
The microstructure and properties of medium-carbon steel (0.45% C) are studied after torsional severe plastic deformation (SPD) at a high quasi-hydrostatic pressure and elevated temperatures of from 300 to 450°C. The initial treatment prior to the SPD is hardening for martensite. Analysis of the results shows that the SPD is effective for raising the characteristics of strength and microhardness at satisfactory ductility.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Steels are widely used as structural materials due to their relative inexpensiveness, availability, and excellent operating properties. Development of new processes for treatment of steels makes it possible to widen the range of their application still more. For example, advancement of the methods of severe plastic deformation (SPD) provides unique properties due to formation of submicro-and nanocrystalline structure in bulk semiproducts [1–3]. In some cases such process make it possible to replace high-alloy steels by carbon and low-alloy ones. In this connection, the interest in new processes of production of machine parts and mechanisms from steels has grown substantially in the last decade.
The process of severe plastic deformation of carbon steels with equilibrium ferrite-pearlite structure refines substantially the ferrite matrix, causes crushing and dissolution of cementite particles [4, 5]. As a result, the severe deformation provides considerable hardening of the metal [6].
In some studies of the last several years the SPD has been preceded by quenching of the steel for martensite [7–10]. Martensite is a quite fine and dispersed phase and bears a great number of crystal structure defects. In this case nanosize structural components form at substantially lower degrees of deformation, which presents interest for science, technology and economy. For example, the authors of [7, 10] have obtained a structure close to a nanocrystalline one in a carbon steel after cold rolling with deformation ε = 50% (e = 0.8).
Most experiments on SPD of steels with initial martensitic structure have been performed for low-carbon steels. The studies have shown substantial increase in the strength characteristics of the steels after SPD [7]. Growth in the carbon content is accompanied by marked lowering of the deformability of the steels, especially in the martensitic state. For example, cold deformation of medium-and high-carbon steels with martensitic structure is impossible, and they should be subjected to SPD only at elevated temperatures. However, heating of such steels is accompanied by tempering of the martensite, which lowers their strength and simultaneously increases the ductility.
Thus, the properties of a steel subjected to SPD at an elevated temperature form under the action of several simultaneously occurring processes that exert opposite actions on the strength and ductility. For example, tempering and retrogression raise the ductility and lower the strength, while mechanical hardening and extension of grain boundaries act in the opposite direction. The resulting properties of the steel are determined by the total contribution of these processes, which depends on the deformation parameters, the temperature in the first turn. For this reason, it is important to study the laws of evolution of microstructure in the process of SPD and the effect of the initial structure on the kinetics of the microstructural rearrangement in order to provide a favorable combination of properties in the metal.
The aim of the present work was to show the principal possibility of formation of a high-strength state in an initially hardened medium-carbon steel by SPD due to torsion under quasi-hydrostatic pressure (QHP) at elevated temperatures.
Methods of study
We studied steel 45 (Fe – 0.45% C – 0.27% Si – 0.65% Mn). The initial semiproducts were hot-rolled bars with ferrite-pearlite structure. The steel was subjected to water quenching from 800°C. The temperature of heating for quenching was chosen by the method of test quenching aimed at obtaining a completely martensitic structure without considerable grain growth.
The severe plastic deformation consisted of torsion under a high hydrostatic pressure [1]. The test pieces 10 mm in diameter and 0.2 mm thick were deformed at 300, 350, 400, and 450°C. The number of turns of the test pieces N = 5; the pressure P = 5 GPa.
The microstructure was studied using a JSM-6390 scanning electron microscope and a JEM-2100 transmission electron microscope. The microhardness of the steel was determined using a MICROMET 5101 microhardness meterataloadof 1Nfor10secoverthe diameter of the test piece at a step of 0.5 mm. To estimate the effect of the short-term preliminary heating before the deformation on the microhardness, we also measured the microhardness of check test pieces after a 5-min hold at 300 – 450°C (the temperature of the SPD).
