
The method of evaluation the adhesion strength for the fiber-polymer bond by pulling out a thread from the adhesion cell formed by a loop tightened into a knot allows one to determine the adhesion of different types of reinforcing fibers to various thermosetting and thermoplastic polymer matrices. When tightening a knot from the loop covering the tested thread, the contact pressure required in the area of adhesion joint is ensured. The geometric model was developed to determine the contact area in the adhesion cell of this type. When calculating the contact area, the thickness (linear density) of the threads forming the adhesion cell, as well as the density of the material is taken into account. The influence of pressure and time of the contact of the fiber surface with the thermoplastic melt, as well as the melt temperature and content of nanodispersed fillers on the adhesive strength is shown.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Methods for studying the adhesive bond strength. The adhesive bond strength between a fiber and a polymer matrix characterizes the efficiency of load distribution on the reinforcing fibers in plastics before their breakage or detachment from the matrix. Therefore, much attention is paid to the study of fiber adhesion in reinforced plastics [1]. The highest mechanical characteristics of composites are achieved when the reinforcing fibers are oriented in the direction of tensile stresses.
The adhesion strength of polymers to fibers, as well as the shear strength of plastics reinforced with continuous fibers, significantly depends on a stress-strain state, and its evaluation depends on the test procedure and calculation method, which is discussed in detail in works on adhesive mechanics [2].
There are several methods for evaluating the adhesive bond strength between the fibers and polymer matrix. The most widespread ones are various variants of a single fiber pull-out from a polymer microblock [3]. The estimated value of shear stress τAC, at which the fiber separates from the matrix, characterizes the adhesive bond strength. Various types of adhesion meters were developed for a specimen testing using this method. Textechno (Germany), for example, offers a Fimabond setup for making specimens and testing with both thermosetting and thermoplastic binders [4]. The use of such equipment facilitates the experiment, especially for brittle and thin carbon fibers. Formation of an adhesive bond between a fiber surface and a polymer in all known adhesion meters occurs upon a free contact of a fiber with a liquid binder without pressure, and determination of the contact area requires additional analysis.
To form a polymer microblock, some researchers suggest on the surface of a carbon fiber to tie a knot from thermoplastic fiber with its subsequent melting [5] or melting the thermoplastic granules directly on the surface of carbon thread [6]. In all such methods, it is also impossible to create pressure in the contact zone of the fiber and polymer melt.
The methods of “three fibers”, structures from special measuring cells, as well as microfragmentation and microhardness [7,8,9] are very laborious and require additional equipment for testing. Among the above-mentioned methods, microindentation is distinguished by the possibility of using the specimens from a real composite. However, for this method applying, the preliminary preparation of specimens in the form of thin plates is required, and a character of the reinforcing fibers loading and a character of fracture of the adhesive joint differ in principal from the usual working conditions of the reinforcing fibers in a composite. Under an indenter action on the end of reinforcing fiber, the latter is compressed and pushed out of the matrix instead of tension [9]. When carrying out the test, a precise positioning of the indenter is required, and the experimental results obtained require rather complex processing. Determining the values τAC by this method is possible for a limited type of fibers and is not used for the aramid fibers possessing a low compressive strength and prone to fibrillation (splitting).
Reinforcing fibers are typically used in the form of tows, so the methods of estimation of tows are of practical interest. For example, the method of a tow (a multifilament yarn) pull-out from a binder block in the form of a kern (called by the authors of [10] full pull-out) is close to the pull-out method and also requires a special tool set for specimen preparation and testing. The pulling out force in this method is normalized throughout the depth of tow immersion into the binder. However, the shape and size of a zone of adhesion interaction can change during a specimen preparation due to a capillary wedging (a fluffing out of elementary filaments) when the end of the tow is immersed into a liquid binder.
