
Abstract
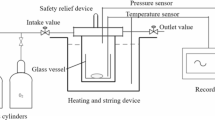
To investigate the oxidation of isobutane to t-butyl hydroperoxide (TBHP) for the first time as a two-phase process in a microreactor in a broad range of flow rates (isobutane flow rate: 15–188 µL min−1, oxygen: 0.1–1.5 mL min−1), temperatures (75–150 °C) and pressures (25–100 bar), a study has been performed to select the most appropriate construction materials for the experimental facility, especially for the microreactor but also for fittings, sealings, sensors, pumps, tubes, the sampling unit, etc. TBHP, as most hydroperoxides, is quite reactive and reacts with most metals, polymers, acids and bases. Therefore, the materials most appropriate had to be determined to minimize losses of TBHP in the initiator pump and in the reaction mixture of the sample at ambient temperature. As TBHP decomposes very slowly under such conditions, a microcalorimetric method has been used to measure the heat production of TBHP in contact with selected materials at 30 °C. Among those materials, various metals, e.g., copper, gold, silver, zinc, aluminum, titanium, tantalum, normal steel, Hastelloy C276, Hastelloy C-2000, V4A steel, and semiconductors like silicon and silicon carbide have been tested. Furthermore, several polymers like nitrile butyl rubber, PEEK, silicone, Chemraz® and PTFE have been studied. Moreover, the role of metals and metal ions as catalysts for the decomposition of TBHP and DTBP is discussed. The experiments showed that silver and copper are the most reactive metals of the investigated substances and silicon the most suitable coating material for the reactor. The most stable polymers were found to be PEEK and PTFE.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Peroxides and hydroperoxides are generally very reactive due to the peroxy bond which is quite unstable. Some of the most stable peroxides and hydroperoxides are t-butyl peroxide and t-butyl hydroperoxide (TBHP), respectively [1, 2]. TBHP in the pure state or as an aqueous solution at a concentration of above 90 mass% has to be considered as a hazardous substance which is sensitive to heat, shock and friction [3, 4]. Also, the contamination by many metal ions, e.g., iron, leads to a rapid decomposition of TBHPFootnote 1 and a possible explosion [4]. However, an aqueous solution of 70 mass% of pure TBHP is quite stable at room temperature [4] and commercially available. This formulation is of increasing importance, in industry as well as in the laboratory. In industry, TBHP is important for the oxidation of propylene to propylene oxide in the frame of the oxirane process [5] and can be used as an initiator for radical polymerization of vinyl chloride, ethylene and acrylate [6]. Furthermore, it becomes more and more important as an oxidizer for organic synthesis, as shown by the number of studies using this oxidant (see [7] for an overview and recent articles [8–10]). The oxirane process [5]—being a variant of the well-known Sharpless epoxidation reaction [11]—is the most important reason to produce sufficient quantities of TBHP in an economic way. Currently, TBHP is preferably produced by exothermic partial oxidation of isobutane (reaction enthalpy >250 kJ/mol) as a two-phase process in bubble columns or stirred tank reactors at residence times of 10–12 h [5]. Due to the required reaction conditions of 25–50 bars and 125–145 °C [5], the process has to be conducted preferably in a steel reactor—in industry as well as in the laboratory. There is some potential of improving the efficiency of this process, because several oxidation by-products like alcohols, ketones and acids are formed in varying percentages. In general, the selectivity does not exceed 60 % at conversions of less than 50 % [5]. As the thermal decomposition of TBHP is strongly catalyzed by many materials, this might also be related to the reactor material.
With the specific background of designing a microreactor [12] for isobutane oxidation and the more general objective to study the influence of different construction materials (reactor material, valves, sensors, etc.) in the reaction and sampling zone of the reactor on the decomposition of the target product, we performed the study being reported here. The influence of the reactor material on the partial oxidation of isobutane has not been investigated extensively in the past. The related experiments are conducted at higher temperatures and in steel reactors. In some cases, the influence of the reactor material (Al, stainless steel (X10CrNiMoTi18-10), titanium) [13], possibly modified by passivation (different treatments of steel) [14], on the isobutane oxidation has been studied. As no comparable investigations could be found for low temperatures, the results of such investigations have been discussed and compared with the results of the present work to determine the most suitable material. However, it is certain that there are many factors which might influence the selectivity of TBHP in such a process, so this can only be an approximate comparison. In the case of a microreactor, the surface-to-volume relationship is especially critical compared to a batch reactor, since the larger surface increases the decomposition of TBHP. Therefore, one issue is to find an appropriate coating material for the steel components of the microreactor in order to obtain a maximum yield. Furthermore, TBHP which is present in the reaction mixture comes into contact with other parts of the laboratory facility, especially the material of the sampling unit which needed to be coated accordingly. However, coating is not always possible for technical or safety reasons, e.g., in sensors, or in valves where a coating may modify the functionality of the device or makes it unusable. So, it is important to investigate the influence of different metals which may be part of a level, temperature or pressure sensor. In the frame of the reactor construction and selection of sensors, there were some suggestions to use gold or tantalum as materials for the level sensor of the sampling unit. Therefore, it was of particular interest to bring TBHP into contact with several metals, e.g., tantalum, gold, copper, brass and silver, to know which materials are most compatible. No hints on the reactivity of gold and silver with TBHP could be found in the literature. Due to the microreactor and the heat bath inside the hood leading to an increased ambient temperature, we needed to know which materials would result in the least decomposition of TBHP at comparable temperatures. For reasons of an appropriate disposal of reaction mixtures and by-products and to prevent hazardous reactions, peroxidic compounds need to be destroyed after all measurements or experiments [4]. Furthermore, especially during the isobutane oxidation experiments, an accumulation of TBHP during the reaction time in the waste container needed to be avoided. In a material safety data sheet (MSDS), it was indicated that hydroperoxides like TBHP and peroxides like DTBP can be destroyed by an iron salt solution [4]. But, whereas TBHP reacts easily with metal cations, a reasonable reaction rate was less certain for di-t-butyl peroxide (DTBP) because of its very low solubility and lower reactivity and we did not find such a reaction of DTBP in the literature. Therefore, experiments with DTBP and iron II and iron III sulfate solutions, respectively, were tested assuring its decomposition.
Finally, several polymers like polyether ether ketone (PEEK), polytetrafluoroethylene (PTFE), fluorinated rubber (FKM, Viton®), perfluorinated rubber (FFKM, Chemraz®) are possible compounds which may be used as seals in valves, pumps, mass flow controllers, etc. [15]. The presence of all those compounds does not only potentially reduce the yield of TBHP, but may also increase the reaction rates of the isobutane oxidation as well as of exothermic side reactions and therefore the risk of runaway reactions and thus of accidents. Furthermore—also for safety considerations—it is useful to know whether one of the aforementioned materials will be damaged due to the long-term contact with TBHP. Moreover, it is an economic issue because, if much less costly materials can be used, there is no need to use components made of expensive FFKM.
