
Abstract
Silica aerogel superinsulation products have a tremendous growth potential, particularly for industrial and pipe insulation. However, the high production cost and the poor mechanical properties prevent the adoption of silica aerogel superinsulation outside of the established niche markets. In this paper, we address these two barriers. We analyze the solvent use of current production processes for ambient-dried silica aerogel and derive a minimal solvent process that approaches the theoretical minimum of one volume of solvent for one volume of aerogel. We apply this process at the pilot scale and produce aerogel granulate with a thermal conductivity of 17.4 mW/(m·K). A review of the different mechanical reinforcement strategies reveals that strengthening typically comes with a penalty in thermal conductivity. In contrast, we highlight some of our recent work on hybrid polysaccharide (cellulose, pectin)—silica aerogels, where the mechanical reinforcement did not significantly increase thermal conductivity as a promising avenue for more robust silica-based hybrid aerogel materials.
Graphical Abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Suppressing conductive heat losses is a principal goal of a sustainable development in the building and construction sector [1]. If spacious insulating layers are to be avoided, high-performance insulation materials with superior thermal resistivity are required. Over the past decade, aerogel-based insulation products have established their place in various niche markets, such as thermal insulation for aerospace, apparel, petrochemical pipelines and pumping fluid media in industry settings [2]. In the building industry, aerogel superinsulation enables superior insulation performance compared to conventional insulation materials, which allows putting in place slimmer insulation layers [2]. Currently still a niche product, aerogel-building insulation products have a tremendous growth potential in excess of 20 % by volume per annum. For comparison, conventional insulation products grow at an annual rate on the order of 5 %. Still, the poor mechanical properties and high materials cost of silica aerogels are the principal barriers for their widespread application in the building market [3]. At our laboratory, we develop synthetic methods for fabricating silica aerogels with an emphasis on ambient drying. The main motivation for this work is to produce the next-generation aerogel insulation materials. To overcome the limitations of today’s commercial products, overall production cost and the materials inherent fragility need to be understood and addressed.
In the first part of this paper, we address manufacturing cost, which can be reduced by employing inexpensive silica precursors such as sodium silicate, but perhaps more importantly by simplifying the processing (solvent exchange, hydrophobization of inner pore surfaces) required to dry the material at ambient pressure. We take a closer look at the preparation of silica aerogels using a novel one-pot production process for silica aerogels invented and patented at our laboratory that allows the production of silica aerogel granulate by ambient pressure drying within only 5 h from start to finish. As part of a first successful scale-up study, we are currently able to produce up to 30 l of aerogel per batch with thermal conductivity of 17.9 mW/(m·K), identical to that of commercially available granulate (e.g., Cabot P300). This new process gives access to a new generation of low-cost high-quality aerogel granulate and is a promising alternative to today’s aerogel production methods.
In the second part of this paper, we review the various strategies that have been employed to produce superinsulating aerogels with improved properties, including the use of macroscopic supports, (bio)polymer aerogels and (bio)polymer–silica hybrids. Note that all strategies can lead to mechanically more robust materials than standard silica aerogel, but often at the cost of an improved thermal conductivity. We highlight some of our recent work on cellulose–silica and pectin–silica hybrids for which the mechanical reinforcement does not come with a thermal conductivity penalty.
2 Aerogel’s contribution to energy efficiency
Energy saving and lowering CO2 emissions are topics of great actuality with great impact on many areas of science and economics worldwide. Energy spent for heating in total accounts for over 50 % of the total demand, of which roughly two-thirds go into buildings and one-third into the generation and distribution of industrial process heat. Heating, ventilation and air conditioning (HVAC) of buildings (including industrial and commercial buildings) account for approximately 40 % of the global energy consumption. The energy consumption of HVAC systems in buildings can be lowered by up to 75 % with minimal effort by installing a proper thermal insulation, which results in a comparable, cost-effective reduction in CO2 emissions. Aerogel materials offer great potential as thermal insulation materials of the future and have already began to enter niche markets in building and pipe insulation industries.
In terms of economic potential and potential climate impact, building insulation represents a tremendous opportunity given the shear market size and immediate need for better building envelopes [2]. The standard approach to decrease thermal losses of buildings is to install thicker layers of conventional insulation materials. Heat loss through a fine porous insulation material can occur via three transport pathways, namely conduction through the pore gas, conduction through the solid skeleton and radiation. There is naturally an esthetic disadvantage linked to such thick insulation layers: the insulated object occupies more space and the usable living space decreases. This is a problem of growing concern in the context of increasing urbanization and highly densified district planning in city centers where each square meter of floor area counts. Silica aerogel insulation materials can achieve the same thermal insulation performance with only half of the thickness of the conventional insulation materials (Fig. 1). This extremely low thermal conductivity is due to the combination of low density (skeletal conductivity) and small pores (reduced gas conductivity) [4]. Aerogels are the only class of non-evacuated insulation materials that offer “super-insulating” properties without the need for a special pore gas [2, 5]. Nowadays, silica aerogels are commercially available that combine extremely low thermal conductivity values on the order of 0.012–0.018 W/(m K) under ambient conditions with water vapor permeable, hydrophobic as well as non-flammable materials properties.