The mechanical properties were determined for microscopic specimens with a length of the functional part 2 mm and a thickness 0.1 mm. The specimens were cut in accordance with Fig. 1. We tested at least 3 specimens in each state; the maximum scattering of the values of the mechanical characteristics was 10%.

Scheme of cutting of specimens for mechanical tests from a disk after QHP.
Results
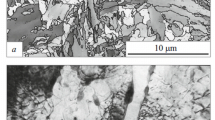
After quenching, steel 45 has a structure of lath martensite (Fig. 2 a). Studying the structure under high magnification (Fig. 2 b and c) we established that the thickness of the marten-site plates in the cross section of the foil was about 200 nm. The internal structure of the crystals is characterized microhardness HV over the cross section of the specimens in martensitic state is 8680 MPa.

Structure of steel 45 in quenched condition (a – c) and after QHP at 350°C (the number of turns N = 5, the pressure P = 6 GPa) (d – f): a, d) SEM; b, e) TEM, light-background image and electron diffraction pattern; c, f) TEM, dark-background image in reflection 100f.
Heating of the check test pieces at the deformation temperature for 5 min causes the development of tempering in them. As a result, the microhardness of the test pieces decreases substantially as compared to the values in the quenched state (Fig. 3 a). Growth in the heating temperature decreases the value of HV from the mean value of 5200 MPa after tempering at 300°C to 4000 MPa after tempering at 450°C. However, these values of HV are higher than those of a normalized (about 2500 MPa [4]) or annealed steel due to the higher fineness of the structure after tempering than after normalizing.

Distribution of microhardness over the diameter of test pieces of steel 45 (h is the distance from the center) after heating without deformation (a) and after torsion under quasi-hydrostatic pressure (QHP) at elevated temperatures (b). The vertical lines present the region from which the test pieces for the tensile mechanical tests have been cut.
After torsion under pressure the test pieces have no cracks, which shows acceptable level of the process ductility of the quenched steel at 300 – 450°C.
After QHP the microhardness of the test pieces is much higher than that of the check ones. The effect of the deformation temperature on the microhardness of the steel is nonmonotonic. After deformation at 300°C the microhardness is distributed quite nonuniformly over the cross section of the test pieces (Fig. 3 b). In the central zone the micro-hardness is at the level of the check test piece. At the periphery its value grows to 9000 MPa. The hardening is maximum after QHP at 350°C. In this case the difference in the values of the microhardness over the diameter of the test pieces is the lowest, i.e., about 9000 MPa in the central zone and about 10,000 MPa in peripheral regions (Fig. 3 b). These values of the microhardness are 2000 MPa higher than those of the quenched steel and 4000 – 5000 MPa higher than those of the check test piece heated at the same temperature. After deformation at higher temperatures (400 and 450°C) the microhardness in peripheral zones of the test pieces is much higher than that of the check ones. In the central zone the microhardness is preserved at the level of that of the check pieces tempered at the deformation temperature. The values of the microhardness do not exceed those typical for the quenched state (Fig. 3 b).
For comparison, we should note that by the data of [9] QHP of the steel in normalized condition at 400°C after six turns had HV equal to 5170 and 5360 MPa in the center and at the periphery of the test piece respectively. In our study the steel after QHP at 400°C had HV equal to 4200 and 7200 MPa in the central and peripheral zones respectively. Consequently, the use of quenching for martensite as a preliminary treatment allowed us to obtain higher values of the microhardness.
The mechanical characteristics and the structure of the steel was studied on test pieces subjected to QHP at 350°C after which the microhardness was the highest (Fig. 3).
The results of the mechanical tests of test pieces after quenching and QHP at 350°C are given in Fig. 4 and in Table 1. It can be seen that the test pieces of the steel with martensitic structure have the expectedly high ultimate rupture strength σr ~ 2300 MPa and very low values of elongation δ ~ 1 – 3%. Five-minute tempering at the deformation temperature of 350°C decreases σr by almost a factor of 1.5 and raises markedly the ductility of the steel (Fig. 4).

