
The object studied is Shaimerden oxidized zinc ore deposit containing zinc, lead, copper, iron, calcium, magnesium, aluminum, manganese and silicon. Chemical and mineralogical composition of the ore are investigated. It is established that ore coarse fraction contains more zinc carbonate and less zinc silicate compared with undersize particles. In addition, ore coarse fraction is richer in residual forms (nontronite, sphalerite) hardly soluble in sulphuric acid solution. Thermodynamic analysis of probable transformations during leaching is carried out, kinetics of coarse fraction and undersize particles of ore leaching is studied, and Pourbaix diagrams are plotted for analysis of processes occurring at a phase interface during leaching of oxidized zinc ore. Studies for stripping oxidized zinc ore are carried out on large (–20+1 mm) and small (–1+0 mm) fractions. Optimum leaching parameters are established for fine and coarse ore fractions: sulfuric acid concentration and process temperature and duration (C(H2SO4) = 150–160 g/liter, temperature 60°C, leaching time 60 min). Dependences are determined for the degree of zinc extraction into solution on sulphuric acid concentration, temperature, and leaching duration for coarse and fine ore factions.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Shaimerden oxidized zinc ore deposit has a significant variety of mineral composition; oxide, sulfide, silicate, and other groups of materials, and presence of a significant content of complex ferritic lead and zinc compounds.
Zinc is present in sulfide ores predominantly in the form of sulfur compounds (sphalerite, marmatite). Due to the ore zinc content (up to 10–15%) they are previously enriched with preparation of a single component concentrate, containing not less than 40% zinc.
Oxidation of zinc ore, in contrast to sulfides, contains more zinc minerals (smithsonite, calamine, zincite, willemite, etc.) with a high basic element content (up to 35%). At the same time, due to the considerable variety of minerals having different enrichment capacity, presence of aluminosilicates and argillaceous materials, oxidized ores do not fl oat well and are classified as mineral raw material difficult to enrich [1].
Methods are known devoted to pyrometallurgical treatment of oxidized zinc-containing raw material, including sulfidizing roasting, or Waelz treatment, and also hydrometallurgical and combined methods [2–8].
The composition of an oxidized zinc ore general sample, wt.%: 21.07 Zn, 0.55 Pb, 0.012 Cu, 1.56 Fe, 0.97 Stot, 0.10 Sso4, 20.70 SiO2, 13.30 Ca, 0.31 Mg, 3.00 Al, 3.27 Ctot, 3.13 Ccarb, 0.39 Mn. Forms of occurrence of zinc individual fractions of an oxidized zinc ore sample (coarse and fine fractions) were studied, and they were also chemically analyzed [9, 10]. Chemical phase analysis was carried out in order to confirm he quantitative substance composition of an oxidized zinc ore general sample.
In order to determine presence (of the order of 1–3% or more) of basic ore-forming minerals in Shaimerden ore deposit (general sample), a phase analysis method was used (D8 ADVANCE and X’Pert PRO diffractometers). Results of determining ore-forming minerals in a sample of oxidized ore are given in Fig. 1.

Diffraction pattern for overall oxidized zinc ore sample.
A diffraction pattern shows presence in a sample of calamine, calcite, argillaceous materials (okermanite, kaolinite); individual varieties of silica, siderite, hematite, and pyroleucite.
Within a sample on a background of a high oxidized mineral content, presence of sphalerite is noted, whose content is 1.78%. Results of chemical mineral analysis of individual ore sample factions are given in Table 1.
The zinc content in coarse classes of smithsonite is 32.5 rel.% and in fine classes, 17.5 rel.%; in coarse classes of calamine, 57.0 rel.% and in fine classes, 74.2 rel.%; in the form of sphalerite, 9.1 and 7.3 rel.%, respectively; in risidual forms (nontronite and sphalerite), 1.4 and 0.9 rel.%, respectively.
It has been established that coarse ore fractions contain more zinc carbonate and less zinc silicate compared with fine fractions. In addition, a coarse ore fraction is more saturated in residues (nontronite) that are difficult to dissolve in sulfuric acid. Distribution of oxidized forms of zinc in coarse and fine classes of materials makes it possible to make a correct choice of sulfuric leaching conditions for original material.
On the basis of results of x-ray phase determination of the main compounds, comprising zinc oxide ore, stoichiometric equations have been obtained for all possible reactions in the ore–sulfuric-acid system.
During leaching of zinc raw material, there is chemical reaction between mineral components (metal oxides, sulfides, silicates, carbonates, etc.) and sulfuric acid. Correspondingly, sulfates form within solution. At certain solution pH, there may by hydrolytic presses that leads to basic salt formation.
Analysis of Pourbaix diagrams was performed for the main Zn–S–H2O system, typical for test material, at two temperatures (25 and 60°C), which makes it possible to establish the effect of the temperature factor in the region of stability for solid compounds of ions in solution. Pourbaix diagrams for the Zn–S–H2O system are given in Fig. 2.