Comparison of a thermal insulation performance expressed as material thickness to reach a U-value of 0.2 W/(m2 K), b materials cost per m2, c stress at 10 % strain (σ 10) and d tensile strength of the most common thermal insulation materials
Saving space is the most important reason for the use of superinsulation. Typical application scenarios in buildings are interior insulation solutions for retrofit as well as thin facade insulation for the renovation of old and historical buildings, side-on balcony and flat roof balcony constructions. In the construction industry, the thermal resistance of a construction element is expressed in terms of the U value, which describes the heat loss through a given thickness of a specific element or single component. Figure 1 shows a comparison of the material thickness required to achieve a U value of 0.2 W/(m2 K) for various insulation materials and their respective materials cost per m2 area. Aerogel insulation requires less than half the materials thickness when compared with polystyrene foam or mineral wool, but also costs roughly 8–9 times more for the same effect than a standard solution.
Furthermore, the mechanical properties of today’s commercial aerogels still leave to be desired, as they are generally known as fragile and brittle materials. In comparison with polymer foam materials, e.g., σ 10 (compressive stress at 10 % strain) and tensile strength of pure silica aerogels are significantly lower than those of polymer foams (Fig. 1). Therefore, it does not come as a surprise that current efforts in aerogel materials research primarily target production processes to reduce cost of production and the improvement of mechanical properties of the material. This work is a short review of recent developments in cost reduction and mechanical strengthening efforts superinsulating aerogel materials from the perspective of today’s commercially available silica aerogels.
3 Brief historical recapitulation of silica aerogel production processes
Silica aerogels were first invented in the early 1930s by Steven Kistler [5, 6] who accomplished the difficult task of replacing a silica gels pore fluid with a gas by means of a supercritical alcohol drying process. Having been recognized early for their low density and outstanding physical properties, silica aerogels were commercialized shortly thereafter in powder form by Monsanto Chemicals. However, the time-consuming and laborious solvent exchange steps soon were no longer competitive against newly developed processes to fabricate dried silica gels such as precipitation and flame synthesis methods [7] which led to the end of the first wave of silica aerogel commercialization. In the late 1960s, Teichner [8] achieved a major technological breakthrough by the replacement of Kistler’s sodium silicate precursors by alkoxysilanes. This eliminated the formation of inorganic salt by-products from the gels and the need for a water-to-alcohol exchange step. In the mid 1990s, Schwertfeger et al. [9] described the synthesis of “ambigel” type aerogels, which enabled the drying of organically modified gels at ambient pressure for the first time without the need of supercritical fluids and high-pressure autoclaves. Ambient pressure drying (APD) was applied with great success to the synthesis of silica aerogels from alkoxides, as well as from sodium silicate, and today is perhaps the most promising manufacturing technique for silica aerogels [10].
4 State-of-the-art ambient drying process chemistries
The critical step during the preparation of aerogels of any kind is the drying of a wet gel such that the skeletal structure is maintained. As mentioned above, the traditional drying route is based on supercritical fluid drying, first alcohols and today primarily CO2 because of the latter system’s greatly reduced process risks. At least in the case of silica, subcritical drying of chemically modified gels results in materials with properties that are nearly indistinguishable from their supercritically dried analogs. Thus, it makes sense to abolish the classical definitions of xerogels for ambient-dried gels and aerogels for supercritically dried ones in favor of a materials properties based definition. Leading authors in the field [11, 12] refer to aerogels as materials which satisfy a combination of properties, namely (1) a porosity >85 % (2) an average pore size in the 20–100 nm range and (3) a majority of the pores as mesopores. This excludes macroporous foams and other low-density solids with a much coarser cell structure which are sometimes incorrectly referred to as aerogels in the literature.
In the following, let us discuss the four most common methods for preparing ambient-dried silica aerogels. A first distinction must be made on the source of the silica building blocks. Waterglass (sodium silicate) and silicon alkoxides such as tetraethyl- and tetramethyl-orthosilicate (TEOS, TMOS) are commonly used as precursors [9, 13]. As we will see later on, the choice of the precursor greatly influences the process steps and complexity of the preparation. For the hydrophobization of wet gels necessary for ambient drying, the typical silylation agents used to graft—Si(CH3)3 groups are hexamethyldisilazane (HMDZ), trimethylchlorosilane (TMCS) and hexamethyldisiloxane (HMDSO). We have recently shown that materials with near identical surface chemistries and material properties can be obtained using different precursors (waterglass versus alkoxide) or hydrophobization agents (HMDS, TMCS or HMDZ) [14]. Thus, the selection of precursors, solvent system and hydrophobization agent can be based primarily on cost and ease of processing.
When it comes to technical preparation and scalability aspects, waterglass is a promising precursor, as it is both inexpensive and commercially available. One of the first processes for the preparation of waterglass based ambient-dried aerogels was described by the Hoechst process [15]; however, the solvent exchange steps described therein are rather cumbersome. The key process limiting step in the preparation of APD silica aerogels is the exchange from an aqueous to an organic solvent and the hydrophobization. When starting from a waterglass based silica gel, the most cited ambient drying route is the “single step solvent exchange and surface modification” with heptane as a solvent and TMCS as a hydrophobe. To improve the two-phase water to organic pore fluid exchange, alcohols such as isopropanol are typically used as a co-solvent. A closely related process that was published earlier by Schwertfeger and Schmidt [9] is a simplification of the Hoechst process which employs HMDSO as a nonpolar solvent instead of heptane but still uses copious amounts of TMCS as a hydrophobe.
