
Features are established for preparation of high category (VOSV (extremely specially hard drawing), VOSV-T) rolled product of low-carbon steel 08Yu using small degrees of reduction during cold rolling. Production solutions are developed based on them for improving a set of mechanical properties. The effect of impurities on steel 08Yu properties is studied and recommendations are developed for correcting technology in order to provide high steel stamping properties with an increased impurity content.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
The main requirement for steels intended for manufacturing the facing components of automobile body of prescribed configuration by means of cold stamping is their capacity for deep drawing (stamping properties). Stamping property specifies the capacity of metal to change shape during forming without loss of continuity. The main high stamping steels are low-carbon type 08Yu and ultralow-carbon steels, free from interstitial atoms (IF-steels). They are used extensively for manufacturing the facing components of an automobile body, such as wings, hood panels, trunk lid, front and rear skirts, and also side members.
The main specifications for thin rolled sheet of low-carbon steel 08Yu with respect to mechanical properties in relation to drawing category are specified by GOST 9045. The specifications for the microstructure of cold-rolled product in order to provide the highest stamping indices have adequately studied and substantiated. In [1–3], it has been shown that ferrite grain size should be quite coarse (Nos. 6–9). With a finer grain size, there is a reduction in stamping properties, and with a structure too coarse during stamping there is formation of an “orange peel” defect at a metal surface. Apart from the grain size, its shape has a marked effect on stamping properties: in order to improve stamping properties formation of an extended “pancake” grain size (with coefficient d al/d ac ≥ 2, where d al and d ac are grain size along and across the rolling direction, respectively), and also texture characteristics after annealing: orientation {111}(110) is most favorable for deep drawing. Also obligatory is the absence in solid solution of interstitial impurities, primarily nitrogen, which is necessary for preventing metal tendency towards aging (amount of free nitrogen not more than 0.0002 %).
A key parameter of production technology for cold rolled metal is the degree of reduction during cold rolling, mainly governing conditions for the occurrence of recrystallization, final microstructure, and mechanical properties. A significant proportion within the volume of cold-rolled low-carbon steel production is coiled product 0.5–1.2 mm thick, which is prepared with use of a high level of reduction (70–75 % and more). Formation of structure and properties of this rolled product, and possibilities of improving the stamping property indices have been the subject of much work [1–9]. It has been shown that a reduction in nitrogen and sulfur content in steel changed conditions for formation of the main excess phase precipitates, affecting low-carbon steel, i.e., aluminum nitride and manganese sulfide.
It has been established [4–6] that ferrite grains size and yield strength of cold-rolled metal depend not on its grain size in semi-finished product, but on the amount of aluminum nitride and manganese sulfide particles with a size of 0.1–0.3 μm, which being centers of new grain generation during recrystallization annealing, provide grain refinement in cold-rolled metal. Grain shape and size, and texture characteristics depend on nitrogen content in solid solution before the start of steel annealing. Separation of finely dispersed aluminum nitride particles in the initial stages of recrystallization during annealing leads to an increase in steel stamping properties. In order to provide the highest set of properties, it is necessary to correct the steel chemical composition parameters and its treatment technology [4]. This correction of technology necessitated an increase in the content within steels of other elements, in particular, chromium, nickel, copper, vanadium, molybdenum, caused by an increase in the proportion of metal scrap used fro steel smelting, containing these elements [4–9]. Introduction of these recommendations, primarily with respect to recrystallization annealing in bell furnaces, has made it possible to improve considerably the level of stamping property indices for the thick sheet product in question, and annual output of rolled product of higher drawing category (VOSV, VOSV-T according to GOST 9045-93 and other standard documents). At the same time, in preparing rolled product of considerable thickness (1.5–3.0 mm) the production possibilities for existing equipment in many cases do not provide a high degree of reduction during cold rolling. A decrease in the degree of reduction to 50–60 % or less changes features of steel microstructure and property formation during annealing, and it also affects production parameters and properties, i.e., it leads to preparation of rolled sheet with low stamping property indices.
The aims of research conducted by the authors were to study features of provision of high stamping property indices for rolled sheet prepared using small degrees of reduction during cold rolling and develop on their basis production solutions for improving a set of properties. This makes it possible to prepare rolled product of high drawing category without using the current ultralow-carbon steels (IF type), but from more economically alloyed low-carbon steels.
