
A comparative analysis of the structure and mechanical properties of Ti – 10% V – 2% Cr – 3% Al and Ti – 10% V – 1% Fe – 3% Al titanium alloys after a treatment for solid solution and after quenching and single- and double-stage aging is performed.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Titanium alloys have become an object of wide research due to their high specific strength, good fracture toughness and considerable ductility. These properties have made titanium alloys promising materials for metallic structures in the aircraft and chemical industries, for operation under the conditions of marine atmosphere and for biological applications. To create structures from titanium alloys and to analyze their behavior under a load we should perform detailed studies of the effect of heat treatment on the microstructure and operating capacity of the alloys. It is well known that some important parameters of microstructure, which can be controlled by heat treatment, affect substantially the mechanical properties of the alloys [2]. Many works have been devoted to the phase diagrams, physical properties, microstructure, and modes of heat treatment of titanium alloys. Numerous data show that the final mechanical properties of these alloys depend much on the characteristics of their microstructure such as the grain size, the morphology and volume fractions of the phases, the orientation of the grains, etc. [3–13]. However, the relation between the microstructure and the mechanical properties of titanium alloys has to be understood more fully. We have published data on the martensitic transformation under the action of stresses in two titanium alloys of the Ti – V – (Fe, Cr) – Al [14] system, but the relation between the phase transformations and the mechanical properties of the alloys has not been determined. The aim of the present work was to describe the effect of phase transformations on the mechanical properties of two recently developed titanium alloys Ti – 10% V – 2% Cr – 3% Al and Ti – 10% V – 1% Fe – 3% Al.
Methods of Study
We studied titanium alloys Ti – 10% V – 2% Cr – 3% Al and Ti – 10% V – 1% Fe – 3% Al. Table 1 presents their chemical compositions. The alloys were fabricated under laboratory conditions at the Institute for Metal Research of the Chinese Academy of Science in Shenyang in the form of forgings with a mass of 5 kg. The temperatures of transition into the β-region for alloys Ti – 10% V – 2% Cr – 3% Al and Ti – 10% V – 1% Fe – 3% Al in the state as delivered were determined with the help of a dilatometer to be (approximately) 810 ± 5°C and 830 ± 5°C, respectively. The microstructure of alloy Ti – 10% V – 2% Cr – 3% Al in the state as delivered was characterized by a high content of a very fine α-phase (Fig. 1 a). In alloy Ti – 10% V – 1% Fe – 3% Al the volume fraction of the α-phase was lower and had a mixed morphology (Fig. 1 b).

Microstructure of alloys Ti – 10% V – 2% Cr – 3% Al (a, c, d ) and Ti – 10% V – 1% Fe – 3% Al (b, e, f): a, b) in the initial condition; c – f) after quenching in helium by regimes (c): 900°C, 15 min → 700°C, 20 min; (d ): 900°C, 15 min → 700°C, 25 min; (e): 900°C, 15 min → 750°C, 20 min; ( f): 900°C, 15 min +750°C, 30 min.
We cut cylindrical specimens 4 mm in diameter and 7 mm long from the massive slabs using an electric discharge machine. Before testing the specimens we removed a very thin surface layer by mechanical polishing. To avoid transformation of the metastable β-phase into martensite during the mechanical polishing we subjected the specimens before analyzing the microstructure to additional electropolishing in a solution containing 36 ml perchloric acid, 390 ml methanol, 350 ml ethylene glycol and 24 ml water. To reveal the phases in Ti – 10% V – 1% Fe – 3% Al we used a standard Kroll reagent (3 ml HF +6 ml HNO3 + 10ml H2O); for the Ti – 10% V – 2% Cr – 3% Al alloy we used a modified solution (5 ml HF +10 ml HNO3 + 30 ml H2O).
