
The principles of construction and the architecture of an automated system for controlling blast-furnace smelting are examined. A block diagram of a hardware-software complex developed for a blast furnace is presented along with scheme for integrating the furnace control system into the corporate control system at the factory. The system that has been developed creates a single informational-technological and control space that is closely linked to other information systems at the factory – especially the systems of the subdivisions whose performance has the greatest impact on the quality of the pig iron: the shop that prepares the sintering-machine charges, the sinter shop, the coke and coal chemicals plant, the BOF shop, the rail transport facility, the oxygen-plant/compressor station, and others. The main functional capabilities of the software are realized in the form of a model system that supports decision-making. This system is based on a group of mathematical models that solve various problems related to blast-furnace smelting. Users of the system can obtain missing information which is needed to make a decision by engaging in a dialog with the mathematical model. The results that have been obtained from using the informational-modeling system have improved response time and performance in the analysis, prediction, and planning of production situations, which in turn has improved decision-making by engineers and technicians when there are fluctuations in the composition and quality of the iron-ore-bearing materials being smelted in the furnaces and changes in the market conditions.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
All the blast furnaces currently in use in the industrially developed nations have process automation systems (PASs). The architecture of a PAS is a multi-level system and is constructed on the basis of the principles of distributedness and open standards. A PAS is built with the use of standard modules that are connected to one another by a noise-free interface to form a network. The functional capabilities of PASs vary from the purely informational to direct control of the given production process [1–10]. The approaches that are taken to the design of PASs change as new hardware and software is developed.
A PAS is an aggregate of the following: a core that is responsible for the acquisition, primary processing, and routing of information from sensors, transducers, and actuators; a set of service programs responsible for organizing the storing, accessing, and communication of information to the system’s users, as well as managing other service programs that support the making of decisions based on problems which entail the modeling and optimization of the production process.
The high degree of reliability of computer technology and programmable logic controllers has also made process control systems as a whole more reliable. This circumstance and the fact that it is now possible to create a single information space based a local computer network inside a blast-furnace shop allows PASs for blast furnaces to be integrated with systems at the shop level (SASs). The progress that has been made in network infrastructure in blast-furnace shops and its integration into the corporate network at factories is leading to a significant increase in the number of users of the system among not only employees in the shop but also corporate clients. The trend just alluded to is posing new challenges in regard to the administration of systems, prevention of unauthorized access to information, and the protection of information from attack by viruses.
In accordance with current practices, the main control problems are solved at the lower levels of the system. This helps make the system as a whole more responsive and avoids having the computer network slowed by the transmission of superfluous information. Only the problems whose solution is beyond the capacity of the system’s lower levels are addressed at its upper levels.
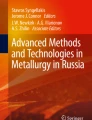
As an example, Fig. 1 presents a diagram of an automated based on the PAS of blast furnace No. 10 in the blast-furnace shop at the Magnitogorsk Metallurgical Combine (MMK).

Block diagram of the hardware-software complex for blast furnace No. 10 at the MMK.
The PAS of the furnace is a component of the integrated information system of the blast-furnace shop at the MMK. It solves problems concerning monitoring and control of the smelting operation in order to improve the quality of the finished product. Each blast furnace is operated with several functioning PASs: the charging system; the system for the furnace proper; the system for the stoves; the system for the bell-less charging apparatus or BCA (on furnaces equipped with a BCA made by the Paul Werth company).
All of the PASs currently in operation on the furnaces in the blast-furnace shop at the MMK were built with the use of up-to-date hardware and software. SIMATIC S7-400 controllers made by the company SIEMENS were used extensively in the construction of the systems. The input-output systems of the SIMATIC S7-700 controllers are configured on the basis of a PROFIBUS-DP network and ET200M and ET200S distributed input-output stations with IM153-2 and IM151-1 interface modules, respectively.
Automated work stations for visualization, monitoring, and control of the smelting operation by the furnace operators are located at the main control post of the furnace (post A). There is also an automated work station for the charging-system engineer (post B) and another automated work station located in the room where the PAS of post E is located (for the stoves of the blast furnace). The automated work stations (AWSs) at the control posts use the SCADA system WinCC made by SIEMENS.