Pourbaix diagrams for Zn–S–H2O system at 25 (a) and 60°C (b).
In the concentration range 0.1–0.5 mole/dm3 with pH 1–2, Zn2+ and S2– ions exist. For the latter, with an increase in oxidation potential of the system up to 0.25–0.35 V, there is the possibility of oxidation to elemental sulfur. With an increase in temperature, the region of So is almost unchanged. The probability of forming sulfur in the initial period of leaching with a high acid concentration (140–200 g/dm3) is quite small, but in the presence of an oxidizing agent (for example, pyroleucite – MnO2) elemental sulfur formation may retard the process significantly.
Leaching of ZnS is also thermodynamically probable, but this process proceeds preferentially at low concentrations with formation of Zn2+, SO 2 −4 , and H2S, and not elemental sulfur. The region of zinc cation stability at 25°C is limited to values of pH 5.4–5.5, and at 60°C, hydrate formation commences in a more acid region (pH 4.7–4.8). In the alkaline region, ions ZnOH+ and ZnO 2 −2 are regularly present (at 25°C, swing to pH 7.8 and 10.9, respectively). The region for existence of these ions shifts sharply into the acid region with an increase in temperature.
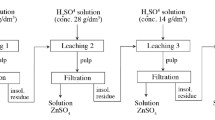
The first series of leaching tests for coarse fractions of zinc oxide ore (–20+1 mm) were carried out in a reactor with a mixing device under the following conditions: leaching temperature 25–60°C; duration 1 h; ratio L:S = 4; ore sample 25 g; sulfuric acid concentration varied in different series of tests from 20 to 220 g/dm3. In tests at different temperatures, the acid concentration was fixed at a level of 160 g/dm3. Stirrer rotation frequency 220 min–1. In the second series of tests leaching was carried out for five fractions of zinc oxide ore (–1+0 mm) under the same conditions.
Production solutions of the first and second series of tests were analyzed for zinc and iron content using an ICP-MS Agilent 5700 (Agilent Technologies, USA). Mass spectrometer with an inductively coupled plasma.
On the basis of results obtained, the degree of zinc extraction into solution was determined in relation to sulfuric acid concentration (Fig. 3) from ore of coarse and fine fractions.

Dependence of degree of zinc extraction from oxidized ore with size –20+1 mm (1) and –1+0 mm (2) into concentrated sulfuric acid solution.
Analysis of the data obtained indicates that zinc content in filtrate reaches 55.7 g/dm3 with a degree of zinc extraction into filtrate of 71.09% and sulfuric acid concentration of 150–160 g/dm3 for coarse fraction. The same optimum sulfuric acid concentration range is also confirmed for leaching ore of fine classes (–1+0 mm).
The dependence of degree of zinc extraction on leaching duration was determined at 20–60°C and acid concentration of 160 g/dm3 for coarse (Fig. 4 a) and fine (Fig. 4 b) ore fractions.

Dependence of zinc extraction into solution on process duration at different temperatures for coarse (–20+1 mm) (a) and fine (–1+0 mm) (b) ore fractions.
Analysis of the results obtained showed that with leaching of zinc oxide ore of the Shaimerden deposit with a size of –20+1 mm the maximum degree of zinc extraction into solution (80.82%) is observed with leaching duration of 1 h, although it should be noted that after 30 min of the process considerable zinc extraction into solution is observed (80.05%) (see Fig. 4 a).
As a result of leaching fine fraction, a significant part of zinc contained within the ore is leached very rapidly (in the first 30 min), and during subsequent pulp stirring at room temperature zinc extraction into solution remains almost constant (see Fig. 4 b).
With the aim of optimizing leaching parameters, a surface was constructed in a STATISTICA 10.0 program specifying the dependence of zinc and iron extraction into solution on leaching temperature and process duration with ore sizes –20+1 mm and –1+0 mm (Fig. 5).

