore the influence of friction pressure on the morphology, microstructure, and mechanical properties of the joints, three sets of trials with different friction pressures of 30 MPa, 40 MPa, and 50 MPa within the allowable power and torque range of HSMZ-4 CDFW machine, namely Trial I, II, and III, were carried out and each set was repeated three times. The other parameters contained a spindle speed of 1400 rpm, a friction time of 3 s, a forging pressure of 200 MPa, and a forging time of 1 s. After welding, the macroscopic morphology observations, microstructure analyses, and mechanical properties tests were conducted on the as-welded joints.
Firstly, the overall morphologies of the weldments were observed, and their axial shortening was measured. Subsequently, the macroscopic morphologies and microstructures of the welded joints were observed using an OLYMPUS BX51 RF optical microscope (OM). On this basis, ion polishing was performed so that detailed microstructure characteristics of the welding interface and its adjacent areas were obtained using a Zeiss Gemini SEM 300 field emission scanning electron microscope (SEM) and Oxford Symmetry G2 electron backscatter diffraction (EBSD) system. The EBSD tests were set with an acceleration voltage of 20 kV, a sample table tilt angle of 70°, and an analysis step of 200 nm.
The testing methods for mechanical properties are as follows: The FM-800 microhardness tester from Future-Tech was used to conduct Vickers hardness tests on the specimens with a load of 500 gf and a loading time of 15 s. The Instron5980 tensile testing machine was used to test the tensile properties with a testing rate of 2 mm/min, and the specimens were processed following the Chinese national standard GB/T 228.1-2021. The ZBC series impact testing machine from NSS (Shenzhen) was used for impact testing, and the specimen preparation was carried out per the Chinese national standard GB/T 229-2020. The SEM mentioned above was used to observe and analyze the fracture surface after tensile and impact testing.
3 Analysis of results
3.1 Overall morphology and joint formation
Figure 1(a) shows the overall morphologies of weldments obtained by CDFW of U20Mn rail steel rods under different friction pressures. It can be seen that the joints are well-formed, with complete flash formation and no surface defects such as cracks or pores. As depicted in Fig. 1(b), the measured axial shortening demonstrates a decrease as the friction pressure increases. Further analysis reveals that contrary to expectations, the size of the flash also decreases with increasing friction pressure.

Overall morphologies (a) and axial shortenings (b) of weldments under different friction pressures
3.2 Mechanical properties
The results of hardness testing are shown in Fig. 2(a), which shows the Vickers microhardness distribution in the weld center zone (WCZ) and weld periphery zone (WPZ) in the direction perpendicular to the weld interface; the corresponding positions of these (sub)zones are illustrated in Fig. 2(b). Compared with the BM, the hardness of WCZ and WPZ of all weldments increased, with WPZ exhibiting a greater range of increases in hardness than WCZ but without significant differences in hardness values. Compared to the BM, the peak hardness has increased to approximately 124%. It indicates that CDFW can achieve uniform joining of U20Mn cylindrical workpieces. Comparing the hardness distribution curves of the three experimental sets, Trial III (friction pressure 50MPa) exhibits the smallest confined region of elevated hardness. This observation is consistent with the results of the overall morphology observations and the axial shortening measurements of the weldments.

Results for mechanical properties tests: a microhardness distribution of welded cross-section, b schematic diagram of microhardness test points, c tensile and d impact toughness test results for as-welded joints and BM
The results of the tensile and impact toughness properties tests for the as-welded joints are presented in Fig. 2(c and d). Compared to Trial I and II, Trial III demonstrates superior tensile and impact toughness properties, with a tensile strength (Rm) of 1267±15.1MPa and an elongation after fracture (A) of 13.8±0.2%. These values either meet or closely approach the material properties of U20Mn rail steel BM (Rm=1243 MPa, A=14.3%). The impact absorbing energy (KU2) measures at 29.2±3.7J, which, while notably lower than that of BM (KU2=85.60 J), still satisfies the performance requirements for flash welded joints of U20Mn rails, as outlined in the association standard [15]: Rm≥1180 MPa, A≥6.0%, KU2≥25 J. All three trials of CDFW as-welded joints meet these standards without requiring PWHT.
