
Features of deformation regimes and mechanisms of microstructure formation in low-carbon steel 20 are studied using high-speed and multicycle hot plastic deformation methods in a Gleeble 3500 unit. Energy-force and temperature-speed regimes are established providing preparation of an ultrafine-grained structure with grain size of 150 – 1250 nm, similar to that achieved with higher degrees of cold plastic deformation. Specimen microhardness is determined.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Currently preparation of materials with an ultrafinegrained (UFG) structure is accomplished mainly by cold plastic deformation [1, 2], which imposes certain limitations on a production process regime. A promising area for preparing a UFG structure in metals and alloys is use of hot plastic deformation methods, in particular high-speed (HSD) and multicycle (MCD) methods, although features of these processes and properties of the materials obtained have not been studied sufficiently. In view of this it is important to study deformation regimes for preparing a UFG structure by hot high-speed and multicycle plastic deformation.
As is well known, metal structure and properties during deformation are determined by such factors as an increase in pressure (or pulse), deformation rate (or process duration), and temperature. Gleeble 3150, 3500, and 3800 physical modeling units have considerable potential for modeling hot plastic deformation processes [3, 4]. In essence they are a high-speed plastometer with the possibility of realizing an almost unlimited number of treatment stages for metal by pressure, with a constant or variable deformation rate and temperature throughout the course of treatment. The simple software forms a very convenient interface for creating a program of thermomechanical tests and physical modeling, and collection and analysis of the data obtained. Specimen heating is accomplished directly by passage of an electric current, which makes it possible to heat a specimen up to a rate of 10,000 K/sec, and also to maintain a constant temperature with accuracy of ± 1°C. Due to good thermal conductivity of copper grips within which a specimen is fastened in the Gleeble 3500 unit it is possible to achieve fast cooling rates [4].
The aim of this work is a study of the possibility of forming a UFG microstructure in steel 20 with high-speed and multicycle deformation with considerable accumulation of the degree of deformation.
Methods of Study
Research was carried out on specimens 10 mm in diameter and 100 mm long, prepared from steel 20 by deformation in a Gleeble 3500 unitFootnote 1 “compression – tension” module. High-speed deformation was carried out at different temperatures: 700, 800, 900, 1000, and 1200°C with a deformation rate of 1000 mm/sec, and subsequent free cooling in the grips. The degree of deformation at different temperatures was identical and prescribed by compression of a specimens by 25 mm, which was accomplished by moving the traverse over an appropriate distance.
Different regimes were used in to perform multicycle deformation, and provided in Table 1. Before deformation specimens were heated to 1200°C in 1 min, then held for 1 min at this temperature for austenite homogenization. On completion of austenitizing specimens were cooled during 15 sec to 1100°C, and then at a rate of 2.8 K/sec to the temperature for the start of deformation [5].
Qualitative and quantitative properties of the microstructure were revealed by means a Meiji Techno light microscope using a Thixomet PRO computer image analysis system [6, 7], and also a using a JSM 6490 LV scanning electron microscope (SEM).
Results and Discussion
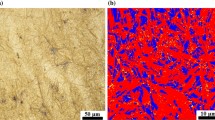
The original microstructure of a hot-rolled specimen is ferritic-pearlitic: pearlite volume fraction was about 24%, ferrite was about 76% (Fig. 1a ), grain size was 15 – 30 μm, and the average distance between pearlite plates was 0.23 μm (Fig. 1b ).

Steel 20 microstructure in original condition.
Steel microstructure after HSD is given in Figs. 2 and 3. It has presence of parallel or mutually perpendicular deformation bands, arranged with a pitch of 300 – 1000 nm, which form in the most favorably orientated grains and are similar to a banded structure arising with traditional deformation of degrees ε ≤ 3 – 4 (Fig. 2). Simultaneously breakdown of deformation bands and original “clean” ferrite grains is traced (within which deformation bands were absent) into finer size regions (fragments). At high magnification it is clearly seen that these fragments have fine rectilinear boundaries and equal angles at ternary junctions (Fig. 2a ). This points to formation of high-angle boundaries. Pearlitic areas within this structure are also dispersed (Fig. 2b ).

Features of ferrite (a) and pearlite (b) structure in steel 20 microstructure after high-speed deformation.