Whereas the isobutane oxidation in the microreactor is conducted at higher temperatures of up to 140 °C [5], the initiator need to be stored in a steel pump at a lower temperature, e.g., room temperature or cooled—depending on the type—to prevent any thermal decomposition in case of very thermolabile initiators [6]. Also, some of the peripheral plant components are brought into contact with TBHP as part of the reaction mixture or as initiator at ambient temperature (max. 30 °C) and might need to be coated. Any reaction of the reaction products, e.g., the TBHP with the metal of the sampling unit, modifies the reaction mixture and modifies its composition. In this case, the correct selectivities of the reaction products cannot be obtained anymore by GC analysis [16].
To minimize losses of TBHP, we wanted to investigate and compare the reaction of TBHP by different metals, semiconductors and polymers at ambient temperature. The investigation could be performed by an electrochemical method in case of metals but not in case of polymers. In principle, also the formation of oxygen could be determined as a measure for the decomposition (e.g., by GC), but it is not sure that in all cases oxygen is not bound by the material of the sample which would falsify the results. Furthermore, an evaluation would be quite complicated; therefore, we opted for a calorimetric method to measure the overall effect of the sample on the TBHP decomposition. However, although TBHP decomposes easily at higher temperatures, the reaction with materials at ambient conditions is very slow and thus not detectable by differential scanning calorimetry (DSC). Therefore, the microcalorimetric method TAM (thermal activity monitoring) [17] was selected. The microcalorimeter TAM is an isothermal calorimeter which permits measurements of very low heat releases due to a special isolation by two heat bathes, one being inside the other, which effectively isolate the samples from the environment. The high sensitivity and thermal stability of the used TAM III calorimeter allow monitoring of small temperature changes due to heat releases within 0.0001 °C. By this way, even the least reactive interaction can be detected by signals in the range of some µW and allows an easy judgment of the influence of a material on TBHP. Therefore, isothermal TAM experiments were performed using a TAM III. A temperature of 30 °C was most suitable because it was in the order of the experimental conditions and TAM experiments with TBHP gave detectible heat releases without an important vapor pressure or formation of gas (especially oxygen). Higher temperatures and pressure might be possible using high-pressure steel vials, but the influence of the steel would dominate the calorimetric measurements. Therefore, glass vials have been used. The danger of a hazardous decomposition reaction of the TBHP sample becomes imminent at the self-adiabatic decomposition temperature (SADT) of DTBP and TBHP, which is 80 °C [4, 6]. However, we found by DSC that thermal decomposition was already perceptible at 50 °C, so a temperature of 30 °C was selected to have a safety span of 20 °C and to prevent any damage of the TAM. Also, the absence of mixing in a TAM does not allow preventing a local overheating in case of rapid and highly exothermic reactions.
If these measurements were representative for the general selectivity loss of TBHP caused by the reactor material, performing a kinetic investigation or building a reactor of all materials to test the influence of the reactor material would be much more time-consuming than performing some TAM experiments. As the reaction with the material is, apart from the thermal decomposition, probably the main reason for the yield reduction of TBHP, a large number of materials have been studied by TAM. It is known that the roughness of the material surface may play an important role in radical reactions. By collision of the radicals with the metal surface radicals, they may lose their electron and therefore be deactivated. As a consequence of this, the roughness of a material sample may have an effect on the reaction. In the present work, it was considered that the chemical effect of reactive metals should preponderate largely relative to the roughness characteristics. However, for some materials, samples of different roughness have been created by sandblasting.
Experimental
Materials
Aqueous TBHP (70 mass%) solution (Luperox® TBH70X) and di-t-butyl peroxide (DTBP, 98.5 mass%) (Luperox®) have been purchased from Sigma-Aldrich and stored in a refrigerator at 4 °C. Various metal samples have been acquired from several fabricants (Tables 1, 2). They have been cleaned with ethanol and acetone and cut to a size of 200 mm2 if not otherwise mentioned. If it was not possible to get 200 mm2, the TBHP quantity has been adapted to the size of the metal surface. Sandblasting has been performed using 100- to 200-µm glass pearls (soda lime glass, GP007, WIWOX GmbH Surface Systems).
Viton®, PTFE, PEEK, silicone and NBR are obtained from REIFF GmbH, and FFKM from Hugo Sachs GmbH. Chemraz® is similar to the more popular Kalrez® produced by DUPONT and was produced by the company Greene, Tweed & Co. GmbH. Some samples of Tedlar® have been obtained by cutting pieces out of Tedlar® bags which are used for gas analytics and are produced by SUPELCO Inc.
Calorimetric equipment and measurements
An isothermal calorimetric instrument (thermal activity monitor, TAM III, TA Instruments [17]) equipped with 12 single microcalorimeter channels was used to measure the heat flow continuously. Each calorimetric channel was constructed in twin configuration with one side for the sample and the other side for a static reference. The twin configuration of sample and reference within a channel allows the heat-output power from the sample to be compared directly with the heat-output power from the inert reference. TAM III employs a thermostat technology that controls the temperature within 0.1 mK over 24 h. The temperature was set to 30 °C. Typically, the background noise is in the range of <0.10 µW. Twelve glass vials (TA sample vials, borosilicate glass of 4 mL volume) were prepared by placing first all material samples in the sample vials, then filling—depending on the experiment—2 mL TBHP or 2 mL DTBP in each of them and closing the sample vials. As there is no possibility to use a sample as reference, one vial was filled with the corresponding peroxide but left without any additional substance as blank. For each TBHP solution with a metal sample, two vials of identical content were prepared to check the reproducibility. The filling time was kept as short as possible. All samples were placed in the TAM microcalorimeter. After 15 min in a waiting position for general equilibration of the system, the samples were equilibrated for further 45 min in the TAM instrument. Then, the heat flow was recorded for about 20 to 24 h.
Analysis of calorimetric data
Thermal changes in each ampoule were recorded as a continuous electronic signal (in watts), which is proportional to the heat production rate. Data analysis was accomplished using the manufacturer’s software (TAM Assistant, TA Instruments). Due to different starting behaviors and experiment lengths, the heats given are referring consistently to the heat release measured from 1-h to 15-h reaction time. They are summarized at the end of each chapter.
Results and discussion
TAM experiments with DTBP and comparison of TBHP with DTBP
Whereas there are many studies on the effect of heavy metal ions on TBHP, we could not find any calorimetric investigation on the interaction of TBHP or other peroxides with metals at their metallic state. Therefore, we can only refer to articles, which treat the interaction of metals or metal ions with TBHP in the frame of other subjects.
Figure 1 shows that TBHP is generally self-decomposing. Even without any metal, TBHP shows a measureable and steadily increasing heat flow when exposed in a glass vial to a temperature of 30 °C, possibly due to the very slow reaction with the glass walls at this temperature or traces of metals in the glass. Because it is not possible to prevent this reaction in the temperature range under study, all other heat flow curves were normalized by subtracting the heat flow of pure TBHP in a glass vial from the heat flow measured in the presence of an additional sample. For comparison, the curve of DTBP is added. The heat flow is also between 0 and 1 µW, but remained constant, even during 48 h. The TAM curves given show the mean value calculated from two reproducibility experiments. Whereas the total heat release of TBHP during 14 h amounted to 13.2 mJ, that of DTBP was 0 mJ.