Silicon alkoxide (TMOS, TEOS)-based sols, which were originally discovered by Teichner [8], are more widely used as aerogel precursors, mostly because of the relatively simple gel preparation and the more convenient alcohol-based solvent system. Ambient-dried aerogels made from alkoxysilanes are classically obtained via solvent exchange of the aged alcogel into heptane, following a hydrophobization treatment with HMDZ in heptane. Two more recent processing routes [9, 16] substitute heptane as a solvent by HMDSO, which acts as both the solvent and the hydrophobization agent. The reaction of HMDSO as a hydrophobe in an alcohol solvent is rather slow under normal conditions but can be accelerated by acid catalysis with moderate heating. Just like in the waterglass case [9], gels hydrophobized in alcohol/HMDSO solvent mixtures can be dried directly at ambient pressure, such a process often being referred to “alcohol drying.” Figure 2 gives an overview of four classical state-of-the-art synthesis methods for APD silica aerogel materials. All four techniques described here are so-called two-step methods which employ acid stabilized sols and initiate gelation by base addition (ammonium hydroxide), followed by a solvent exchange and hydrophobization.

Overview of four classical state-of-the-art synthesis methods for APD silica aerogel materials and the surface chemistry during each step
With increasing commercialization of superinsulating silica aerogel materials since the turn of the millennium, synthetic methods have been continuously simplified to afford more economical production. As far as industrial production is concerned, the two main cost drivers with good potential for a significant cost reduction are (1) raw materials cost (the cost of the molecular silica precursor) and (2) cost of the solvent exchange and hydrophobization steps. Solvent exchange processes are always disadvantageous since they require cycling of solvent which must be recirculated, separated and reprocessed, increasing both operation expenses and capital investments of the production plant. So the key question becomes: “What is the simplest system with the smallest number of process steps and the least amount of solvent?” To answer this question, one should take a look at the surface chemistry of the silica gels because it is intimately linked to the solvent system (Fig. 2). The wet gel after aging contains silanol (–OH), and silanol and ethoxy (–OCH2CH3) functional groups for waterglass and TEOS based gels, respectively. Before ambient drying, the inner pore surfaces must be modified to a large extent by hydrophobic trimethylsilyl groups (-Si(CH3)3), TMS) [17, 18]. This hydrophobization can be quantitatively followed by solid state NMR spectroscopy and shows a gradual replacement of silanol and ethoxy by TMS groups with increasing hydrophobization time [19]. So when trying to find a minimal solvent system, an obvious choice would be one that consists of a minimal number of components, namely two. For a waterglass-based sol gel system, water/HMDSO and for a TEOS-based one, ethanol/HMDSO are the most favorable solvent systems. As water and HMDSO are not miscible, the addition of ethanol is required during solvent exchange when using a waterglass precursor. In this process, the ethanol is not directly linked to either the gelation or hydrophobization chemistry. As we can see from a comparison of the state of the art in Fig. 2, the total amount of solvent (S1 + S2) for gelation/aging (S1) and solvent exchange/hydrophobization (S2) is significantly smaller, if the hydrophobization agent also acts as a solvent: for the ethanol/HMDSO based systems, (S1 + S2) is close to 2 which means for a given volume of gel, roughly twice the volume of total solvent must be used during the synthesis. Note that typical APD aerogels experience approximately 30 % volume shrinkage over the entire process from beginning to end, which must be taken into account if one would like to estimate the minimal amount of solvent needed to prepare a given volume of aerogel. For a PEDS (a polyethoxydisiloxane sol derived from TEOS)-based gel hydrophobized with HMDSO (last example in Fig. 2), the volume of solvent needed to prepare dry aerogel is 2/(1 − 0.3) = 2.85 times the final aerogel volume. Because heptane is not directly linked to either the gelation of surface modification chemistry, it is only a “spectator” and significantly larger solvent volumes (S1 + S2) are needed. This is why we consider heptane-based synthetic routes as inefficient from a chemical process engineering standpoint. Based on this simple argument, we predict that HMDSO-based direct “alcohol drying” will be the primarily used route for the industrial manufacturing of ambient-dried silica aerogels.
5 Minimal solvent route
Having arrived at the conclusion that a combined solvent exchange and hydrophobization process involving ethanol/HMDSO, and to a lesser extent water/HMDSO, pore fluids are most promising in terms of process simplification, one might ask the question what is the practical limit of such a “minimal solvent route.” A not so obvious and practically challenging approach proposed and investigated in our laboratory was to completely avoid the solvent exchange from the start. In other words, we began looking for an ideal system, where all components needed to prepare the hydrophobic silica gel should be contained in the sol from the beginning on. Recently, we have developed a rather intriguing “one-pot” process which makes the hydrophobization agent part of the sol. By doing so, pH is used as a trigger to separate gelation and aging (base catalyzed) from the hydrophobization step (acid catalyzed). After successful aging of the gel, the addition of only about 10 % of the initial solvent volume of a dilute acid catalyst is sufficient to trigger the hydrophobization reaction. In this way, the total amount of solvent (S1 + S2) can be reduced to a minimum [16, 20].
