
Abstract
Methyl ethyl ketone peroxide (MEKPO) is an unstable material above certain limits of temperature, decomposing into chain reactions by radicals. The influence of runaway reactions on this basic characteristic was assessed by evaluating kinetic parameters, such as activation energy (E a ), frequency factor (A), etc., by thermal activity monitor III (TAM III). This was done under three isothermal conditions of 70, 80, and 90 °C, with MEKPO 31 mass% combined with nitric acid (HNO3 6 N) and sodium nitrate (NaNO3 6 N). Nitric acid mixed with MEKPO gave the maximum heat of reaction (△H d ) and also induced serious reactions in the initial stage of exothermic process under the three isothermal temperatures. The time to maximum rate (TMR) also decreased when HNO3 was mixed with MEKPO. Thus, MEKPO combined with HNO3 6 N forms a very hazardous mixture. Results of this study will be provided to relevant plants for alerting their staff on adopting best practices in emergency response or accident control.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In the petrochemical industries, the hazardous material methyl ethyl ketone peroxide (MEKPO) is often stored, transported, and employed in polymerization. However, MEKPO can be unsafe when stored in large quantities. Designing a suitable vessel and realizing the basic characteristics of a runaway reaction, such as kinetic and safety parameters (time to maximum rate, self-accelerating decomposition temperature) for MEKPO, are often a common way of reducing the consequences associated with the above risks in an emergency. Many methods can be applied to test the runaway reactions and calculate its kinetic parameters, such as frequency factor (A), apparent activation energy (E a ), reaction order (n), and so on by calorimeters. Isothermal modeling is extensively used in evaluating the runaway reactions, requiring detailed consideration of several competing and often interacting heat-transfer, mass-transfer, and thermodynamic processes. In this study, we have elucidated a variety of basic thermal hazard characteristics for MEKPO by using the TAM III test.
In recent years, several models and methods [1–4] simulating the runaway reactions by various units have been proposed. The simplest and the most commonly used method for kinetic parameters by curve fitting was proposed by Dr. A. A. Kossoy [5]. However, although extensively validated against experimental results, curve fitting is also limited to experimental data.
In this study, we report that MEKPO is very sensitive to thermal sources and to acids. If combined with HNO3, its heat of reaction is increased and safety parameters, such as TMR, are prominently decreased. Results from this study could be beneficial to relevant industries for lessening the degree of hazard or guiding relevant staff on how to control the operating system in a safe way.
Experimental setup
Preparation of MEKPO 31 mass%, HNO3 (6N), and NaNO3 (6N)
MEKPO 31 mass% was directly purchased from Aldrich Co. and stored in a refrigerator at 4 °C. HNO3 is a common inorganic acid, employed for catalyzing. De-ionized water (H2O) was used as the diluent in preparing the HNO3 (6N) and NaNO3 (6N) for comparing their influence on pure MEKPO.
Thermal activity monitor III (TAM III)
TAM III has been extensively used to evaluate a runaway reaction in the thermal analysis area. This study, carried out at three isothermal temperatures of 70, 80, and 90 °C, discusses the runaway reaction phenomena [6–8] and also estimates the basic characteristics of kinetic parameters, as shown in Figs. 1 and 2 [9]. Absolute temperature could be adjusted to within 0.02 K under isothermal mode. Bath mean temperature fluctuations were within 10−5 K. A maximum scanning rate of ±2 K h−1 for chemical and physical equilibrium was used. Software of TAM III assistant was applied to control the thermostat. The thermostat liquid was mineral oil with a total volume of 22 L. In terms of the temperature range, it was operated between 15 and 150 °C while using oil [9].

Structure of TAM III [9]

TAM III thermostat principle [9]
Results and discussion
Results by TAM III tests are indicated in Tables 1 and 2 and Figs. 3, 4, 5. All of the results detected under three isothermal conditions of 70, 80, and 90 °C indicated that the degree of hazard for MEKPO can be significantly increased while HNO3 is added, especially under the isothermal condition of 70 °C.

