
Abstract
The strength and wettability of polyacrylonitrile technical cord and of hydrated cellulose and basalt technical threads, treated with organosilicon dressing agents, were evaluated. The modified threads show enhanced surface activity. The kinetic features of epoxy binder curing in the presence of the modified threads were studied. Introduction of the fibrous fillers under consideration improves the operation characteristics of the epoxy composites.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Epoxy binders are used for preparing composite materials that meet the modern operation requirements and are suitable for fabricating various items. The properties of epoxy composites can be controlled, in particular, by using various reinforcing systems with high surface activity, such as polyacrylonitrile technical cord, hydrated cellulose technical thread, and basalt thread. A promising way of improving the performance of these fibrous fillers is their surface modification with dressing compounds [1].
Silanes are dressing agents successfully used for modification of fibrous fillers. Silanes form “molecular bridges,” i.e., water-resistant and chemically durable bonds between components of the composite material [2]. In particular, when preparing plastics reinforced with glass fibers, these fibers are, as a rule, dressed with silanes to enhance the interfacial strength [3]. Treatment of glass fibers with γ-methacryloxypropyltrimethoxysilane (А-174), γ-aminopropyltriethoxysilane (AGM-9), and γ-glycidoxypropyltrimethoxysilane (А-187) enhances the interfacial adhesion, thus enhancing the impact resilience of the composite [4–6]. Along with glass fibers, basalt [7‒13], cellulose [14, 15], and polyacrylonitrile [16‒20] technical threads can also be used in production of polymer composite materials.
This study was aimed at developing composites based on epoxy resin and organosilane-modified polyacrylonitrile technical cord, hydrated cellulose technical thread, and basalt threads. To this end, we evaluated the reinforcing properties of the modified fibrous fillers, examined the possibility of physicochemical interaction of the hydroxy groups of polyacrylonitrile technical cord, hydrated cellulose technical thread, and basalt thread with functional groups of the dressing agents, and studied the structural features and operation characteristics of the epoxy composites.
EXPERIMENTAL
The following materials were used: ED-20 epoxy rubber (GOST (State Standard) 10587–84, Sverdlov Plant, Russia); polyethylenepolyamine curing agent (TU (Technical Specification) 2413-066-18777143–15, Plant of Organic Products, Russia); polyacrylonitrile technical cord, a copolymer of acrylonitrile with sodium methacrylate and itaconate with the nominal linear density of the unit thread of 0.12 tex (unit thread diameter 4‒5 μm) (TU (Technical Specification) 6-06-S253–87, OOO SNV, Russia); hydrated cellulose technical thread with the nominal linear density of the unit thread of 0.15 tex (unit thread diameter 5‒6 μm) (TU 2271-198-05763346–2000, Balakovo Chemical Fiber, Russia); basalt thread with the nominal linear density of the unit thread of 0.32 tex (unit thread diameter 9‒12 μm) (NRB 10-1200-KV42 grade, external unwinding, Kamennyi Vek, Russia); 3-aminopropyltriethoxysilane (AGM-9) modifying additive (СAS 919-30-2, ISO 9001, Haihang Industry); 3-glycidoxypropyltrimethoxysilane (A-187) modifying additive (СAS 2530-83-8, ISO 9001, Anhui Elite Industrial); 3-methacryloxypropyltrimethoxysilane (А-174) modifying additive (СAS 2530-85-0, ISO 9001, Qingdao Hengda Zhongcheng Technology); Duron OS 3151 modifying additive, a combination of fatty acid glycol esters (1907/2006/EG, СНТ Р. Beitlich).
The fibrous materials were modified by treatment with aqueous solutions of the chosen dressing agents (рН 4.5), containing 2, 5, or 10 wt % modifier. The fiber treatment time maximally close to that used in dressing technology was chosen: 30, 60, or 90 s. The temperature of the aqueous solutions of the dressing agents was 17 ± 2°С. To additionally fix the modifier on the fiber, the threads were subjected to two-step drying: first at 50°С for 60 ± 2 min and then at 100°С for 15 ± 2 min.
