
Abstract
Ultra-high molecular weight polyethylene (UHMWPE) has extremely outstanding mechanical properties and wear resistance, but its melt flowability is too poor, resulting in poor processability. In this work, high-density polyethylene (HDPE) was melt-blended with UHMWPE to promote the flowability of UHMWPE melt. We investigated the effects of UHMWPE and HDPE contents on the rheological behavior, crystallization behavior, mechanical properties, and wear resistance of UHMWPE/HDPE blends. The results show that when the content ratio of UHMWPE and HDPE is 50:50, the UHMWPE/HDPE blend exhibits the best mechanical properties and wear resistance, as well as good processability. The tensile strength and elongation at break of 50UHMWPE/50HDPE are as high as 52.12 MPa and 700%, respectively, and the mass loss after erosion is only 0.04 g, which is far lower than the mass loss of pure HDPE (0.267g). Therefore, UHMWPE/HDPE blends with outstanding wear resistance and mechanical properties are expected to achieve large-scale industrial applications.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Wear-resistant materials are essential basic materials for high-tech fields, such as information technology [1], biotechnology [2, 3], petroleum technology [4, 5] and national defense construction [6], and they also play a very important role in offshore oil and gas transport pipeline [7]. A wide variety of wear-resistant materials have very broad market prospects and extremely important strategic significance [8]. Therefore, more and more researchers put their energy into the design and fabrication of wear-resistant materials. Ultra-high molecular weight polyethylene (UHMWPE) has the best wear resistance among all synthetic resins due to its extremely high molecular weight [9], and its wear resistance is 6 times higher than that of carbon steel [10]. UHMWPE has the unparalleled comprehensive performance of ordinary polyethylene and other engineering plastics, and thus it becomes the best candidate for wear-resistant polymers [11, 12]. However, the extremely long molecular chains make it poor in melt fluidity [13] and cannot be prepared by common processing methods [14, 15], which severely restricts its application [16, 17].
Blending UHMWPE with low molecular weight polyethylene or other resins is an effective and simple method to enhance the processability of UHMWPE [16]. Compared with low-density polyethylene (LDPE), high-density polyethylene (HDPE) has fewer molecular chain branches, higher crystallinity, stronger intermolecular forces, and higher chemical stability and mechanical strength [18]. Compared with other traditional materials, HDPE has many advantages, such as low density, low cost, good biocompatibility, easy fabrication, and good fluidity [19, 20]. However, if the blended HDPE content is too low, the processability of UHMWPE is still poor and it is still difficult to process UHMWPE/HDPE blends; if the blended HDPE content is too high, other excellent properties of UHMWPE, including mechanical properties and wear resistance, will be sacrificed [21, 22]. Therefore, balancing processability with mechanical properties and wear resistance is a major challenge in the preparation of UHMWPE/HDPE blends [23].
In this paper, the UHMWPE (GUR 400 Fine) we utilized is synthesized by Ticona company with a special catalytic process, which has a lower degree of entanglement between molecular chains compared with other UHMWPE grades of the same molecular weight. Different contents of UHMWPE and HDPE were blended by an internal mixer, and then UHMWPE/HDPE blends with different components were prepared by compression molding. And the UHMWPE content can be as high as 50 wt% in the blend prepared without any processing aid since the UHMWPE has a lower melt viscosity. The rheological and crystallization behaviors of the blends were revealed through a series of characterizations, including dynamic mechanical analysis (DMA), capillary rheometer testing, and differential scanning calorimetry (DSC) testing. In addition, the effects of UHMWPE and HDPE contents on the mechanical properties and erosion resistance of UHMWPE/HDPE blends were also explored. We employ an industrially mass-producible method without any processing aid to process environmentally friendly and inexpensive UHMWPE/HDPE blend with splendid wear resistance and mechanical properties. Thus, our research demonstrates an extraordinary industrialization significance.