The work was carried out in several stages. In the initial stage, comparative statistical analysis was made of the effect of steel 08Yu chemical composition on rolled sheet properties in relation to thickness for metal of 46 batches produced in 2008 in accordance with the procedure described in [10].
Significant paired correlation coefficients are provided in Table 1 for yield strength with chemical composition parameters for rolled sheet with a thickness of less than 1.5 mm and more than 1.5 mm.
It may be seen that in contrast to the thinner rolled sheet for that with a thickness from 1.5 mm the yield strengthduring the first tests correlates strongly with the ratio [Ala.s]/[N], and correspondingly with the content of Al and N. In order to reduce the yield strength, there should be an increase in the ratio [Ala.s]/[N] due to a reduction in nitrogen content and an increase in aluminum content. This is connected with the fact that due to the smaller degrees of reduction during cold rolling (50–68 % instead of 70 % or more) precipitation of aluminum nitride particles in the initial stages of recrystallization during annealing with stable uniform conditions, occurs less rapidly. An increase in aluminum content with respect to nitrogen content intensifies this process. An increase in nitrogen content promotes formation in rolled sheet of a larger number of submicron aluminum nitride particles, which leads to grain refinement in cold-rolled metal, and correspondingly to an increase in yield strength σy. The features established for the effect of ratio [Ala.s]/[N] in yield strength are also confirmed in evaluating the difference in average values of chemical composition parameters for rolled sheet with thickness greater than 1.5 mm: group 0 – σy ≤ 175 MPa, and group 1 – σy > 175 MPa (Table 2).
A study of cold-rolled specimens with thickness h = 1.5, 2.1, and 3.2 mm for metal of three melts (Table 3) indicates that the grain elongation factor d al/d ac increases with an increase in the degree of reduction during cold rolling εc.r, which in turn leads to a reduction in σy (Tables 4 and 5). The average grain size d av (for two directions d al and d ac) with measurement within the limits indicated did not appear to have a significant effect on yield strength. It is also seen from Table 5 that metal from melts 1 and 2 is inclined towards aging, i.e., to a change in yield strength ∆σy and relative elongation ∆δ4 after simulation of aging with heating up to 100°C, soaking for 1 h (\( [{\rm{N}}]_{910}^{\rm{s.s}} \) is nitrogen content in solid solution; \( \sigma_{\rm{y\,av}}^{\rm{sta}}, \sigma_{\rm{y\,av}}^{\rm{fin}} \) are average values of yield strength before and after aging; \( \delta_{\rm{y\,av}}^{\rm{sta}}, \delta_{\rm{y\,av}}^{\rm{fin}} \) are average values of relative elongation before and after aging).
In spite of the higher value of [Ala.s]/[N] in steel melt 1, the yield strength on aging increased by 15 N/mm2. For rolled steel of this melt, having the minimum degree of reduction during cold rolling, precipitation of aluminum nitride particles during recrystallization occurred to an insufficient degree, which led to marked grain elongation (d al/d ac = 2.02) and also to retention of nitrogen in solid solution and inclination of metal towards aging. Metal of melt 3 (thickness 2.1 mm, degree of reduction during cold rolling 58–59 %) did not reveal a tendency towards aging and corresponded in properties to drawing category VOSV. For melt 2, due to the greater degree of reduction (73 %) the lowest values of σy were obtained both during the first and supplementary tests. However, for this melt a significant reduction is observed in the relative elongation during aging (∆δ4 = 5 %), which is connected with lower values of [Ala.s]/[N] (see Table 3).
Taking account of the results of statistical analysis given above, it may be assumed that the main reason for obtaining unsatisfactory properties of test rolled product is the unfavorable chemical composition of the steel: low values of [Ala.s]/[N] and a high nitrogen content. At the same time, the expediency is apparent of increasing the degree of reduction during cold rolling, using hot-rolled product of considerable thickness.
In view of this, a reference batch of rolled sheet of different thickness (from 1.8 to 3.2 mm) was produced from hotrolled semifinished product of identical thickness of 5.5 mm, which made it possible to check the different degrees of reduction during cold rolling. Detailed analysis of the effect of chemical composition on properties was carried out separately for rolled sheet 1.8–2.0 mm thick and with a thickness of 2.5–3.0 mm (chemical composition and mechanical properties are given in Tables 6, 7 and 8, 9).