The cylindrical specimens were heat treated for solid solution at various temperatures and held in a Bahr 805 horizontal dilatometer at a vacuum level of approximately 133 × 10 – 5 Pa; then they were quenched in helium to room temperature. To record the temperature a thermocouple was spot welded to the horizontal surface of the specimens. The mechanical properties after various variants of heat treatment were determined by testing the specimens for compression at room temperature at a deformation rate of 10 – 3 sec – 1 in a Gleeble 1500 thermomechanical device. Three specimens were tested for each condition. To lower the friction between the specimen and the anvil we used a lubricant (Lubriplate®). The morphology and distribution of the α-phase and the other parameters of the microstructure were determined using an Olympus LEXT scanning laser confocal microscope. The volume fraction of the α-phase was determined using a quantitative metallographic software.
Results and Discussion
To obtain an α-phase with different morphology and content we resorted to the following variants of heat treatment:
(1) treatment for solid solution in the temperature ranges of β- and (α + β)-phases;
(2) quenching + single-stage aging;
(3) quenching + double-stage aging.
Treatment for Solid Solution in the Ranges of β- and (α + β)-Phases
For this variant of heat treatment the specimens were first held in the β-region (900°C, 15 min) and then cooled to the (α + β)-region (700 or 750°C) at a rate of 10 K/sec, held, and quenched (Table 2). After such treatment an acicular α-phase was detected either in the form of isolate laths inside grains or in the form of Widmanstatten laths near the original boundaries of grains of the β-phase. It should be noted that the stability of the α-phase in the studied alloys was much lower than in the reference Ti – 10% V – 2% Fe – 3% Al material. Therefore, we observed a noticeable content of thermal martensite in the form of dense light-gray clusters inside β-regions in the specimens with comparatively low volume fraction of α-phase in the structure of the retained α-phase (Fig. 1 c and e). Prolongation of the hold in the range of (α + β)-phases (Fig. 1 d and f) increased the volume fraction of the articular α-phase after quenching. At the same time, when the proportion of the α-phase increased, the retained β-phase stabilized progressively, and the β-regions were free of thermal martensite.
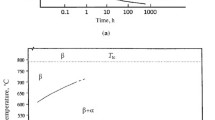
The kinetics of phase transformations in the alloys studied has a similar nature. The kinetic curves (Fig. 2) exhibit three stages. In the first stage (the stage of isolation) the fraction of the α-phase grows very slowly. In the general case at the beginning of the hold during the incubation period the nuclei of the α-phase acquire a critical size and then start to grow. Upon further decrease in the free energy of the system the α-phase grows rapidly, which corresponds to the second part of the curves. When the content of the α-phase increases, the retained β-phase becomes still more stable, and the segregation of the α-phase decelerates until the end of the heat treatment. If the time of the hold is long enough, the alloy acquires an equilibrium structure. In this stage the kinetics of the isothermal transformation resembles that described by the classical Johnson – Mehl – Avrami equation [15]. Comparing specimens of the alloys in question we will see that the rates of segregation of the α-phase in them differs. At the same hold time the fraction of the α-phase in alloy Ti – 10% V – 1% Fe – 3% Al is higher than in Ti – 10% V – 2% Cr – 3% Al. As a rule, the rate of segregation of α-phase is determined by the nominal concentration of molybdenum at the same content of the other alloying elements. If the compositions of the alloys differ, the value of the molybdenum equivalent Moeq is not the only factor determining the rate of formation of α-phase. For alloys Ti – 10% V – 2% Cr – 3% Al and Ti – 10% V – 1% Fe – 3% Al the values of Moeq are equal to about 6.7 and about 6.9, respectively. Despite the low difference in the compositions of the alloys the segregation of α-phase in them differs in the kinetics of the transformation. Chromium and iron are β-stabilizers and react with titanium by an eutectoid reaction. During the segregation of the α-phase when the α/β interface is displaced, chromium and iron should diffuse from the newly appearing α-phase into the β-matrix. The diffusivity of chromium in the titanium matrix is much lower than that of iron [1]. Due to the relatively short hold in the (α + β)-region most of the chromium atoms cannot diffuse too far from their initial positions. They are concentrated near the α/β interface and hence hinder the growth of the α-phase.