Experimental sections
Raw materials
Ultra-high molecular weight polyethylene (UHMWPE) was purchased from Ticona (GUR 400 Fine, USA) with the molecular weight of 2.0 X \({10}^{6}\) g/mol. GUR 400 Fine is synthesized through a special catalysis process. It has much less fibrous structures among particles and smaller particle sizes [24], which makes it very low entanglement density between molecular chains, compared to other UHMWPEs of the same molecular weight. The brand of high-density polyethylene (HDPE) is 2200J with the density of 0.964 g/cm3 and melt index of 5.5 g/10 min, which is kindly supplied by Beijing Yanshan Petrochemical Company (Sinopec, China). In addition, tetra [β- (3, 5-di-tert-butyl-4-hydroxyphenyl) propionate] pentaerythritol ester and HIRI 741 (silicon) were utilized to prevent oxidative degradation and release mould, respectively.
Preparations of UHMWPE/HDPE blends
The preparation process of the blend material is mainly divided into three stages: (1) The melt plasticization of UHMWPE nascent powders was performed to reduce the void between the original UHMWPE particles and improve the heat transfer efficiency in the blending process. The mold with the release agent sprayed evenly on the surface was placed in a closed vulcanizer (LHSS20, Guangdong Lina Industrial Company, China) for preheating, and the temperature of the upper and lower plates of the closed vulcanizer was 180 ℃. The fully dried GUR 400 Fine powder was put in the mold, the pressure was set to 18 MPa, and the molding time was 10 minutes. Then, the sample was cooled to room temperature under the same pressure to obtain plasticized UHMWPE. (2) Subsequently, according to the mass percentage of the specific UHMWPE and HDPE, the plasticized UHMWPE, the dried HDPE pellets, and 0.2 wt% antioxidant were weighed and put in a mixer (815804, Brabender Gmbh & Co.KG, Germany). The parameters include: the temperature was 190 ℃; the rotation speed was 20 r/min during feeding, and after that, it was slowly raised to 50 r/min; the mixing time was 10 minutes. (3) Finally, molding the UHMWPE/HDPE mixed block to obtain a molded UHMWPE/HDPE blend material. The mold with release agent on the surface was placed in the vulcanizer, whose upper and lower plates had a temperature of 190 ℃. The mixed block material was put into the mold and after completely melted, it was subjected to multiple pressurization-depressurization (10 MPa - 0 MPa) processes to completely remove air. It was hot-pressed for ten minutes at a pressure of 108 MPa, then kept at the same pressure, and cooled to room temperature by passing cold water into the mold. Finally, a sheet-like UHMWPE/HDPE blend material was obtained, which could be carried out a series of characterizations.
Characterizations of UHMWPE/HDPE blends
Thermal stability
Thermogravimetric analysis (TGA) is an intuitive means of characterizing the thermal stability of samples. Before the TGA test (TA Q5000, USA), the tested sample should be dried in an oven overnight to remove the excess water, then the sample of 5-10 mg was weighted into an alumina crucible. The range of testing temperature was 30-800 ℃ with the heating rate of 10 ℃/min in an air atmosphere.
Rheological behaviors
A piston capillary rheometer (Rheograph 25, GÖTTFERT, Germany) was utilized to explore the shear flow characteristics of the melt, and the capillary length-diameter ratio (L/D) equals 10:1. The range of piston drop rate and shear rate was 0.0064 mm/s-1.53 mm/s and 11.52/s-2764/s. The experimental temperature was kept at 190 ℃. In addition, the rheological behaviors of the samples were also revealed by dynamic mechanical analysis (DMA, TA Q800, USA). The tested sample was a rectangular spline whose length, width, and thickness were 10 mm, 4 mm, and 3 mm, respectively. The test mode was tensile mode; the test temperature was 80-180 ℃ with the heating rate of 5 ℃/min; the oscillation frequency was 1 Hz; and the strain amplitude was 0.2%.
Crystallization behaviors
The crystallization behaviors of UHMWPE/HDPE blends were investigated by differential scanning calorimetry (DSC, Netzsch-204F1, Germany) during the N2 atmosphere (20 ml/min). Around 5 mg blend material sealed in the specific crucible was heated from room temperature to 190 ℃ at a heating rate of 10 ℃/min, then held isothermally at 190 ℃ for 5 min before cooled to 20 ℃ with the same rate. The crystallinity (Xc) obtained by DSC could be calculated by the following formula (1) [25]:
among it, Δ \({H}_{f}\) and Δ \({H}_{f}^{0}\) (293 J/g) are the crystallization or melting enthalpies of blends and perfect crystal of polyethylene (PE), respectively [25]. Δ \({H}_{f}\) equals the integration area from 25 ℃ to 160 ℃.