Figure 3 shows a simplified reaction scheme comparing a process with a classical solvent exchange to our novel one-pot process. The classical process requires twice the amount of solvent (S1 + S2 = 2.5) than the one-pot process, which requires only fractional more solvent than the volume of the wet gel (S1 + S2 = 1.1).

Comparison of the classical industrial two-pot process with the minimal one-pot process
Early laboratory studies had shown that with this process gelation, hydrophobization and drying with a total time consumption of only 5 h from start to finish could yield granular silica aerogel particles of several millimeter diameter with excellent thermal and mechanical properties. A detailed description of the laboratory scale one-pot synthesis process and the resulting materials will be the topic of a separate publication. To investigate the scalability of the method, small pilot tests of the simplified one-pot production [8] were carried out in a custom built pilot reactor. Prior to gelation, a silica sol mixture was prepared as follows. A TEOS-based silica sol concentrate (20 % w SiO2 content by weight) was diluted with ethanol. HMDSO was added as a hydrophobe together with catalytic amounts of ethanolic ammonium hydroxide; 35 l of this activated silica sol was then poured into the pilot reactor where gelation started about 10 min from the point of ammonia addition. After aging, the syneresis liquid was removed and dilute HCl was added to catalyze the hydrophobization. Finally, the hydrophobized silica gel was removed from the reactor and dried at ambient pressure. The final aerogel granulate yield by volume was about 30 l which, when taking into account the loose packing of the aerogel granules (20 % porosity), suggests an overall shrinkage from sol/gel to aerogel of approximately 30 %, which is typical for APD silica aerogel materials [20]. The one-pot aerogel granulate from the pilot study has a tap density of 83 kg/m3 and a packed bed thermal conductivity of 17.4 mW/(m·K). For comparison, commercial silica aerogel granulate has a thermal conductivity of 17.9 mW/(m·K) at a tap density of 76 kg/m3. The surface areas are also comparable: 702 versus 797 m2/g for the commercial and one-pot granulate, respectively. Figure 4a shows a photograph of a silica aerogel granulate produced in-house by the new one-pot method. The scanning electron micrograph of the one-pot aerogel granulate clearly reveals the colloidal particle network structure (Fig. 4b). One also notices that despite the relatively short production times, both at laboratory and pilot scale, relatively large granules can be obtained using this method. The shorter process times are in part due to the omission of a true “solvent exchange” step, although the hydrophobization catalyst still needs to diffuse into the core of the individual gel granules. In conclusion, silica aerogel produced by the minimal solvent, one-pot process displays virtually identical properties when compared to commercial aerogel granulate and the scalability of the process technology was demonstrated.

a One-pot aerogel granulate. b Scanning electron micrograph of one-pot silica aerogel
6 Trends in reinforcement strategies for superinsulating silica aerogel materials
To overcome the mechanical limitations, in particular the brittle nature of silica aerogels, which lead to dustiness and a limited usability, particularly in the building insulation sector, a variety of strategies to prepare mechanically superior materials has been proposed and investigated [21–25]. The most common approaches can be divided into three categories which rely on a “hierarchical composite” modification (6.1), the formation of an intrinsically more stable mesopore structure of the material itself (6.2 and 6.3) or the reinforcement of an existing aerogel material by a suitable chemical modifier (6.4 and 6.5). All those classes of advanced aerogel materials are currently being researched as potential superinsulating materials for industrial applications. Given the strengths and weaknesses of each individual approach chosen, it seems clear that we can expect a wide range of different materials being commercialized for a correspondingly wide range of applications.
6.1 Hierarchical aerogel composite materials
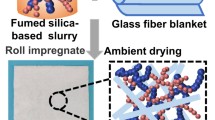
This class of aerogel composite materials consists of a macroscopically coherent support matrix or scaffold which is impregnated with a suitable aerogel phase. In the form of aerogel “blankets,” it is the best-known commercial aerogel product: Aspen Aerogels uses a ceramic or fiberglass fleece to prepare their reinforced silica aerogel blankets which feature thermal conductivities as low as 14 mW/(m·K). Most commonly, such products are prepared by casting the sol into a suitable macroporous support matrix (fiber fleece, macroporous foams, etc.) and then gelled to form a hierarchical composite gel. Processing of said gel and ambient/supercritical drying then leads to the final aerogel composite. Alternatively, aerogel particles, powders or granules can be compressed with finely dispersed fibers and compacted to form a solid insulation board in the presence of a suitable organic binder system. Such a product was released under the tradename Aerowolle by the Danish company Rockwool with a thermal conductivity of only 19 mW/(m·K). Note that the post-processing/glueing approach comes with a significant thermal conductivity penalty which is due to the presence of a binder layer; however, it offers the advantage of a greater freedom of the materials thickness and much faster assembly/curing when compared with sol-cast composites. The fabrication of hierarchical aerogel-based building components is a field of great industrial, scientific and academic and was also the focus of a 7th framework European project on superinsulating aerogel composite materials (www.aerocoins.eu). Current European framework programs are strongly supporting the advancement of such new, groundbreaking technologies for the building sector. At the same time, many European, US American and Asian companies and startups are developing novel hierarchical aerogel composite materials.
