
Abstract
The use of polyethylene is limited due to its low impact strength among other mechanical properties at extreme ambient temperatures, for example at −46 °C and 66 °C. In this work, different polymer components, such as ultra-high molecular weight polyethylene (UHMWPE) and ethylene-vinyl acetate (EVA), were incorporated in high density polyethylene (HDPE) to test their ability to improve toughness of HDPE at extreme ambient temperatures. The polymer blends were processed by extrusion and injection molding and characterized by rotational rheometry, electron microscopy, thermal analysis, tensile, impact and dynamic mechanical tests. The results showed that low concentrations of EVA and UHMWPE in HDPE increased substantially the impact strength of HDPE at room temperature as well as in extreme ambient temperatures (−46 °C and 66 °C). This result indicates that these HDPE blends can be considered good candidates to replace pure HDPE in applications in which high values of toughness are required at extreme ambient temperatures.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polyethylene is one of the most consumed materials worldwide. It is used in a variety of applications due to its low cost, high processability and favorable properties, such as low density, high hydrophobicity, flexibility, among others. However, it is commonly reported that polyethylene (particularly high density polyethylene, HDPE) is not recommended for applications that may involve very low ambient temperatures (e.g. -46 °C) due to its low impact strength at this condition [1]. The use of polyethylene in temperatures above 60 °C (e.g., 66 °C) is also questionable because a decay in the mechanical properties of this polymer can be observed at this range of temperatures [2]. These extreme ambient temperatures for polyethylene are quite frequent for a series of applications that involves devices protection of pipes for oil industry, among others [3]. For example, protective plastic caps for screws of pipes made of steel for the oil industry must be tested according to a API 5CT/ISO 11.960 standard [3] to be suitable for application. This standard determines that the materials must display suitable mechanical properties and stability at three different temperatures, −46 °C, 21 °C and 66 °C, which simulate extreme outdoor conditions.
Oilfield drilling equipment requires the use of heavy drill pipes that are expensive and are susceptible to damage. Thread can be submitted to damages during transport and storage that can reduce the life expectancy of the pipes. For high performance, plastic thread protectors must cover any type of field application or occurrence, including extreme weather and rough handling conditions. In this context, the impact resistance is a critical factor to ensure optimum performance for the product. In this paper, polyolefin blends were prepared and tested for producing polymer systems at low cost and desirable property combinations that could withstand the extreme ambient conditions, and, therefore, could enlarge the use of polyethylene based materials.
Many strategies have been designed and tested to overcome the poor properties of polyethylene under extreme conditions. Fillers and fibers have been added to polyethylene; however, these reinforcing agents may not be enough to avoid the brittleness of polyethylene at some special conditions [4]. Clay nanoparticles, carbon nanotubes and graphene have also been tested as reinforcing agents to polyethylene; however, problems with dispersion and lack of mechanisms of energy dissipation during crack propagation were observed in some of the work performed [5, 6]. Blends of different polymers and polyethylene were also studied; however, the lack of high interfacial adhesion may lead to poor properties [7,8,9], particularly at low temperatures. Crosslinking polyethylene with high energy sources and silane agents has also proved to be able to enhance the stability of polyethylene [10]; however, such an approach seldom resulted in improved properties at low temperatures. Moreover, the high cost and low processability of the materials studied by the above strategies usually limit a more extensive use of the designed materials.
HDPE blends with ethylene-vinyl acetate (EVA) have been extensively studied and employed as materials for applications that range from soft materials for packaging to foams, insulators and membranes [11, 12]. More recently, increments on the mechanical properties of HDPE-EVA blends and also gains in chemical and environmental stability of this type of blend have been investigated to expand the applications this material [11, 13]. For example, incorporation of nanofillers [13] and natural fibers [14] has been explored in the past few years to yield materials with improved properties. However, the mechanical behavior of this blend at extreme ambient temperatures is seldom mentioned in the related publications. The same is also true for HDPE-ultra high molecular weight polyethylene (UHMWPE) blends that have been frequently studied to prepare polyethylene based materials with enhanced properties, but the majority of the work done was much more concerned about processing issues and little information is usually provided about mechanical behavior at extreme ambient temperatures [15,16,17,18,19,20].
