
Abstract
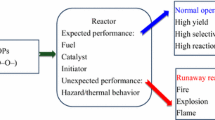
Liquid organic peroxides have been broadly employed in the process industries such as tert-butyl peroxy-2-ethyl hexanoate (TBPO). This study investigated the thermokinetic parameters of TBPO, a typical liquid organic peroxide, by isothermal kinetic algorithms and non-isothermal kinetic algorithms with thermal activity monitor III, and differential scanning calorimetry, respectively. An attempt has been made to determine the thermokinetic parameters by simulation software, such as exothermic onset temperature (T 0), maximum temperature (T max), decomposition (∆H d), activation energy (E a), self-accelerating decomposition temperature, and isothermal time to maximum rate (TMRiso). A liquid thermal explosion model was established for a reactor containing liquid organic peroxide of interest. From experimental results, liquid organic peroxides’ optimal conditions for avoiding a violent runaway reaction of storage and transportation were created.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Organic peroxides, which are substances that decompose rapidly when subjected to overheating, light exposure, pollution, friction, or mechanical impact, are widely employed in the process industries. OPs have an organic molecule attached to at least one side of the oxygen-to-oxygen bond (O–O). Their thermal instability is caused by the weak O–O bond, which leads to a tendency toward more stable condition [1]. Many OPs easily generate high pressure under exothermic situation. In general, the threshold temperature is below 120 °C, even lower than the ambient temperature [2]. The self-accelerating decomposition temperature (SADT) of OPs is recommended by the United Nations (UN) so that a precise test in a commercial package must be established [3]. SADT is the lowest ambient temperature at which over-heat in the middle of the industrial packaging exceeds 6 °C after a lapse of a seven day period or less. This period is measured every once in a while when the packaging center temperature reaches 2 °C below the surrounding temperature. The value of SADT is to precisely govern the temperature during storage and transport [4–6].
Chemical industries widely employ OPs as initiators and cross-linkers during polymerization, such as methyl ethyl ketone peroxide (MEKPO), di-tert-butyl peroxide (DTBP), cumene hydroperoxide (CHP), and tert-butyl peroxy-2-ethyl hexanoate (TBPO) [7]. We focused on major analysis of the thermal hazard characteristics for TBPO, which is particularly sensitive to temperature rises and pollution. It is generally stored or transported with inert solids to ease or mitigate the thermal hazard. TBPO reacts quite seriously when rapidly heated to a critical temperature. Several explosions were due to thermal source, mechanical shock, or friction owing to self-accelerating exothermic decomposition, or mixing with amines or certain metals can also cause accelerated decomposition [8–11].
Thermal decomposition of TBPO was examined using a thermal dynamic calorimeter (differential scanning calorimetry, DSC) and isothermal microcalorimeter (thermal activity monitor III, TAM III) to evaluate basic exothermic decomposition and various thermokinetic parameters. Furthermore, calorimetry technology was used to observe the exothermic behaviors by DSC, such as exothermic onset temperature (T 0), peak temperature (T p), and heat of decomposition (ΔH d), and then TAM III was used to obtain the thermokinetic parameters, such as time to maximum rate under isothermal condition (TMRiso), and calculate E a (activation energy) under isothermal condition and A (frequency factor) by the Arrhenius law. Based upon the above mentioned, the thermal hazard appearance for a specific chemical process can be more completely expressed.
Finally, a test platform was conducted to evaluate the thermal runaway parameters of the chemical product, in order to reduce the necessity of large-scale explosive experiments. The method can be employed in many different fields, such as evaluation of chemical process risk, reactor container design, safety of storage and transportation, and thermal hazard characteristic assessment [12].
Experimental and method
Sample
Ninety-seven mass% TBPO, a colorless liquid was packaged in the 100 mL plastic container. It was stored in a refrigerator below 4 °C.
Differential scanning calorimetry (DSC)
The DSC was purchased from Mettler, model TA8000 system DSC821e. It is a useful tool for identifying a substance’s rudimentary thermal decomposition situation quickly and clearly, and only small amount of sample is available. The principle of DSC is to compare the energy difference between the two test cells in which one sample is put in, and the other one acts a reference at different heating or cooling rates. The thermal analysis software STARe for DSC data was adopted to obtain heat flow curves and calculate thermokinetic parameters. The experimental test sample used was ca. 5–6 mg, and the heating rate (β) was set at 0.5, 1, 2, 3, 4, and 10 °C min−1 [13].
Thermal activity monitor III (TAM III)
TAM III, an isothermal titration calorimeter, which possesses high thermal sensitivity and stability, was purchased from TA Instrument. TAM III can predict many potential process risks, such as runaway reactions, temperature dependence on the decomposition of unstable substance, and safe storage condition. It can insure the life cycle of a substance after storage, and TAM Assistant can be used to evaluate a substance’s exothermic reaction. It can govern the temperature range, which is 15–150 °C. As planned, the temperature of the study was 50, 60, 70, and 80 °C. The test cell was a 20 mL ampoule coupled with a glass container and aluminum lid, and 100 mg TBPO was added in the TAM III test [14].
Reaction kinetic model simulation
The thermal safety software (TSS) could facilitate our determination of the practical condition in industrial processes and evaluate from the small-scale to match the commercial scale [15]. The method was applied to the thermal explosion model, which requires heat capacity (C p) and thermal conductivity (k), along with an appropriate algorithm. The experimental setup simulated what the TBPO is set in a storage container that has a shell thickness of 0.1 m. The reactor had the following properties: C p = 1,800 J g−1 K−1, and k = 0.5 W m−1 K−1 [16, 17].
Results and discussion
DSC tests
Table 1 indicates the thermal decomposition of TBPB at different heating rates of 0.5, 1, 2, 3, 4, and 10 °C min−1, corresponding to T 0, T f, T p, and ΔΗ d of 74.47–105.46 °C, 118.20–155.71 °C, 97.13–134.67 °C, and 831.41–991.91 J g−1. Figure 1 shows the results that the higher heating rate caused the higher exothermic peak. Therefore, it could be demonstrated that as the heating rate is increased, the exothermic peak will also be rising, because a higher heating rate provides higher intensities of the energy within a unit of time for the decomposition of TBPO. The ΔΗ d was evaluated for other thermal hazard parameters for TBPO. However, the results lacked significant alternation when the heating rate increased. As mentioned above, the DSC test could be obtained at initial condition when TBPO was decomposed after continued heating. In addition, the TAM III test isothermal temperature set range could also be judged from the DSC test.