Mechanical properties testing
A dumbbell-shaped tensile spline with a size of 25 × 4 mm was cut out with a cutter, and the mechanical properties were tested on a universal material testing machine (WDL-5000N, China). The tensile rate for the test was 20 mm/min. The yield strength, tensile strength, elastic modulus, and elongation at break were achieved from the stress-strain curves. The experimental data in this paper are the average results of 6 repeated tests. Our test refers to the national standard GB/T528-2009.
Wear resistance testing
The wear resistance of the blends was evaluated by a mortar jet erosion test [26]. Figure 1 is a schematic diagram of an erosion apparatus. The used slurry was prepared from 36 mesh silicon carbide (SiC) particles and deionized water in a ratio of 1:10. The size of the sample was 50 mm X 20 mm, and the initial mass of the sample was recorded. The mortar circulates in the device driven by the mortar pump, and was ejected from a nozzle with a hole diameter of 2 mm to the surface of the sample fixed at a distance of 10 cm. The erosion rate of the mortar was fixed at a flow rate of 2 m3/h, the erosion angle was 20° with the sample surface, and the erosion time was 20 minutes. Since the temperature of the mortar would rise to 50-60℃ during the experiment, it should be warmed up for 20 minutes before the start of testing. The sample was taken out and rinsed with deionized water after erosion, then its remaining mass was recorded after fully drying. In addition, the samples before and after erosion were placed under a laser confocal microscope to observe the surface morphology and roughness before and after erosion.

Schematic diagram of erosion testing device
Morphologies
The morphologies of tensile, brittle, and eroded surfaces of the blends were characterized by scanning electron microscopy (SEM, SU8010, Hitachi, Japan). All samples were pasted on the sample stage with conductive glue, and then their surfaces were sprayed with gold for 200 seconds. The accelerating voltage of the test was 5 kV.
Results and discussion
Thermal stability
Figure 2 displays the thermal decomposition curves of HDPE and UHMWPE. We can find that HDPE begins to lose weight at about 400 ℃. Compared with HDPE, UHMWPE demonstrates better thermal stability and its thermal decomposition will only occur if the temperature exceeds 400 ℃. These results suggest that all samples have superior thermal stability during the processing.

TGA curves of UHMWPE and HDPE
Rheological behaviors
Figure 3 indicates the variation of shear viscosity with the shear rate of each component of UHMWPE/HDPE blends. The blend is a typical shear-thinning fluid, and its viscosity inclines significantly at the low shear rate with the increase of UHMWPE content, which is due to the existence of a lot of entanglement between UHMWPE molecular chains. When the content of UHMWPE in the blend component reaches 50 wt%, its maximum viscosity is only 17074.4 Pa·s, which is within the allowable range of traditional processing methods (such as extrusion and injection molding). This indicates that the 50UHMWPE/50HDPE blend can be mass-produced in industry. Furthermore, although all blends have shear thinning effects, the rate of viscosity reduction differs. The most obvious is that when the UHMWPE content is higher than 30 wt%, UHMWPE/HDPE blend demonstrates a faster rate of viscosity reduction and behaves more sensitive to the shear thinning. More UHMWPE results in more entanglement of the blend material and thus causes a higher degree of disentanglement between molecular chains under the action of shear force, so the viscosity is more sensitive to the shear rate.

(a) Shear viscosity (lg scale) -shear rate curves of UHMWPE/HDPE blends (b) Shear viscosity of blends with different UHMWPE concentration at the shear rate of 11.52 s-1
Figure 4 reveals the storage modulus of blends as a function of temperature, which can quantitatively characterize the changes in the entanglement state of UHMWPE/HDPE blends. When the temperature of pure UHMWPE exceeds 160 ℃, many entanglements between its intermolecular chains make it behave a rubber-like state, which is not present in ordinary HDPE. At this time, the storage modulus of UHMWPE hardly changes with temperature, which is called plateau modulus. The higher the plateau modulus, the higher the degree of entanglement between UHMWPE molecular chains, which can be reflected from Eq. (2) [27]:
among it, the numerical factor (\({\text{g}}_{\text{N}}\)), the melt density (ρ), the gas constant (R), and tested temperature (T) are all constant [27]. Thus, the plateau modulus (\({\text{G}}_{\text{N}}^{0}\)) is inversely proportional to the average molecular weight between adjacent entanglement nodes (\({\text{M}}_{\text{e}}\)), which suggests the higher the plateau modulus, the smaller the molecular weight to cause the entanglement of polymer chain.