6.2 Organic aerogels based on resin and/or other synthetic organic polymer gel systems
Early organic gels such as the classical resorcinol formaldehyde (RF) and melamine formaldehyde (MF) variety were discovered by Pekala [26], [27]. Even some of the first supercritically dried RF aerogels at densities comparable to superinsulating silica aerogels featured thermal conductivity values as low as 12–13 mW/(m·K). Due to the very long gelation and aging time of truly mesoporous resin-based aerogels, research toward superinsulating applications is rather scarce. Polyisocyanate-based aerogel materials have a tremendous industrial commercialization potential due to comparably fast and simple processing and excellent chemical versatility and mechanical properties [28–35]. The first preparation of low-density sol–gel isocyanate derived aerogels in the mid-1990s by Dow Chemicals yielded materials of significantly higher strength than silica but with relatively high thermal conductivity around 33 mW/(m·K). Shortly thereafter, Biesmanns, Perrut and co-workers at ICI Polyurethanes succeeded in preparing true PU aerogels thermal conductivities as low as 16 mW/(m·K) using aromatic polymeric isocyanates [29]. Nowadays, a number of research groups worldwide are pursuing a number of different methods for the preparation of superinsulating polyisocyanate aerogels, where polyureas and polyurethanes seem the most promising candidates for industrial scale-up. Aspen Aerogels recently reported on the preparation of a PU aerogel with thermal conductivity of 14 mW/(m·K) in 2009, and BASF has recently announced their “Slentite” polyurea aerogel product family with reported thermal conductivity values of 17 mW/(m·K).
6.3 Biopolymer aerogels derived from natural polysaccharide raw materials
Aerogels made from “green” biopolymer raw materials have been receiving increasing attention in the past decade, primarily because of their potential application in biotechnology and life science. Early works focused on the use of regenerated cellulose as a starting material. Tan and co-workers [36] first produced cellulose aerogels trough de-esterification of acetylated cellulose, creating free hydroxyl groups which were then cross-linked with toluene-2,4-di-isocyanate (TDI). Supercritically dried aerogels obtained in this was combined specific surface areas of less than 400 m2/g and densities in the range of 100–350 kg/m3 but more importantly showed impact strength values exceeding those of resorcinol–formaldehyde (RF) aerogels, although the material exhibited a very high porosity. Jin and co-workers [37] were the first to produce high-quality cellulose aerogels with good mechanical strength without the use of isocyanate cross-linkers. More recently, a wider range of biopolymers have been obtained in aerogel form such as from pectin [38], agarose [39], chitosan [40] and nanofibrillated cellulose [41]. In most cases, pure biopolymer aerogel materials, however, cannot reach thermal conductivity values below 30 mW/(m·K), primarily because of the intrinsically high skeletal conductivity associated with the high water uptake of unmodified polysaccharides. More recent work was specifically targeting the development of superinsulating biopolymer aerogels such as aerocellulose and aeropectin materials. Rudaz and co-workers [42] developed aeropectin via pectin dissolution-coagulation-drying with supercritical CO2: the material presents a low thermal conductivity between 16 and 20 mW/(m·K) and a significantly improved compressibility in ambient conditions (no buckling or fracture during the compression test). Aerocellulose was reported by Sescousse and co-workers, which could be prepared from ionic liquid solutions with a superior mechanical properties (20–60 MPa of elastic modulus) [43] or from surface carboxylated nanofibrillated cellulose I with a thermal conductivity of 18 mW/(m·K) [44]. Yet, to maintain reasonable stability in building applications, hydrophobic surface properties are essential. A chemical modification (hydrophobization) of the polysaccharide backbone [45] is possible but seems a rather costly route to superinsulating aerogels, because of the complex and often slow processing and issues with uncontrolled agglomeration/precipitation. From a process engineering standpoint, the hybridization with a suitable silica sol–gel chemical system (Sect. 6.5) seems a more promising approach.
6.4 Organic polymer cross-linked silica aerogels (X-aerogels)
The surface chemistry of metal oxide gels was discussed above by example of silica gels which are by far the most studied and best understood representatives of this family of materials. The groups of Leventis and Meador at the NASA Glenn Research Center have reported the first chemical modification of silica gels with organic monomers to create polymer decorated silica surfaces. Supercritical drying of such gels yields a class of light and tough porous materials with extraordinary mechanical performance such as high bending stiffness and outstanding impact absorption properties. A range of polymerization chemistries can be adopted to create silica based X-aerogels [21, 23, 46–52]. Where native silica aerogels (and the same holds for other metal oxides) are extremely brittle, cross-linking with monomers (e.g., isocyanate) leads to a strong increase in both stiffness and final strength under strain. This is directly attributed to the specific toughening effect of the inter-particle necks in the particle network aerogel structure. So far however, most published studies describe X-aerogels with rather high densities in the 0.25–0.6 g/cm3 range. As a consequence, X-aerogels reported in the literature have rather high thermal conductivities (>30 mW/(m·K)). Although a topic of great actuality, few superinsulating X-aerogel materials have been reported in the literature so far. To minimize the amount of polymer addition and to maximize its effect on the composite structure and mechanical properties, i.e., to selectively reinforce inter-particle necks, still remains a great scientific challenge.