DSC thermal curves of heat flow versus temperature for TBPO decomposition at heating rates of 0.5, 1, 2, 3, 4, and 10 °C min−1
TAM III tests
In the case of isothermal temperature, regarding thermal analysis, such as innate thermal hazard of the reactants, material transport, and medicine storage, Fig. 2 shows the results of four isothermal temperatures, 50, 60, 70, and 80 °C, with TBPO [18, 19]. It indicates the exothermic peak is higher and steeper with increased temperature. In addition, according to the experimental results, TBPO did not visibly incur any prominent reaction at 50–60 °C. Therefore, caution must be taken during storage and transportation when the temperature is over 60 °C. Table 2 shows the relationship between temperature and exothermic reaction [18]. The parameter, which is an important index for thermal hazard, is TMRiso.

TAM III thermal curves of heat flow versus time for TBPO decomposition at 50, 60, 70, and 80 °C
TMRiso indicates how much time the heat flow achieved a maximum value during an exothermic reaction. This information could be obtained from a diagram of heat flow versus time by TAM III [20]. In practice, TMRiso is determined to time the emergency response [21]. If the TMRiso is lower, the emergency response indicates the situation is more dangerous. Therefore, it is quite useful to emphasize chemical process safety. The results about TMRiso are given in Table 2.
To evaluate more clearly the thermal hazard, the various thermal hazard parameters must be obtained by specific thermokinetic model. The Arrhenius equation under isothermal condition is used to calculate activation energy and frequency factor. Equation (1) is expressed as follows:
Equation (1) is computed with natural logarithm, with respect to four ambient temperatures. Then, Eq. (2) can be obtained:
As the reactant’s rate constant is proportional to maximum heat flow, Eq. (2) could be changed to Eq. (3):
The plot of lnQ versus 1/T graph was used to determine the slope, which is equal to E a, and the intercept is A. Therefore, the values of E a and A are 124.19 kJ mol−1 and 1.9291 × 1017 s−1, respectively. The results are shown in Fig. 3. The experimental results were comparable to those obtained in previous studies [22, 23].