Figure 3(a and b) presents the macroscopic morphologies of the specimens after the tensile and impact tests for as-welded joints in Trail III. The corresponding microscopic morphologies of the fracture obtained through SEM are presented in Fig. 3(c and d). As a comparison, Fig. 3(e) shows the impact fracture micromorphology of BM. The macroscopic morphologies reveal that the fracture location on the tensile specimen occurs within the BM, distanced from the weld zone. Additionally, there is a conspicuous necking, and the fracture exhibits a cup-cone configuration, indicating favorable strength and toughness characteristics in the as-welded joint. Upon observing the microscopic morphologies of the fracture, a substantial presence of dimples and tear ridges is discernible within both the tensile and impact fractures. These features indicate ductile fractures, suggesting that the failure mode predominantly involves ductile deformation. Notably, compared to the impact fracture morphology of BM, that of Trail III presents shallower and smaller dimples, which also means poorer toughness than the BM.

Results for fracture analyses: a and b macroscopic morphologies of tensile and impact fracture surface, microscopic fracture morphologies of the c tensile, d impact specimens, and e the impact fracture micromorphology of BM
3.3 Microstructure analysis
The cross-sectional morphologies of the as-welded joints from all three trials were examined using OM, as shown in Fig. 4(a). It can be found that these as-welded joints exhibit sound metallurgical bonding without the presence of any discernible metallurgical defects such as segregation or incomplete bonding. Within the cross-section, there are apparent microstructural alterations characterized by a brighter appearance compared to BM. Adjacent to the weld, the distinct heat-affected zone (HAZ) with a darker appearance is exhibited, and the white segregation streamlines in the horizontal direction of the BM are interrupted near the weld interface.

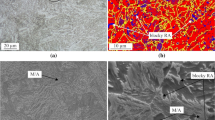
a Cross-sectional morphologies of welded joints under OM and b its schematic diagram. c–f SEM images for different subzones of Trail III
The microstructure of each subzone within the Trial III welded joint was further observed via SEM, as shown in Fig. 4(c–f). Within these subzones, the microstructure reveals acicular bainite and leaf-like martensite structure. Meanwhile, the WCZ and WPZ exhibit a denser, finer-grained martensite-bainite (M/B) structure. Both the microstructure and hardness test exhibit high similarities in the WCZ and WPZ, demonstrating the uniformity of the weld interface and achieving homogeneous bonding. Additionally, the HAZ displays a certain degree of grain growth compared to WCZ. The microstructural differences presented by these different subzones align coherently with the findings acquired through OM. However, due to the small grain size and similar microstructural morphology, it is difficult to further distinguish between martensitic and bainitic structures through SEM images.
Furthermore, Figures 5, 6, and 7 show the EBSD results of the corresponding subzones for SEM images above, which are phase maps, band contract (BC) maps, and grain orientation spread (GOS) maps, respectively. Figure 5 presents the phase maps, and it is found that the microstructure of the Trial III weldment is dominated by body-centered cubic (BCC) structure, and there is almost no face-centered cubic (FCC) structure, i.e., austenitic structure. In heat-treated bainitic steel with a carbon content below 0.4 wt.%, little residual austenite remains [16], consistent with the analysis results of BM.

EBSD results of phase maps: a BM; b HAZ; c WCZ; d WPZ

a–d EBSD results of BC maps. e–h BC value grayscale distribution diagrams and fitting curves. i–l Results of phase fraction map with EBSD data. m Phase fraction of martensite and bainite

a–d EBSD results of GOS map and e proportion of different types of grains
Figure 6(a–d) shows the BC maps derived from EBSD and the grayscale distribution of BC values. Martensite exhibits more significant lattice defects than bainite, leading to a lower Kikuchi pattern quality under the same EBSD electron beam. Consequently, this manifests as a darker region with a smaller BC value, while bainite corresponds to a brighter region with a higher BC value [17]. In the BC map, the light grey bainite structure and the dark martensite structure can be observed.