TAM curves of an empty vial, DTBP and TBHP without any additive measured during 24 h in a sealed glass vial at 30 °C. The noise of the signal was considerably high due to the very small heat flow. The TBHP curve increases steadily, whereas the other signals are constant
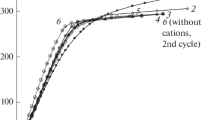
Adding various metals to DTBP (Fig. 2), the heat flow measured over 24 h is considerably higher than without any metal (Fig. 1). The biggest heat flow has been obtained with normal steel, the lowest with copper, silver, gold and Hastelloy C-2000. Interestingly, Hastelloy C-2000 which contains copper gave a heat flow curve that is partly similar to that of pure copper.

TAM curves of samples of DTBP with 200 mm2 pieces of gold, silver, copper, normal steel and Hastelloy C-2000 measured during 18 h at 30 °C. Normal steel gave the highest initial heat flow
The heat flows indicate that DTBP reacts only marginally with the considered metals at their metallic state at 30 °C. DTBP is very stable and can be easily distilled at atmospheric pressure without decomposition [2]. Due to the necessity to decompose all peroxides in the waste container, the question arose, if DTBP can be reduced by addition of iron cations—as this is the case for hydroperoxides and as it is mentioned in some safety data sheets [4]. Whereas diethyl peroxide is known to react in the presence of Fe II ions to ethanol and acetaldehyde [18], this reaction cannot take place in case of tertiary peroxides like DTBP due to the missing H atoms at the α position next to the oxygen atoms of the molecule. Therefore, it was investigated whether DTBP is actually decomposed by iron salts in aqueous solution. DTBP was brought into contact with solutions of Fe(II) sulfate and Fe(III) sulfate (0.72 mol/L) in diluted sulfuric acid (20 mass%) and for comparison with diluted sulfuric acid of the same concentration (Fig. 3). The results of the TAM measurements showed an important heat production of DTBP with Fe II sulfate and a substantially lower heat production with Fe III sulfate. Also, the maximal heat flow by the contact with a solution of Fe II sulfate was considerably higher than with the sample of normal steel (Fig. 2).

TAM curves of samples of 2 mL DTBP in contact with 1 mL of Fe II sulfate solution (in 20 mass% sulfuric acid), Fe III sulfate solution (in 20 mass% sulfuric acid) and a blank experiment with pure 20 mass% sulfuric acid. The samples have been measured during 18 h at 30 °C
The results show that, despite the bulky t-butyl groups of the molecule and the low solubility of DTBP, a slow reaction between DTBP and iron ions takes place in aqueous solution. Furthermore, Fe II salts are more effective to destroy DTBP than iron III salts. The heat releases of DTBP in contact with iron II, iron II and sulfuric acid were 316.3, 69.7 and 3 mJ, respectively. So, DTBP is effectively destroyed in the long term by iron II salt solutions.
TAM experiments of TBHP with metals and semiconductors
Whereas there is little reaction of DTBP with metals and with salts, the reaction of TBHP with heavy metal cations is relevant for the safe handling of TBHP [4] and well investigated [19]. Because of the highly exothermic reactions of TBHP with most heavy metal cations, bases and acids and the high sensitivity of the TAM device, these reactions have not been investigated by TAM. In contrast to reactions with ions, the reaction with metals has not been investigated calorimetrically yet. Therefore, the heat flow time courses of samples of TBHP in contact with copper, brass, silver, gold and zinc have been measured during 20 h at 30 °C. The heat flow curves of the samples (Fig. 4) differ largely in form and magnitude depending on the metal which has been brought into contact with TBHP. The highest heat flows were obtained with silver, copper, zinc and brass. For comparison reasons, also the heat flow curve of gold is given.

TAM curves of samples of TBHP with 200 mm2 pieces of zinc, gold, silver, copper and brass at 30 °C measured during 20 h
In case of silver, an apparently exponential decrease of the heat flow has been observed. As the heat flow could not be recorded from the very beginning, due to the equilibration of the calorimeter, it may be the cooling curve of the heat produced in the moment of the contact between TBHP and the metal. Silver in contact with TBHP gave the highest initial heat flow of all investigated metals. Therefore, it needs to be considered as a very strong catalyst for the decomposition of TBHP. This was rather surprising, because the high catalytic activity of heavy metal ions on the decomposition of TBHP is usually explained by the faculty of the metal to change between different oxidation states, e.g., copper(I) to copper (II), cobalt(II) to cobalt (III), iron(II) to iron (III) (and vice versa) [19]. However, this is different for silver as a metal. It might in general only change between the states Ag(0) and Ag(I). Therefore, other properties, perhaps the electroaffinity, seem to be at least as important as the possibility to change the oxidation state. Metallic silver is rarely used as a catalyst, but some articles report applications of silver as a promotor for other catalysts for the use of TBHP as an oxidant (e.g., [20, 21]), but it is well known that it catalyzes very good the decomposition of hydrogen peroxide [22] and hydroperoxides such as ethyl hydroperoxide [23]. It is also known that the oxidation rate of isobutane in the gas phase at 300 °C is strongly enhanced in the presence of silver [24] which indicates that—in view of this result—hydroperoxides play an important role despite the high temperature. Gold produces a much smaller heat flow than copper and silver, but a much higher one than normal steel (see Fig. 5). It seems to be a mild catalyst for TBHP decomposition although for hydrogen peroxide no decomposition by gold has been reported. There are some applications of gold as a catalyst in the literature (e.g., [25, 26]). The catalytic effect of copper on the decomposition of TBHP is well known [27, 28], but it is less strong than that of silver. Both, copper and brass give relatively high heat production curves which can be divided into two parts. After 5 min, the slope decreases. It is possible that this is due to a changing reaction rate because of a modification of the surface. The heat flow resulting from brass is lower than that of copper and that of zinc. Whereas copper is known to be a good decomposition catalyst for TBHP, a low heat production was expected for zinc because it has no oxidation properties. As brass contains only 80 mass% copper and 20 mass% zinc, a lower heat production was expected compared to pure copper. However, the heat flow with zinc is much higher and the forms of the curves are also different. Whereas the heat production for zinc decreases slightly, it increases slowly for copper and decreases rapidly for silver, pointing to different reaction rates and a mechanism, which depends on the metal. The strong catalytic activity of copper cations is much better known than that of the metal.Footnote 2 As Rothenberg et al. [27] shows, copper (0) as a suspension can easily replace copper (I) or copper (II) compounds. In this case, copper compounds (chlorides) are transformed in situ into Cu(OH)Cl. Salvador [28] found the best yield for the oxidation of steroids by using copper metal (84 %). In this relation, the formation of higher oxidation states by a non-radical decomposition has also been discussed for copper (Cu(III) [29], Cu(IV) [27]) and iron (Fe(IV) [30]), but no clear evidence has been found. In some experiments of the present work, no copper was visible anymore in the sample vial after 2 month under exclusion of air. It seems to be completely oxidized—probably to copper hydroxide—by TBHP. So copper was no longer a catalyst, but the reducing agent.