Stress-strain curves of test pieces after different variants of treatment: 1 ) quenching from 800°C; 2 ) quenching from 800°C + tempering at 350°C for 5 min (check test piece); 3 ) quenching from 800°C + QHP at 350°C.
QHP at 350°C promotes considerable growth in the ultimate rupture strength, i.e., by 60 and 15% as compared to the check test piece and to the quenched specimen respectively. The elongation of the steel after the QHP is twice higher than after quenching (Fig. 4).
Mechanical tests of test pieces of the steel in normalized condition (data of [9, 11]) after SPD have given considerably lower values of strength characteristics than in our study of deformed quenched steel. For example, after four turns of QHP at 400°C σr = 1700 MPa [9] and after 4 – 6 passes of equal-channel angular pressing σr ≈ 1200 MPa.
Observation of regions of microstructure after QHP under a scanning electron microscope at relatively low magnifications gave no detail (Fig. 2 d), which confirmed indirectly that the microstructure was very fine. The electron microscope study showed that after QHP at 350°C steel 45 acquired a quite homogeneous nanocrystalline structure (Fig. 2 e). The electron diffraction pattern taken from the region presented in Fig. 2 e exhibits numerous reflections arranged in a circle. This is a result of the presence of numerous fine grains with high-angle off-orientation. The dark-background image (Fig. 2 f) presents individual ferrite grains with a mean size of about 100 nm. The dislocation density inside the grains is very high, and the latter contain fine cementite particles about 15 nm in size.
Discussion
Creation of martensitic structure in steels is one of the most efficient methods of hardening due to formation of a supersaturated solid solution, the degree of the supersaturation of which depends both on the content of carbon in the steel and on the temperature of austenization during heating for quenching. However, such a steel has a rather low ductility (Fig. 4), which makes it inapplicable as a structural material. Even a short-term tempering performed for raising the ductility and the toughness causes considerable lowering of the hardness and strength of the steel (Figs. 3 a and 4). SPD of a steel with an initially equilibrium ferrite-pearlite structure increases the strength substantially. However, the resulting value of σr is commonly lower than in quenched steel, which is connected with the presence of relatively coarse and nonuniformly distributed carbides in the ferrite-pearlite structure. The nonuniformity of the distribution of the carbide phase decreases, if the SPD is preceded by toughening, as it is shown, for example, in [4]. This is explainable by the fact that the segregation of the carbide phase in the structure of the matrix during tempering occurs uniformly. These results show that preliminary quenching for martensite promotes processes typical for tempering during subsequent QHP at an elevated temperature, i.e., uniform segregation of carbides in the volume of the matrix from the supersaturated solid solution and retrogression. This is accompanied by simultaneous dissolution of the carbides typical for SPD [4, 5]. The dynamic nature of these processes affects the fineness of the products of the decomposition of martensite; the sizes of the formed carbides virtually do not grow during the deformation. The matrix, which is depleted of carbon as compared to the initial martensite, undergoes strain hardening upon growth in the density of defects and grain-boundary hardening in accordance with the known Hall – Petch equation as a result of the considerable refining of the grains (to 100 nm). Correlation of all these processes determines the level of the properties obtained in the steel after the SPD. When the deformation temperature is increased, tempering develops more actively; the size of the carbide particles increases, the retrogression accelerates, and the strength and the hardness decrease. A combination of the hardening mechanisms optimum for raising the hardness of the steel was attained when the QHP was conducted at 350°C. The structure formed (Fig. 2 d – f) was represented by a ferrite matrix with grain size about 100 nm and high dislocation density and carbides about 15 nm in size uniformly distributed both in grain bodies and over boundaries. This type of structure provides an ultimate rupture strength equivalent to that of the steel with martensitic structure, but the ductility is somewhat higher (see Fig. 4 and Table 1).