For rolled product 1.8–2.0 mm thick (degree of reduction during cold rolling 64–67 %), the best mechanical properties, with a reserve corresponding to category VOSV, were obtained for metal of melts 1 and 2 with high [Ala.s]/[N] = 11.43 and 9.27. For the other three melts, having either a very low value of the ratio [Ala.s]/[N] = 4.9, or a high overall content of Cr, Ni, and Cu, equal to 0.127 %, or a high Mo content (0.005 %), the values of yield strength obtained were too high (for categories VOSV or even OSV). Thus, the results obtained confirm the statistically revealed features of the effect of chemical composition on rolled sheet properties 1.8–2.0 mm thick. It should be noted that for all of the melts in question, the vanadium content did not exceed 0.002 %. As shown below, with a higher vanadium content the mechanisms of microstructure and property formation for rolled sheet metal change somewhat.
For rolled sheet 2.5–3.0 mm thick (degree of reduction during cold rolling 45–49 %), the highest property level (low value of σy, corresponding to or close to that required for category VOSV-T) were obtained for metal from melts with low carbon content, i.e., less than 0.035 % (melts 7 and 8). The highest values of σy were obtained for rolled product from melts with the lowest sulfur content (melts Nos. 6 and 7, respectively, with low values of product [Mn]·[S] = 0.0015–0.0016). This is connected with the greater amount of submicron manganese sulfide particles, precipitated during hot rolling, which leads to grain refinement in metal and to a corresponding increase in cold-rolled product yield strength. Probably, these factors are decisive in forming the structure and properties of rolled sheet during cold rolling with low degrees of reduction.
In the next stage, statistical analysis was performed for the effect of chemical composition parameters and technology rolled properties with thickness 1.5 mm or more batches of metal smelted in 2011. It should be noted that for the material in question there was a marked increase in the number of batches of metal containing more than 0.002 % V.
The highest paired correlation coefficient was obtained for yield strength and degree of reduction during cold rolling (Fig. 1).

Nature of the dependence of yield strength on the degree of reduction during cold rolling.
Stable high values of σy have been obtained with the degree of reduction of 50–51 % for three batches of metal containing 0.046–0.050 % carbon. This did not make it possible to obtain the value of σy required for category VOSV-T since the carbon content in this case should be less than 0.04 % [4].
Further analysis was carried out for batches with similar degrees of reduction during cold rolling (61–68 %). It was established that all the high values of σy (more than 185 MPa) relate to batches with a high vanadium content (not less than 0.002 %) (Fig. 2).

Nature of the dependence of yield strength on vanadium content.
In view of the fact that a significant part of the batches corresponded to category VOSV-T with a vanadium content of 0.002 % or more, it is desirable to refine conditions for preparation of the required metal mechanical properties with increased vanadium content. For this, data were treated corresponding to the condition [V] ≥ 0.002 %. For these batches, an effect on σy was revealed for the overall content of Cr, Ni, and Cu, ratio [Ala.s]/[N], and Si content (Fig. 3).

Dependence of σy on total content of chromium, nickel, and copper (a); on ratio of acid-soluble aluminum to nitrogen content (b) and on silicon content (c) with the condition [V] ≥ 0.002 %.
Structure and property formation mechanisms for rolled sheet of greater thickness of steel with increased vanadium content included the following. In steels with an increase in carbonitride-forming element content, in particular with a vanadium content of 0.002 % and higher, with a low ratio [Ala.s]/[N] during annealing precipitation is possible of primarily vanadium carbonitride, which suppresses precipitation of aluminum nitride, affects recrystallization processes, and leads to a reduction in stamping properties. This confirms the results of thermodynamic calculations for the possibility of forming excess phases with participation of vanadium (Fig. 4) by a program developed in TsNIIchermet [11,12]. It has been shown that in steels containing vanadium, thermodynamically substantiated precipitation of its FCC-carbonitride is close in composition to carbide VC [4].

Temperature dependence of excess phase molar fraction (a) and vanadium carbonitride content (b) in steels with 0.001 % V and 0.005 % V.
At the same time, another mechanism of the effect of vanadium is possible, which is connected with kinetic features of AlN particle precipitation, in particular, the possibility of suppression of their precipitations during hot rolling. In this case, formation of vanadium carbonitride is possible, which may exist at higher temperature (temperature for the start of precipitation is close to the Ac 3 line).