TAM curves of samples of TBHP with 200 mm2 pieces of gold, tin, hastelloy C276, hastelloy C-2000, normal steel and V4A steel measured during 24 h at 30 °C
Costas and Llobet [31] investigate the oxidation of hydrocarbons using TBHP and activation of oxygen by metal complexes. They gave electrochemical data which provide compelling evidence that the following reaction was not significant under their system conditions,
If this is typical, this should mean that the direct formation of t-butoxy radicals by higher oxidation states of metal cations is not favored. Instead, another reaction occurs primarily as explained in the following. TBHP is weakly acidic, and a solution of 2 mass% TBHP gives a pH of 4.55. It is well known to react with alkaline and alkaline earth bases to form quite stable salts [2] at low temperatures (<10 °C) and low concentrations. This reaction also happens primarily with heavy metal ions, only leading to a less stable salt at normal temperatures. This has been shown for cobalt [32]. So, especially oxidizing metal ions like Cu2+ [27], Co3+ [13], Fe3+ [30] or Ce4+ [33] decompose TBHP instantaneously at ambient temperatures. The bond between the metal ion and the peroxy group becomes unstable, the ion is reduced, and the t-butoxy peroxide anion gives a t-butyl peroxy radical in a radical reaction [19] according to Eq. 2.
Therefore, the action of metal ions at their higher oxidation states, e.g., Cu2+ on TBHP, can easily be explained by the formation of an intermediate, instable salt, and the primary product of its decomposition is a peroxy radical. TBHP is well known to react not only with oxidizing metals, but also with reducing metal ions. Whereas Cu+ might perhaps be reduced to copper as an intermediate state, this is not possible for metal ions like Fe2+ where the metal can only change from the reduced oxidation state to a higher oxidation state.
In this case, also a salt is built, but the only way for a further reaction is the breaking of the peroxy bond and the formation of a t-butoxy radical. In acid solutions, the iron II cation will give a Fe III cation [19].
In both cases (Eqs. 2, 3), the further radical reactions comprise recombination and the decomposition reactions which are independent of metals.
Iron and hence normal steel are known to react with TBHP principally in the same way as cobalt and copper, especially at the cationic state. For normal steel, V4A and Hastelloy C276, nearly constant signals between 2 and 5 µW, have been obtained. Normal steel gave a considerably higher heat flow than untreated Hastelloy C276. The heat flow of V4A steel was situated between those curves. Tin samples in contact with TBHP gave a much higher initial heat flow than steel and Hastelloy C276. The heat flow measured in the presence of gold is shown for comparison (Fig. 5). The results show that TBHP is more reactive toward tin and gold than toward steel, which shows that gold is not as inert as one might suppose. Steel is protected from further corrosion by a passivation layer which is formed by dissolution of iron at the surface, surface enrichment of chrome and oxidation of chrome to the very stable chrome trioxide [34]. Therefore, the heat flow is much smaller.
Enlarging the surface of the metal obviously increases the heat flow, as we verified for copper (Fig. 6), normal steel (Fig. 7) and silver (Fig. 8).

TAM curves of samples of TBHP with 200, 400 and 600 mm2 sheets of copper measured during 40 h at 30 °C

TAM curves of samples of TBHP in contact with 200, 400 and 600 mm2 pieces of normal steel measured during 24 h at 30 °C. The initial heat flow is approximately proportional to the surface area

TAM curves of samples of TBHP with 200, 400 and 600 mm2 sheets of silver measured during 20 h at 30 °C
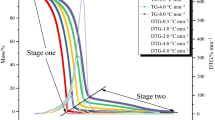
The dependence of the heat flow on the surface area is stronger for more reactive materials like copper (Fig. 6) and silver (Fig. 8) than for normal steel (Fig. 7). The measured heats are given in Table 4. Due to chemical changes of the metal surface, e.g., oxidation, only the initial heat flow can be considered to be proportional to the surface. But the initial heat flow is difficult to determine because the initial heat flow changes very rapidly at the beginning of the experiment and it is strongly influenced by the starting conditions. Considering this, the initial heat flow of TBHP in contact with copper depends approximately linearly on the surface. In the beginning, between 3 and 5 h, the slope changed significantly and afterward all heat flow curves were increasing but not exactly with the same slope. Most interesting is the shape of the heat flow curves of TBHP in contact with normal steel. The heat flow curve resulting from the contact of a 600 mm2 piece of normal steel with 2 mL TBHP—while being most of the time nearly linear—shows strong peaks which appear suddenly and which are much higher than the average heat flow (Fig. 9). They should correspond to heat producing processes which appear suddenly and only for a short time. The surface of the normal steel after the reaction actually shows dark spots. This means apparently that first there was corrosion by TBHP, then the oxide layer broke, and finally new non-corroded surface came in contact with TBHP again. So this gave rise to another peak, etc. This is known as pitting corrosion [34] and a well-known mechanism, which also enables air and water to corrode completely any sample of iron or normal steel in the long term. Looking more closely at the curves with 400 and 200 mm2 samples, it seems that there are also small peaks, but they are—especially in the case of 200 mm2—so small that they cannot be distinguished from the signal noise.

