
The effect of controlled rolling deformation regimes on features of hot-deformed austenite structure formation and the final microstructure of low-carbon microalloyed pipe steel is studied. The effect of method for performing the rolling finish stage of grain size and austenite size distribution is established. The effect of deformation level and temperature of the finish rolling stage on final steel microstructure is studied.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The problem of controlled rolling (CR), used for manufacturing thick rolled sheet for gas and oil pipelines of considerable diameter, is maximum grain refinement within the final steel microstructure, which as is well known [1], is a universal method for simultaneous improvement steel strength and ductility. With CR ferrite grain size is directly connected with the structural state of hot deformed austenite before the start of γ→α transformation, or in the case of using CR + AC technology, with the structural state of austenite before the start of accelerated cooling (AC).
In the roughing (preliminary) stage of CR, whose temperature range is about 1050 – 980°C, an effective reduction in grain size with retention of microstructure uniformity is only possible in the case repeated occurrence of total recrystallization. In the finish (completion) stage of CR, carried out at about 870 – 760°C, the task is complicated: it is necessary to obtain not only a fine uniform grain size before the start of γ→α transformation, but also high specific surface of interfaces within austenite [2, 3], which is achieved by repeated deformation of unrecrystallized austenite. An overall favorable effect of deformation action on metal in both CR stages is formation of a fine austenite grain size with high internal structure defect density and a high specific effective interface surface. As a result of this after AC by an optimum regime there is formation of uniformly dispersed ferrite-pearlite, ferrite-bainite, or a bainitic microstructure (depending on steel chemical composition and AC regime), providing the required level of strength and cold resistance for thick pipe rolled product.
Previously [4] the ratio has been determined by experiment for overall deformation in the roughing and finish stages of CR, making it possible to obtain the desired effect of grain refinement and a reduction in difference in grain size for final steel microstructure after CR. The aim of this work is to study the effect of deformation regime in CR roughing and finish stages on difference in austenite and ferrite grain size in pipe steel.
Methods of study
The material used for study was model austenitic Fe – Ni alloy of a laboratory melt and low-carbon microalloyed steel 05GB of an industrial melt (Table 1).
Melting the model Fe – Ni alloy was carried out in an induction medium-frequency furnace under conditions of the experimental unit of TsNIIchermet and poured into an ingot with a size of 80 × 90 × 210 mm. The alloy composition was selected taking account of published data [6] about processes occurring within the structure of alloys of the Fe – Ni – C system during hot deformation. The main feature of model alloy was addition of nickel, typical for low-carbon structural steel up to such a content that its γ-condition remained stable at room temperature [7].
Experiments were performed in a laboratory DUO-300 rolling mill [8]. In order to study the effect of deformation regime in the CR roughing rolling stage temperature range on austenite grain size billets of model alloy were heated to 1170°C (experiment 1); the heating and soaking time comprised 70 – 80 min. Subsequent billet rolling was carried out in the temperature range 1100 – 1000°C by a longitudinal scheme to a final thickness of 10 mm. Deformation regimes are presented in Table 2 and the results of experiments are given in Fig. 1. During development of test regimes the following conditions were prescribed: relative reduction in the first pass not more than 8.7%; relative reduction in a subsequent pass not more than 21.5% (taking account of possibilities of modern equipment for thick sheet reversible rolling mills). Slow stop-quenching was carried for the end of rolling in order to fix the austenite structural state.

Dependence of ferrite grain size d av and difference in austenite grain size ∆d in model austenite Fe – Ni alloy on reduction regime (Table 2) in controlled rolling finish stage.
In order to study the effect of deformation regimes in the CR finish rolling stage temperature range on ferrite grain size, specimens of steel 05GB (Table 1) were used, cut from a continuously cast slab. After heating to 1170°C specimens with a size of 80 × 60 × 160 mm were rolled to a thickness of 22 mm. Specimens were cut from the metal obtained of variable section (wedge shaped specimens whose greatest thickness H = 21 mm, least H = 6 mm) and after repeated heating to 1000°C (experiment 2) they were rolled in previously heated rolls by one pass at 920, 850, and 820°C. The final thickness over the length of section was 7 mm. Strip cooling was carried out in still air at a rate of about 1 K/sec. Taking account of the fact that each specimen had a variable cross section, metal was obtained with a different degree of deformation in the strip length direction. Specimens were selected from the strip at previously marked control points in order to study microstructure. The degree of partial reduction ε for each control point, selected over strip length, is presented in Table 3.
Microstructure of test rolled product was studied by a scanning microscope (Leica DMI 5000M). Quantitative evaluation of the microstructure was carried out by means of Image Expert Pro 3 software in a manual regime according to GOST 5639. The value of standard deviation was used as a criterion for difference in grain size.