In most of the methods considered, it is impossible to ensure and control the pressure in the contact zone between the fiber and binder, which is necessary for the formation of a strong adhesive bond, especially important for viscous thermoplastic melts. There are very few published results on measuring the values τAC, especially for carbon fibers with thermoplastics. Known works mainly present the results of studying the shear stress τAC for model systems with steel wire [11].
In the anisotropic fiber-reinforced plastics, the volume content of fibers reaches over 50%, and a thickness of polymer matrix interlayer is comparable to the thickness of fibers. Therefore, it seems extremely important to study the shear stress τAC specifically for thin polymer layers. Moreover, it is necessary to create pressure in the adhesive interaction zone, required to ensure a complete contact of the fiber surface with viscous thermoplastic melts. In most of the methods listed, these factors cannot be taken into account, and the values τAC obtained refer to the results of individual model tests.
The method of pull-out a thread out of a loop. A relatively simple type of testing not requiring additional test facilities is a fiber pull-out from an adhesion cell in the form of a knot formed by tightening a loop around the tested thread with a polymer on its surface [12,13,14]. When tightening the loop into a knot around the tested thread, the required contact pressure is ensured in the adhesive area. The specimens are tested on standard tensile testing machines. During testing, the adhesive joint is actually failed in shear on the surface of not a single monofilament, but a plurality of elementary fibers contacting with the polymer, in the same manner as in the full pull-out method [10], but within the area limited by the knot width. This allows one to reduce the number of specimens for statistical accounting of the scatter of the characteristics of single threads. This technique was used in the USSR in studying the adhesion of aramid fibers to epoxy binders, for example, in UkrNIIM (Donetsk, Ukraine). There are examples and recommendations for using this technique for other thermoset binders [15].
According to this technique, the value τAC was calculated as the pulling out force of the tow (bundle of threads) from the adhesion cell, referred to the linear density of the tested tow characterizing its thickness. The adhesive contact area was not determined in this case, since the greatest practical interest in most cases is to compare the adhesion of different types of binders to the same type of fiber or to study the effect of fiber surface treatment on this indicator. For thermoplastics, the technique was later modified in such a way that the knot was tightened on a film formed from a polymer melt deposited on the tested tow [16, 17].
Up to the present, this technique was used mainly in testing the adhesion of aramid fibers, since the tows of brittle glass and carbon fibers are difficult to tighten into a knot to form an adhesion cell. It was also difficult to compare the results obtained for the tows of different thicknesses (linear density), since the area of adhesive contact in the knot depends on this thickness.
The objective of the current work is to expand and unify the application of the technique of “pulling out from a knot” for different types of fibers and thermoplastic matrices, taking into account the adhesive contact area. To do this, it was necessary to develop a model for calculating the adhesive contact area in a cell formed in a tightened knot, covering the tested thread of different type and thickness.
Development of the Model of Adhesive Zone in a Tested Cell
The scheme of formation of an adhesion cell in tightening a knot from a loop around the tested thread is shown in Fig. 1a.

Scheme of forming a knot in tightening a loop with pulling force F и photo of the knot after testing of Armos thread (a), Glass fiber tow (b), and carbon fiber tow (c) (arrows indicate the direction and location of tension).
A drop of binder (originally a thermosetting type) is applied to the thread at the point of tightening the loop into the knot. After that, the specimen is cured according to the temperature regime required. The micrograph (Fig. 1a) demonstrates the adhesive-cohesive mode of adhesive bond fracture between the aramid fiber Armos and epoxy binder, apparently, owing to the high adhesive strength of the fibers with the binder. The fracture in the case of glass (Fig. 1b) and carbon (Fig. 1c) fibers corresponds to the adhesive fracture mode.
For thermoplastics, the tightening of the knot around the thread coated with a polymer shell is carried out at the temperature of the thermoplastic viscous state.