Original TAM curves (without smoothing) of TBHP with 600 mm2 of steel. The peaks indicate that the protecting oxide layer broke down several times and gave rise to a higher heat flow by bringing TBHP in contact with the non-oxidized metal
In contrast to steel, many other materials, e.g., aluminum and silicon, protect themselves by an oxide layer. With silicon (pieces of wafers) and silicon carbide, the lowest heat flows were obtained (Fig. 10). It is known that the fresh silicon surface of a wafer in the presence of oxygen forms a layer of silicon dioxide [35].

TAM curves of samples of TBHP in contact with 200 mm2 pieces of silicon, silicon carbide, tantalum, aluminum and titanium measured during 24 h at 30 °C. Silicon and silicon carbide gave the lowest heat flows.
Aluminum gave a slightly higher heat flow curve than titanium and tantalum, which was fluctuating much stronger. Titanium gave a heat flow comparable to that of tantalum. This might be explained by the higher reactivity of titanium [34]. But, because of the very low heat flows, this is probably not a significant difference and might be due to a difference of roughness. Both titanium [34] and tantalum also form a passivation layer, which reduces the reactivity.
These findings seem to confirm the tendency observed by Mistrik and Kostal [13] who performed isobutane oxidation experiments at 403 K in several different reactors. At an isobutane conversion of 24.7 and 26 %, respectively,Footnote 3 they found a better selectivity of TBHP using a titanium reactor (56 %) than using a stainless steel reactor (43 %). The value of the selectivity of TBHP found by Mistrik and Kostal [13] for the aluminum reactor at an isobutane conversion of 18.5 % was 46 %, which was considered to be slightly higher compared to that of stainless steel [13]. However, this comparison is not allowed without further information since the selectivity generally changes with increasing conversion [36].
Shah [36], who performed also isobutane oxidation experiments at 403 K, found at an isobutane conversion of about 19 % a much higher TBHP selectivity of 55 % using an aluminum reactor. Thus, Shah [36] obtained with aluminum a result as good as Mistrik and Kostal [13] with a titanium reactor, but Mistrik and Kostal [13] found a much lower TBHP selectivity for aluminum. However, Shah [36] obtained only a selectivity of about 20 % TBHP using stainless steel (mat. No.: 1.4571). This is less than half of the selectivity of what Mistrik and Kostal [13] have obtained in their experiments with a stainless steel reactor.
This shows that results given in the literature differ largely, which will be clarified by another comparison.
The selectivity course of TBHP for a reactor made of passivated stainless steelFootnote 4 has not been measured at 25 % conversion by Shah [36]; thus, an experimental value is not available. However, assuming that the course of the selectivity curve of TBHP for the reactor made of passivated steel is similar to that of the reactor made of stainless steel, a TBHP selectivity of about 46 % can be estimated for the passivated stainless steel reactorFootnote 5 at a conversion of 25 %. Thus, that selectivity value corresponds to the value, which has been found by Mistrik and Kostal [13] for a reactor of untreated stainless steel. So, both, Mistrik and Kostal [13] and Shah [36] used stainless steel,Footnote 6 but the results (43 and 20 %, respectively) at the same conversion are diverging very much. Those comparisons show that the material alone is not sufficient to explain the experimental results. Thus, other factors (isobutane impurities, reactor characteristics, surface size and state, etc.) also must have interfered to obtain such different selectivities, and the advantage of the present work is that the parameters of the experiments can be controlled better and less parameters influence the results.
Interpreting the results represented in Fig. 10, it has to be taken into account that the pieces of silicon wafers used had the lowest roughness of all materials. Since this might have had an influence in the case of a radical reaction, the effect of different degrees of roughness on the heat production has been studied for some samples (see Fig. 11).

TAM curves of samples of TBHP in contact with 200 mm2 pieces of silicon, untreated and sandblasted, measured during 18 h at 30 °C
Figure 11 shows the influence of sandblasting on a silicon weaver. The sandblasted silicon surface gave a significantly higher heat production. It is not clear whether this is only due to the higher roughness or due to the reaction of TBHP with the fresh silicon surface. If it is due to the higher roughness, the stability of TBHP in the presence of silicon is comparable to that of titanium.
The treatment of Hastelloy samples by sandblasting (Fig. 12) resulted also in a much higher heat flow than observed for the untreated pieces in contact with TBHP and a different form of the heat flow curve. Although the magnitude of the signal depends on the Hastelloy type, this behavior could be reproduced in principle for different Hastelloy types in contact with TBHP as Fig. 12 shows.

TAM curves of samples of 2 mL TBHP with 200 mm2 pieces of Hastelloy C-2000 and Hastelloy C276, with and without sandblasting treatment, measured during 22 h at 30 °C
The copper content of Hastelloy C-2000 leads to a significant increase in the heat flow compared to Hastelloy C276. The rather constant heat flow of untreated Hastelloy samples should be due to a passivation layer of such materials, which has been formed over a long time. Sandblasting gave a much higher heat flows for both Hastelloy types C-2000 and C276 with similar heat flow courses. Due to sandblasting, the roughness of the surface has increased, but this should not result in such a big heat flow difference. The roughness of the samples had not been investigated further, because it is difficult to characterize, e.g., a mean roughness value can express very different surface properties, depending on the error relative to the mean value. It seems to be more probable that due to the sandblasting treatment, the passivation layer has disappeared and TBHP was able to react with the non-oxidized metal surface which results in a very high heat flow like that which has been observed for silver (Fig. 4, Table 3) and nitrile butadiene rubber (NBR) (Fig. 13).
The released heats measured during 15 h in experiments with TBHP in contact with sandblasted samples and higher surfaces are given in Tables 4 and 5.
TAM experiments of TBHP with polymers
Furthermore, TBHP was brought into contact with various polymer materials including NBR (Fig. 13), Viton® A, PTFE, Tedlar® and silicone (Fig. 14) as well as Chemraz® and PEEK (Fig. 15).