Steel 20 microstructure after high-speed deformation at 750 (a), 800 (b), 900 (c), 1000 (d), and 1200°C (e, f).
The least grain size (150 nm) and greater relative amount of fragmented ferrite was observed in specimens deformed at 750 – 800°C (Fig. 3a ). At these temperatures steel 20 deformation was completed in the intercritical region Ac 1 – Ac 3, i.e., in the two-phase austenite + ferrite region, and simultaneously there was formation of austenitic and ferritic grains. There was partial dynamic recrystallization, as a result of which ferrite fragments acquired and almost equiaxed shape.
Formation of recrystallized grains is due to an increase in temperature in areas of deformation localization and is a stress relaxation mechanism. Recrystallized grains are grouped into deformation bands, and in chains arranged between bands (Fig. 3). However, apparently it is impossible for recrystallization to be completed entirely, there is no significant growth of recrystallized grains, and therefore grains of dispersed ferrite remain ultrafine, i.e., with a size to 400 nm. Unrecrystallized areas are elongated grains consisting of sub-grains, formed apparently as a result of dynamic polygonization.
The structure obtained with high-speed deformation at 750 – 800°C appeared to be mainly similar to the structure observed for steel 20 after ECAE at 400°C (deformation bands and ultrafine grains with a size of 300 – 500 nm also formed within the microstructure [8, 9], and also with dynamic channel-angular extrusion of titanium at elevated temperature [10].
Deformation at above Ac 3 temperatures (900, 1000, and 1200°C) occurred in a single-phase austenitic region, and also provided deformation refinement of the structure. The structure after HSD at 900 and 1000°C (Fig. 3c and d ) appeared to be mainly similar to the structure after deformation at 800°C, and only differed in larger grain size.
On cooling, which was accomplished immediately after deformation, the separated ferrite probably inherited features of the dislocation structure of strain-induced austenite, and underwent recrystallization. As a result of a higher deformation temperature dynamic recrystallization occurred more completely, and there was also recrystallized grain growth, which led to an increase in grain size to 750 – 2500 nm.
After deformation at 1200°C the main typical structural element formed as a result of deformation is deformation bands 1 – 5 μm wide (Fig. 3e ). Ultrafine ferrite grains are observed very rarely within the structure, which points to almost total occurrence of dynamic recrystallization. After HSD at 1200°C, in addition the structural component morphology changes: ferrite has an angular structure, and instead of a plate-like ferrite-carbide mixture a low-carbon bainite structure is often observed (Fig. 3d ). A cementite phase with deformation temperature regimes in the region of austenite fragmentation partly undergoes spheroidization.
Comparison of the microhardness of steel 20 after HSD at elevated temperature and after ECAE is given in Fig. 4. There is a marked reduction in hardness after HSD only at 1200°C, although compared with ECAE the hardness after HSD is reduced. However, after HSD at 750 – 1000°C hardness compared with the original condition increased by about 20%, which is due to grain refinement and ferrite fragmentation.

Steel 20 microhardness after high-speed deformation at different temperatures (a) and after ECAE at 400°C in relation to number of passes (b).
The nature of the microstructure obtained after multicycle deformation is shown in Fig. 5. The morphology of structural components differs from that of structural components obtained with HSD: ferrite has an angular structure, and instead a lamellar ferrite-carbide mixture there is a bainite-martensite structure (BM). Analysis of the microstructure after treatment by regime 1 (see Table 1) points to the fact that compared with the original microstructure separation of ferrite is suppressed (Fig. 5a ). In addition, martensitic areas are observed (Fig. 5b ). Traces of deformation are absent from ferrite grains (Fig. 5c ), and in contrast to HSD, fragmentation is not observed (Fig. 5d ).

Steel 20 microstructure after treatment by regime 1, including deformation by compression with a degree of 0.4 at 880°C and cooling in the grips.
After treatment by regime 2 the microstructure is similar to that observed by treatment by regime 1 (Fig. 6a – c). However, in ferritic areas deformation bands appeared (Fig. 6d ), similar to those observed with HSD.

Steel 20 microstructure after treatment by regime 2, including one cycle of “deformation – compression” at 880°C with a degree of 0.4 at 880°C and cooling in the grips.
After treatment by regimes 3 and 4 the microstructure observed had typical features that are illustrated in Fig. 7. It is uniformly arranged areas consisting of platelets and needles, orientated in a certain way. The size of structural elements (orientated areas) decreased to 15 μm (Fig. 7) compared with the original grain size (see Fig. 1a ).