To calculate the adhesive contact area of tows in a knot, let us consider the position of the elementary filaments forming the tow, when one tow is enclosed by a loop of another one. Both the two tows forming the adhesion cell consists of a plurality of elementary threads (filaments). In general, the tows can vary in material, thickness, and number of elementary filaments. As can be seen in the micrographs (Fig. 1b and Fig. 1c), the male thread (central one) in tightening the loop in the contact zone takes a close-to-cylindrical shape, whereas the female thread is flattened into a tape.
Let us consider the cross-section of the central (male) tow with a diameter of D in the contact area of two adjacent filaments with a diameter of d located on the surface (Fig. 2). At D ≫ d, the segment length of the arc L between the contact points of two adjacent threads with the circle describing the cylinder approaches the length of a straight line connecting these points, and equals to ~ d. Since the length of a circle quarter is πd / 4 , then the length of two arcs l from the extreme points on the surface to the touching point of the threads equals to ~ πd / 2, which exceeds π / 2 times the distance d between these points. Thus, the surface area of the complex thread with a diameter D is also π / 2 times larger than cylindrical surface of the same diameter D. The length of circumference at the cylindrical shape of the tow of diameter D1 equals to πD1.

Scheme of arrangement of the threads on the tow surface: tow (complex thread) of diameter D (a); monofilament of diameter d (b).
In the case of formation the loop from the tow with the diameter D2 and the length πD2 of the circumference enclosed the tow located at the center of the loop, the first tow is flattened into a flat tape with a width ~πD2 / 2 (as shown in Figs. 1b, c).
If we take the tow shape close to a cylindrical one, then its diameter D can be calculated, based on the linear density T (measured in the off-system unit, tex, characterizing the mass of a tow of 1000-m length) and material density ρ with account of the packing density φ of cylindrical elementary filaments in the tow, as \( D=2\sqrt{\frac{T}{\varphi \pi \rho}} \).
For two tows with the linear density T1 and T2 and the density of thread materials ρ1 and ρ2, the diameters of cylindrical tows equal to \( {D}_1=2\sqrt{\frac{T_1}{\varphi \pi {\rho}_1}} \) and \( {D}_2=2\sqrt{\frac{T_2}{\varphi \pi {\rho}_2}} \).
Then, the contact area of two tows in the knot (see Fig. 1), taking into account the flattening of the enclosing tow into a tape of the width πD2 / 2, can be calculated as
Since, the actual surface area of the tow with account of the above-mentioned estimation exceeds the area of cylinder with the same outer diameter by π / 2 times, then the adhesive contact area in this case will be equal to
When using two tows of the same type with material density ρ and linear density T, Eq. (1) takes the form
The thickness of the threads consisting the tow is not included in the calculation formula (since d ≪ D). For a tow consisting of 130-300 cylindrical filaments, the degree of filling based on the packing geometry equals to 0.82-0.83 [18]; therefore, in the model proposed, the value of 0.82 was used for the calculation. The adhesive bond strength of the tow and binder at the pulling out force F from the adhesion cell, taking into account the contact area S, is determined as τAC = F / S.
As follows from Eq. (2), the normalization of pulling out force of the thread to its linear density, considered for the same type threads in previous publications used this technique, was correct.
Experimental Part
Objects of research and experimental technique. The calculation of shear stress τAC was carried out for the epoxy binders and the threads of SVM, Armos and Terlon [19], where the fiber properties, the conditions of specimen preparation, and testing were also described.
To determine the value τAC with thermoplastic binders, we used a tow UKN-5000 from carbon fibers (Umatex State Corporation, Balakovo, Russia), a prepreg-tow CCF 1.5K from carbon fibers (ANIZOPRINT, Russia), Kevlar® 29 aramid fibers, based on poly(p-phenylene terephthalamide, untwisted, without lubricant, (DuPont, USA), and Armos aramid fibers (NPO Khimvolokno, Mytishchi, Russia).
The basic indicators of the fibers used are presented in Table 1.