The BC values distribution in each BC map was fitted using the Gauss function of Origin software, and two curves were obtained after peak processing. The BC threshold of bainite and martensite was considered near the intersection point of the overlapping region, and the M/B phase distribution of each subzone was counted separately. According to the BC threshold of M/B, Fig. 6(i–l) illustrates the distributions of martensite (orange) and bainite (blue). The irregularly blocky martensite is primarily distributed around the bainite in the HAZ, and the granular bainite is distributed on the martensite matrix in the WCZ. Figure 6(m) shows that the proportion of martensite in the HAZ decreased significantly, while the bainite content increased compared with the BM and WCZ. The martensite content in WPZ is slightly higher than that in WCZ. Bainite is more susceptible to erosion and blackening than martensite [18], consistent with the results observed under OM.
Figure 7 presents the GOS maps derived from the EBSD analysis of the microstructure of Trial III. In BM, the predominant grains consist of substructure grains, with dynamic recrystallization (DRX) grains being the secondary component, as shown in Fig. 7(e). In HAZ, both substructure and DRX grains reduce, while deformed grains significantly increase. The distribution ratio of each grain type in WCZ is similar to that of BM, with a slight increase in deformed grains, and WPZ has fewer DRX gains and more deformed grains than WCZ. It indicates that the thermal-mechanical coupling effect of CDFW caused noticeable DRX in the WCZ, and the deformed grains recovered, forming numerous subgrain boundaries.
4 Discussion
4.1 Microstructure transformation analysis
The martensitic and bainitic transformations exhibit incompleteness, indicating that residual austenite will always be retained after the austenite cooling and phase transformation [19]. In the results of phase maps, there is no large amount of austenitic structure in the WCZ and WPZ, which implies that there may be no significant austenite transformation during the CDFW heating process. Thus, there are no incomplete martensitic and bainitic transformations during the cooling process.
Besides, it is notable that there was no increase in the martensitic content in WCZ compared to BM, as depicted in Fig. 6. As elucidated by [20], for U20Mn rail steel, an augmented cooling rate results in an increased austenitic martensite transformation amount, and the critical cooling rate for bainitic transformation and martensitic transformation is 1°C/s. However, referring to the usual air-cooling rate of steel rods [12], the cooling rate in this trial significantly surpassed 1°C/s. Thus, the absence of martensite content increase also suggests a lack of pronounced austenitic transformation in the WCZ during the CDFW heating process, which means that the overall temperature of the joints during the CDFW process does not significantly exceed the A1 temperature. Based on the results of GOS maps shown in Fig. 7, it can be concluded that the microstructural changes in the joint primarily arise through DRX.
4.2 Mechanism of microstructure formation
As can be seen from Fig. 7, comparing the subzones of the weld, grain size decreases with increasing DRX grain volume fraction from HAZ, WPZ, to WCZ. This implies that the DRX grains do not grow sufficiently during the welding process, and the increase in the volume fraction of DRX grains mainly depends on the nucleation rate.
In the friction stage of the CDFW, the martensite in the weld zone decomposed when the temperature increased to around 400°C, leading to the precipitation of supersaturated carbon atoms in the form of carbides [21, 22]. These carbides diffused into the gaps of bainite ferrite during the plastic deformation process, thereby increasing the relative content of bainite, as illustrated in Fig. 8. At the same time, the carbides could nail the dislocations [23], preserving numerous subgrain boundaries and fostering the formation of smaller grains.

Schematic of microstructure transformation
In the CDFW process, WCZ experienced more intense thermoplastic deformation and a faster cooling rate than HAZ so that C atoms rapidly diffuse, forming a carbon-rich zone around the bainite laths. With the temperature decreasing, martensite forms in the carbon-rich zone. These conditions impede the growth of bainitic ferrite in the WCZ, resulting in a higher proportion of martensite and the formation of finer grains compared to the HAZ [24]. In WPZ, this process is more intense than in WCZ, and the growth of DRX bainite grains was further suppressed. In parallel, the material in the WPZ region could flow radially along the weld interface due to extrusion, forming slenderer and more elongated bainite rather than blocks like in WCZ, as shown in Fig. 6(k and l). More subgrains and deformed grains remained in WPZ.