Results and discussion
Deformation in CR Roughing Stage
It is assumed [9, 10] that austenite grain size in the roughing rolling stage temperature range is affected by the amount of relative reduction per pass, deformation temperature, and steel chemical composition, on which the value of recrystallization activation energy depends [11]. As experience shows, manufacture of high-strength pipe steels in thick sheet reversible rolling mills [12, 13] is most effective for austenite grain refinement, i.e., performing the CR roughing stage using high partial deformations. However, it is still unclear how deformation redistribution per pass affects the size and uniformity of recrystallized austenite after the end of the roughing rolling stage.
A study of austenite structure for model alloy (Fig. 1) showed that in the CR roughing stage austenite grain size decreases due to occurrence of total recrystallization. Two partial deformations with relative reduction each of about 21% (regime 2) is inadequate for forming a fine (about 20 – 24 μm) uniform austenite grain size after the roughing deformation stage. In order to obtain a uniform austenitic structure with a fine grain size after the roughing stage no fewer than four partial deformations are necessary with relative reduction of more than 12% (regime 3). It is possible to refine grain size additionally, increasing the amount of partial reduction by reducing the number of passes in the rolling roughing stage (with retention of the condition: four passes not less than 12%).
During rolling with small (less than 8%) relative reductions spontaneous growth of individual grains is noted in the next roughing stage passes (regime 1), which points to occurrence of a process similar to secondary recrystallization [14, 15].
Analysis of the experimental data obtained showed that after the finish (completion) deformation stage (with conditions for performing in the range Tn r – Ar 3, where Tn r is temperature below which recrystallization does not occur; Ar 3 is temperature for the start of γ→α transformation) the structure of model alloy, deformed in the CR roughing stage by regime 4, is a collection of uniform grains extended in the rolling direction (Fig. 2 a). Under similar deformation conditions in the CR finish stage a specimen with an original (after CR roughing stage) strongly differing grain size microstructure (regime 1) will be ineffective, even with an increase in the degree of it. This is connected with the fact that the austenitic structure after final deformation at 800°C remains uniform in grain size and is a collection of fine and individual coarse grains extended in the rolling direction (Fig. 2 b).

Microstructure of austenitic Fe – Ni alloy after finish deformation (× 200). Prior roughing deformation: a) by regime 4 with formation of uniform austenite structure; b) by regime 1 with formation of differing austenite grain structure.
After the final pipe steel deformation stage and complete air cooling (νcool = 1 – 3 K/sec) accompanied by γ→α transformation by a diffusion mechanism, this difference in microstructure grain size (Fig. 2 b) leads to formation of areas of relatively coarse grains of polygonal ferrite, surrounded by pearlite colonies, which has an unfavorable effect on strength and cold resistance of low-carbon microalloyed steel.
Considering the features established for α-phase generation [16–18] at the start of γ→α transformation it should be assumed that with treatment by CR + AC technology in the case of accelerated completion of cooling (νcool = 15 – 25 K/sec) from the Ar 3 + 10°C temperature to that close to B s (temperature for the start of bainitic transformation) the microstructure will be a mixture of fine, newly formed ferrite grains and coarse supercooled austenite grains. Subsequently from coarse austenite grains there is formation of coarse extended areas of bainite, which predetermines a reduction in the level of pipe steel properties, in particular cold resistance [19].
Deformation in the CR Finish Stage
Previously [20] it has been established that with a reduction in deformation temperature in the CR finish stage in the range Tn r – Ar 3, there is a reduction in ferrite grain size for low-carbon steel 05GB (Table 1). In this work the effect of temperature on degree of austenite deformation on ferrite grain size was studied in the range Tn r – Ar 3. For the steel used the temperature below which recrystallization does not occur (Tn r ≈ 960°C) was determined as an average value, calculated by an equation proposed by the authors in [21, 22].
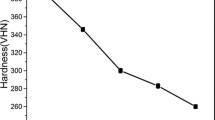
The microstructure of wedge-shaped specimens of steel 05GB is represented by a mixture of polygonal ferrite with pearlite. The amount of ferrite is about 92 – 93%.With an increase in ε in the whole test temperature range ferrite grains are gradually refined (Fig. 3). A reduction in deformation temperature from 900 to 820°C with ε ≈ 12% led to a reduction in ferrite grain size from 8.2 to 7.4 μm, and with ε ≈ 66.7% from 7.1 to 5.7 μm (standard deviation did not exceed 0.018 μm). It follows from this that under industrial conditions in order to refine grains it is necessary to perform the CR finish stage with an increase in reduction close to the temperature for the start of γ→α transformation.

Dependence of ferrite grain size d av on degree of deformation at 820 and 920°C.
Conclusions
1. In the controlled rolling (CR) finish stage for pipe steel for effective recrystallized austenite grain refinement (to 22 – 24 μm) no fewer than four partial deformations with degree ε > 12% are necessary. An increase in the degree of partial reduction per pass due to a reduction in the number of passes with uniform overall degree of deformation leads to additional grain refinement. With completion of finish rolling by passes with ε < 8% there is marked austenite grain coarsening (to about 5 – 7 μm).