Automated work stations located in building EP1 are used to monitor the performance of the electrical and production equipment, manage emergency situations, and diagnose the electrical and production equipment. Equipment malfunctions are detected in a timely manner by means of an error diagnostics system that makes full use of the capabilities of the controllers.
Access to the various functions of the system is authorized based on the roles of its users: the stove operator, operating engineer, and maintenance engineer. Their opportunities for controlling and configuring the system are also based on their role.
WinCC servers are used to exchange information between the microprocessor-based controllers and the AWSs. The server for the database records the results of the solution of problems encountered in the course of the furnace’s operation. An Ethernet network links the controllers, AWSs, and servers to one another through SIMATIC OSM networking switches.
The system has a distributed control structure. Information from the control elements is sent directly to remote ET 200M blocks that are connected to one another and the central processor to form a single network. A SIMATIC ET 200S distributed input-output system with power modules and a SIMATIC SIMOCODE-DP monitoring and control system located in the electrical cabinets employed in the charging operation are used to control the electric drives of the electric vibrating feeders, screens, doors, and chutes of the batchers, the screens and doors of the central hoppers, the conveyors that transfer the iron-bearing raw materials to the central hoppers, the conveyors that transport screened sinter fines, and the gate valves.
The following systems have been developed and introduced for blast furnace No. 10 to execute dispatcher-level control functions: the process control system; a system that monitors the parameters of the furnace charging system; a system that monitors the operating parameters of the stoves.
The computers at this level perform the following tasks:
-
1)
dispatcher-level data acquisition, signaling, control, and mapping for the entire production process or its individual subsystems (storage of charts, graphs, and reports) located at operating stations;
-
2)
storage of process information in a database; and
-
3)
computer support of decision-making (the use of a complex of mathematical models of the production process and intellectual support of decision-making) at work stations.
The SCADA system WinCC is one of the best and most reliable systems of its type in existence. However, as is the case for any software, it is not completely free of problems – problems that preclude its use to construct full-scale distributed process control systems for an entire factory.
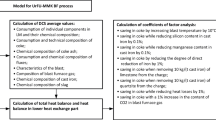
OPS technology was used to resolve issues concerning integration between subsystems, an MES system, and systems designed for real-time control at the corporate level. The technology makes it possible to review process parameters from any computer in the corporate network and introduce mathematical models of production processes, ensures transparency in the data acquisition and transmission process, and provides a universal mechanism for data acquisition. Figure 2 presents a block diagram that illustrates the areas in which OPS technology is being used to design an integrated automation system for blast furnaces Nos. 9 and 10.

Use of OPS technology to integrate the process automation systems of blast furnaces Nos. 9 and 10 into the corporate system of the combine.
This technology is the foundation for creating a unified informational-technological and control space which can provide controlled objects with an effective information environment that allows timely and quality decision-making for control of the production process and product quality. Such a space also provides commercial-technological information at the corporate level for use by management, technical personnel in the shops, and the technological and engineering services at the MMK.
The levels of the system hierarchy:
-
level 2 – the PAS for an equipment unit;
-
level 2+ – the integration level;
-
level 3 – the shop automation system (MES system).
Levels 2 and 2+ interact at the information-flow level and transmit data between the OPS servers. The interaction between levels 2+ and 3 is based on integration performed in accordance with HTTP protocol for the purposes of accounting and process control at the MES level. The method of interaction includes diagnostic information on the status of the information channel and the quality of the data that is transmitted.
The equipment-unit PAS (level 2) provides for the acquisition, preliminary analysis, and transmission (to the shop automation system) of data, events, and parameters that characterize the condition of the control object: the parameters used to determine the condition a blast furnace (operating time, stoppages, periods of slow-speed operation, low pressure); the character of occurrence of the smelting operation; the main parameters of the production process; deviations from the prescribed values of the parameters; consumption of energy resources, raw materials, and other materials.