In this work, the hypothesis that the incorporation of a second polymer phase that is readily available and has a high degree of affinity (such as ethylene-vinyl acetate (EVA) and ultra-high molecular weight polyethylene (UHMWPE)) to high-density polyethylene (HDPE) is able to improve the impact strength of HDPE at extreme ambient temperatures (i.e. below −40 °C and above 60 °C) was tested. The basic tested idea was that new mechanisms of energy dissipation could be introduced to HDPE due to the presence of a second phase with high interfacial interaction, low cost and high processability. HDPE blends have been explored extensively, however little information regarding the possibility that these blends could display advanced properties at extreme ambient temperatures (that can enable important applications) is available.
Experiments
Materials
The following polymers used in this work were commercial grades that are often chosen for conventional applications: the high density polyethylene (HDPE) (Sabia, M80064), characterized by a melt flow index (at 190 °C, 2.16 kg) equal to 8.0 g (10 min)−1, and a density of 0.964 gcm−3; the ethylene-vinyl acetate copolymer with 12 wt.% of vinyl acetate (EVA) (Quattor, VE 12200), characterized by a melt flow index (at 190 °C, 2.16 kg) equal to 2.0 g (10 min)−1, and a density of 0.932 gcm−3; and the ultra-high molecular weight polyethylene (UHMWPE) (Polialden/Braskem, UTEC 3440), characterized by a number average molecular weight of 3,000,000 gmol−1, and a density of 0.925 gcm−3.
Processing
Blends of HDPE and the other polymers (EVA and UHMWPE) were produced by extrusion, followed by injection molding. The blend with weight content of EVA of 10 wt.% was denoted as 10EVA and 10 wt.% of UHMWPE was denoted 10UH, and so on. The sample with pure HDPE was named HDPE.
The purchased polymers were weighted and manually mixed to obtain the designed raw compositions. The mixtures were then extruded in a LAB-25-30 AX PLASTICOS extruder with a L/D ratio of 30 and diameter of screw equal to 25 mm. The zones of the extruder and matrix were heated up to temperatures in the range of 180 to 210 °C. The extrusion was performed by using an average of 25 RPM for rotation of the screw. After the extrusion process, the obtained products were cut into 2-mm long cylinders and then injection molded using in JN35E JETMASTER machine. During the injection molding operation, the temperatures were set between 160 and 190 °C. The injection pressure and overall demolding time were 140 bar and 20 s, respectively. The chosen mold allowed the production of injection molded species with appropriated shapes for the mechanical tests.
Evaluation of mechanical properties
Tensile tests were performed using an Instron/EMIC DL 3000 instrument. The conditions defined by the ASTM D638 were observed during the tests. Tests were performed using a load cell of 2 kN and a strain rate equal to 70 mm/min at room temperature. The temperature of the samples was monitored using an optical pyrometer.
IZOD impact tests were performed using a Instron Ceast 9050 testing machine. Samples were machined to yield a 2.5-mm notch. The conditions of the tests followed the ASTM D256 standard. For the low temperature tests, the samples were cooled in liquid nitrogen and then transferred to the testing machine. The temperature of the samples was then monitored using an optical pyrometer until it reached the desired temperature (−46 °C). For the tests performed at higher temperatures, the samples were heated in an oven up to 70 °C and transferred to the machine. The temperature of the sample was again monitored until 66 °C, in which the test was performed.
Characterization
SEM images of the fracture surface of the blends were obtained using a Scanning Electron Microscope (JEOL JSM 6360LV). The samples were cooled down in liquid nitrogen and subsequently fractured. Fracture surfaces of samples mechanically tested at different temperatures were also evaluated. The fracture surfaces were sputter coated with Au prior to imaging.
Differential scanning calorimetry (DSC) was used to perform the thermal characterization of the samples in a EXSTAR 7020 equipment. Samples were heated from −45° to 160 °C, cooled down from 160 to −45 °C and finally heated again to 160 °C. The heating and cooling rates of 10 °C/min under a nitrogen atmosphere were used during the tests. The degree of crystallization (Xc) measured via DSC was calculated according to eq. 1.
Where ΔHm is the melting enthalpy and ΔH°m is the melting enthalpy for 100% crystalline polyethylene. ΔH°m = 290 J/g was used according to reference [21].
Dynamic mechanical analysis (DMA) was performed using an EXSTAR DMS 6100 instrument in tensile mode. The following parameters were used in the tests: force of 10 mN, temperature range of −110 to 70 °C, heating rate of 1 °C/min and frequency of 1 Hz.