Meanwhile, the HAZ has a lower temperature and higher torque resistance because of the distance from the weld interface [25]. Under the influence of frictional pressure and shear forces, a significant number of grains in the HAZ undergo deformation. However, in the CDFW process, the grains in the HAZ were less squeezed and broken, so part of the precipitated carbide aggregated. Due to the hindrance effect imposed by carbides and alloying elements on grain boundary migration, coupled with the lower temperature compared to the welded interface, the HAZ experienced difficulty in dislocation recovery and the growth of DRX grains. Consequently, a higher proportion of deformed grains is preserved in the HAZ, and the martensite decomposition within the HAZ results in a more substantial reduction in the martensite volume fraction without adequate DRX process.
4.3 Effect of microstructure on mechanical properties
Microstructure analyses verified that the adopted CDFW process parameters have achieved CDFW friction welding below A1 temperature without an austenite transformation, and a dense martensite-bainite composite structure is obtained. The content ratio of M/B, the grain morphology of M/B, and the distribution of alloying elements and carbides are the main factors influencing the mechanical properties of bainite steel. During the CDFW process, the violent plastic deformation of WCZ and WPZ caused the grain to deform and break continuously, forming many dislocations and grain boundaries. The heat generated by friction and plastic deformation caused DRX. However, the carbides resolved by martensite and the precipitates of Cr, Mo, and other elements in bainite played a pinning role, hindering the grain boundary migration of DRX grains and inhibiting grain growth—these results in finer grains to obtain high-strength joints through fine-grain strengthening and second-phase strengthening. The strengthening mechanical of M/B microstructure can be concluded as [26]:
ΔσISO represents the isotropic form of the strain gradient contribution. ΔσKIN represents the kinematic strain gradient contribution. ΔσCTE represents the statistical storage dislocations caused by thermal expansion mismatch. ΔσOR represents the Orowan stress caused by carbides. ΔσHP represents the grains size effects.
where ϕ is the volume fraction of bainite; ϵ is the elongation; L and t are the length and thickness of bainite sheaves; b is the Burgers vector; ΔT and Δa are the differences in temperature and thermal expansive coefficient between different phases; n is a proportional constant; α, β, γ, η, and k are geometry dependent constants.
Overall, the size and volume fraction of bainite and the distribution of carbides are the principal factors that strengthen the microstructure of M/B. Moreover, due to the concentration of stress at the M/B interface, cracks propagate along the M/B boundary in the process of tensile [27]. Therefore, high angle and dense M/B boundaries act as strengthening barriers [28]. The grain refinement and the increase of bainite content lead to a large number of M/B boundaries in the weld zone, which offsets the influence of a large number of deformed grains in HAZ and improves the tensile strength of the joint, even slightly exceeding that of the BM.
Martensite has a higher hardness due to its high-density dislocation, so the hardness of martensite-bainite steel usually increases with the increase of martensite content, which could be described as follows [20]:
In the results of BC maps, a significant decrease in martensitic content was observed in HAZ, which is consistent with the hardness test results at the edge of the weld zone. In the case of similar compositions, finer grains, and higher dislocation density also lead to an increase in the hardness of the weld zone.
Comparative observation of Fig. 3(d and e) and Fig. 6(i and k) reveals that the dimple morphologies of impact fracture correspond to the M/B distribution, with smaller bainite blocks corresponding to shallower and smaller dimples. It is known that dimples usually form in the M/B boundaries [26]. The increase in the M/B boundaries at the joint mentioned above introduces disparities in the deformation capabilities of the M/B phases. This incongruity in deformation gives rise to uneven stress distribution, exacerbating stress concentration and compromising impact toughness [29]. Furthermore, the reduction in carbide size leads to an increase in fracture toughness [30]. However, the size of precipitated carbides accumulated in the HAZ during CDFW is larger than that of BM, resulting in a decrease in impact toughness. In addition, the abundance of deformed grains in the HAZ reduces the energy that can be absorbed by the plastic deformation in the impact toughness tests due to the large amount of plastic deformation that has already occurred during the welding process. In other words, work-hardening occurred in the as-welded joints cause a decrease in the joint impact toughness [29]. Consequently, these multifaceted factors lead to a discernible decrease in the measured impact absorbing energy.