Storage modulus (G’) of UHMWPE/HDPE blends as a function of temperature (the ratio of UHMWPE and HDPE is 0/100, 30/70, 50/50, and 100/0)
In this work, we utilized UHMWPE with a very low degree of entanglement with a plateau modulus of only 1.03 MPa. After blending with pure HDPE, whose plateau modulus is 0.2 MPa, the overall plateau modulus of the blend material changes very little if the content of UHMWPE is too low. However, in general, the plateau modulus of the blend material displays an upward trend with the increment of UHMWPE. To show this law more clearly, we only depict the samples with large differences in UHMWPE content (Figure 4). The plateau modulus of 50UHMWPE/50HDPE is around 0.59 MPa, indicating that its entanglement network is about 57% that of pure UHMWPE, while the plateau modulus of 30UHMWPE/70HDPE is only around 0.39 MPa. These experimental results fully demonstrate that the processing properties of the blends are much better than those of pure UHMWPE, and these blends can be prepared and applied on a large scale in industry.
Crystallization behaviors
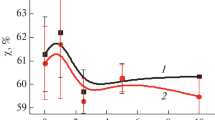
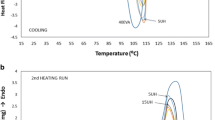
Figure 5a is the DSC curve of the melting process of blends, and the single peak in the figure reveals their crystallization behaviors. The crystallization rate of 30UHMWPE/70HDPE was significantly slower than that of the other components due to its broader crystallization peak, while the difference in the crystallization rate of the blends of the other components was smaller. In addition, the crystallinity and melting point of the samples showed an overall trend of upward first and then downward (Fig. 5b) with the increment of UHMWPE content. The melting point and crystallinity of 30UHMWPE/70HDPE are the highest among all components, which are 138.6 ℃and 80.92%, respectively. And this can verify that the 3:7 blend crystallize earlier than other samples. When the content of UHMWPE is lower than 30 wt%, the higher the content of UHMWPE, the easier the blend is to crystallize, which can be attributed to the co-crystallization of UHMWPE and HDPE. Co-crystallization occurs when a portion of segments of different components diffuse and crystallize into flakes of other components [28]. Since the molecular structures of HDPE and UHMWPE are the same, only different molecular weights, they can crystallize at the same time and cooperate with each other during the cooling process. However, when the UHMWPE content was further increased (over 30 wt%), its large intermolecular entanglement would reduce the mobility of molecular chains, making crystallization more difficult.

(a) DSC curves and (b) crystallinity and melting temperature of UHMWPE/HDPE blends with different UHMWPE concentrations
Mechanical properties
Figure 6 and Table 1 demonstrate the stress-strain curves and mechanical properties of blends with different ratios of HDPE and UHMWPE, respectively. As the content of UHMWPE inclines, the tensile strength of the blends promotes significantly. The overall yield strength has a large improvement at first, but then declines slightly. The yield strength of 30UHMWPE/70HDPE is the highest, up to 43.04 MPa. The variation trend of yield strength with UHMWPE content is roughly same as that of crystallinity, which is also consistent with the previous study [29]. In addition, the higher the UHMWPE content in the blend, the more pronounced the strain hardening phenomenon. The elastic modulus of 10UHMWPE/90HDPE is about 463.35 MPa, however, further increasing the UHMWPE content can boost the elastic modulus of the blend to 824.00 MPa. The plastic deformation region of the blend includes three parts: strain softening, necking stage, and strain hardening. When the content of UHMWPE is small, the plastic deformation is mainly in the necking stage, and the strain hardening stage is almost absent; with the increase of UHMWPE, the necking stage and the strain hardening stage jointly contribute to the plastic deformation of the material; but when the UHMWPE content further increases, the necking stage of the blend material is greatly reduced, so the elongation at break generally displays a trend of first increasing and then decreasing with the increase of UHMWPE content. Comprehensively considering the strength and toughness of the blend material, the UHMWPE/HDPE blend material exhibits the most excellent comprehensive performance when the content of UHMWPE reaches 50 wt%.