Volume fraction of _-phase as a function of the time of isothermal treatment of alloys Ti – 10% V – 2% Cr – 3% Al (1) and Ti – 10%V– 1%Fe – 3%Al (2).
Figure 3 presents the stress – strain curves of the heat-treated alloys. The authors of [9, 16, 17] have detected doubling of the yield strength of titanium alloys after heat treatment, and associated it with stress-induced martensitic transformation. This is confirmed by the photograph of the microstructure of Ti – 10% V – 1% Fe – 3% Al after the heat treatment (martensite is absent) and by the compression tests (Fig. 4). The yield strength in the stress – strain curves (Fig. 3) matching the start of martensitic transformation under stress was determined as the point of intersection of the tangents.

“True stress – true strain” curves due to compression of alloys Ti – 10% V – 2% Cr – 3% Al (a) and Ti – 10% V – 1% Fe – 3% Al (b) after a hold (followed by quenching in helium) by the following variants: 1) 900°C, 15 min → 700°C, 20 min; 2) 900°C, 15 min → 700°C, 60 min; 3) 900°C, 15 min → 750°C, 20 min; 4) 900°C, 15 min → 700°C, 45 min.

Typical microstructure of alloy Ti – 10% V – 1% Fe – 3% Al in cross section after holding at 900°C for 15 min +750°C for 30 min, quenching and a compressive test.
Figure 5 a presents the dependence of the compressive yield strength on the content of α-phase after a heat treatment in phase regions β + (α + β). It can be seen that as the fraction of the α-phase increases, the compressive strength of both alloys decreases continuously. According to our earlier work [18], the main mechanism of hardening of titanium alloys in the case of a fraction of α-phase lower than 50% is a stress-induced martensitic transformation. At a higher content of α-phase the effect of the stress-induced martensite weakens, the rate of strain hardening lowers, and so does the compressive strength of the alloy. Further growth of the fraction of α-phase is accompanied by coarsening of the microstructure, which has a negative effect on the compressive strength of the metal. At equal volume fractions of α-phase the Ti – 10% V – 1% Fe – 3% Al alloy has a higher compressive strength than Ti – 10% V – 2% Cr – 3% Al. In accordance with the equation for computing Moeq, 1% Fe produces almost the same stabilization of the β-matrix as 2% Cr. In addition, the strength of Ti – 10% V – 1% Fe – 3% Al is more sensitive to the content of α-phase, and the tendency to lowering of the strength in it is more manifested. Increase in the hold time causes progressive decrease in the difference in the properties of the two alloys. This phenomenon may also be connected with the difference in the rates of diffusion of the alloying elements. Since the diffusion of chromium is slower, it concentrates near the β/α interface during the transformation. The regions located farther from the interface preserve the initial level of chromium concentration, and the variation of the properties is decelerated. At longer holds the distribution of chromium becomes more uniform and the difference between the two alloys decreases.

Compressive strength (a) and failure strain (b) as a function of the volume fraction of α-phase in the alloys: 1) Ti – 10% V – 2% Cr – 3% Al; 2) Ti – 10% V – 1% Fe – 3% Al.