Heat power v.s. time for the thermal decomposition of 31 mass% MEKPO, along with HNO3 6N or NaNO3 6N at 70 °C. HNO3 6N gives a very high peak near the start of the reaction. A low secondary peak is observed near day 5. Inset is the enlarged figure of much smaller peaks for pure MEKPO 31 mass% and MEKPO 31 mass% mixed with NaNO3 6N

Heat power v.s.. time for the thermal decomposition of 31 mass% MEKPO, along with HNO3 6N or NaNO3 6N at 80 °C. HNO3 6 N gives a very high peak near the start of the reaction. The secondary peak has increased in size compared to the 70 °C case. Inset is the enlarged figure of much smaller peaks for pure MEKPO 31 mass% and MEKPO 31 mass% mixed with NaNO3 6N

Heat power v.s. time for the thermal decomposition of 31 mass% MEKPO, along with HNO3 6N or NaNO3 6N at 90 °C. For HNO3 6N case, there is a relatively low peak near the start of the reactions while a high peak is produced around 0.25 day. Inset is the enlarged figure of much smaller peaks for pure MEKPO 31 mass% and MEKPO 31 mass% mixed with NaNO3 6N
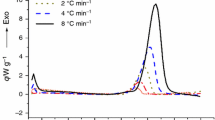
Figures 3, 4, 5 reveal the result of the measurements on MEKPO 31 mass% and mixed with HNO3 (6N) or NaNO3 (6N) under three isothermal conditions of 70, 80 and 90 °C. While HNO3 was being added into a glass ampoule with MEKPO, the heat of reaction was prominently augmented about two times from 1,000 to 1,200 [10] to 2,210 J g−1 under 70 °C (Table 1), due to an accelerated pathway of •OH + HNO3 → H2O + NO3 [11–21] in the sensitive structure of MEKPO, as displayed in Fig. 6 [16]. The heat of reactions under higher isothermal conditions of 80 and 90 °C, diminished to 824 and 428 J g−1, respectively (Table 1), because the thermal reaction was started before the samples reached a condition of the thermal equilibrium. As for the effects of NaNO3, the heat of reaction was about 814–930 J g−1 under the three isothermal conditions. NaNO3 did not induce any serious reaction when mixed with MEKPO. Figures 7 and 8 show the evaluation results of the activation energy for MEKPO with HNO3 6N and NaNO3 6N by employing the Arrhenius equation: ki (T) = A exp (–E a /RT), where, A, E a , and R represent, respectively, the frequency factor, the activation energy of the stage, and the gas constant (R = 8.314 J mol−1 K−1). The E a obtained by using the TAM III software was about 82.8 kJ mol−1 ± 6.0 kJ mol−1 for pure MEKPO [10], and E a = 88 kJ mol−1 ± 19 kJ mol−1 or 84.3 kJ mol−1 ± 8.2 kJ mol−1 for MEKPO mixed with HNO3 6N or NaNO3 6N, respectively. All the results demonstrated that an exothermic reaction was greatly facilitated when HNO3 was added.

Decomposition mechanisms of pure MEKPO [19]

Temperature v.s. normalized heat flow for evaluating E a of 31 mass% MEKPO with HNO3 6N at 70, 80, and 90 °C (E a = 88 kJ mol−1 ± 19 kJ mol−1)