The stress-strain curves and mechanical properties of UHMWPE/HDPE blends
Figure 7 represents the SEM images of the brittle fractured section of the UHMWPE/HDPE blends in a liquid nitrogen environment and their sections of tensile fracture at room temperature. Figure 7(a-f) can reflect the degree of blending of UHMWPE and HDPE in the molten state. Figure 7a, b, and c show that when the UHMWPE content in the blend is less and the HDPE is mainly used as the matrix, the bulky edges appear in the cross-section, which may be due to the weak intermolecular bonding force of HDPE. With the increase of UHMWPE content, the traces of layered fracture gradually disappear, and the fracture surface becomes smoother. It is difficult to distinguish the microstates of UHMWPE and HDPE, which indicates that UHMWPE and HDPE have good compatibility and their molecular chains penetrate each other without phase separation. In addition, the adjacent crystalline regions in the blends can be connected by the entanglement network of the amorphous regions, and have a higher binding force on each other due to the existence of many entanglements between the molecular chains of UHMWPE. Figure 7g demonstrates that the tensile section of pure HDPE is relatively neat. With the addition of UHMWPE (Fig. 7h-l), fibrous structures and voids appear in the tensile section. These fibrous ribbons are due to the orientation of the long-chain polymer of UHMWPE under stretching.

The brittle fracture section in liquid nitrogen of UHMWPE/HDPE blends: (a) 0/100 (b) 10/90 (c) 20/80 (d) 30/70 (e) 40/60 (f) 50/50; Section of tensile fracture of UHMWPE/HDPE blend: (a) 0/100 (b) 10/90 (c) 20/80 (d) 30/70 (e) 40/60 (f) 50/50
Wear resistance performance
Figure 8 exhibits the test results of the erosion properties of UHMWPE/HDPE blends. Under long-term erosion, the mass loss of pure HDPE is 0.27g, while only adding 10 wt% of UHMWPE can reduce the mass loss of the material to 0.12g, which means that the wear resistance of the material has been greatly boosted. With the increase of UHMWPE content, the erosion mass loss of each sample decreases, but when the UHMWPE content exceeds 30 wt%, the mass loss is significantly weakened. This experimental result shows that the higher the UHMWPE content, the better the wear resistance of the blends; and when the UHMWPE content is 50 wt%, the mass loss is only 0.04 g. In addition, when the UHMWPE content is high to a certain extent, the erosion resistance of the blend tends to be constant.

Mass loss curve of UHMWPE/HDPE blend with UHMWPE content after erosion test
SEM images in Fig. 9 displays the surface morphology of the UHMWPE/HDPE blend after erosion test. It can be clearly seen that the erosion surface of the blend with high UHMWPE content has more shallow pits and more regular wavy traces. This wavy mark is the plastic deformation caused by the repeated impact of the mortar. The wear of blend materials comes from two aspects, namely impact deflection and the cutting process [30]. Wear from impact is a pit-like mark while cutting wear is associated with longitudinal scratches. When the UHMWPE content is low, the pit-like marks are obvious, because the impact resistance of HDPE is very poor, and the wear of this blend material mainly comes from impact deformation. When the UHMWPE content increases, the pit-like marks are significantly reduced, while longitudinal scratches begin to increase, and the wear mechanism of blend materials changes from wear caused by impact deformation to cutting wear. The wear morphology of the blends shows that the erosion degree of the blend surface attenuates with the addition of UHMWPE, indicating that the wear resistance of the blends improves. Mixing a small amount of UHMWPE and HDPE can significantly enhance the erosion resistance of HDPE, which can be attributed to the excellent compatibility of these two kinds of polyethylene in the blend, and the molecular chains of UHMWPE and HDPE penetrate each other. Pure HDPE is brittle due to its small inter-chain force and high crystallinity, so it is easy to wear under the high-speed impact of mortar. After blending UHMWPE, many entanglements between the molecular chains greatly improved the binding force between the molecular chains. At the same time, part of HDPE on the surface can be removed during the erosion process, so that more UHMWPE can be exposed in the erosion area, which will further improve the erosion performance of the blend.