Samples of the composite materials based on the epoxy resin and modified polyacrylonitrile, hydrated cellulose, and basalt fibers were prepared by compression pressing at 110 ± 5°С and a pressure of 5 ± 0.5 MPa. The weight ratios were as follows: epoxy resin : polyethylenepolyamine = 10 : 1 and binder : filler = 1 : 1.
The structural characteristics of the modified threads and the surface morphology and heat resistance of the composite materials were determined by scanning electron microscopy [21] (Tescan MIRA3 LMU analytical scanning electron microscope, accelerating voltage up to 30 kV, Oxford Instruments Analytical), IR spectroscopy [22] (Specord М-80 spectrophotometer, working wavenumber range 4000–400 cm–1, Analytik Jena AG, and IRTracer-100 Fourier IR spectrophotometer, working wavenumber range 4000–400 cm–1, Shimadzu), and thermal gravimetric analysis [GOST (State Standard) 29127–91: Plastics. Themal Gravimetric Analysis of Polymers. Temperature Scanning Method] (Q-1500 D derivatograph of F. Paulik, J. Paulik, L. Erdey system, heating rate 10 deg min–1, МОМ).
The mechanical characteristics of the threads were determined with an FM 27 tensile-testing machine (Computext) [GOST (State Standard) 10213.2–2002: Chemical Staple Fiber and Cord. Methods for Determining Breaking Tensile Load and Elongation at Break]. The fiber length in the tensile tests was 20.0 ± 0.1 mm, and the loading velocity in tensile tests of the fibers was 25 ± 2.5 mm min–1.
The wetting [23] was evaluated by measuring the capillary ascent of a 50% solution of the oligomer in acetone along the fiber immersed in it, using a KM-8 cathetometer (Izyum Instrument-Making Plant, Ukraine) at 23 ± 2°С.
The fibrous fillers were treated with distilled water heated to 45 ± 5°С for 5 min with vigorous stirring, which was followed by squeezing.
When studying the curing kinetics of the epoxy compounds, we monitored the variation of the curing temperature with time at a temperature scanning rate of 1 deg min–1 [24]. In so doing, we determined the gel time corresponding to the onset of a sharp increase in the curing temperature and the curing time corresponding to the time at which the curing temperature maximum was reached.
The degree of curing was determined gravimetrically. The extractable fraction content was determined from the weight loss of the finely divided sample of the composite (weighing accuracy 0.0001 g) after the extraction of the sol fraction with acetone at the ambient temperature of 23 ± 2°С for 24 h. The degree of curing (%) was calculated by subtracting the percentage of the extractable fraction from 100%.
The tensile, compression, and bending tests [GOST (State Standard) 11262–80: Plastics. Tensile Testing Procedure. GOST 4651–2014: Plastics. Compression Testing Procedure. GOST 4648–2014: Plastics. Static Bending Testing Procedure]
of the reinforced plastics were performed with an IR 5046-5 tensile-testing machine (ASMA-PRILAD). For tensile tests, we fabricated samples of the composite material in the form of a “double blade” (size 150.0 × 10.0 × 2.5 mm); the fiber content of the reinforced plastics was 55 ± 2.0 wt %. The extension velocity was 5 ± 1.0 mm min–1. For tensile tests of the composite materials under industrial conditions (Po Tekhin and Co) with a UMM-5 tensile-testing machine (ASMA-PRILAD), we prepared samples with 60 ± 2.0 wt % fiber content; the extension velocity was 2 ± 1.0 mm min–1.
Compression tests were performed with samples in the form of bars (size 60.0 × 20.0 × 3.0 mm). The compression velocity was 2 ± 1.0 mm min–1.
For bending tests of the reinforced plastics, we fabricated samples in the form of bars (size 120.0 × 20.0 × 4.0 mm). The loading velocity was 2 ± 0.5 mm min–1.
The impact resilience of the composites was determined with a KM-5 pendulum impact machine (Metrotrest, Russia) [GOST (State Standard) 4647–2015: Plastics. Determination of Impact Resilience by Charpy Method]. Samples for the tests were prepared in the form of bars (size 80.0 × 10.0 × 4.0 mm). The pendulum velocity in impact was 2.9 ± 0.1 m s–1.