Presence in this steel of an increased amount of silicon not only leads to solid solution strengthening, but also accelerates precipitation of vanadium carbonitride, and not aluminum nitride as in steel with a low vanadium content. Therefore, in preparation of cold-rolled metal of considerable thickness for steel with a considerable content of carbonitride-forming impurity elements in order to provide high stamping properties it is desirable to have a limit for the lower value of the ratio [Ala.s]/[N] ≥ 8, and also an upper limit for silicon content, i.e., not more than (0.015–0.016)%.
It should be noted that stamping properties are worsened (with an increase in σy) with a reduction in temperature for the end of slow cooling below 685°C (for metal) (Fig. 5). With a metal temperature below 685°C, there are almost no batches corresponding to the VOSV-T category.

Dependence of σy on metal temperature after the end of slow cooling T met 720–690 fin.
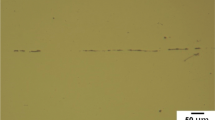
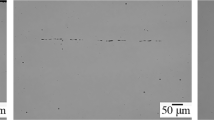
Thus, the effect of vanadium on metal properties is connected with the possibility of forming vanadium carbonitride particles during annealing, affecting the occurrence of recrystallization processes and causing dispersion hardening. Even in the case of dissolution of these particles during high-temperature annealing (Fig. 6a ) followed by slow cooling to a comparatively low temperature, repeated formation of them is possible. In turn, the metal temperature after the end of slow cooling depends on the maximum annealing temperature, which should not be lower than 715°C for the gas (see Fig. 6b ).

Dependence of σy on steel high-temperature annealing duration τ720 (a) and on temperature T g 720 fin in the second high-temperature annealing stage (b).
Thus, the optimum annealing temperature (gas atmosphere) is 715–720°C (corresponds to a metal temperature of 690–700°C). With an annealing temperature lower than 715°C, it is possible that the steel can include vanadium carbonitride particles, and with an increase in annealing temperature above 720°C the metal is transferred into the two-phase α–γ-region, which in both cases leads to worsening of properties.
On introducing limitations for the overall content [Cr + Ni + Cu] < 0.1 %, the ratio [Ala.s]/[N] ≥ 8 and content [Si] ≤ 0.016 %, εc.r > 60 %, without limitation of the content of other elements: group 0 – σy ≤ 175 MPa, and group 1 – σy > 175 MPa (Table 10).
It may be seen that all the batches of metal correspond to category VOSV (see Table 10), and only four batches of 29 did not correspond to drawing category VOSV-T (Table 11).
It may be seen that batches 1, 3, and 4 are distinguished by high (T g 720 fin > 720°C), and batch 2 low (T g 720 fin = 711°C) temperature for gas at the end of soaking in the annealing stage.
Thus, with observation of the following conditions: T g 720 fin = 715–720°C; the overall content of Cr, Ni, and Cu not more than 0.1 %; the ratio [Ala.s]/[N] ≤ 8; [Si] content ≤ 0.016 %; the degree of reduction during cold rolling εc.r > 60 %; all batches corresponded to drawing category VOSV-T (independent of the content of the rest of impurity elements, including carbonitride-forming elements).
Conclusions. With the use of small degrees of reduction during cold rolling (50–68), precipitation of aluminum nitride particles in the initial stages of recrystallization during annealing under stable uniform conditions occurs less rapidly than in rolled product prepared with a degree of reduction more than 70 %. With an increase in the value of [Ala.s]/[N], this process is intensified. In order to reduce the yield strength, the ratio [Ala.s]/[N] in steel should be provided at a level of not less than eight, which is desirably achieved by reducing the nitrogen content to 0.004 %.
An increase in silicon content leads not only to solid solution strengthening, but also with an increase in carbon and nitrogen activity to precipitation primarily of vanadium carbonitride. This suppresses precipitation of aluminum nitride and leads to a reduction in steel stamping properties, and therefore it is desirable to limit the silicon content within it to not more than 0.015–0.016 %.
The optimum value of maximum annealing temperature is 715–720°C (gas atmosphere), 690–700°C (for metal).