4.4 Influence of friction pressure on mechanical properties
Generally, heat generation during the friction process escalates with increasing friction pressure [31]. With more extensive plastic deformation in this heightened stress environment, both dynamic recovery and DRX rates are accelerated at elevated temperatures, which offsets part of the work-hardening effect. As a result, the axial shortening increases. Based on the above analysis, it can be explained by the Zener-Hollomon parameter:
where \(\dot{\varepsilon}\) is the strain rate, T is the deformation temperature, Q is the activation energy, usually dependent on materials, and R is the gas constant. When the deformation temperature increases and the deformation rate decreases, the Z value decreases, making the DRX becomes easier to perform [32]. For most low alloy steels, the temperature is the dominant influence.
In the CDFW process of these trials, the increase in friction pressure raises the deformation temperature and deformation rate. However, the increase in deformation rate manifests a more pronounced inhibitory effect on DRX. This may be because U20Mn bainitic steel contains more alloying elements such as Cr, Mo, and Ni, nailing dislocation and inhibiting the growth of DRX grains. The enhancement of the work-hardening effect caused by increased pressure is more significant than the promotion of DRX. Consequently, a higher density of grain boundaries and an increased dislocation density are retained in the microstructure with increasing pressure. Many dislocations produce dislocation entanglement, enhancing the deformation resistance and reducing axial shortening.
It can be observed in Fig. 2(c and d) that in the three trials, both tensile and impact properties exhibit an upward trend with the increase of friction pressure, particularly notable when the pressure reaches 50 MPa. The preceding analysis elucidates that below the A1 temperature, the increase in friction pressure promotes fine-grain strengthening by suppressing the progression of DRX. Simultaneously, the increased temperature further facilitates martensitic decomposition and the diffusion of precipitated carbides, preventing the aggregation of brittle structures and thereby increasing toughness while concurrently enhancing strength.
5 Conclusion
In this paper, CDFW was applied to join U20Mn bainitic rail steel rods, successfully achieving welds below the A1 temperature. The cylindrical U20Mn rail steel rods, featuring a 15 mm diameter, underwent the CDFW process with friction pressures set at 30, 40, and 50 MPa, a rotational speed of 1400 rpm, and an upset pressure of 200 MPa, and the following conclusions are obtained:
-
The U20Mn rail steel rods achieve sound metallurgical bonding welded joints by CDFW without austenite transformation by controlling low heat input to realize welding below A1 temperature. Across each experimental trial, the as-welded joints were well-bonded and devoid of defects, meeting the mechanical properties requirements outlined in the association standard for U20Mn bainitic steel rails without PWHT.
-
The weld zone forms a dense martensite-bainite composite microstructure by DRX under the action of thermal-mechanical coupling. At a speed of 1400 rpm and a friction pressure of 30~50 MPa, the strength and impact toughness of the welded joints increase with the increase of friction pressure. The sound as-welded joints were obtained through fine-grained strengthening and the second strengthening effect.
-
Optimal welded joint mechanical properties were observed under a friction pressure of 50 MPa, with a uniform hardness distribution in the weld interface. The tensile strength Rm=1267±15.1 MPa, reaching 102% of that of the BM. The elongation after fracture A=13.8±0.2%, achieving 97% of that of the BM, and the impact absorbing energy KU2=29.2±3.7 J, demonstrating quasi-equal strength and toughness matching with the BM.
-
The friction welding technology below A1 temperature for the joining of bainitic steel holds considerable exploration value and application prospects in the field of bainitic steel rail welding.
Data availability
Data will be made available on request.