Arrhenius plot for the decomposition of TBPO
Results of TSS simulation
Tables 3 and 4 show that, by TSS with nth-order or autocatalytic equations, TBPO’s thermokinetic parameters could be judged under the isothermal temperature. Nth-order and autocatalytic equations were applied by TSS, as displayed by Eqs. (4) and (5), respectively [24].
Compared with Tables 3 and 4, from the result of autocatalytic simulation it was found that the E a value matched the result of experimental value better than nth-order reaction. Thus, TBPO decomposition is identified as an autocatalytic reaction. Figures 4, 5, 6, and 7 show the fitted curves of autocatalytic reaction under isothermal temperature of 50, 60, 70, and 80 °C by experiments and simulations. For 50 °C simulation, the results do not match the experimental curve, which shows a different phenomenon from other temperature such as 60, 70, and 80 °C. Nevertheless, simulation results are acceptable in agreement with experimental results. TSS simulation data offered in this study demonstrated that the predicted TBPO’s exothermic features had a remarkable effect.

Comparison of experimental and simulation results for the autocatalytic decomposition of TBPO at 50 °C

Comparison of experimental and simulation results for the autocatalytic decomposition of TBPO at 60 °C

Comparison of experimental and simulation results for the autocatalytic decomposition of TBPO at 70 °C