For Brinell hardness tests [GOST (State Standard) 4670–2015: Plastics. Hardness Determination. Ball Indentation Method], samples of the reinforced plastic (smooth flat plates of size 20.0 × 20.0 × 4.0 mm) were arranged on a supporting plate of a TM-2M hardness meter (Plant of Testing Devices, Russia) so that the direction of the indentation of a ball-shaped indenter be perpendicular to the surface of the sample with unidirectional fibers.
RESULTS AND DISCUSSION
The influence of the modification conditions (chemical composition of dressing agents, their concentration in aqueous solution, treatment time) was evaluated from changes in the mechanical characteristics of the threads (Table 1) and from the kinetic data on the height of the capillary ascent of the liquid boundary in wetting of threads with the epoxy oligomer (Figs. 1–3).

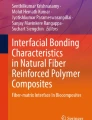
Kinetic curves of wetting of polyacrylonitrile cord with epoxy oligomer: (1) polyacrylonitrile thread, (2) polyacrylonitrile thread + 3-aminopropyltriethoxysilane (AGM-9), (3) polyacrylonitrile thread + 3-glycidoxypropyltrimethoxysilane (A-187), (4) polyacrylonitrile thread + 3-methacryloxypropyltrimethoxysilane (A-174), and (5) polyacrylonitrile thread + Duron OS 3151.

Kinetic curves of wetting of hydrated cellulose threads with epoxy oligomer: (1) hydrated cellulose thread, (2) hydrated cellulose thread + 3-aminopropyltriethoxysilane (AGM-9), (3) hydrated cellulose thread + 3-glycidoxypropyltrimethoxysilane (A-187), (4) hydrated cellulose thread + 3-methacryloxypropyltrimethoxysilane (A-174), and (5) hydrated cellulose thread + Duron OS 3151.

Kinetic curves of wetting of basalt threads with epoxy oligomer: (1) basalt thread, (2) basalt thread + 3-aminopropyltriethoxysilane (AGM-9), (3) basalt thread + 3-glycidoxypropyltrimethoxysilane (A-187), (4) basalt thread + 3-methacryloxypropyltrimethoxysilane (A-174), and (5) basalt thread + Duron OS 3151.
The influence of the modification conditions on the mechanical properties of the fibrous materials is the most pronounced for the basalt threads modified with 5% solutions of А-187 and А-174 dressing agents. Namely, their relative breaking load increases by a factor of approximately 2.5 compared to the unmodified thread. Treatment of polyacrylonitrile technical cord and hydrated cellulose technical thread with the examined modifiers also positively influences the strength of the fibrous materials. In particular, the relative breaking load of polyacrylonitrile technical cord modified with 5% solutions of each of the tested dressing agents increases, on the average, by a factor of 1.4 relative to the initial fibers. The most pronounced increase in the relative breaking load of hydrated cellulose technical threads (by a factor of 1.8) is also reached at 5% concentrations of А-187 and А-174 modifiers and treatment time of 60 s. Enhancement of the tensile strength of the modified threads is probably associated with their ability to adsorb silane dressing agents. The sorption leads to the formation of a monolayer surface film, which decreases the defectiveness and increases the compactness of the fibrous filler; as a result, its strength is enhanced.
Based on the trends in variation of the fiber characteristics, we chose the following conditions for treatment of fibrous fillers: 5% concentration of AGM-9, А-187, А-174, and Duron OS 3151 agents in the aqueous bath and modification time of 60 s.
The wettability is an indirect characteristic of the adhesion compatibility in the matrix/filler system. Therefore, we evaluated the wettability of the modified threads with a solution of the epoxy oligomer (Fig. 1). The polyacrylonitrile technical cord modified with A-174 showed the highest wettability.
The time dependence of the height of the capillary ascent of the liquid boundary in wetting of modified hydrated cellulose technical (Fig. 2) and basalt (Fig. 3) threads with an epoxy oligomer confirms the ability of not only А-174 but also А-187 dressing agent to enhance the surface activity of the fibrous material.