References
Aglan H, Fateh M (2006) Fatigue damage tolerance of bainitic and pearlitic rail steels. Int J Damage Mech 15(4):393–410. https://doi.org/10.1177/1056789506060775
Allie A, Aglan H, Fateh M (2011) Fatigue crack growth of bainitic rail steel welds. Sci Technol Weld Join 16(6):535–540. https://doi.org/10.1179/1362171811y.0000000039
Tan Z, Gao B, Gao G et al (2018) Current development situation of bainitic rails at home and abroad. Heat Treat Met 43(4):10–18. https://doi.org/10.13251/j.issn.0254-6051.2018.04.002
Bhadeshia H, Vijay J, inventor; British Steel PLC, assignee. Improvements in and relating to carbidefree bainitic steels and methods of producing such steels. United Kingdom patent GB2297094A. 1995.
Caballero F, Bhadeshia H, Mawella K et al (2001) Design of novel high strength bainitic steels: Part 1. Mater Sci Technol 17(5):512–516. https://doi.org/10.1179/026708301101510348
Caballero F, Bhadeshia H, Mawella K et al (2001) Design of novel high strength bainitic steels: Part 2. Mater Sci Technol 17(5):517–522. https://doi.org/10.1179/026708301101510357
Su H, Pun C, Mutton P et al (2021) Numerical study on the ratcheting performance of rail flash butt welds in heavy haul operations. Int J Mech Sci 199. https://doi.org/10.1016/j.ijmecsci.2021.106434
Barna V, Brautigam A, Kocsis B et al (2022) Investigation of the effects of thermit welding on the mechanical properties of the rails. Acta Polytech Hung 19(3):37–49. https://doi.org/10.12700/APH.19.3.2022.3.4
Wei D, Li L, Gao Z et al (2019) Research on bainite rail flash butt welding technology. Railw Eng 59(12):142–146
Zheng H (2018) Research on bainite/martensite duplex-phase rail steel weldability of heavy haul railways. Southwest Jiaotong University, Chengdu
Maalekian M (2013) Friction welding – critical assessment of literature. Sci Technol Weld Join 12(8):738–759. https://doi.org/10.1179/174329307x249333
Han Z, Chang’an L, Jiaqi X et al (2024) Quasi-equal strength and toughness matching rail steel joint obtained via friction welding below Ac1 temperature. Sci Technol Weld Join 29(1):29–37. https://doi.org/10.1177/13621718231215741
Zheng X, Tan K, Dai H (2020) Research on microstructure and mechanical properties of linear friction welding joint of U20Mn rail steel. Electric Welding Machine 50(11):64–70. https://doi.org/10.7512/j.issn.1001-2303.2020.11.12
Hao Z, Hong D, Shiheng Z (2019) Study on interfacial behavior characteristics of U20Mn steel rail plastic pressure welding. Electric Welding Machine 49(02):66–71
China Communications and Transportation Association (2023) Technical specification for U20Mn2SiCrNiMo Bainite rails. Association Standard, Beijing Standard No. T/CCTAS 56–2023
Baek M, Kim K, Park T et al (2020) Quantitative phase analysis of martensite-bainite steel using EBSD and its microstructure, tensile and high-cycle fatigue behaviors. Mater Sci Eng A-Struct 785. https://doi.org/10.1016/j.msea.2020.139375
Luxiao G, Kun W, Hao S et al (2020) Quantitative characterization of microstructure of bainitic rail for heavy haul railway. Mater Rep 34(22):22136–22141. https://doi.org/10.11896/cldb.19090081
Hongtao S (ed) (2010) Metallographic examination. China Metrology Publishing House, Beijing (CN)
Yang Z, Fang H (2005) An overview on bainite formation in steels. Curr Opin Solid State Mater Sci 9(6):277–286. https://doi.org/10.1016/j.cossms.2006.06.005
Liu X, Zhang D, Su H et al (2022) Numerical simulation and experimental study on heat treatment process of U20Mn bainite rail. Metallogr Microstruct Anal 11(1):119–131. https://doi.org/10.1016/10.1007/s13632-022-00824-3