As thermoplastic binders, we use polyamide PA-66 of Leona® 1500 grade with a melt flow index of 4.8 at 270°C (Asahi Kasei Corporation, Japan) and A20C-333 acrylonitrile-styrene copolymer (SAN) with a melt flow index of 26 at 220°C (Company Toray Industries Inc., Japan). As dispersed fillers, we use detonation synthesis nanodiamonds (DND) and layered aluminosilicate-montmorillonite (MMT) of Cloisite® 30B grade (Southern Clay Products Inc., USA). Filled thermoplastics were obtained by using a Haake PolyDrive model mixer (Germany). Estimation of the particle size according to the turbidity spectrum in a filled thermoplastic film, the average sizes of MMT and DND particles in a thermoplastic matrix after mixing were 220-250 nm and 300-350 nm, respectively [20].
The polymer shell on the threads was applied by pulling the threads through the melt and a calibrating capillary in an IIRT viscometer according to the procedure described in [16, 17]. The knot tightening was fulfilled with a specified force also with heating in the thermal chamber of the IIRT viscometer. The tensile test, in which the thread was pulled-out from the knot, was carried out on a tensile machine in accordance with the description given in [16, 17]. Ten specimens of each type were tested. The coefficient of variation of the pulling out force values was 10-15%.
When using the Armos thread as a “loop-forming” one, the values of adhesive contact area S calculated by Eq. (1) for the tested Armos, Kevlar and carbon threads are 0.84, 1.35 and 1.54 mm2, respectively.
Electron microscopy studying was carried out on a FEI Quanta 650 FEG SEM in a high vacuum regime at 2-kV voltage.
Results Discussion
Calculation of adhesion bond strength for epoxy binders. The calculation values for the adhesive strength of three types of domestic aramid fibers (in the form of thin tows, i.e. complex threads) to the epoxy binder EDT-10 are presented in Table 2. Heteroaramid fibers SVM and Armos, and Terlon fiber (on the basis of an aromatic polyamide, poly-p-phenylene terephthalamide) were produced in the USSR at the experimental plant NPO “Khimvolokno” (Mytishchi) [21]. In terms of chemical structure and properties, Terlon was an analogue of Kevlar fiber (DuPont Company). The threads of 58 tex were used as the tested one and forming the loop and knot. The adhesive joint area in the knot, calculated by Eq. (2) taking into account the density of the polymer in the threads, in this case equals to 0.488 mm2.
The results in accordance with the data previously published in [19], without calculating the adhesive contact area, are presented in the 1st column of the Table 2. The adhesive bond strength values for the same specimens with account of the contact area calculated using Eq. (2) are shown in the 2nd column. The shear strength values of the ring specimens made from fiber-reinforced plastics are presented in the 3rd column for comparison. Shear (interlayer) strength is directly related to the adhesion of fibers to the matrix and is an important characteristic of the mechanical properties of products made of fiber-reinforced plastics.
As can be seen from the results presented, the calculated adhesive strength values turned out to be very close to those obtained by the pull-out method given in the monograph [1] (see p. 158) for VNIIVLON monofilaments and EDT-10 epoxy matrix. Let us clarify that SVM and VNIIVLON are the trademarks of the same fiber [22]. At first glance, such agreement of the results is unexpected, since the specimens used in the compared methods differ significantly with respect of the adhesive contact area (by two orders of magnitude). This fact can be explained by the fact that the interfacial layer thickness of polymer in the “pull-out-from-knot” method under discussion is comparable to the thickness of elementary filaments, in contrast to the “pull-out” tests, where this thickness is indeterminate. Therefore, the scale factor effect for our method may differ than in [1]. As above-mentioned, the highest adhesive bond strength with the epoxy matrix was achieved for SVM fibers at a close tensile strength for all three types of threads, which is explained by the amorphous structure of these fibers, due to which the low-viscosity binder easily diffuses through the surface of the threads. As was noted in [22, 23], the adhesive bond failure between SVM fibers and an epoxy binder has a cohesive mode, affecting the surface of the fiber itself.