TAM curves of samples of TBHP in contact with 200 mm2 pieces of NBR measured during 20 h at 30 °C. Since this polymer gave a much higher heat flow than all other studied polymers, no further heat flow curve is given in this diagram

TAM curves of samples of TBHP in contact with 200 mm2 pieces of Viton®, silicone, Tedlar® and PTFE measured during 20 h at 30 °C

TAM curves of samples of TBHP in contact with 200 mm2 pieces of PTFE, PEEK and Chemraz® measured during 24 h at 30 °C. The heat flows were in all cases very small
NBR gave the highest signal of all polymer samples and shows a nearly exponential decrease in the heat flow signal, which is in shape and magnitude similar to that of silver (Fig. 4).
Thus, both have in common a very high reactivity toward TBHP. For NBR, this can be explained by its structure [37]. NBR is obtained by co-polymerization of 20–40 mole % of acryl nitrile with 60–80 mole % butadiene. The high heat flow can be explained by the double bound in the NBR molecule [37] which results from the monomer butadiene after polymerization and reacts easily with TBHP [38].Footnote 7 Therefore, the shape of the heat flow curve of NBR might be due to a cooling curve as described for silver.
Viton® (Dupont) [15], which belongs to the fluoroelastomers (FKM) and is generally known to have a high chemical stability [39], reacts easily with TBHP and gave, apart from NBR, the highest heat production in the group of the selected polymers (Fig. 14). FKM or FPM (fluorinated propylene monomer) belongs to a class of fluoroelastomers comprising several types, which are made from tetrafluoroethylene (TFE), 1,1-difluorethylene (VF2) and hexafluoropropylene (HFP). Among the most important Viton® types (type 1: Viton® A; mixture of VF2 and HFP (66 mass% fluorine) with bisphenol A as cure site monomer [15], type 2: Viton® B: VF2, HFP and TFE (68 mass% fluorine), Viton® F: VF2, HFP, TFE and a special cure site monomer to allow the vulcanization with peroxides (70 mass% fluorine)); the composition of the used Viton® A of the shore hardness 80 may be best characterized by the name poly-(hexafluoropropylene/vinylidene fluoride).
The signal height produced by siloxane—usually referred to as silicone—was much lower than the signal produced by Viton®. Except for a certain activation of the methyl groups of silicone by the silicon atoms, there are no reactive groups. This might explain the low reactivity of silicone. The higher reactivity of Viton® compared to PTFE and silicone may thus be related to the hydrogen atoms of the polymer backbone. To compare Viton® with a polymer that contains more hydrogen, Tedlar® (polyvinyl fluoride) was also investigated. It was expected that due to a possible reactivity of hydrogens, the heat flow of Tedlar® might be slightly higher than that of PTFE. However, the heat flow was approximately as high as that of PTFE and also much smaller than that of Viton® (Fig. 14).
Samples of PTFE, PEEK and Chemraz® (Fig. 15) as well as TEDLAR (Fig. 14) in contact with TBHP gave the smallest heat flows of all polymers. The heat flows of PEEK and Chemraz® (Fig. 15) were nearly constant. PEEK has only aromatic rings, ether and carbonyl groups [40]. Aromatic rings without reactive groups (hydroxy, amino, etc.) react little with hydroperoxides. In contrast to other ketones (e.g., propanone), Ueberreiter et al. [41] found no enhanced decomposition of TBHP in the presence of 1-phenylethanone and diphenyl ketone. Due to the substitution of hydrogen by fluorine and its saturated character, PTFE has no sensitive chemical groups, which can be chemically attacked. However, it contains plasticizers and it seems that it is less stable because the liquid TBHP sample in contact with PTFE became slightly turbid, indicating a possible dissolving effect. A certain reactivity of PTFE toward peroxides has also been found by Heiss et al. [42] and Taylor [43]. It has been remarked, however, that this might be caused by metal traces due to grinding of the material [44]. Chemraz® like Kalrez® belongs to the perfluoroelastomers (FFKM). These elastomers have—in contrast to NBR—a saturated backbone structure and—in contrast to Viton®—contain mainly fluorine [39]. They are produced by polymerization of tetrafluoroethylene (TFE) in the presence of further cross-linking polymers like, e.g., perfluoromethyl vinyl ether (PMVE) [39]. Chemical details could only be found for FFKM in general. Details of the structure of most FFKM polymers and their compositions are not exactly known, whereas the fluorine content of FKM polymers like Viton® is only up to 70 mass%, and FFKM polymers contain ≥72 mass% of fluorine. The higher heat production of Viton® (Fig. 14) might be due to the cure system which should be bisphenol A [15]. It is well known that phenols react with TPHP in the presence of metals [45]. Without metal, the reaction is just much slower because the formation of the reacting t-butoxy radicals is limited at 30 °C. The influence is such that Chemraz® is in the group of the least reactive polymers, whereas Viton® is significantly more reactive. The reactivity of Chemraz® is chemically quite similar to that of PTFE as this might be expected from the main starting reactant TFE which is also used for the production of PTFE. Chemraz® might be considered as slightly less reactive than PTFE, but only a sample of 105 mm2 was available and has been brought into contact with 1.05 mL TBHP to keep the same surface-to-volume relationship. Due to the different surface sizes, the results are not directly comparable. Also, a small effect of roughness cannot be excluded and the low level of the signal the heat flows may be considered as practically identical. The very low heat flows produced by PTFE, PEEK and Chemraz®—even if the value of the heat flow has to be doubled to take account of the higher surface—indicate that in principle all the materials should be quite inert. The measured heats (Table 6) show the low reactivity. They correspond to the very low level of the heat flows.
Summary and outlook
The decomposition of TBHP and DTBP in the presence of several materials has been investigated by TAM to assure the compatibility of reactor components with the initiator and reaction mixture.
In contrast to TBHP, DTBP is not self-decomposing and only a constant heat flow has been measured. In contact with metals like steel and copper, DTBP gave small but detectible heat flows. Higher heat flows are measured in contact with iron salt solutions, especially in case of Fe II sulfate. Therefore, such solutions can also be used to destroy DTBP.