Taking into account data on changes in the strength of the modified threads and in their wettability with the epoxy oligomer, we chose for further studies А-174 and А-187 agents, which enhanced the tensile strength to a greater extent and favored an increase in the height of the capillary ascent of the liquid boundary in wetting of the threads with the epoxy oligomer.
The modification of polyacrylonitrile technical cord leads to a decrease in the intensity of the peak in the region of 2240 cm–1, corresponding to СN vibrations, in the IR spectrum (Fig. 4, curves 2, 3). In the spectra of hydrated cellulose technical (Fig. 4, curves 5, 6) and basalt (curves 8, 9) threads, modification with dressing solutions leads to the appearance of a peak in the region of 2360 cm–1, characteristic of OH stretching vibrations in surface anions [O3Si–OH]3–, and to a decrease in the intensity of the peaks in the regions of 3550‒3400 and 1600 cm–1. In addition, in the spectra of all the threads modified with А-187 (Fig. 4, curves 2, 5, 8) and А-174 (curves 3, 6, 9), in contrast to those of the initial threads (curves 1, 4, 7), a peak in the region of 850 cm–1 appears; it belongs to the –SiOCH3 group present in these modifiers. Enhancement of the surface activity of the modified threads is due to changes in their chemical composition in the course of dressing.

IR spectra of the initial and modified threads: (1) polyacrylonitrile thread, (2) polyacrylonitrile thread + 3-glycidoxypropyltrimethoxysilane (A-187), (3) polyacrylonitrile thread + 3-methacryloxypropyltrimethoxysilane (A-174), (4) hydrated cellulose thread, (5) hydrated cellulose thread + 3-glycidoxypropyltrimethoxysilane (A-187), (6) hydrated cellulose thread + 3-methacryloxypropyltrimethoxysilane (A-174), (7) basalt thread, (8) basalt thread + 3-glycidoxypropyltrimethoxysilane (A-187), and (9) basalt thread + 3-methacryloxypropyltrimethoxysilane (A-174).
To confirm the fixation of the dressing agents on the fiber, we repeatedly washed the threads with hot water. The weight change of the threads modified with А-187 and А-174 after treatment with hot water (Fig. 5) was 0.4–0.7% for polyacrylonitrile technical cord, 2.5–1.2% for hydrated cellulose technical thread, and 1.3–0.7% for basalt thread, respectively.

Changes in the weights of modified threads after treatment with hot water: (1) polyacrylonitrile thread + 3-glycidoxypropyltrimethoxysilane (A-187), (2) polyacrylonitrile thread + 3-methacryloxypropyltrimethoxysilane (A-174), (3) hydrated cellulose thread + 3-glycidoxypropyltrimethoxysilane (A-187), (4) hydrated cellulose thread + 3-methacryloxypropyltrimethoxysilane (A-174), (5) basalt thread + 3-glycidoxypropyltrimethoxysilane (A-187), and (6) basalt thread + 3-methacryloxypropyltrimethoxysilane (A-174).
The IR data and insignificant changes in the sample weight after treatment with hot water suggest the possibility of physicochemical interaction of hydroxy groups of the threads with functional groups of the dressing agent. This is shown or 3-glycidoxypropyltrimethoxysilane (А-187) as example in Scheme 1.

1.
Enhancement of the strength and wettability of polyacrylonitrile, hydrated cellulose, and basalt threads modified with А-187 and А-174 allows these threads to be recommended for reinforcing epoxy resins in preparation of composite materials.
Introduction of unmodified polyacrylonitrile and hydrated cellulose threads into epoxy resin decreases the gel time (by 50%) and curing time (by 20‒40%) of the binder (Table 2). On introducing basalt threads, the gel time of the epoxy binder decreases by only 33%, and the curing time changes insignificantly. Reinforcement of the epoxy resin with modified threads leads to the improvement of these characteristics.
Irrespective of the chemical nature of the fibrous filler, the maximal curing temperature of the compound in the course of curing decreases, and the resulting epoxy composites reinforced with the fibers under consideration are characterized by high degree of curing. In addition, modification of the threads favors the formation of interfacial layers in the composite material, repeating the layer morphology of the fibrous filler and making the composite more monolithic (Figs. 6c–6f).