Surface morphologies of UHMWPE/HDPE blends after the erosion test: (a) 0/100 (b) 10/90 (c) 20/80 (d) 30/70 (e) 40/60 (f) 50/50
Conclusion
In general, we successfully fabricated UHMWPE/HDPE blends with excellent comprehensive mechanical properties and strong wear resistance by melt blending. The plateau modulus of UHMWPE/HDPE blend is only one third of that of pure UHMWPE, so its melt viscosity is greatly reduced and its processing performance is significantly improved. The crystallinity of UHMWPE/HDPE increases first and then decreases with the increase of UHMWPE content, from 72.5% of pure HDPE to 80.9% of 30UHMWPE/70HDPE, which is the result of co-crystallization of UHMWPE and HDPE. However, many entanglements between UHMWPE molecular chains would hinder the crystallization process of the blends with the further increase of UHMWPE content. In addition, with the increase of UHMWPE content, the strength of UHMWPE/HDPE blends increases significantly, and the elongation at break decreases slightly. Overall analysis, 50UHMWPE/50HDPE presents the most excellent comprehensive properties, the tensile strength is as high as 52.12 MPa, and the elongation at break exceeds 700%. At the same time, 50UHMWPE/50HDPE also shows excellent wear resistance. After the erosion test, its mass loss was only 0.04g, which was far lower than the mass loss of pure HDPE (0.267g). UHMWPE/HDPE blend material has excellent comprehensive properties and simple preparation process, and thus it is expected to achieve large-scale industrial application.
Data availability
Data available on request from the corresponding authors.
References
Singh R, Singh S, Fraternali F (2016) Development of in-house blend wire based feed stock filaments of fused deposition modelling for wear-resistant materials and structures. Compos B Eng 98:244–249
Liu D, Xie H, Ma Z, Zhang W, Zhao H, Ren L (2022) Simultaneous enhancement of anti-friction and wear resistance performances via porous substrate and FeCoNiTiAl high entropy alloy coating of artificial joint materials. J Mater Sci Technol 19:2907–2915
Patil NA, Njuguna J, Kandasubramanian B (2020) UHMWPE for biomedical applications: Performance and functionalization. Eur Polym J 125:109529
Chen W, Biswas S, Roberts A, O’Shea J, Williams K (2017) Abrasion wear resistance of wall lining materials in bins and chutes during iron ore mining. Int J Miner Process 167:42–48
Sare IR, Mardel JI, Hill AJ (2001) Wear-resistant metallic and elastomeric materials in the mining and mineral processing industries. Wear 250:1–10
Wang X, Feng Y, Zhang L, Protsak I, Jamali R, Shu Y, Pal P, Wang Z, Yang J, Zhang D (2020) Fast-cured UV-LED polymer materials filled with high mineral contents as wear-resistant, antibacterial coatings. Chem Eng J 382:122927
Shalunov EP, Vladimirova YO (2021) Heat and wear-resistant blend material based on copper powder for heavy duty friction pairs. Mater Today Proc 38:1784–1788
Bodén I (2021) A new generation of wear resistant metal materials. Metal Powder Report 76:92–96
Ketan P, Chikkali SH, Sivaram S (2020) Ultrahigh molecular weight polyethylene: Catalysis, structure, properties, processing and applications. Prog Polym Sci 109:101290
Kurtz SM, Muratoglu OK, Evans M, Edidin A (1999) Advances in the processing, sterilization, and crosslinking of ultra-high molecular weight polyethylene for total joint arthroplasty. Biomaterials 20:1659–1688
Hofmann D, Kurek A, Thomann R, Schwabe J, Mark S, Enders M, Hees T, Mülhaupt R (2017) Tailored nanostructured HDPE wax/UHMWPE reactor blends as additives for melt-processable all-polyethylene blends and in Situ UHMWPE Fiber Reinforcement. Macromolecules 50:8129–8139
Sui Y, Li J, Qiu Z, Cui Y, Cong C, Meng X, Ye H, Zhou Q (2022) Effects of the sintering temperature on the superior cryogenic toughness of ultra-high molecular weight polyethylene (UHMWPE). Chem Eng J 444:136366