The rheology of the blends was studied via rotational rheometry through the use of a Haake-Polydrive 600 rheometer. The torque of the blends as a function of time was monitored at 150 °C and 30 RPM.
Results and discussion
Crystallization and thermal transitions of the HDPE blends
The crystallization and thermal transitions of the produced blends were analyzed by differential scanning calorimetry (DSC). The experiments involved a first heating run, followed by cooling and then a second and final heating run. The thermal behavior of different HDPE-based blends is shown in Fig. 1, and the related data listed in Table 1. The melting and crystallization temperatures for HDPE were not significantly affected by the presence of EVA or UHMWPE. The melting temperatures for HDPE in the blends were close to 131 °C, while the crystallization temperatures of HDPE during cooling were close to 112 °C. The fact that no large alterations of the HDPE transition temperatures were observed indicate that the second components (UHMWPE and EVA) incorporated in the blends were excluded from the crystallization pathway of HDPE.

DSC curves of HDPE blends: (a) cooling; (b) second heating run
Nevertheless, with increasing EVA content, as in the case of the sample containing 50 wt.% of EVA (50EVA), melting and crystallization during cooling events associated with EVA were observed around 84 °C (2nd heating run) and 66 °C (cooling), respectively. This result indicates that EVA crystalline phases are present in HDPE-EVA blends, although EVA rich phases were not detected in SEM images (this point will be reported in subsequent sections). This fact (phase separation not detected in SEM images) was mostly due to partial miscibility between EVA and HDPE, as similarly reported by Chen [22] and also mentioned by Alothman [23] for HDPE-EVA blends, even though this partial miscibility did not affect the crystallization of HDPE (Table 1), as it usually occurs when partially compatible crystallizable polymers were mixed. The degree of affinity between two polymers is usually analyzed by the polymer–polymer interaction parameter (χ12). χ12 for HDPE-EVA blends was calculated for EVA with different vinyl acetate (VA) contents and at different temperatures (25 and 180 °C) [24]. For HDPE blends having EVA with low VA contents (lower than 18 wt.%, as in the case of the EVA used in this work, 12 wt.%), the calculated χ12 was very small for both 25 °C (for example, χ12 = 0.12) and 180 °C (for example, χ12 = 0.088), and the comparison of these χ12 values with the critical interaction parameter [24] indicates a high degree of interaction between the two involved polymers. However, crystallization of HDPE and EVA (for blends with higher concentrations of EVA) during cooling promotes phase separation, leading to HDPE and EVA crystallites within an amorphous HDPE/EVA matrix. Therefore, the high degree of affinity between HDPE and EVA, as predicted by the polymer–polymer interaction parameter, would lead to high levels of interaction between these two polymers within the amorphous phase that could possibly affect the glass transition temperature (not measured in this work) of the components of the blends and would affect less the crystalline related transitions.
The degree of crystallization of the second heat run, also reported in Table 1, showed that the presence of EVA tented to reduce the overall degree of crystallization of the blends as a consequence of the progressive reduction of HDPE in the blends. This also has been attributed to the interference of the dispersed component to the matrix’s chain mobility through imposition of physical barrier [25]. The UHMWPE polymer tended to slightly reduce the overall degree of crystallization of the blends. Thus, it was not acting primarily as nucleation agents for the crystallization of HDPE, as possibly due to the compatibility between the components of the blends.
Mechanical properties measured in tensile tests
The mechanical properties of the obtained HDPE blends measured in tensile tests at room temperature are reported in Table 2.