The integration level (level 2+) serves as a link between the equipment-unit PAS (level 2) and the shop automation system (level 3). Its main functions are to distribute the information acquired at the primary level to different users, ensure that the information is recorded in a database on iterative servers in the factory’s network, and communicate the information to interested parties in real time.
Organizing the exchange of information between levels necessarily entails the use of a DMZ zone. This zone, realized at the equipment-unit level, fully protects the level-2 network from being directly penetrated by the work stations located at level 3 and above. The zone similarly protects those work stations from being penetrated by the level-2 network.
The realization of an integrated automation system makes PAS data accessible at level 3. That in turn makes it possible to organize the storage of process data, which can be used together with the information obtained at level 3 (the MES level) and level 4 (the ERS level) to solve different types of problems.
The first and perhaps most important class of problems are those that involve model control of a production process.
The current problems that concern the control of blast-furnace smelting are ill-defined problems. This means that the smelting operation cannot be managed and controlled without human intervention, regardless of the sophistication of the computer technology and mathematical modeling that are employed. Given these circumstances, it is promising to consider the use of information technologies that support decision-making, In such systems, which are based on a group of mathematical models that solve different problems, the user can obtain missing information that allows decisions to be made by engaging in a dialog with a mathematical model [11–14].
The aforementioned group of mathematical models and application packages (level 3) makes it possible to solve a number of problems in blast-furnace smelting. Let us look at several of them.
The integrated package “Automated Work Station of a Blast-Furnace Gas Fitter.” This software package enables the solution of problems which involve the input and correction of information on:
-
1)
the tapping of pig iron and slag – the package can be used to review and correct information on deliveries of ladles and mixers to the furnace and the discharge of the liquid smelting products;
-
2)
charge preparation and use – the package makes it possible to review and correct information on the number of rounds charged per shift; and
-
3)
furnace charging systems – the package can be used to review and correct information on the charging system of the given furnace and the consumption of iron-ore-bearing materials, coke, and fluxes per round.
The software package being discussed also allows users to generate and review the following documents: a report on the chemical composition of the charge materials and liquid smelting products; a report on the technological and technical-economic indices of the furnace’s operation.
The integrated package “Automated Work Station of the Furnace Operator” solves problems that concern correction of:
-
1)
the weights of the coke and fluxes in a round when there is a change in the proportions of the iron-ore-bearing materials in the charge and in the composition of the coke;
-
2)
the weights of the iron-bearing materials and coke which are needed in a round to obtain slag having the desired properties;
-
3)
the weights of the fluxes and coke which are needed in a round to obtain pig iron of the prescribed chemical composition;
-
4)
the weight of the coke in a round when there is a change in the parameters of the combination blast (temperature, moisture content, consumption of process oxygen, consumption of natural gas); and
-
5)
the predicted change in the indices of the furnace when there is a change in the smelting parameters (the parameters of the combination blast, the characteristics of the charge materials, etc.).
The engineering module is based on the integrated package “Solution of Technological Problems in Blast-Furnace Smelting,” which is designed for technical personnel in blast-furnace shops.
It includes functionally connected modules that perform the following tasks:
-
1)
calculation of the set of parameters for the base regime of the smelting process;
-
2)
calculation of changes in the smelting indices when there are changes in the input parameters;
-
3)
comparative analysis of the furnace’s operation in different periods;
-
4)
calculation of the set of parameters of the base regime with allowance for a nonuniform distribution of materials and gases over the radius of the top of the furnace;
-
5)
diagnosis of the configuration and location of the furnace zone that is occupied by iron-ore-bearing materials which are in the viscoplastic state; and
-
6)
the solution of problems that involve the prediction of smelting regimes for cases in which there are changes in the distributions of the charge materials and the gases in the top of the furnace.
The second class of problems can be characterized by the word “mobilization.” The creation of new mobile applications is one of the fastest-growing trends worldwide. Given the current accessibility of stored technical data, it is now possible to create mobile apps that allow the user to access information on the operation of a blast furnace in real time. The information can be accessed in the form of a set of charts, graphs, or preliminary and summary reports that characterize the furnace’s performance for any time period.