Wang Y, Fu J, Liu M, Fu Q, Zhang J (2019) Understanding the effect of chain entanglement state on melt crystallization of the polymer freeze-extracted from solution: The role of critical overlap concentration. Polymer 178:121588
Liu G, Li H (2003) Extrusion of ultrahigh molecular weight polyethylene under ultrasonic vibration field. J Appl Polym Sci 89:2628–2632
Liu CY, Ishigami A, Kurose T, Ito H (2021) Wear resistance of graphene reinforced ultra-high molecular weight polyethylene nanoblends prepared by octa-screw extrusion process. Compos B Eng 215:108810
Li Q, Dong P, Liu H, Zhang L, Zhang Q, Wang K (2021) Towards high-performance all-polyethylene materials by a two-step processing strategy using two-roll mill. Polymer 228:123956
Zhang L, Lu C, Dong P, Wang K, Zhang Q (2019) Realizing mechanically reinforced all-polyethylene material by dispersing UHMWPE via high-speed shear extrusion. Polymer 180:121711
Gong Y, Wang SH, Zhang ZY, Yang XL, Yang ZG, Yang HG (2021) Degradation of sunlight exposure on the high-density polyethylene (HDPE) pipes for transportation of natural gases. Polym Degrad Stab 194:109752
Yang H, Yilmaz G, Jiang J, Xie J, Langstraat T, Chu R, van Es M, Garg P, Turng LS (2022) Pelletizing ultra-high molecular weight polyethylene (UHMWPE) powders with a novel tapered die and addition of high density polyethylene (HDPE): Processing, morphology, and properties. Polymer 256:125171
Savini G, Oréfice RL (2017) Toughening high density polyethylene submitted to extreme ambient temperatures. J Polym Res 24:79
Suresha B, Sriraksha Hemanth R (2020) Mechanical Performance of HDPE/UHMWPE Hybrid Blends and Tribological Characterization using Taguchi Method. Mater Today Proc 24:1452–1461
Lucas A, Ambrósio JD, Otaguro H, Costa LC, Agnelli JAM (2011) Abrasive wear of HDPE/UHMWPE blends. Wear 270:576–583
Shen H, He L, Fan C, Xie B, Yang W, Yang M (2015) Improving the integration of HDPE/UHMWPE blends by high temperature melting and subsequent shear. Mater Lett 138:247–250
Sui Y, Li J, Cui Y, Qiu Z, Wei P, Cong C, Meng X, Zhou Q (2023) Eminent Differences in Cryogenic toughness of Ultra-high Molecular Weight Polyethylene (UHMWPE) with Different Entanglement Densities. J Appl Polym Sci 140:e53475
Wunderlich B, Cormier C (1967) Heat of Fusion of Polyethylene. J Polym Sci 2 Polym 5:987–988
Xie Y, Jiang J, Tufa KY, Yick S (2015) Wear resistance of materials used for slurry transport. Wear 332:104–1110
Ferry JD (1970) Viscoelastic properties of polymers. Wiley-Interscience, New York
Zuo J, Liu S, Zhao J (2015) Cocrystallization behavior of HDPE/UHMWPE blends prepared by two-step processing way. Polym Polym Compos 23:59–63
Dong P, Zhang Q, Wang K, Zhu BH, Su W, Li JF, Fu Q (2021) Pursuit of the correlation between yield strength and crystallinity in sintering-molded UHMWPE. Polymer 215:123352
Böhm H, Betz S, Ball A (1990) The wear resistance of polymers. Tribol Int 23:399–406
Acknowledgement
All authors would like to appreciate the financial support from the National Key Research and Development Program of China, Grant Number: 2022YFC2803702; China Merchant Offshore Technology Research Center, Grant/Award Number: CMRD-B038. In addition, the authors would like to appreciate the Shiyanjia Lab (www.shiyanjia.com) for their technical support on DSC testing.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflicts of interest
All the authors declare no conflict of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Sui, Y., Qiu, Z., Liu, Y. et al. Ultra-high molecular weight polyethylene (UHMWPE)/high-density polyethylene (HDPE) blends with outstanding mechanical properties, wear resistance, and processability. J Polym Res 30, 222 (2023). https://doi.org/10.1007/s10965-023-03592-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-023-03592-y