6.5 Silica-biopolymer hybrid aerogels
Despite some groundbreaking work on pure biopolymer aerogels, their hydrophilic surface chemistry typically results in a high thermal conductivity and water uptake capacity, which makes them ill-suited for building superinsulation applications. In order to meet a service life requirement on the order of 50 years of a typical building material, a durable hydrophobic surface chemistry is essential, if such aerogels were to be used as a building material. Hence, one of the first questions to be answered is: what type of surface modification of biopolymer aerogels could withstand environmental strain in a typical exterior building façade, i.e., with a good hydrolytic stability of the hydrophobe attachment chemistry and an excellent hygrothermal cycling stability. Unfortunately, there is no simple, scalable and economically feasible solution that comes to mind in stark contrast to silica, where hydrophobization and ambient drying have been studied and improved over decades, as described above. Thus, silica-biopolymer hybrid aerogels have received considerable attention of the scientific community in recent years. The combination of these two at first sight compatible sol–gel systems is however all but straightforward. Chitosan–silica aerogels were reported by Hunt [53] and Risen [54] almost simultaneously; however, these studies were targeting application which would make use of the specific chemical functionality of the—NH2 functionality of the chitosan biopolymer. Other well-known silica-biopolymer hybrid systems are silica–cellulose [44, 45, 55] and silica–alginate materials [56]. Several attempts were made to combine cellulose and silica phases with a target to synthesize strong and thermal insulating aerogel composites. Cai [57] and Demilecamps [55, 58], e.g., reported cellulose–silica composite aerogels with a significant increase of specific surface area and improved Young’s modulus by impregnation of a wet coagulated cellulose matrix with tetraethyl orthosilicate and sodium silicate. However, similarly to the class of X-aerogels, silica-biopolymer hybrid materials so far have often been synonymous for rather high (>25 mW/(m·K) thermal conductivities. Hayase [59] reported a dispersion of nanofibrillated cellulose into methyltrimethoxysilane based silica sol where the final composite displays low thermal conductivity (15 mW/(m·K)) comparable to that of pristine silica aerogel and improved mechanical properties (elastic and bendable materials), albeit with the use of large amounts of surfactant (e.g., cetyl trimethylammonium chloride) and urea.
In two recent studies, our group has given proof of principle of two pivotal concepts in aerogel biopolymer composite design, leading to a significant improvement of the thermo-mechanical properties of silica-biopolymer hybrids which we discuss in more detail below.
A first work centered on the development of hierarchical silica aerogel composite (see 6.1), but by employing a microscopic rather than macroscopic template, consisting of bio-based freeze-dried nanofibrillated cellulose foam (NFC) [45]. The NFC scaffold used to prepare the composite was used in two forms, namely as is exhibiting its original cellulose surface chemistry (rich in—OH functional groups) and also in a chemically modified form, where the NFC surface had been silylated with a methyltrimethoxysiolane (MTMS) sol prior to freeze drying. Composites made using the unmodified NFC foam template showed higher thermal conductivity and lower final mechanical strength when compared with the pure silica aerogel reference material. However, the hybrid aerogel which employed the silylated NFC scaffold as a template displayed more than twice the final compressive strength and a 55 % increase in elastic modulus of the reference aerogel while maintaining thermal conductivity values below 18 mW/(m·K). This work highlights the importance of the chemical compatibility at the molecular level of host and guest or gel and reinforcing matrix phases when designing composite and hybrid aerogel materials.
In a second study, we developed a new class of silica–pectin hybrid aerogels by co-gelation of silicic acid with pectin. Particularly at low pH, this gives rise to astonishing materials properties [60]. E-moduli up to 10 MPa were combined with low dust release and most importantly, a superinsulating character (λ < 18 mW/(m·K)). These silica–pectin hybrid aerogels can be compressed to 80 % strain without breaking with strains >25 MPa. This is a significant improvement in structural stability over pure silica aerogels or other silica-biopolymer aerogel composites.
7 Thermo-mechanical properties of reinforced aerogel materials
Figure 5 shows a direct comparison of the thermal conductivity of various classes of aerogel materials as a function their mechanical properties. Polyisocyanate (PU) aerogels as well as X-aerogels, depending on density, can give rise to extremely high E-moduli. However, superinsulating properties (λ < 20 mW/(m·K)) are only achieved at rather low densities (typically below 0.2 g/cm3) with correspondingly weaker mechanics. Pure biopolymer aerogels such as aerocellulose [43, 61] or aeropectin [42] display E-moduli similar to those of pure silica aerogels but with significantly higher thermal conductivities. As discussed above, our recent silica-biopolymer hybrids combine excellent mechanical properties with very low thermal conductivities.

A comparison of the thermal conductivity of various classes of aerogel materials as a function their respective a compressive modulus and b stress at 80 % strain
Clearly, a common goal of aerogel research is to achieve maximum mechanical strength and superinsulating properties in one and the same material. In other words, the ultimate aerogel is located on the bottom right hand side of Fig. 5a and b. Current development efforts could be summarized as follows: synthetic polymer and X-aerogel materials feature excellent mechanical properties at higher densities. The primary development in this field is to produce novel materials with significantly lower thermal conductivity. This is of course most easily accomplished by lowering the material density which, however, automatically leads to a reduction in mechanical performance. Silica aerogel composites are being investigated with the primary goal of improving the mechanical strength while retaining the ultralow thermal conductivity of silica aerogel. This strengthening requires the addition of a secondary phase which inevitably leads to an increase in density and thermal conductivity. From this simple logic, it is clear that there are inherent physical limitations to the extent of strengthening given simply by the (nano-)structural constraints of the aerogels themselves. However, the last decade has brought significant progress in this field and opened up many avenues to explore and develop.