For Terlon fibers (as well as for Kevlar ones), the crystalline structure hinders a binder diffusion and the adhesive strength in this case turns out to be significantly less, which corresponds to the low shear strength of ring specimens made from these fibers.
A certain advantage of the values τAC of SVM fibers compared to Armos fibers with a semi-crystalline structure does not affect the shear strength in ring specimens. This allows us to conclude that the adhesion of Armos fibers is sufficient to realize the strength of these fibers in the polymer matrix, whereas Terlon fibers require additional treatment to increase their adhesion to epoxy binders. From the data obtained, an important conclusion can also be drawn that flexible and strong SVM and Armos fibers can be used as “load-carrying” threads to form a loop in the adhesion cell when studying the fibers with low adhesion to polymer matrices (for example, carbon ones). In this case, the weakest area in the adhesive joint considered is the interface between the polymer film and the tested (central) thread, the strength of which is studied.
Determination of adhesive bond strength for thermoplastics. Based on the model proposed and experimental data obtained, the values τAC were calculated for some reinforcing fibers and thermoplastic matrices, including filled with nanofillers.
The dependences of the value τAC on the knot tightening force F for Armos and Kevlar threads hold in a melt SAN thermoplastic at a temperature of 220°C for 15 min are shown in Fig. 3. It can be seen that the maximum value τAC corresponds to tightening force F = 3 N. If we assume that the tightening force of the loop during the knot formation is uniformly distributed over the surface covered by the knot, then the indicated maximum τAC at a contact area of 0.84 mm2 corresponds to a pressure of 3.6 MPa. This pressure level usually characterizes the pressure molding conditions for anisotropic fiber-reinforced thermoplastics [24]. The presence of the maximum can be explained, as was done in [16, 17], on the one hand, by an increase t AC owing to a better melt flowing into the microroughness of the fiber surface with increasing pressure, and on the other hand, by the probability of the melt squeezing out of the adhesive interaction zone at excess pressure.

Dependence of adhesion bond strength τAC for threads Armos (1) and Kevlar (2) with SAN vs. force of a loop tightening F.
The dependence character of τAC on the pressure testifies that without creating pressure in the zone of adhesive contact formation with a viscous thermoplastic melt, it is impossible to estimate the value τAC of the fibers. The level τAC in the case of Armos fibers with SAN thermoplastic is 30% lower than that with thermosetting epoxy binder EDT-10 (see Table 2), which is explained by the low viscosity of the epoxy binder and the ease of its diffusion through the fiber surface. Among the thermoplastics studied, the selected SAN grade possesses the lowest viscosity (the highest melt index), but the epoxy binder viscosity is still less. The value τAC for Kevlar fiber with PA-66 is also less than with epoxy binder, but this difference is less pronounced owing to a dense crystalline structure of Kevlar fiber, which hinders the diffusion of low-viscous thermoset binders.
Figure 4 demonstrates the adhesive strength τAC dependence on the contact time t under pressure corresponded to the tightening force of 3 N and a temperature of 220 and 270°C for the SAN and PA-66 melts, respectively.

Dependence of adhesion bond strength τAC vs. contact time t for tow Armos with melts of PA-66 (1) and SAN (2).
At the initial period of time, an increase of values τAC is naturally observed owing to the improvement of the adhesive contact of the melt with the fiber surface, but after 15 min, they decrease probably as a result of the ongoing thermal degradation of the polymer. Previously, using the same test procedure, the maximum τAC for the Kevlar fiber-polysulfone system was observed in the contact time with melt in the range of 3-4 min. For the glass fiber-polysulfone system, the maximum τAC was also observed in the same time interval, but with four times less value than for Kevlar fiber [17]. The presence of maximum τAC with respect of the time of contact of the steel fibers with a polysulfone melt was also observed by other researchers, who explained this phenomenon by the thermal degradation of the polymer [25].