Temperature v.s. normalized heat flow for evaluating E a of 31 mass% MEKPO with NaNO3 6N at 70, 80, and 90 °C (E a = 84.3 kJ mol−1 ± 8.2 kJ mol−1)
We have used TMR as a safety index to evaluate the degree of hazard. TMR was 6.7, 3.3, and 0.9 day under isothermal conditions of 70, 80, and 90 °C for pure MEKPO 31 mass% [10]. When mixed with HNO3 6N, the TMR values were lowered to 55, 59, and 60 min under isothermal conditions of 70, 80, and 90 °C, respectively. As for the effects of NaNO3 6 N on MEKPO, the TMR was slightly decreased to 4.31, 0.92, and 0.34 day under isothermal conditions of 70, 80, and 90 °C. Thus, all the degrees of hazard had increased under mixture conditions, especially under the influence of HNO3 6N.
Conclusions
Thermal analysis is an important technique in industry for evaluating the hazard impact. We have described and analyzed the basic characteristics involved in pure MEKPO and also when mixed with HNO3 6N or NaNO3 6N. Results of safety and kinetic parameters are a valuable source of information in industry. In particular, the use of these results in an assessment of a runaway reaction is seen to be a very viable and attractive proposition. To precisely evaluate the results of safety and kinetic parameters, the representative experimental data, developed by using an isothermal model, have been analyzed. All of the experimental results indicate that hydrogen ions released from HNO3 solution could elevate the degree of hazard when combined with MEKPO 31 mass%. In terms of the effects of NaNO3 6N at three isothermal conditions, it did not significantly affect the MEKPO. Results of this study can be very helpful in increasing the safety awareness of relevant plant personnel.
References
Popescu C, de Klerk WPC, Krabbendam-LaHaye ELM. Determining the temperature to initiate the explosion of a propellant. J Therm Anal Calorim. 2005;80:511–3.
Miyake A, Kimura A, Ogawa T, Satoh Y, Inano M. Thermal hazard analysis of hydrazine and nitric acid mixtures. J Therm Anal Calorim. 2005;80:515–8.
Vlase T, Vlase G, Doca N, Bolcu C. Processing of non-isothermal TG data. J Therm Anal Calorim. 2005;80:59–64.
López-Fonseca R, Landa I, Gutiérrez-Ortiz MA, González-Velasco JR. Non-isothermal analysis of the kinetics of the combustion of carbonaceous materials. J Therm Anal Calorim. 2005;80:65–9.
Kossoy AA, Benin AI, Akhmetshin YG. An advanced approach to reactivity rating. J Hazard Mater. 2005;118:9–17.
Lin SY, Tseng JM, Lin YF, Huang WT, Shu CM. Comparison of thermal polymerization mechanisms for α-methylstyrene and trans-β-methylstyrene. J Therm Anal Calorim. 2008;93:257–67.
Rodríguez de Rivera M, Socorro F. Signal processing and uncertainty in an isothermal titration calorimeter. J Therm Anal Calorim. 2007;88:745–50.
Chen HX, Liu NA. A procedure to approximate the generalized temperature integral. J Therm Anal Calorim. 2007;90:449–52.
Product Information, TAM III Thermostat. 2008. Available at: www.thermometric.com.
Tseng JM. Doctoral Dissertation. 2008. National Yunlin University of Science and Technology, Yunlin, Taiwan, ROC.
Katsumura Y, Jiang PY, Nagaishi R, Oishi T, Ishigure K, Yoshida Y. Pulse radiolysis study of aqueous nitric acid solutions: formation mechanism, yield, and reactivity of NO3 radical. J Phys Chem. 1991;95:4435–9.
Connell PS, Howard CJ. Kinetics study of the reaction HO + HNO3. Int J Chem Kinet. 1985;17:17–31.
Daniels M. Radiation chemistry of the aqueous nitrate system. 1 ш. pulse electron radiolysis of concentrated sodium nitrate solutions. J Phys Chem. 1969;73:3710–7.
Pihcv AK, Sibirskaya GK, Sbirsbov EM, Glazunov P Ya, Spitsyu VI. Lbkl Akad Nauk SSSR. 1974;215:645.
Neta P, Huic RE. Rate constants for reactions of NO3 radicals in aqueous solutions. J Phys Chem. 1986;90:4644–8.
Neta P, Huie RE, Ross AB. Rate constants for reactions of inorganic radicals in aqueous solution. J Phys Chem Ref Data. 1988;17:1027–1284.
Shastri LV, Huie RE. Rate constants for hydrogen abstraction reactions of NO3 in aqueous solution. Int J Chem Kinet. 1990;22:505–12.
Barnes I, Bastian V, Becker KH, Tong Z. Kinetics and products of the reactions of NO3 with monoalkenes, dialkenes, and monoterpenes. J Phys Chem. 1990;94:2413–9.
Tseng JM, Shu CM, Gupta JP, Lin YF. Evaluation and modeling runaway reaction of methyl ethyl ketone peroxide mixed with nitric acid. Ind Eng Chem Res. 2007;46:8738–45.
Tseng JM, Chang RH, Horng JJ, Chang MK, Shu CM. Thermal hazard evaluation for methyl ethyl ketone peroxide mixed with inorganic acids. J Therm Anal Calorim. 2006;85:189–94.
Chang RH, Tseng JM, Jehng JM, Hou HY, Shu CM. Thermokinetic model simulations for methyl ethyl ketone peroxide contaminated with H2SO4 OR NaOH by DSC and VSP2. J Therm Anal Calorim. 2006;83:57–62.
Acknowledgment
We are indebted to Dr. A. A. Kossoy of ChemInform Saint Petersburg (CISP), Ltd., St. Petersburg, Russia, for his valuable technical assistance.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Tseng, JM., Liu, MY., Chen, SL. et al. Runaway effects of nitric acid on methyl ethyl ketone peroxide by TAM III tests. J Therm Anal Calorim 96, 789–793 (2009). https://doi.org/10.1007/s10973-009-0029-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-009-0029-0