The decomposition of TBHP has been investigated in the presence of a variety of metals, e.g., silver, gold, brass, copper, steel, Hastelloy C276 and Hastelloy C-2000, as well as semiconductors, like silicon and silicon carbide, and polymers (PTFE, PEEK, silicone, Viton®, NBR, etc.). The results of the experiments show that TBHP even at 30 °C decomposes slowly but steadily, whereby the heat flow depends to a very large extent on the used material at a given surface area. Furthermore, the experiments show that heat flows do not increase exactly linearly with the surface area. Therefore, due to different reactor surface areas, studies in the literature concerning the influence on the TBHP selectivity of the isobutane oxidation generally cannot be directly compared. However, it has to be pointed out, that the TBHP selectivities observed in several investigations [8, 27] for various reactor materials differ largely. Obviously, the obtained TBHP selectivities cannot be explained solely by the reactor material.
Among all metals, silver and copper gave the highest heat flow signal and must not be present in any wetted part of respective plant components. It seems that in case of silver catalysis like with hydrogen peroxide [22] takes place. They would lead either to important losses of TBHP or to hazardous decomposition reactions. The heat flow of normal steel was considerably higher than that of V4A steel. Whereas Hastelloy C-2000 gave a significant heat flow, obviously due to the copper content, Hastelloy C276 was much less reactive. The smallest heat flows were obtained in case of the metals Hastelloy C276 and V4A and of the semiconductors silicon and silicon carbide, whereas the reactivity of the latter is considerably lower.
Among the polymers, NBR is the most reactive compound. Although PTFE gives only very small heat flows, the turbidity of the solution shows that TBHP attacks the polymer in some way. Considering the low temperature of 30 °C of the experiments, the decomposition of TBHP will further increase, if the same material is present at higher temperatures. Therefore, only materials with very small heat releases could be considered for the reactor construction. A maximum heat release of 50 mJ was selected. The results measured by TAM experiments and corresponding to this criterion are summarized in Table 7.
Since the heat flows of TBHP in contact with silicon and silicon carbide have been the lowest of all experiments, silicon was selected as coating material. Silicon carbide was not available as coating material and neither was a reactor of silicon carbide which was too expensive. Therefore, working with hydroperoxides, all wetted parts of the reactor test facilities, including the 100 m steel capillary, as well as of the analysis equipment should be coated with silicon. In our case, all wetted parts of the equipment have been coated with silicon by chemical vapor deposition (CVD) by SilcoTek (Silcolloy®. Since the reaction rate increases with the surface size and temperature, choosing a more reactive material would have led to higher losses of TBHP.
Among all polymers, PTFE, PEEK and Chemraz® gave the lowest heat flows. Among those, Chemraz® is the only elastomer. Therefore, only seals made of Chemraz® or a similar FFKM material (e.g., Kalrez®) should be used. Although PTFE gave a quite low heat release (61 mJ), it cannot be recommended as part of any equipment due to the risk of a physical attack.
In further studies, it is intended to investigate the reactivity of TBHP toward different types of glass.
Notes
Which can be used for its disposal.
Private Message from Linde Engineering GmbH (Pullach 2013).
The selectivity of TBHP during the isobutane oxidation depends on the conversion. Therefore, only selectivities at the same conversion can be compared. In this case, due to the very high difference in the selectivity, the small difference in the conversion should be negligible.
Passivation with sodium pyrosulphate solution.
Winkler and Hearne [14] also investigated the influence of stainless steel compared to passivated stainless steel and otherwise treated reactor materials on the oxidation of isobutane, but they used temperatures below 130 °C. Thus, data are not comparable with those of Mistrik and Kostal [13] and Shah [36].
Although Shah has not given any code to identify the stainless steel used.
Alkenes are known to give di-alkyl peroxides with hydroperoxides as a primary product which may react to other products.
References
Milas NA, Harris SA. Studies in organic peroxides. V. t-butyl hydroperoxide. J. Am. Chem. Soc. 1938;60(10):2434–6.
Milas NA, Surgenor DM. Studies in organic peroxides VIII—t-butyl hydroperoxide and di-t-butyl peroxide. J. Am. Chem. Soc. 1946;68:205.
U.S. Government Publishing Office Title 49: Transportation Part 172—Hazardous Materials Table, Special Provisions, Hazardous Materials Communications, Emergency Response Information, Training requirements, and Security Plans, Subpart B, Table of Hazardous Materials and Special Provisions, § 172.101 Hazardous Materials TableE (http://www.ecfr.gov/cgi-bin/retrieveECFR?gp=1&SID=45c67a451640d80f0b3fa8e846098085&ty=HTML&h=L&mc=true&n=pt49.2.172&r=PART#sp49.2.172.b.
GESTIS-database on hazardous substances, Institut für Arbeitsschutz der Deutschen Gesetzlichen Unfallversicherung (IFA), http://www.dguv.de/ifa/GESTIS/index.jsp.
H.J. Arpe, Industrielle Organische Chemie. Bedeutende Vor- und Zwischenprodukte. 6. vollständig über-arbei-tete Auflage (Wiley-VCH Verlag GmbH & Co. KGaA, 2007).
AKZONOBEL Functional Chemicals, Initiators and reactor additifs for thermoplastics. http://www.akzonobel-polymerchemicals.com. 17 Dec 2012.
Korshin EE, Bachi MD. Synthetic uses of peroxides. In: Rappoport Z, editor. The chemistry of peroxides (II), Part 1, Patai Series: the chemistry of functional groups. Jerusalem, Israel: Wiley InterSciences; 2006. p. 307. http://www.organic-chemistry.org/chemicals/oxidations/tert-butylhydroperoxide.shtm.
Wu XF, Gong JL, Qi X. A powerful combination: recent achievements on using TBAI and TBHP as oxidation system. Org. Biomol. Chem. 2014;. doi:10.1039/C4OB00276H.
Rout SK, Guin S, Ghara KK, Banerjee A, Patel BK. Copper catalyzed oxidative esterification of aldehydes with alkylbenzenes via cross dehydrogenative coupling. Org. Lett. 2012;14:3982–5.
Malik P, Chakraborty D. Bismuth (III) oxide catalyzed oxidation of alcohols with tert-butyl hydroperoxide. Synthesis. 2010;2010:3736–40.