Data of scanning electron microscopy: (a) epoxy resin + hydrated cellulose thread, (b) epoxy resin + basalt thread, (c) epoxy resin + hydrated cellulose thread + 3-glycidoxypropyltrimethoxysilane (A-187), (d) epoxy resin + basalt thread + 3-glycidoxypropyltrimethoxysilane (A-187), (e) epoxy resin + hydrated cellulose thread + 3-methacryloxypropyltrimethoxysilane (A-174), and (f) epoxy resin + basalt thread + 3-methacryloxypropyltrimethoxysilane (A-174).
Improvement of the physicochemical compatibility of the threads and epoxy resin in the compounds leads to significant enhancement of the strength of the composites based on the modified threads (Table 3).
It should be noted that A-187 is a more effective dressing agent. Its use enhances the hardness of the composites based on the polyacrylonitrile cord and basalt threads by 20 and 93%, respectively. The other characteristics of the polymer composites reinforced with hydrated cellulose technical threads and basalt threads are also considerably enhanced: bending stress, by 55 and 61%; impact resilience, by 158 and 73%; and breaking tensile stress, by 42 and 84%, respectively. In addition, the epoxy plastic reinforced with polyacrylonitrile technical cord is characterized by enhanced (by 18–45%) breaking compression stress.
Thermal gravimetric analysis shows (Table 4) that the composites based on the initial fibers and fibers modified with А-187 and А-174 are characterized by similar temperature intervals of pyrolysis, and in the temperature range from 400 to 800°С modification of the fibers does not noticeably alter the heat resistance of the epoxy composite material based on modified polyacrylonitrile, hydrated cellulose, and basalt threads.
The results of tests on determining the breaking tensile stress of epoxy composites based on unmodified basalt threads and on those modified with А-187 and А-174, performed under industrial conditions (Table 5), show that the epoxy composite materials based on unmodified basalt threads are similar in this characteristic to materials based on aluminum alloy. Modification of the reinforcing systems with organosilanes additionally enhances the breaking tensile stress of epoxy composites reinforced with modified basalt threads, which allows the developed composite material to be recommended for fabricating structural items.
CONCLUSIONS
Modification of polyacrylonitrile technical cord and of hydrated cellulose and basalt technical threads with organosilicon dressing agents enhances their strength and wettability. Organosilanes А-187 and А-174 are effective modifiers of the threads, increasing their surface activity. The modifying effect is stable; it is associated with the physicochemical interaction of the hydroxy groups of the threads with the functional groups of the dressing agents. Reinforcement of the epoxy resin with the modified threads accelerates curing of the binder, enhances the strength of the resulting composite material, and makes it more monolithic.
REFERENCES
Perepelkin, K.E., Fibre Chem., 2005, vol. 37, pp. 123–140. https://doi.org/10.1007/s10692-005-0069-6 ].
Functional Fillers for Plastics, Xanthos, M., Ed., Weinheim, 2007.