Comparing the results of different studies devoted to the effect of SPD on the properties of carbon steels we may conclude that by varying such treatment parameters as the initial state, the temperature and degree of the deformation we should be able to provide the required combination of the characteristics of strength and ductility.
Conclusions
-
1.
Combined treatment (quenching + severe plastic deformation by torsion under quasi-hydrostatic pressure (QHP) at 300 – 450°C) raises the microhardness of steel 45 as compared to the microhardness after tempering. The highest values of HV and uniform distribution of microhardness over the cross section have been obtained in the steel after QHP at 350°C.
-
2.
QHP at 350°C promotes formation of nanocrystalline structure in steel 45 with a mean size of ferrite grains of about 100 nm and cementite particles about 15 nm in size.
-
3.
After quenching for martensite and QHP at an elevated temperature steel 45 acquires a higher level of strength (σr > 2500 MPa) and microhardness (HV > 10,000 MPa) than after quenching or after normalizing and QHP. Some level of ductility (δ > 3%) is preserved.
References
R. Z. Valiev and I. V. Aleksandrov, Bulk Nanostructured Metallic Materials [in Russian], IKTs “Akademkniga,” Moscow (2007), 398 p.
S. V. Dobatkin, A. M. Arsenkin, M. A. Popov, et al., “Fabrication of bulk nano-and submicrocrystalline materials by the method of severe plastic deformation,” Metalloved. Term. Obrab. Met., No. 5, 29 – 34 (2005).
R. Z. Valiev, R. K. Islamgaliev, and I. V. Alexandrov, Progr. Mater. Sci., 45(2), 102 – 189 (2000).
Yu. Yu. Efimova, N. V. Koptseva, and O. A. Nikitenko, “A study of the state of carbide phase after nanostructurization and subsequent drawing of low-carbon steel,” Vestn. MGTU Im. G. I. Nosova, No. 3, 45 – 48 (2009).
Yu. Ivanisenko, W. Lojkwski, R. Z. Valiev, and H.-J. Fecht, “The mechanism of formation of nanostructure and dissolution of cementite in a pearlitic steel during high pressure torsion,” Acta Mater., 51, 5555 – 5570 (2003).
J. Wang, C. Xu, Y. Wang et al, “Microstructure and properties of a low carbon steel after equal channel angular pressing,” in: M. J. Zehetbauer and R. Z. Valiev (eds.), Nanomaterials by Severe Plastic Deformation, Wiley-VCH, Vienna, Austria (2002), pp. 829 – 834.
N. Tsuji, R. Ueji, Y. Minamoto, and Y. Satio, “A new and simple process to obtain nano-structured bulk low-carbon steel with superior mechanical property,” Scr. Mater., 46, 305 – 310 (2002).
S. Dobatkin, J. Zrnik, and I. Mamuzic, “Ultrafine-grained low carbon steels by severe plastic deformation,” Metallurgija, 47(3), 181 – 186 (2008).
J. Zrnik, R. Pippan, S. Scheriau, et al., “Microstructure and mechanical properties of UFG medium carbon steel processed by HTP at increased temperature,” J. Mater. Sci., 45, 4822 – 4826 (2010).
N. Tsuji, “New routes for fabricating ultrafine-grained microstructure in bulky steels without very-high strains,” Adv. Eng. Mater., 12(8), 701 – 707 (2010).
J. Zrnik, S. Dobatkin, and O. Stejskal, “Deformation behavior and ultrafine-grained structure development in steels with different carbon content subjected to severe plastic deformation,” Key Eng. Mater., 345 – 346, 45 – 48 (2010).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov,No.4,pp.3–7, April, 2012.
Rights and permissions
About this article
Cite this article
Karavaeva, M.V., Nurieva, S.K., Zaripov, N.G. et al. Microstructure and mechanical properties of medium-carbon steel subjected to severe plastic deformation. Met Sci Heat Treat 54, 155–159 (2012). https://doi.org/10.1007/s11041-012-9473-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-012-9473-8