Wang K, Tan Z, Gao G et al (2016) Ultrahigh strength-toughness combination in Bainitic rail steel: the determining role of austenite stability during tempering. Mater Sci Eng A 662:162–168. https://doi.org/10.1016/j.msea.2016.03.043
Jingchao H, Yunping J, Xiaoyan J et al (2015) Bainite tempering transformation of 20MnCrNi2Mo steel. Heat Treat Met 40(6):31–34. https://doi.org/10.13251/j.issn.0254-6051.2015.06.007
Jianze W, Yonglin K, Shanwu Y et al (2007) Effect of tempering temperature on microstructure and mechanical properties of ultralow carbon bainite steels. Heat Treat Met 11:19–22. https://doi.org/10.3969/j.issn.0254-6051.2007.11.005
Li B, Li C, Jin X et al (2019) Effect of M–A constituents formed in thermo-mechanical controlled process on toughness of 20CrNi2MoV steel. J Iron Steel Res Int 26(12):1340–1349. https://doi.org/10.1007/s42243-019-00244-8
Nie Q, Wang X, Wang S et al (2021 Apr 3) Effect of post-weld heat treatment on the joint of friction-welded 1MnCrMoNi steel. Sci Technol Weld Join 26(3):220–226. https://doi.org/10.1080/13621718.2021.1882654
Feng J, Frankenbach T, Wettlaufer M (2017) Strengthening 42CrMo4 steel by isothermal transformation below martensite start temperature. Mater Sci Eng A 683:110–115. https://doi.org/10.1016/j.msea.2016.12.013
Kwak K, Mayama T, Mine Y et al (2016) Micro-tensile behaviour of low-alloy steel with bainite/martensite microstructure. ISIJ Int 56(12):2313–2319. https://doi.org/10.2355/isijinternational.ISIJINT-2016-393
Marinelli M, Alvarez-Armas I, Krupp U (2017 Jan) Cyclic deformation mechanisms and microcracks behavior in high-strength bainitic steel. Mater Sci Eng A-Struct 684:254–260. https://doi.org/10.1016/j.msea.2016.12.018
Zhonghua J, Pei W, Dianzhong L et al (2015) Effect of tempering temperature on the microstructure and mechanical properties of granular bainite in 2.25Cr-1Mo-0.25V steel. Acta Metall Sin 51(8):925–934
Kim S, Lee S, Lee B (2003) Effects of grain size on fracture toughness in transition temperature region of Mn-Mo-Ni low-alloy steels. Mater Sci Eng A-Struct 25;359(1-2):198–209. https://doi.org/10.1016/S0921-5093(03)00344-7
Li W, Vairis A, Preuss M et al (2016) Linear and rotary friction welding review. Int Mater Rev 61(2):71–100. https://doi.org/10.1080/09506608.2015.1109214
Rongxi B, Junan W, Xiaodong W et al (2016) Dynamic recrystallization behavior of Cr-Mo-Ni bainitic steel. Trans Mater Heat Treat 37(4):222–227. https://doi.org/10.13289/j.issn.1009-6264.2016.04.037
Acknowledgements
We would like to acknowledge Xueyang Guo for assisting in welding experiments, and thank Yunxing Hu for providing experimental materials.
Funding
This research was sponsored by the National Natural Science Foundation of China under grants No.51775301 and No.51075231.
Author information
Authors and Affiliations
Contributions
Jiaqi Xie: data curation, investigation, methodology, writing—original draft. Han Zhang: data curation, investigation, methodology, writing—original draft. Chang’an Li: validation, writing—review and editing. Zhiming Zhu: funding acquisition, resources, supervision, writing—review and editing.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission IX - Behaviour of Metals Subjected to Welding
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Xie, J., Zhang, H., Li, C. et al. Study on microstructure and mechanical properties of continuous drive friction-welded joints of bainitic rail steel. Weld World 68, 2045–2056 (2024). https://doi.org/10.1007/s40194-024-01780-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-024-01780-y