8 Conclusions
Silica aerogels have a bright future as commercial high-performance “superinsulation” materials. However, the cost of production is still prohibitively high to allow for a fast market penetration. In recent years, industrial production processes for silica aerogels have been focusing on simplifying/eliminating processing steps and reducing the amount of total solvent used. In this work, we have shown both the concept and the successful scale-up of silica aerogel granulate production by means of a novel synthesis route. The resulting, superinsulating, aerogel granulate has identical properties to commercially available materials. The key feature of this process is the low amount of total solvent of only 1.1 times the wet gel volume used, because it does not require any solvent exchange and thus allows fast production times as well as lower investment (CAPEX) and operation (OPEX) cost. In the second part of this work, recent developments in the field of reinforced aerogel materials are summarized. Several methods are being pursued worldwide to improve mechanical properties while maintaining ultralow thermal conductivities. Different materials classes are discussed in the context of thermal and mechanical performance and a new promising class of silica-biopolymer hybrid materials is highlighted.
References
Koebel M, Rigacci A, Achard P (2011) Aerogels for superinsulation: a synoptic view. In: Aegerter MA, Leventis N, Koebel MM (eds) Aerogels handbook. Springer, New York, pp 607–633
Koebel M, Rigacci A, Achard P (2012) J Sol–Gel Sci Technol 63:315–339
Maleki H, Durães L, Portugal A (2014) J Non-Cryst Solids 385:55–74
Wong JCH, Kaymak H, Brunner S, Koebel MM (2014) Microporous Mesoporous Mater 183:23–29
Kistler SS (1932) J Phys Chem 36:52–64
Kistler SS (1931) Nature 127:741
Flörke OW, Graetsch HA, Brunk F, Benda L, Paschen S, Bergna HE, Roberts WO, Welsh WA, Libanati C, Ettlinger M, Kerner D, Maier M, Meon W, Schmoll R, Gies H, Schiffmann D (2000) Silica, Ullmann’s encyclopedia of industrial chemistry. Wiley-VCH Verlag GmbH & Co. KGaA, Berlin
Nicolaon GA, Teichner S (1968) J Bull Soc Chim Fr 1900:1906
Schwertfeger F, Frank D, Schmidt M (1998) J Non-Cryst Solids 225:24–29
Aegerter MA, Leventis N, Koebel MM (2011) Aerogels handbook. Springer, New York
Hüsing N, Schubert U (2008) Organically modified monolithic silica aerogels. In: Schubert U, Hüsing N, Laine R (eds) Materials syntheses. Springer, Vienna, pp 39–45
Schwertfeger F, Emmerling A, Gross J, Schubert U, Fricke J (1994) Organically modified silica aerogels. In: Attia Y (ed) Sol–gel processing and applications. Plenum press, New York, pp 343–347
Zhao S, Manic MS, Ruiz-Gonzalez F, Koebel MM (2015) Aerogels, the sol–gel handbook. Wiley-VCH Verlag GmbH & Co. KGaA, Germany, pp 519–574
Malfait WJ, Zhao S, Verel R, Iswar S, Rentsch D, Fener R, Zhang Y, Milow B, Koebel MM (2015) Chem Mater. doi:10.1021/acs.chemmater.1025b02801
Schwertfeger F (1998)Process for producing organically modified aerogel. WO1998005591 A1
Koebel M, Zhao S, Brunner S, Simmen C (2015) Process for the production of an aerogel material. WO2015014813 A1
Prakash S, Brinker J, Hurd A, Rao SM (1995) Nature 374:439–443
Rao AV, Kulkarni MM, Amalnerkar DP, Seth T (2006) Appl Surf Sci 206:262–270
Malfait WJ, Verel R, Koebel MM (2014) J Phys Chem C 118:25545–25554
Huber L, Zhao S, Koebel MM (2015) In Cost-effective aerogel production by one-pot process, International conference future building & districts sustainability from nano to urban scale, Lausanne, Switzerland, Sept 9–11, 2015. http://infoscience.epfl.ch/record/212778/files/cisbat_proc_VolI_online.pdf
Katti A, Shimpi N, Roy S, Lu H, Fabrizio EF, Dass A, Capadona LA, Leventis N (2005) Chem Mater 18:285–296
Yin W, Venkitachalam S, Jarrett E, Staggs S, Leventis N, Lu H, Rubenstein D (2010) J Biomed Mater Res Part A 92:1431–1439
Nguyen BN, Meador MAB, Medoro A, Arendt V, Randall J, McCorkle L, Shonkwiler B (2010) ACS Appl. Mater Interfaces 2:1430–1443