Ivashchenko, E.A., Theor. Found. Chem. Eng., 2009, vol. 43, pp. 511–516. https://doi.org/10.1134/S0040579509040277
Park, S.-J., Jin, J.-S., and Lee, J.-R., J. Adhes. Sci. Technol., 2000, vol. 14, no. 13, pp. 1677–1689. https://doi.org/10.1163/156856100742483
Park, S.-J., Polym. Phys., 2003, vol. 41, no. 1, pp. 55–62. https://doi.org/10.1002/polb.10359
Luo, W., Wang, X., Huang, R., and Fang, P., Wuhan Univ. J. Nat. Sci., 2014, vol. 19, pp. 34–40. https://doi.org/10.1007/s11859-014-0975-7
Kadykova, Yu.A., Russ. J. Appl. Chem., 2012, vol. 85, no. 9, pp. 1434–1438. https://doi.org/10.1134/S1070427212090212
Artemenko, S.E., Kadykova, Yu.A., and Concharova, T.P., J. Polym. Sci. D, 2008, vol. 1, no. 2, pp. 122–127. https://doi.org/10.1134/S1995421208020111
Deak, T. and Czigany, T., Textile Res. J., 2009, vol. 79, pp. 645–651. https://doi.org/10.1177/0040517508095597
Dhand, V., Mittal, G., Rhee, K.Y., Park, S.-J., and Hui, D., Compos. Part B: Engineering, 2015, vol. 73, pp. 166–180. https://doi.org/10.1016/j.compositesb.2014.12.011
Fiore, V., Scalici, T., Di Bella, G., and Valenza, V., Compos. Part B: Engineering, 2015, vol. 74, pp. 74–79. https://doi.org/10.1016/j.compositesb.2014.12.034
Ahmad, Z. and Sirkova, B.K., J. Textile Inst., 2018, vol. 109, no. 5, pp. 686–694. https://doi.org/10.1080/00405000.2017.1365400
Ying, Sh. and Zhou, X., J. Wuhan Univ. Technol.-Mat., 2013, vol. 28, pp. 560–565. https://doi.org/10.1007/s11595-013-0731-4
Perepelkin, K.E., Fibre Chem., 2008, vol. 40, pp. 10–23. https://doi.org/10.1007/s10692-008-9014-9
Kardash, M.M. and Terin, D.V., Membr. Membr. Technol., 2020, vol. 1, pp. 63–69. https://doi.org/10.1134/S2517751620010059
Geller, B.E., Fibre Chem., 2002, vol. 34, pp. 151–161. https://doi.org/10.1023/A:1020525628197
Ustinova, T.P., Artemenko, S.E., and Morozova, M.Yu., Fibre Chem., 1998, vol. 30, pp. 226–229. https://doi.org/10.1007/BF02407240
Ustinova, T.P., Morozova, M.Yu., Levkina, N.L., and Sushchenko, N.S., Fibre Chem., 2008, vol. 40, pp. 278–280. https://doi.org/10.1007/s10692-008-9048-z
Sushchenko, N.V., Lisina, E.V., Levkina, N.L., and Ustinova, T.P., Int. Polym. Sci. Technol., 2008, vol. 36, no. 5, pp. 5–6. https://doi.org/10.1177/0307174X0903600502
Perepelkin, K.E., Fibre Chem., 2003, vol. 35, pp. 409–416. https://doi.org/10.1023/B:FICH.0000020769.42823.31
Nagornov, Yu.S., Yasnikov, I.S., and Tuyr’kov, M.N., Sposoby issledovaniya poverkhnosti metodami atomno-silovoi i elektronnoi mikroskopii (Methods for Studying the Surface by Atomic Force and Electron Microscopy), Togliatti: Tol’yattinskii Gos. Univ., 2012.
Tarasevich, B.N., Osnovy IK spektroskopii s preobrazovaniem Fur’e. Podgotovka prob v IK spektroskopii (Principles of Fourier Transform IR Spectroscopy. Sample Preparation in IR Spectroscopy), Moscow: Moskovskii Gos. Univ., 2012.
Bychkova, E.V., Kadykova, Yu.A., and Levkina, N.L., Smachivanie v kompozitsionnykh materialakh (Wetting in Composite Materials), Saratov: Saratovskii Gos. Tekh. Univ., 2012.
Plakunova, E.V., Pinkas, M.V., Myznikova, O.A., and Panova, L.G., Plast. Massy, 2009, no. 1, pp. 9–11. https://doi.org/10.1177/0307174X0903601204
Callister, W.D. and Rethwisch, D.G., Fundamentals of Materials Science and Engineering, New York, 2007.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors declare that they have no conflict of interest.
Additional information
Translated from Zhurnal Prikladnoi Khimii, No. 5, pp. 655–665, January, 2021 https://doi.org/10.31857/S0044461821050145
Rights and permissions
About this article

Cite this article
Zubova, N.G., Gerasimova, V.M., Levkina, N.L. et al. Evaluation of the Properties and Structural Characteristics of Organosilane-Modified Chemical Fibers and Polymer Composites Based on Them. Russ J Appl Chem 94, 656–665 (2021). https://doi.org/10.1134/S1070427221050141
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1070427221050141