Thus, for each fiber–thermoplastic system, there are optimum conditions for achieving the maximum value τAC, depending on the temperature, exposure time in the melt, and pressure of adhesive contact formation.
Recently, the use of polymer matrices with dispersed fillers, in particular, with layered silicates (montmorillonite—MMT) and detonation synthesis nanodiamonds (DND), was actively developed. Much attention was paid to the adhesion of fibers to such filled matrices [26, 27].
Figure 5 demonstrates the dependences of the adhesive bond strength τAC for the system of a carbon fiber and SAN thermoplastic matrix filled with various mass content of MMT and DND nanofillers (at melt temperature 220°C and F = 3 N). As seen, the value τAC reaches the maximum at the content of DND and MMT of 0.2 and 0.6 wt%, respectively. Such effect is explained by the inhibition of crack propagation on the dispersed particles in the area of the adhesive joint; this effect increases the strength of nanocomposites aslo [26, 27].

Dependence of adhesion bond strength τAC for carbon fiber tow UKN vs. content C of DND (1) and MMT (2) in SAN.
The method developed turned out to be convenient for determining the adhesion of the reinforcing threads and tows to both thermosetting and thermoplastic binders, including for composite filaments used in 3D printing. Reinforcement with continuous threads, primarily carbon ones, is one of the modern directions in the development of additive technologies and 3D printing of composite products [28]. The Composer 3D printer developed in Russia by ANISOPRINT allows one to fabricate carbon fiber-reinforced products using this technology [29, 30]. This type of printer uses the prepregs (carbon tows pre-impregnated with thermosetting binders). The use of prepregs with thermosetting binders is associated primarily with a difficulty of impregnating the tows with the melts of high-viscous thermoplastics. For such, in fact, two-matrix composites, an important aspect is the adhesion of the reinforcing composite rod to the main thermoplastic matrix, but the adhesion strength τAC of such filament to the thermoplastic matrix was not studied so far.
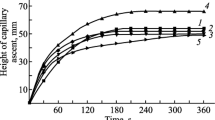
The micrographs of Fig. 6 show the cut cross-sections of a “dry” carbon tow with a polymer shell formed at different impregnation time (time of exposure in the polymer melt) used for determining the value τAC, as well for the CCF 1.5K prepreg. At the cut, the unimpregnated (without binder) part of the tow was removed to visualize the impregnation depth. At that, the thickness (diameter) of the tow remained almost constant, so it can be assumed that the impregnation time should not affect the geometry of tested specimen. An analysis of the arrangement of elementary carbon threads in the prepreg (see Fig. 6d) allows us to consider the value of 0.82 adequate for calculating the packing density of elementary threads in the prepreg.

Micrographs (90×) of the cut cross-sections of “dry” carbon fiber tow after applying a polymer shell in the melt of PA-66 after 2 (а), 15 (b), and 25 min (c), and a fragment of the cut of prepregs CCF (d).
Thus, the adhesive strength of the composite rod (CCF 1.5K prepreg manufactured by ANISOPRINT), with the SAN matrix, determined by this method, was 30 MPa, which is 67% higher than that for the UKN-5000 carbon tow (without impregnation and surface treatment; data are shown in Fig. 5).
Conclusion
The model and method for calculating the area of adhesive contact in testing the adhesive bond strength between a fiber and a thermoplastic matrix by pulling out from a knot were developed. Based on the model proposed and experimental data obtained, the adhesion bond strength between the aramid and carbon fibers with an epoxy binder and a number of thermoplastics was calculated. The heteroaramid fibers SVM and Armos owing to their strength, flexibility and high adhesion to polymers can be used to form an adhesion cell from a loop for testing other types of fibers. The extremum dependence of the adhesive bond strength between the reinforcing threads and thermoplastic matrix on the contact pressure, time and temperature of the adhesive contact formation was shown. The necessity of pressure creation in the zone of adhesive contact formation between the reinforcing fibers and viscous thermoplastic matrices is proved to achieve a strong adhesive bond. The method of pulling out from a loop ensures the pressure creating in the area of adhesive contact formation in the specimens and is suitable for estimating the adhesive bond strength of the tows and the prepregs used for 3D printing of anisotropic fiber-reinforced plastics.