Duan Y (2012) Fundamental studies on polymer and organic-inorganic hybrid nanoparticles reinforced silica aerogels, Polymer Engineering, The University of Akron, Ann Arbor, 2012, p 257. https://etd.ohiolink.edu/ap/10?0::NO:10:P10_ACCESSION_NUM:akron1333079860
Yuan B, Ding S, Wang D, Wang G, Li H (2012) Mat Lett 75:204–206
Pekala RW (1989) J Mater Sci 24:3221–3227
Rätzsch M, Bucka H, Ivanchev S, Pavlyuchenko V, Leitner P, Primachenko ON (2004) Macromol Symp 217:431–443
Leventis N (2007) Acc Chem Res 40:874–884
Biesmans G, Randall D, Francais E, Perrut M (1998) J Non-Cryst Solids 225:36–40
Rigacci A, Marechal JC, Repoux M, Moreno M, Achard P (2004) J Non-Cryst Solids 350:372–378
Chidambareswarapattar C, McCarver PM, Luo H, Lu H, Sotiriou-Leventis C, Leventis N (2013) Chem Mater 25:3205–3224
Li L, Yalcin B, Nguyen BN, Meador MAB, Cakmak M (2009) ACS Appl Mater Interfaces 1:2491–2501
Diascorn N, Calas S, Sallée H, Achard P, Rigacci A (2015) J Supercrit Fluids. doi:10.1016/j.supflu.2015.1005.1012
Weigold L, Mohite DP, Mahadik-Khanolkar S, Leventis N, Reichenauer G (2013) J Non-Cryst Solids 368:105–111
Pekala RW, Alviso CT, LeMay JD (1990) J Non-Cryst Solids 125:67–75
Tan C, Fung BM, Newman JK, Vu C (2001) Adv Mater 13:644–646
Jin H, Nishiyama Y, Wada M, Kuga S (2004) Colloids Surf A 240:63–67
Chen H-B, Chiou B-S, Wang Y-Z, Schiraldi DA (2013) ACS Appl Mater Interfaces 5:1715–1721
Shamsuri AA, Abdullah DK, Daik R (2012) Cellulose Chem Technol 46:45–52
Liu X, Wang M, Risen WM Jr (2002) Polymer-attached functional inorganic-organic hybrid nano-composite aerogels. Materials Research Society, Boston, pp 435–440
Zhang W, Zhang Y, Lu C, Deng Y (2012) J Mat Chem 22 11642–11650
Rudaz C, Courson R, Bonnet L, Calas-Etienne S, Sallée H, Budtova T (2014) Biomacromolecules 15:2188–2195
Sescousse R, Gavillon R, Budtova T (2011) Carbohydr Polym 83:1766–1774
Kobayashi Y, Saito T, Isogai A (2014) Angew Chem Int Ed 53:10394–10397
Zhao S, Zhang Z, Sèbe G, Wu R, Rivera Virtudazo RV, Tingaut P, Koebel MM (2015) Adv Funct Mater 25:2326–2334
Zhang G, Dass A, Rawashdeh A-MM, Thomas J, Counsil JA, Sotiriou-Leventis C, Fabrizio EF, Ilhan F, Vassilaras P, Scheiman DA, McCorkle L, Palczer A, Johnston JC, Meador MA, Leventis N (2004) J Non-Cryst Solids 350:152–164
Randall JP, Meador MAB, Jana SC (2013) J Mater Chem A 1:6642–6652
Meador MAB, Capadona LA, McCorkle L, Papadopoulos DS, Leventis N (2007) Chem Mater 19:2247–2260
Capadona LA, Meador MAB, Alunni A, Fabrizio EF, Vassilaras P, Leventis N (2006) Polymer 47:5754–5761
Meador MAB (2011) Improving elastic properties of polymer-reinforced aerogels. In: Aegerter MA, Leventis N, Koebel MM (eds) Aerogels handbook. Springer, New York, pp 315–334
Churu G, Zupančič B, Mohite D, Wisner C, Luo H, Emri I, Sotiriou-Leventis C, Leventis N, Lu H (2015) J Sol–gel Sci Technol 75:98–123
Bertino MF, Hund JF, Zhang G, Sotiriou-Leventis C, Tokuhiro AT, Leventis N (2004) J Sol–Gel Sci Technol 30:43–48
Ayers MR, Hunt AJ (2001) J Non-Cryst Solids 285:123–127
Hu X, Littrel K, Ji S, Pickles DG, Risen WM Jr (2001) J Non-Cryst Solids 288:184–190
Demilecamps A, Reichenauer G, Rigacci A, Budtova T (2014) Cellulose 21:2625–2636
Quignard F, Valentin R, Di Renzo F (2008) New J Chem 32:1300–1310
Cai J, Liu S, Feng J, Kimura S, Wada M, Kuga S, Zhang L (2012) Angew Chem Int Ed 51:2076–2079
Demilecamps A, Beauger C, Hildenbrand C, Rigacci A, Budtova T (2015) Carbohydr Polym 122:293–300
Hayase G, Kanamori K, Abe K, Yano H, Maeno A, Kaji H, Nakanishi K (2014) ACS Appl Mater Interfaces 6:9466–9471
Zhao S, Malfait WJ, Demilecamps WJ, Zhang Y, Brunner S, Huber L, Tingaut P, Rigacci A, Budtova T, Koebel MM (2015) Angew Chem Int Ed Engl 127:14490–14494
Gavillon R, Budtova T (2007) Biomacromolecules 9:269–277
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Koebel, M.M., Huber, L., Zhao, S. et al. Breakthroughs in cost-effective, scalable production of superinsulating, ambient-dried silica aerogel and silica-biopolymer hybrid aerogels: from laboratory to pilot scale. J Sol-Gel Sci Technol 79, 308–318 (2016). https://doi.org/10.1007/s10971-016-4012-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10971-016-4012-5