The effect of the volume fraction of α-phase on the strain at failure is presented in Fig. 5 b. It can be seen that growth in the proportion of the acicular α-phase does not change the strain at failure for both alloys, the value of which is about the same. The grain size in the structure of the alloys remains unchanged. Consequently, the ductility is determined by the content of the α-phase and by the size of the β-region. This is connected with the fact that the α-phase has a hexagonal structure, i.e., the number of slip systems in it is lower, and the more α-phase is contained in the alloy the worse its ductility. In addition, the β-matrix is divided into numerous small regions upon segregation of the α-phase, as it can be inferred from Fig. 1. This type of structure may lower effectively the length of the slip bands, hinder the propagation of cracks, and improve the ductility. This resembles the influence of grain refinement on the ductility of a material. In our work the failure strain fluctuated near a constant level upon changes in the content of α-phase. The fracture strain of both alloys was about 27%, i.e., the alloying elements affected the ductility but little. The effect of the volume fraction of α-phase on the yield stress has been discussed in our work [14]. When the volume fraction of α-phase increases, the stress at which martensite forms is first more or less constant and then increases. At a too high proportion of α-phase the effect of formation of martensite under the action of stress disappears due to the high stability of the β-phase.
Single-Stage Aging
We heat treated the alloys for solid solution in the β-range at 900°C for 15 min and subjected them to water quenching at room temperature, heating to the (α + β)-range (700°C) at a rate of 10 K/sec, aging at this temperature, and cooling in water. Figure 6 a and b show the microstructure of the alloys after water quenching; the former is represented by equiaxed β-grains and fine acicular martensite with a hexagonal α′-structure [19]. After the aging at 700°C the microstructure of the alloys consists of coarse β-grains containing acicular segregations of an α-phase. Most particles of the α-phase are quite fine (Fig. 6 c and d). They are located on the initial boundaries and inside the α-phase. The volume fraction of the α-phase after the aging is much higher than after the treatment for solid solution in the ranges of the β- and (α + β)-phases. It can be assumed that water quenching at room temperature causes formation of precursors (nuclei) that raise the rate of nucleation of the α-phase. These may be dislocations appearing under the action of thermal stresses or metastable martensite. Such martensite forms spontaneously in quenching below a specific temperature by an athermal shear mechanism [1]. The micrographs of Fig. 6 also show that structure of the segregations in the Ti – 10% V – 1% Fe – 3% Al alloy is coarser and resembles the one obtained after the treatment for solid solution in the β- and (α + β)-ranges.

Microstructure of alloys Ti – 10%V – 2%Cr – 3% Al (a, c) and Ti – 10%V– 1%Fe – 3%Al (b, d): a, b) after quenching from the β-region (light microscopy); c, d) after quenching and single-stage aging (scanning electron microscopy).
We determined the mechanical properties of the alloys after single-stage aging. It can be seen from Fig. 7 a that both alloys have about the same compressive properties, i.e., a high yield stress and compressive strength and an acceptable ductility. Note that the particles of the segregated α-phase are arranged close to each other and are too small to be deformed easily. The Ti – 10% V – 2% Cr – 3% Al alloy has somewhat higher yield and compressive strengths than Ti – 10% V – 1% Fe – 3% Al, but its failure strain is lower. Similar results have also been obtained for an aged alloy Ti – 10% V – 2% Fe – 3% Al in [20]. It has been shown in [5, 21] that the mechanical properties of aged titanium alloys depend primarily on the size of the α-phase particles; the larger the particles the lower the yield and compressive strengths and the higher the ductility.

“True stress – true strain” curves due to compression of alloys Ti – 10%V– 2%Cr – 3%Al (1) and Ti – 10% V – 1% Fe – 3% Al (2) after quenching and single-stage (a) and double-stage (b) aging.