This work was partly supported by a grant from the Russian Science Foundation (project No. 17-79-30108).
References
Yu. A. Gorbatkina, Adhesion Strength in Systems of Polymer–Fiber, Khimiya, Moscow (1987).
R. A. Turusov, Adhesion Mechanics, NRU MGSU, Moscow 2016.
S. Zhandarov and E. Mader, “Characterization of fiber/matrix interface strength: applicability of different tests, approaches and parameters,” Compos. Sci. Technol., 65, 149-160 (2005).
URL: https://www.textechno.com (date of the application: 07.04.2021)
Baoying Liu, Zhao Liu, Xiaojun Wang Gang Zhang, Shengru Long, and Jie Yang, “Interfacial shear strength of carbon fiber reinforced polyphenylene sulfide measured by the microbond test,” Polym. Testing, 32, 724-730 (2013).
L. Yang, and J. L. Thomason, “Development and application of micromechanical techniques for characterising interfacial shear strength in fibre-thermoplastic composites,” Polym. Testing, 31, 895-903 (2012).
E. V. Pisanova, S. F. Zhandarov, and V. A. Dovgyalo, “Adhesive strength in thermoplastic polymer-thin fiber systems. Measured value as a function of the testing method,” Mech. Compos. Mater., 29, No. 2, 175-180 (1993).
Russian Patent 2683106. Sample for determining the adhesive bond strength of the reinforcing threads and a polymer binder and a method for its manufacture / P. M. Khavalkin, A. M. Kul’kov, and Yu. V. Antipov, Declared 12.13.2018 // Discoveries. Inventions, No. 9 (2019).
J. Jager, M. G. R. Sause, F. Burkert, J. Moosburger-Will, M. Greisel, and S. Horn, “Influence of plastic deformation on single-fiber push-out tests of carbon fiber reinforced epoxy resin,” Composites, Part A, 71, 157-167 (2015).
V. V. Kudinov, I. K. Krylov, I. Sh. Abdullin, N. V. Korneeva, V. I. Mamonov, and M. V. Gerov, “Investigation by the full pull-out method of the mutual influence and properties of fibers on the strength of their bond with the polymer matrix of a composite material,” Physics and Chemistry of Materials Processing, No. 6, 77-80 (2010).
Yu. A. Gorbatkina and V. G. Ivanova-Mumzhieva, Adhesion of Modified Epoxies to Fibers, Torus Press, Moscow (2018). (https://www.rfbr.ru/rffi/ru/books/o_2087178)
Certificate of Authorship. 1280499 USSR. Sample for determining the adhesion of the fiber to the binder / S. V. Kotomin and L. P. Shevlyakov, Declared 23.08.85 // Discoveries. Inventions, No. 48 (1986).
Yu. G. Bogdanova, Adhesion and its Role in Ensuring the Strength of Polymer Composites / Textbook for students in the specialty “non-composite nanomaterials,” MGU, Moscow (2010).
S. O. Ilyin, T. V. Brantseva, S. V Kotomin., and S. V Antonov, “Epoxy nanocomposites as matrices for aramid fiber-reinforced plastics,”/ Polym. Compos., 39, No. 4, E2167-E2174 (2018).
I. M. Karzov, “Influence of polyamic acid on the adhesive properties of epoxy novolac binder and the strength of polymer composites based on it,” Cand. Chemistry Sci. Thesis, MGU, Moscow (2011).