It has been shown that fulfilment of the conditions: overall content of Cr, Ni, and Cu not more than 0.1 %, phosphorus content not more than 0.010 %, silicon content not more than 0.016 %, ratio [Ala.s]/[N] not less than 8, with the use of the recommendations for optimum production parameters (T g 720 fin = 715–720°C, degree of reduction during cold rolling εc.r > 60 %) provides properties of rolled sheet 1.5–2.0 mm thick in accordance with specifications for metal of drawing category VOSV-T.
It may be suggested that a further increase in the ratio [Ala.s]/[N] (to 10–11), mainly by reducing the nitrogen content to 0.0035 % and less, leads to the possibility of achieving the level of properties required with less stringent limitations for impurity content. This question will require experimental verification.
It is currently undesirable to manufacture rolled sheet of greater thickness (2.5–3.2 mm) from steel 01YuT. At the same time, research should continue for the possibility of preparing a high set of mechanical properties of this low-carbon steel rolled sheet.
The work was carried out within the framework of State Contract No. 16.518.11.7024 of May 12, 2011 with financial support from the Russian Foundation for Basic Research (Grant No. 11-08-12128 ofi-m).
N. G. Shaposhnikov, I. N. Chirkina, N. V. Skomorokhova, and T. M. Efimova took part in the work.
References
I. V. Frantsenyuk and Yu. I. Frantsenyuk, Contemporary Metallurgical Production [in Russian], Metallurgiya, Moscow (1995).
M. A. Benyakovskii and V. A. Maslenikov, Automobile Steel and Thin Sheet [in Russian], ID Cherepovets, Cherepovets (2007).
V. A. Ivoditov, “Automobile steel,” Prozvod. Prokata, No. 1, 37–44 (2005).
I. G. Rodionova, P. A. Mishnev, S. V. Zhilenko, et al., “Metallurgical bases production aspects of preparation of high stamping capacity low-carbon steels in the contemporary stage of metallurgical technology development,” Probl. Chern. Met. Materialovedenie, No. 4, 12–27 (2011).
I. G. Rodionova, N. G. Shaposhnikov, N. I. Endel, et al., “Conditions for nitride and sulfide phase formation in steels for deep drawing. Part 2. Manganese sulfide,” Probl. Chern. Met. Materialovedenie, No. 4, 52–58 (2008).
I. G. Rodionova, N. G. Shaposhnikov, N. I. Endel, et al., “Conditions for nitride and sulfide phase formation in steels for deep drawing. Part 1. Aluminum nitride,” Probl. Chern. Met. Materialovedenie, No. 4, 60–67 (2008).
I. N. Chirkina, I. G. Rodionova, E. I. Zhadanovskii, et al., “Methods for increasing a set of properties of steel 08Yu including optimization of the annealing regime in bell furnaces,” in: New Steels for Engineering and Their Heat Treatment: Proc. 3rd Sci.-Techn. Conf., April 13–15, 2011, Togliatti, OAO AvtoVAZ (2011), pp. 57–58.
I. N. Chirkina, I. G. Rodionova, E. I. Zhadanovskii, et al., “Metallurgical aspects of improving a set of properties for cold-rolled automobile rolled sheet made from microalloyed steels after annealing in bell furnaces,” ibid., pp. 59–60.
Yu. S. Bykova, I. G. Rodionova, P. A. Mishnev, et al., “Study of the effect of impurities on the properties of steel 08Yu and development of methods for improving the level of properties by correction of production parameters in relation to impurity content,” ibid., pp. 53–54.
A. S. Melnichenko, Statistical Analysis of Metallurgy and Materials Science [in Russian], MISiS, Moscow (2009).
N. G. Shaposhnikov, A. A. Kononov, and B. M. Magutnov, “Thermodynamic conditions for forming grain growth inhibitors in structural steels of the pearlitic class,” Metally, No. 5, 5–18 (2004).
W. Hwang, “A thermodynamic assessment of the Fe–Mn–C system,” Met. Trans., 21A, No. 8, 2115–2133 (1990).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 2, pp. 62–69, February, 2012.
Rights and permissions
About this article
Cite this article
Rodionova, I.G., Mishnev, P.A., Adigamov, R.R. et al. Features of structure and property formation for cold-rolled low-carbon steels for automobile manufacture in relation to the degree of reduction during cold rolling. Metallurgist 56, 126–136 (2012). https://doi.org/10.1007/s11015-012-9548-1
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-012-9548-1