Comparison of experimental and simulation results for the autocatalytic decomposition of TBPO at 80 °C
Conclusions
A new research on runaway reactions on TBPO 97 mass% was accomplished by DSC and TAM III, which identified the related thermokinetic and safety parameters, such as ΔH d, T 0, E a, A, and TMR iso. E a was computed by the Arrhenius model and the results are in good agreement with those of previous studies. On the other hand, for TBPO’s storage and transportation temperature, according to experimental results, the TMRiso value is 0.456831 h at 70 °C, which is far less than the value of TMRiso 3.926617 h at 60 °C. Thus, the chemical process control temperature of TBPO should be maintained below 60 °C. Furthermore, the result is valuable when a chemical process encounters runaway reaction to establish how much time the treatment of the emergency response has. The TSS simulation reports have exemplified that the technology can be practically applied and presents proper results.
DSC non-isothermal test and TAM III isothermal test were used to obtain various available thermokinetic and safety parameters for TBPO’s safety management by calorimetric analysis technology. Moreover, we used a thermokinetic model combined with experimental data, which can predict more useful information, such as TMRiso, E a, or reaction order, to overcome the limitations of conventional thermal analysis method and to establish a safer process design.
In the future, the extended study may emphasize the TBPO mixed with specific incompatible inorganic acids, such as HCl, H2SO4, HNO3, or H3PO4. The incompatibility could be used to evaluate the thermal hazard and explosion, after runaway excursion. Furthermore, product analysis technology could be used, such as TGA/IR/GC/MS, to thoroughly explore the decomposition mechanism for process during upsets.
Abbreviations
- A :
-
Frequency factor (s−1)
- C p :
-
Heat capacity (J g−1 K−1)
- E a :
-
Activation energy (kJ mol−1)
- k :
-
Thermal conductivity (W m−1 K−1)
- k 0 :
-
Reaction rate constant (min−1)
- k i :
-
Reaction rate constant at isothermal temperature (min−1, i = 0, 1, 2, 3)
- n i :
-
Reaction order of ith stage (dimensionless)
- Q max :
-
Maximum heat flow (W g−1)
- SADT:
-
Self-accelerating decomposition temperature (°C)
- T :
-
Absolute temperature (K)
- T 0 :
-
Exothermic onset temperature (°C)
- T e :
-
Ambient temperature (°C)
- T f :
-
Final temperature (°C)
- T iso :
-
Isothermal temperature (°C)
- T P :
-
Peak temperature (°C)
- TMRiso :
-
Time to maximum rate under isothermal condition (h)
- t :
-
Time (s)
- Z :
-
Autocatalytic constant (dimensionless)
- α i :
-
Degree of conversion (dimensionless)
- β:
-
Heating rate (°C min−1)
- ∆H d :
-
Heat of decomposition (J g−1)
References
Lu KT, Chen TC, Hu KH. Investigation of the decomposition reaction and dust explosion characteristics of crystalline benzoyl peroxides. J Hazard Mater. 2010;161:246–56.
Luo KM, Chang JG, Lin SH, Chang CT, Yeh TF, Hu KH, Kao CS. The criterion of critical runaway and stable temperatures in cumene hydroperoxide reaction. J Loss Prev Proc Ind. 2001;14:229–39.
United Nations, Committee of Experts on the Transport of Dangerous Goods, 14th Revised Ed., USA. 2005;205.
Fisher HG, Goetz DD. Determination of self–accelerating decomposition temperatures for self–reactive substances. J Loss Prev Proc Ind. 1993;6:183–94.
Fauske HK. Gassy system vent sizing the role of two-phase flow. Process Safety News. Burr Bidge, IL: Fauske and Associates, LLC; 2011;18:3.
AKTS AG, AKTS–Thermokinetics Software and AKTS–Thermal Safety Software. http://www.akts.com.
Material Safety Data Sheet. Akzo Nobel Chemicals bv Stationsplein, 4. P.O. Box 247, 3800 AE Amersfoort, The Netherlands; 2007.
Wu LK, Chen KY, Cheng SY, Lee BS, Shu CM. Thermal decomposition of hydrogen peroxide in the presence of sulfuric acid. J Therm Anal Calorim. 2008;93:115–20.
Hou HY, Duh YS, Lin WH, Shu CM. Reactive incompatibility of cumene hydroperoxide mixed with alkaline solutions. J Therm Anal Calorim. 2006;85:145–50.
Duh YS, Wu XH, Kao CS. Hazard ratings for organic peroxides. Process Saf Prog. 2008;27:89–99.
Safety and handling of organic peroxides: a guide, organic peroxide producers’ safety division. The Society of the Plastics Industry (SPI) Inc., Washington, DC, USA. 1999.
Lin CP, Chang CP, Chou YC, Shu CM. Modeling solid thermal explosion containment on reactor HNIW and HMX. J Hazard Mater. 2010;176:549–58.
STARe Software with Solaris Operating System. Operating Instructions. Toledo: Mettler Toledo; 2004.
Product Information. 2012. TAM III Thermostat. www.thermometric.com.
Lin CP, Chang YM, Tseng JM, Shu CM. Comparisons of nth-order kinetic algorithms and kinetic model simulation on HMX by DSC tests. J Therm Anal Calorim. 2010;100:607–14.
Thermal safety software (TSS). St. Petersburg, Russia: ChemInform Saint-Petersburg (CISP) Ltd. http://www.cisp.spb.ru.
You ML, Shu CM. Further explanations of lauroyl peroxide runaway reaction by DSC tests and simulations. J Therm Anal Calorim. 2011;103:411–2.
Lin CP, Tseng JM. Green technology for improving process manufacturing design and storage management of organic peroxide. Chem Eng J. 2012;180:284–92.
Peng JJ, Wu SH, Hou HY, Lin CP, Shu CM. Thermal hazards evaluation of cumene hydroperoxide mixed with its derivatives. J Therm Anal Calorim. 2009;96:783–7.
Liu SH, Lin CP, Shu CM. Thermokinetic parameters and thermal hazard evaluation for three organic peroxides by DSC and TAM III. J Therm Anal Calorim. 2011;106:165–72.
Tseng JM, Liu MY, Chen SL, Hwang WT, Gupta JP, Shu CM. Runaway effects of nitric acid on methyl ethyl ketone peroxide by TAM III tests. J Therm Anal Calorim. 2009;96:789–93.
Akzo Nobel, Organic Peroxide Initiators, Product Brochure, USA. 2012.
Malow M, Wehrstedt KD. Prediction of the self–accelerating decomposition temperature (SADT) for liquid organic peroxides from differential scanning calorimetry (DSC) measurements. J Hazard Mater. 2005;120:21–4.
Lin CP, Tseng JM, Chang YM, Liu SH, Cheng YC, Shu CM. Modeling liquid thermal explosion reactor containing tert–butyl peroxybenzoate. J Therm Anal Calorim. 2010;102:587–95.
Acknowledgements
The authors are indebted to Dr. J. M. Tseng for their technical assistance on this study.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Tsai, LC., Tsai, YT., Lin, CP. et al. Isothermal versus non-isothermal calorimetric technique to evaluate thermokinetic parameters and thermal hazard of tert-butyl peroxy-2-ethyl hexanoate. J Therm Anal Calorim 109, 1291–1296 (2012). https://doi.org/10.1007/s10973-012-2519-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-012-2519-8