S. V. Kotomin, T. N. Filippova, T. I. Barankova, and I. Y. Gorbunova, “Strength and adhesion of microplastics based on polysulfone and montmorillonite with polysulfone and a composite matrix,” Polym. Sci. Ser. D, 9, No. 3, 341-345 (2016).
S. V. Kotomin, “Evaluating fiber-thermoplastic matrix adhesive bond strength using “loop” method,” Eng. J.: Science and Innovation, No. 12 (2015). http://engjournal.ru/catalog/msm/pmcm/1426.html
S. V .Kotomin, P. P. Romanov, E. I. Sapozhnikov, and A. V. Tokarev, “Comparison of phisico-mechanical properties of unidirectional organoplastics based on epoxy and on polyamide binders,” Fiber Chem., No. 5, 389-392 (1992).
E. A. Pavlyuchkova, A. Ya. Malkin, S. V. Kotomin, E. I. Frenkin, and I. D. Simonov-Emel’yanov, “Melt rheology of acrylonitrile-styrene copolymer modified with montmorillonite,” Polymer Science, Ser. А, 60, No. 4, 321-328 (2018).
S. V. Kotomin, “Polymer molecular composites: expectations and results,” Nanoengineering, 4, 30-37 (2011).
E. S. Zelenskii, A. M. Kuperman, Yu. A. Gorbatkina, V. G. Ivanova-Mumzhieva, and A. A. Berlin, “Reinforced plastics — advanced structural materials,” Rossiiskii Khimicheskii Zhurnal, 45, No. 2, 57-71 (2001).
K. E. Perepelkin, Reinforcing Fibers and Fibrous Polymer Composites, Pubsish. HOT, Sankt Petersburg (2009).
Fiber Technology for Processing Thermoplastic Composite Materials / Ed. G. S. Golovkin, MAI, Moscow (1993).
L. M. Bolotina, Yu. A. Gorbatkina, V. G. Ivanova-Mumzhieva, and N. V. Korneeva, “Influence of the molecular weight of polysulfones on their adhesion to fibers,” Polymer Science, Ser. B, 44, No. 8, 1427-1432 (2002).
T. V Brantseva., S. V Antonov., and I. Yu. Gorbunova, “Adhesion properties of the nanocomposites filled with aluminosilicates and factors affecting them: A review,” Int. J. Adhes. Adhes., 82, 263-281 (2018).
Yu. A. Gorbatkina, V. G. Ivanova-Mumzhieva, and A. M. Kuperman, “Adhesion of modified epoxy matrices to reinforcing fibers,” Polymer Science, Ser. А, 58, No. 5, 439-447 (2016).
Continuous Composites, U. Continuous Fiber 3-D Printing. Available online: http://www.continuouscomposites.com/technology (accessed on 20 April 2021)
A. V. Azarov, F. K. Antonov, M. V. Golubev, A. R. Khaziev, and S. A. Ushanov, “Composite 3D printing for the small size unmanned aerial vehicle structure,” Composites, Part B, 169, 157-163 (2019).
A. Adumitroaie, F. Antonov, A. Khaziev, A. Azarov, M. Golubev, and V. V. Vasiliev, “Novel continuous fiber bi-matrix composite 3D printing technology,” Materials, 12, 3011 (2019); https://doi.org/10.3390/ma12183011
Acknowledgement
We express our gratitude to Cand. Chem. Sci. I. N. Senchikhin (IPCE RAS) for conducting research on an electron microscope.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Mekhanika Kompozitnykh Materialov, Vol. 58, No. 1, pp. 197-212, January-February, 2021. Russian DOI: 10.22364/mkm.58.1.11.
Rights and permissions
About this article

Cite this article
Kotomin, S.V., Obidin, I.M. & Pavluchkova, E.A. Adhesive Bond Strength Calculation of Reinforcing Fibers with Polymers by the “Loop” Method. Mech Compos Mater 58, 141–150 (2022). https://doi.org/10.1007/s11029-022-10017-2
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11029-022-10017-2