Double-Stage Aging
Double-stage aging consists of low-temperature (300°C) and high-temperature (700°C) stages. After the quenching from the β-range the first aging stage is conducted at 300°C for 45 min. The microstructure of the alloys after the low-temperature aging is represented by martensite (Fig. 8 a – c). At a high magnification (Fig. 8 b) we observe twinned martensite. The martensite points of alloys Ti – 10% V – 2% Cr – 3%Al and Ti – 10%V– 1%Fe – 3%Al are M s ~ 329°C and 414°C, respectively (as computed by the equation suggested by the author of [22]). After the hold at 300°C the martensite is still stable thermodynamically. The microstructure of the alloys after the second aging stage (700°C) is presented in Fig. 8 d and e. The first low-temperature aging stage does not change substantially the structure of the alloys quenched from the β-region; it still preserves much martensite. In contrast to the structure formed by single-stage aging, the structure of the Ti – 10% V – 2% Cr – 3% Al alloy remains fine after the first aging stage, contains a lot of fine α-phase particles, and differs little from the initial structure. The “true stress – true strain” curve remains virtually unchanged (Fig. 7 b). In the Ti – 10% V – 1% Fe – 3% Al alloy the particles of the α-phase are somewhat finer than after the single-stage aging, which requires an additional study. Accordingly, the failure strain of this alloy after the double-stage aging decreases.

Microstructure of alloys Ti – 10% V – 2% Cr – 3% Al (a, b, d) and Ti – 10% V – 1% Fe – 3% Al (c, e): a – c) after quenching and low-temperature aging (light microscopy); d, e) after quenching and double-stage aging (scanning electron microscopy).
Conclusions
-
1.
After the treatment for solid solution in the temperature ranges of β- and (α + β)-phases the rate of precipitation of α-phase in alloy Ti – 10% V – 2% Cr – 3% Al is lower than that in alloy Ti – 10% V – 1% Fe – 3% Al. Upon growth in the content of the α-phase the compressive strength of both alloys increases and the failure strain is preserved at a constant level.
-
2.
After single-stage aging the Ti – 10% V – 2% Cr – 3% Al alloy has a finer microstructure, higher yield and compressive strengths, and a lower fracture strain than the Ti – 10% V – 1% Fe – 3% Al alloy.
-
3.
After double-stage aging the microstructure and mechanical properties of the Ti – 10% V – 2% Cr – 3% Al change little. The structure of the Ti – 10% V – 1% Fe – 3% Al alloy becomes finer, its strength properties are improved, and the fracture strain is lowered.
References
G. Lütering and J. C. Williams, Titanium, Springer, Berlin (2007).
C. Leyens and M. Peters, Titanium and Titanium Alloys: Fundamentals and Applications, Betz-Druck GmbH, Darmstadt (2004).
T. W. Duerig, J. Albrecht, D. Richer, and P. Fischer, “Formation and reversion of stress induced martensite in Ti – 10V – 2Fe – 3Al,” Acta Metall., 30(12), 2161 – 2172 (1982).
T. J. Headley and H. J. Rack, “Phase transformations in Ti – 3Al – 8V – 6Cr – 4Zr – 4Mo,” Metall. Trans. A, 10A(7), 909 – 920 (1979).
G. T. Terlinde, T. W. Duerig, and J. C. Williams, “Microstructure, tensile deformation and fracture in aged Ti – 10V – 2Fe – 3Al,” Metall. Trans. A, 14A(10), 2101 – 2115 (1983).
P. Ganesan, G. Sargent, and R. J. Deanglis, “Relationship between the structure and mechanical properties in β III titanium alloy,” J. Mater. Sci., 15(6), 1425 – 1435 (1980).
W. Xu, K. B. Kim, J. Das, M. Calin, and J. Eckert, “Phase stability and its effect on the deformation behavior of Ti – Nb – Ta – In/Cr α alloys,” Scr. Mater., 54(11), 1943 – 1948 (2006).
Z. Wyatt and S. Ankem, “The effect of metastability on room temperature deformation behavior of β and α + β titanium alloys,” J. Mater. Sci., 45(18), 5022 – 5031 (2010).
S. Neelakantan, Tailoring the Mechanical Properties of Titanium Alloys via Plasticity Induced Transformation, Author’s Abstract of Doctoral’s Thesis, Delft University of Technology (2010).
H. S. Kim, S. H. Lim, I. D. Yeo, and W. Y. Kim, “Stress-induced martensitic transformation of metastable β-titanium alloy,” Mater. Sci. Eng. A, 449(449 – 451), 322 – 325 (2007).