Typical steel 20 microstructure after treatment by regimes 3 (a) and 4 (b).
Conclusions
-
1.
Physical modeling in a Gleeble 3500 unit showed the fundamental possibility of deformation refinement of steel 20 structure to a grain size of about 400 nm due to high-speed deformation at 750 – 1000°C, as is achieved with considerable plastic deformation without metal heating, or with heating to a temperature not exceeding the recrystallization temperature.
-
2.
With multicycle hot deformation by a “compression – tension” scheme with large degrees (e = 8) there is also dispersion of the structure and a reduction in structural element size.
Notes
Studies were carried out in the Multiple-Access Center of the Nanosteels Research Institute of G. I. Nosov Magnitogorsk State Technical University. The authors thank M. P. Baryshnikov for help in performing tests in the Gleeble 3500 unit.
References
R. Song, J. G. Speer, D. K. Matlock, et al., “Overview of processing, microstructure and mechanical properties of ultrafine grained bcc steels,” Mater. Sci. Eng. A, 441(1 – 2), 1 – 17 (2006).
R. Z. Valiev and I. V. Aleksandrov, Bulk Nanostructured Metallic Materials [in Russian], IKTs Akademkniga, Moscow (2007).
A. I. Rudskoi, N. G. Kolbasnikov, O. G. Zotov, et al., “Study of the structure and properties of TRIP- steels in a Gleeble 3800 unit,” Chern. Met., No. 2, 8 – 14 (2010).
D. M. Chukin, A. S. Ishimov, and M. S. Zherebtsov, “Use of a Gleeble 3500 unit for analyzing phase transformations in steel of eutectoid composition microalloyed with boron,” in: M. V. Chukin (ed.), Treatment of Solid and Layered Materials [in Russian], Izd. Magnitogorsk Gos. Tekhn. Univ., Magnitogorsk (2012), Issue 38, pp. 52 – 57.
M. P. Baryshnikov, A. S. Ishimov, and M. S. Zherebtsov, “Modeling process with considerable degrees of deformation accumulation in a Gleeble 3500 research unit,” in: V. M. Kolokol’tsev (ed.), Actual Problems of Contemporary Science, Technology, and Education: Proc. 71st Inter-Regional Sci.-Tech. Conf. [in Russian], Izd. Magnitogorsk Gos. Tekhn. Univ., Magnitogorsk (2013), Vol. 1, pp. 251 – 254.
N. V. Koptseva, M. V. Chukin, and O. A. Nikitenko, “Use of Thixomet PRO software for qualitative analysis of ultrafinegrained structural low- and medium-carbon steels given equalchannel angular extrusion,” Metalloved. Term. Obrab. Met., No. 8, 12 – 17 (2012).
A. I. Meshkova, O. A. Nikitenko, Yu. Yu. Efimova, and N. V. Koptseva, “Quantitative analysis of the microstructure of billets of ultrafine-grained steel; grades 20 and 45 prepared by equal-channel angular extrusion,” Act. Probl. Sovremen. Nauki, Tekh. Obraz., No. 1, 153 – 156 (2011).
N. V. Koptseva, Yu. Yu. Efimova, M. P. Baryshnikov, and O. A. Nikitenko, “Structure formation and mechanical properties of carbon structural steels during nanostructuring by equalchannel angular extrusion,” Deform. Razrush. Materialov, No. 7, 11 – 17 (2011).
N. V. Koptseva, “Deformation refinement of the structure of carbon structural steels by equal-channel angular extrusion in order to improve manufactured item strength,” Stal’, No. 8, 50 – 56 (2012).
V. I. Zel’dovich, N. Yu. Frolova, A. É. Khaifets, et al., “Improvement of titanium mechanical properties by dynamic channel angular extrusion,” Vopr. Materialved., No. 1(69), 29 – 37 (2012).
The work was carried out with financial support of the Russian Ministry of Education within the scope of implementing a combined project for creation of hi-tech production with participation of higher education establishments (agreement No. 02.G25.31.0178), base (No. 2014_80, 2014-06 GZ) and the planned part of state assignment (No. 11.1525.2014K of July 18, 2014).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 6, pp. 10 – 13, June, 2016
Rights and permissions
About this article

Cite this article
Koptseva, N.V., Nikitenko, O.A. & Efimova, Y.Y. Study of Microstructure Formation of Carbon Steel Under High-Speed and Multicycle Hot Plastic Compressive Deformation Using A Gleeble 3500 Unit. Met Sci Heat Treat 58, 318–323 (2016). https://doi.org/10.1007/s11041-016-0010-z
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-016-0010-z