Dependence of zinc (a, c) and iron (b, d) extraction into solution on leaching temperature and process duration with coarse ore –20+1 mm (a, b) and fine ore –1+0 mm (c, d).
For ore coarse phases, the form of the response surface demonstrates an almost linear dependence of degree of extraction of both components on process duration and temperature: maximum values are only achieved after 60 min of leaching at 60°C. It is natural that for finely dispersed factions a shorter process duration is necessary.
The form of response surface describing the degree of zinc and iron extraction on process duration and temperature for fine ore fraction (see Fig. 5 c, d) is irregular: marked zinc extraction (more than 70%) is observed at 60°C after 30 min from the start of leaching. Extraction of iron under these conditions is insignificant (not more than 30%), and this makes it possible to consider these conditions applicable for selective zinc extraction.
Thus, optimized parameters should be considered as follows:
-
acid concentration 150–160 g/dm3;
-
leaching duration 60 min;
-
temperature 60°C.
Conclusions
-
1.
It has been established that an ore coarse fraction contains more zinc carbonate and less zinc silicate compared with fine fraction. In addition, ore coarse fraction is more saturated in residual forms (nontronite and sphalerite) hardly soluble in sulphuric acid solution.
-
2.
It follows from analysis of Pourbaix diagrams that for transfer of zinc and sulfur into ionic forms a high oxidizing potential is required that may be provide by a sulfuric acid concentration more than 1 mole/dm3.
-
3.
Study of the effect of acid concentration on the degree of zinc extraction has shown that the range 150–160 g/dm3 is required and sufficient.
-
4.
Optimization of temperature and time parameters has made it possible to select a process duration of 60 min and temperature of 60°C.
References
A. A. Abramov, Nonferrous Metal Oxidized Mixed Ore Enrichment Technology, Nedra, Moscow (1986).
L. A. Kazanbaev, P. A. Kozlov, and V. A. Kubasov, Zinc Pyrometallurgy. Leaching Processes, Ruda i Metally, Moscow (2007).
E. A. Glembotskii and E. A. Anfimova, Oxidized Nonferrous Metal Ore Flotation, Nedra, Moscow (1966).
V. D. Tyan, N. M. Mitryaeva, M. A. Sadenov, et al., “Zhairem zinc chemogenic carbonated ores,” Izv. AN RK, No. 4, 28–35 (1992).
E. E. Palenova, E. V. Belogub, and V. A. Kotlyarov, “Mineralogy of oxidized ores from Shaimerden deposit,” in: Contemporary Mineralogy: from Theory to Practice, 2010-1-85-0, RMS DPI (2010).
A. N. Gulyashinov, I. G. Antropova, Yu. O. Kalinin, and G. I. Khanturgaeva, Patent 2208059 RF, IPC7 C22B19/00, “Method for processing oxidized zinc ore,” subm. 11.20.2001, publ. 07.10.2003.
L. A. Kazanbaev, P. A. Kozlov, V. L. Kubasov, and A. V. Kolesnikov, Zinc Pyrometallurgy. Cleaning Electrolysis Solutions, Ruda i Metally, Moscow (2006).
Yu. V. Reshetnikov, P. A. Kozlov, A. V. Kolesnikov, and R. R. Asadulin, Patent 2375478 RF, IPC7 C22B19/00, “Zinc cinder processing method,” subm. 05.04.2008, publ. 12.10.2009.
E. V. Margulis, “x-Ray phase analysis of sulfide roasting products,” Coll. Work of VNIITsvetmet, Metallurgizdat, Moscow (1959), No. 5, pp. 165–166.
B. S. Khristoforov, “Behavior of moresnetite during determination of form of zinc compounds in ores,” ibid., pp. 156–157.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 6, pp. 78–82, June, 2016.
Rights and permissions
About this article

Cite this article
Ramazanova, R.A., Seraya, N.V., Bykov, R.A. et al. Features of Shaimerden Deposit Oxidized Zinc Ore Leaching. Metallurgist 60, 629–634 (2016). https://doi.org/10.1007/s11015-016-0342-3
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-016-0342-3