Sharpless KB, Verhoeven TR. Metal-catalyzed highly selec-tive oxygenations of olefins and acetylenes with TBHP. AldriChim. Acta. 1979;12(4):63–82.
T. Willms, H. Kryk, M. Wiezorek, U. Hampel, Development of a micro reactor for the isobutane oxidation as a multiphase process. in Proceedings of the 4th European conference on microfluidics–microfluidics 2014-Limerick, 10–12 Dec 2014.
Mistrik EJ, Kostal J. Oxidation of isobutane into tertiary butyl hydroperoxide. Chem. Tech. 1977;29(7):388–91.
Winkler DE, Hearne GW. Liquid phase oxidation of isobutane. Ind. Eng. Chem. 1961;53(8):655–8.
International Institute of Synthetic Rubber Producers IISRP, Fluoro elastomers. http://iisrp.com/site/synthetic-rubber/06Fluoroelastomers16Aug2012.pdf. Accessed 23 June 2016.
Willms T, Kryk H, Hampel U. The gas chromatographic analysis of the reaction products of the partial isobutane oxidation as a two phase process. J. Chromatogr. A. 2016;. doi:10.1016/j.chroma.2016.06.052.
TA Instruments, TAM isothermal microcalorimetry, in Microcalorimetry, TA (2012). http://www.tainstruments.com/pdf/brochure/MicrocalorimetryBrochure.pdf. Accessed 27 Jan 2016.
Sosnovsky G, Rawlinson DJ. Metal ion-catalyzed reactions of symmetric peroxides. In: Swern D, editor. Organic Peroxides Vol. I. (Chapter IX). New York: Wiley-Interscience; 1970. p. 562.
Mageli OL, Sheppard CS. Organic peroxides and peroxy compounds-general description. In: Swern D, editor. Organic Peroxides Vol. I. (Chapter I). New York: Wiley-Interscience; 1970. p. 21.
Liu J, Wang F, Gu Z, Xu X. Vanadium phosphorus oxide catalyst modified by silver doping for mild oxidation of styrene to benzaldehyde. Chem. Eng. J. 2009;151:319–23.
Liu J, Wang F, Gu Z, Xu X. Styrene epoxidation over Ag-gamma-ZrP catalyst prepared by ion—exchange. Catal. Commun. 2009;10(6):868–71.
Sivakov VA, Broenstrup G, Pecz B, Berger A, Radnoczi GZ, Krause M, Christiansen SH. Realization of vertical and zigzag single crystalline silicon nanowire architectures. J. Phys. Chem. C. 2010;114(9):3798–803.
Baeyer A, Villiger V. Ueber aethylhydroperoxyd. Chem. Berl. 1901;94:738–49.
J. Hay, J.H. Knox, J.M.C. Turner, Homogeneous and heterogeneous processes in the gas-phase oxidation of isobutane and isobutene, in Symposium international on combustion combustion institut (1945), pp.331–340.
Patil NS, Jha R, Uphade BS, Bhargava SK, Choudhary VR. Epoxidation of styrene by anhydrous t-butyl hydroperoxide over gold supported on Al2O3, Ga2O3, In2O3 and Tl2O3. Appl. Catal. A: Gen. 2004;275:87–93.
Ameur N, Bedrane S, Bachir R, Choukchou-Braham A. Influence of nanoparticles oxidation state in gold based catalysts on the product selectivity in liquid phase oxidation of cyclohexene. J. Mol. Catal. A: Chem. 2013;374:1–6.
Rothenberg G, Feldberg L, Wiener H, Sasson Y. Copper-catalyzed homolytic and heterolytic benzylic and allylic oxidation using tert-butyl hydroperoxide. J. Chem. Soc., Perkin Trans. 1998;2:2429–34.
Salvador JAR, Sà e Melo ML, Campos AS. Copper-catalyzed allylic oxidation of as-steroids by t-butyl hydroperoxide. Tetrahedron Lett. 1997;38(1):119–22.
Zhu Y, Wei Y. Copper-catalyzed oxidative esterification of aldehydes with dialkyl peroxides: efficient synthesis of esters of tertiary alcohols. RSC Adv. 2013;. doi:10.1039/c3ra40246k.
Barton DHR, Taylor DK. Models for non-heme oxidation enzymes. Pure Appl. Chem. 1996;68(3):497–504.
Costas M, Llobet A. Copper(I)-induced activation of dioxygen for the oxidation of organic substrates under mild conditions. An evaluation of ligand effects. J Mol. Catal. A: Chem. 1999;142:113–24.
Chavez FA, Nguyen CV, Olmstead MM, Mascharak PK. Synthesis, pro-per-ties, and structure of a stable cobalt(III) alkyl peroxide complex and its role in the oxidation of cyclohexane. Inorg. Chem. 1996;35(21):6282–91.
J. Fischer, Reaktions- und sicherheitstechnische Untersuchung der partiellen Autoxidation von Cyclohexan in Mikrostrukturen. Dissertation, TU-Chemnitz (2011).
Kaesche H. Die Korrosion der Metalle. Physikalisch-Chemische Prinzipien und aktuelle Probleme. London: Springer; 1990.
Rodica G, Logofatu C, Negrila CC, Ungureanu F, Cotirlan C, Manea AS, Lazarescu MF, Ghica C. Study of SiO2/Si interface by surface techniques. In: Basu S, editor. Crystalline Silicon—Properties and Uses. Croatia: InTech; 2011.
U. Shah, Oxidation of isobutane in liquid phase and under supercritical conditions. M. Eng. Sc., thesis, Monash University, pp. 60–70.
Klingender RC. Handbook of Specialty Elastomers. Boca Raton: CRC Press; 2008.
Mageli OL, Sheppard CS. Organic peroxides and peroxy compounds-general description. In: Swern D, editor. Organic Peroxides Vol. I. (Chapter I). New York: Wiley; 1970. p. 50.
A.L. Moore, Fluoroelastomers handbook: the definitive user’s guide and databook, in Plastic Design Library (PDL) Handbook Series. William Andrew edition (2006).
ZEUS Technical Whitepaper. Focus on: PEEK. http://www.zeusinc.com/search?s=Focus+on file: Zeus Focus on PEEK.pdf. Accessed 27 Jan 2016.
Ueberreiter K, Rabel W. Die Beschleunigung des Hydroperoxydzerfalls durch Wasser-stoff-brückenbildner in Lösung und bei der Polymerisation. Macromol. Chem. Phys. 1963;68(1):12–23.
Heiss A, Rigny R, Sahetchian KA. Homogeneous and heterogeneous decomposition of dialkyl peroxides. J. Chim. Phys. Phys. Chim. Biol. 1985;82(5):475–80.
Taylor WF. Catalysis in liquid phase autoxidation. II. Kinetics of the poly (tetrafluoroethy1ene)-catalyzed oxidation of tetralin. J. Phys. Chem. 1970;74:2250.
Hiatt R. Hydroperoxides. In: Swern D, editor. Organic Peroxides Vol. II. (Chapter I). New York: Wiley; 1970. p. 87.
Sosnovsky G, Rawlinson DJ. Chemistry of hydroperoxides in the presence of metal ions. In: Swern D, editor. Organic Peroxides Vol. II. (Chapter II). New York: Wiley; 1970. p. 216.
Acknowledgments
The authors acknowledge the Helmholtz Association for support of the research within the frame of the Helmholtz Energy Alliance ‘Energy Efficient Chemical Multiphase Processes’ (HEA-E0004). We also thank Dr. Lahbib Abahmane of 3 M Technical Ceramics for the silicon carbide samples.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing financial interest.
Rights and permissions
About this article

Cite this article
Willms, T., Kryk, H., Oertel, J. et al. Reactivity of t-butyl hydroperoxide and t-butyl peroxide toward reactor materials measured by a microcalorimetric method at 30 °C. J Therm Anal Calorim 128, 319–333 (2017). https://doi.org/10.1007/s10973-016-5860-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-016-5860-5