The establishment of local computer networks for individual furnaces and their interconnection to form a distributed computer network that serves the entire blast-furnace shop and feeds into the corporate network of the MMK have created a single information space in which the shop can interact with other shops and services at the combine and their subsystems.
The automated information system of the blast-furnace shop is closely linked to other information systems at the combine. It has especially close connections with the subdivisions which factor most prominently into the quality of the finished pig iron: the shop that prepares the sintering-machine charge; the sinter shop; the coke and coal chemicals plant; the BOF shop; the oxygen-plant/compressor station; the rail transport facility, etc.
Conclusion. An automated information-modeling system has been developed for blast-furnace smelting at the MMK with the use of open mainline/modular subsystems. Such systems have improved the analysis, prediction, and planning of production situations. The use of a modern information-modeling system for the automated control of blast-furnace smelting has also improved decision-making by the shop’s engineers and technicians when there are variations in the composition and quality of the iron-ore-bearing materials being smelted in the furnaces and changes in market conditions.
References
O. Lida, S. Taniyochi, and T. Hetani, “Application of a technique to blast furnace operation,” Kawasaki Steel Techn. Dept., No. 26, 30–37 (1992).
Yasuo Omori (ed.), Blast Furnace Phenomena and Modelling, Elsevier Applied Science, London, New York (1987).
I. Kyle, “Blast furnace model development and application in the British Steel Corp.,” Proc. Conf., London, Sept. 11–13, 1979 (1980), pp. 403–415.
C. J. Fielden and B. I. Wood, “A dynamic digital simulation of the blast furnace,” JISI, 206, 650–658 (1968).
M. Hatano, K. Kurita, H. Yamoaka, and T. Yokoi, “Investigation of blow-in operation through the blast furnace dynamic model,” Tetsu-to-Hagane, 68, 2369–2376 (1982).
S. Taguchi, H. Kubo, N. Tsuchiya, et al., “Development of a mathematical model of silicon transfer via SiO in the blast furnace,” ibid., 2303–2310.
I. V. Sukovatin, “Information technologies in use at a metallurgical combine,” Stal, No. 5, 133–135 (2010).
A. V. Sadovyi, V. I. Romanenko, N. G. Tishchenko, and R. S. Vlyanskii, “Concept for the design of an integrated automated control system for blast-furnace smelting,” Stal, No. 9, 107–110 (2009).
V. I. Kotukhov, S. V. Korshikov, G. Ya. Anisimov, et al., “Development of a new-generation automated control system for blast furnace No. 5 at the KMK,” Stal, No. 4, 22–25 (1993).
I. F. Kurunov, “New systems for monitoring and controlling blast-furnace smelting,” Stal, No. 8, 58–62 (2001).
O. P. Onorin, N. A. Spirin (ed.), V. A. Terent’ev, et al., Computer-Based Methods of Modeling Blast-Furnace Smelting, UGTU-UPI, Ekaterinburg (2005).
N. A. Spirin (ed.), Yu. V. Ipatov, V. I. Lobanov, et al., Information Systems in Metallurgy, UGTU-UPI, Ekaterinburg (2001).
N. A. Spirin (ed.), V. V. Lavrov, V. Yu. Rybolovlev, et al., Model Systems for the Support of Decision-Making in Automated Systems Designed to Control Blast-Furnace Smelting, UrFU, Ekaterinburg, (2011).
N. A. Spirin (ed.), V. V. Lavrov, V. Yu. Rybolovlev, et al., Mathematical Modeling of Metallurgical Processes in Automated Process Control Systems, UIPTs, Ekaterinburg (2014).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 8, pp. 25–30, August, 2015.
Rights and permissions
About this article

Cite this article
Rybolovlev, V.Y., Krasnobaev, A.V., Spirin, N.A. et al. Principles of the Development and Introduction of an Automated Process Control System for Blast-Furnace Smelting at the Magnitogorsk Metallurgical Combine. Metallurgist 59, 653–658 (2015). https://doi.org/10.1007/s11015-015-0154-x
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-015-0154-x