2. The difference in grain size of final pipe steel microstructure depends considerably on CR roughing stage regime: with formation of an inhomogeneous austenite structure after the roughing rolling stage attempts to reduce the difference in grain size for a structure in the finish rolling stage are ineffective.
3. An increase in the degree of deformation per pass in the temperature range for absence of austenite recrystallization leads to ferrite grain refinement in pipe steel. The effect of degree of deformation on a reduction in grain is strengthened with a reduction in deformation temperature.
References
F. B. Pickering, Physical Metallurgy and Development of Steels [Russian translation], Metallurgiya, Moscow (1982).
I. Tamura, “Some fundamental steps in thermomechanical processing of steels,” Trans. ISIJ, 27, 763–780 (1987).
K. B. Panigrahi, “Processing of low carbon steel plate and hot strip-an overview,” Bull. Mater. Sci., 24, No. 4, 361–371 (2001).
L. I. Éfron, Yu. D. Morozov, and E. A. Goli-Oglu, “Study of the effect of cold rolling temperature-deformation regimes on lowalloy steel microstructure and mechanical properties for large diameter gas and oil pipelines,” Metallurg, No. 1, 69–74 (2011).
A. Abdollah-Zedeh and D. P. Dunne, “Effect of Nb on recrystallization after hot deformation in austenitic Fe – Ni steels,” ISIJ Int., 43, 1213–1218 (2003).
D. Sun, S. Torizuka, A. Ohmor, and T. Inoue, “Dynamic restoration process of Ni – 30Fe alloy during hot deformation,” ISIJ Int., 42, 432–439 (2002).
E. Gudremont, Special Steels [Russian translation], Metallurgiya, Moscow (1966).
“Modelling thermomechanical rolling — way for reducing expenditure in creating new production,” Metallurg, No. 1, 3 (2010).
T. Tanaka, “Science and technology of hot rolling process of steel,” in: Microalloying’95 Conf. Proc. (1995).
T. Siwecki, “Modeling of microstructure evolution during recrystallization controlled rolling,” ISIJ Int., 32, 368–376 (1992).
S. Medina and A. Quispe, “Improved model for static recrystallization kinetics of hot deformed austenite in low alloy and Nb/V microalloyed steels,” ISIJ Int., 41, 774–781 (2001).
S. Yu. Nastich, Yu. D. Morozov, M. Yu. Matrosov, et al., “Assimilation of production in 5000 OAO MMK mill for thick rolled product of low-alloy steels with improved strength and cold resistance,” Metallurg, No. 11, 57–64 (2011).
Yu. D. Morozov, E. A. Goli-Oglu, S. Yu. Nastich, et al., “Development of TMT regimes for low-carbon microalloyed steel under 5000 OAO MMK mill conditions providing high cold resistance for thick rolled product,” Stal’, No. 2, 81–85 (2012).
S. S. Gorelik, Recrystallization of Metals and Alloys [in Russian], Metallurgiya, Moscow (1978).
D.-W. Sun, S. Torizuka, A. Ohmori, et al., “Dynamic restoration process of Ni – 30Fe alloy during hot deformation,” ISIJ Int., 42, 432–439 (2002).
G, V. Kurdyumov, L. M. Utevskii, and R. I. Éntin, Transformation in Iron and Steel [in Russian], Nauka, Moscow (1977).
C. Ouchi, T. Sampei, and I. Kozasu, “The effect of hot rolling condition and chemical composition on the onset temperature of γ→α transformation after hot rolling,” Trans. ISIJ., 22, 214–222 (1982).
J. Liu and J. Yagimoto, “Ferrite nucleation kinetics inside austenite grain,” ISIJ Int., 47(8), 1188–1194 (2007).
S. Yu. Nastich, “Effect of bainite component morphology for low-carbon steel X70 microstructure on plate cold brittleness,” Metallurg, No. 3, 62–69 (2012).
L. I. Éfron, Yu. D. Morozov, and E. A. Goli-Oglu, “Effect of cold rolling regime of change in structure and set of mechanical properties of low-carbon microalloyed steels,” Stal’, No. 5, 67–72 (2011).
F. Boratto, R. Borbasa, S. Yue, and J. J. Jonas, “Thermomechanical processing of steels and other materials,” in: Thermec-88, Tokyo, Japan (1988), pp. 383–390.
F. Fletcher, in: Austenite Processing Symposium, Paris, France (2008).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 6, pp. 9 – 13, June, 2013.
Rights and permissions
About this article
Cite this article
Goli-Oglu, E.A., Éfron, L.I. & Morozov, Y.D. Effect of deformation regime in main stages of controlled rolling on pipe steel microstructure. Met Sci Heat Treat 55, 294–297 (2013). https://doi.org/10.1007/s11041-013-9622-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-013-9622-8