T. W. Duerig, G. T. Terlinde, and J. C. Williams, “Phase transformations and tensile properties of Ti – 10V – 2Fe – 3Al,” Metall. Trans. A, 11A(12), 1987 – 1998 (1980).
T. Grosdidier and M. J. Philippe, “Deformation induced martensite and superelasticity in a β-metastable titanium alloy,” Mater. Sci. Eng. A, 291(1 – 2), 218 – 223 (2000).
F. Hideki, “Strengthening of α + β titanium alloys by thermomechanical processing,” Mater. Sci. Eng. A, 243(1 – 2), 103 – 108 (1998).
C. Li, J. H. Chen, X. Wu, W. Wang, S. van der Zwaag, “Tuning the stress induced martensite formation in titanium alloys by alloy design,” J. Mater. Sci., 47(9), 3093 – 4100 (2012).
S. M. C. van Bohemen, J. Sietsma, S. van der Zwaag, “Experimental observations elucidating the mechanisms of structural bcc–hcp transformations in β-Ti alloys,” Phys. Rev. B, 74(13), 1 – 10 (2006).
S. Neelakantan, D. S. Martin, P. E. J. Rivera-Diaz-del-Castillo, and S. Van der Zwaag, “Plasticity induced transformation in a metastable β Ti-1023 alloy by controlled heat treatment,” Mater. Sci. Technol., 25(11), 1351 – 1358 (2009).
T. Grosdidier, Y. Combress, E. Gautier, and M. J. Philippe, “Effect of microstructure on the formation of deformation-induced martensite and associated tensile properties in a α + β metastable Ti alloy,” Metall. Mater. Trans. A, 31A(4), 1095 – 1106 (2000).
C. Li, X. Wu, J. H. Chen, and S. van der Zwaag, “Influence of α morphology and volume fraction on the stress-induced martensite transformation in Ti – 10V – 2Fe – 3Al,” Mater. Sci. Eng. A, 528, 5854 – 5860 (2011).
C. Li, J. H. Chen, X. Wu, and S. van der Zwaag, “Effect of strain rate on stress-induced martensitic formation and the compressive properties of Ti – V – (Cr, Fe) – Al alloys,” Mater. Sci. Eng. A, DOI:10.1016/j.msea.2013.03.002.
X. Wang, J. Liu, J. Lei, M. Cao, and Y. Liu, “Effects of primary and secondary α phase on tensile property and fracture toughness of Ti-1023 alloy” [in Chinese], Acta Metall. Sinica, 43(11), 1129 – 1137 (2007).
J. O. Peters and G. Lutjering, “Comparison of the fatigue and fracture of α + β and β titanium alloys,” Metall. Mater. Trans. A, 32A(11), 2805 – 2818 (2001).
S. Neelakantan, D. S. Martin, P. E. J. Rivera-Diaz-del-Castillo, and S. van der Zwaag, “Prediction of the martensite start temperature for titanium alloys as a function of composition,” Scr. Mater., 60(8), 611 – 614 (2006).
The work has been supported by the National Basic Research (973) Program of China (No. 2009CB623704), the National Natural Science Foundation of China (Nos. 51171063, 10904034, and 51071064), the Instrumental Innovation Foundation of the Hunan Province (2011TT1003), and the Aid Program for the Science and Technology Innovative Research Team at Higher Educational Institutions of the Hunan Province.
Author information
Authors and Affiliations
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 7, pp. 33 – 40, July, 2014.
Rights and permissions
About this article

Cite this article
Li, C., Chen, J.H., Wu, X. et al. A Comparative Study of the Microstructure and Mechanical Properties of α + β Titanium Alloys. Met Sci Heat Treat 56, 374–380 (2014). https://doi.org/10.1007/s11041-014-9765-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-014-9765-2