Tensile strength
The relative tensile strength (strength of the blend/strength of pure HDPE) of HDPE-EVA blends is shown as function of the volume fraction of EVA, Ød, in Fig. 2. Incorporation of EVA decreased the relative tensile strength almost linearly for Ød ranging between 0.1 and 0.51. This progressive and almost linear reduction in the strength of the HDPE-EVA blend along with the incorporation of the softer phase (EVA) may be due to a decrease in the effective load-bearing cross-sectional area of the matrix, as similarly reported elsewhere for other blends containing elastomers [26]. This continuous decrease in strength may also indicate that the EVA phase is not acting as a structural defect that would concentrate stress and lead to a catastrophic failure that often occurs when fillers with poor interfaces were added to polymers [6]. The Nicolis-Narkis model (eq. 2) [27, 28], was used to estimate any possible discontinuity in the blend structure:

Relative tensile strength, σb/σHDPE, versus ϕd, for HDPE-EVA and HDPE-UHMWPE blends
This model has also been used in other two-phase blend systems [27, 28]. Here, σb represents the tensile strength of the blend and σHDPE represents the tensile strength of the pure HDPE. The parameter k is assigned as a phase interaction constant, which is used to describe the degree of adhesion between two phases. The value of k depends on the blend structure and on the interfacial strength between the phases in the blend. Values of k less than 1.21 indicate higher levels of adhesion between phases. The lower the value of k, the higher is the degree of adhesion. For k = 1 means no stress concentration, k = 0 represents the upper limit for adhesion between two phases.
By fitting the obtained data (Fig. 2) to the model, the obtained value of k for the HDPE-EVA system was less than unity, with average of k = 0.70, which indicates a high degree of phase interaction, i.e. a significant interfacial adhesion between the elastomer phase and the HDPE matrix.
Figure 2 shows also the relative tensile strength of HDPE-UHMWPE blends as function of the volume fraction of UHMWPE, Ød. A k = 0.12 was obtained when the mechanical data (strength) was fitted in eq. 2. This result also indicates a high degree of phase interaction between UHMWPE and HDPE matrix. The incorporation of the ultra-high molecular weight polyethylene in HDPE did not affect significantly the crystallinity of the blends as well as the measured strength, as observed by others [21, 29].
Strain at break and elastic modulus
Figure 3 shows the relative strain at break, Єb/ЄHDPE, of HDPE blends as function of Ød (volume fraction of the second component added to HDPE). For the HDPE-EVA blends, an expressive increase Єb/ЄHDPE with Ød can be observed as an indication that the rubbery dispersed phase was able to soften the HDPE matrix. The increase in this parameter is moderate (around 22%) up to Ød = 0.31, whereas with further increase in Ød the value showed a sharply rise, reaching 543% for Ød = 0.51. This transition can be associated with phase inversion in which the EVA component starts to be interconnected and to dominate the overall properties.

Relative strain at break, Єb/ЄHDPE, versus Ød, for HDPE blend
Elastic modulus data also showed matrix softening in the presence of EVA (Table 2). The reduction of the elastic modulus is clearly EVA concentration dependent, i.e., the highest tested concentration of EVA in HDPE (50EVA) resulted in the lowest modulus. The elastomeric behavior of EVA and its high affinity to HDPE are responsible for producing less brittle and softer materials that can be useful in absorbing energy during impact failure, as shown in other systems [30].
The data in Table 2 suggests also that no major changes in strain at break and elastic modulus can be observed for HDPE blends containing UHMWPE (a statistical analysis, ANOVA with a 95% confidence level, was performed and no significant differences among the values were noted). These results indicate that replacing HDPE by HDPE-UHMWPE blends (within the studied compositions) would not markedly change the tensile properties at room temperature of the system or application, while improving the impact strength at extreme ambient temperatures, as it will be discussed next.
Dynamic mechanical behavior of HDPE blends
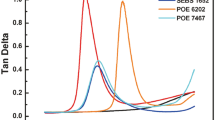
The storage (E’) and loss (E”) elastic moduli derived from dynamics mechanical data of HDPE and HDPE blends with UHMWPE and EVA as a function of temperature are shown in Fig. 4. As previously observed in results for the elastic modulus derived from tensile tests, the incorporation of 5 wt.% of UHMWPE did not change appreciably the storage elastic modulus of HDPE, particularly at higher temperatures. For the HDPE blend with 10 wt.% EVA, a slight reduction in the storage elastic modulus was observed for the blend when compared to that of pure HDPE.

DMA curves (E´ and E”) of HDPE, HDPE having 5 wt.% of UHMWPE (5UH), and 10 wt.% of EVA (10EVA) measured at 1 Hz
In terms of the loss modulus, a major event at approximately 60 °C can be observed for all the analyzed blends and pure HDPE. This event is usually associated with the increase in mobility of HDPE chains within the crystalline structure [31]. It is, therefore, also related to initial process of HDPE melting. The fact that this event involves energy dissipation and occurs at temperatures close to the ones so called here “extreme” for HDPE usage, suggests that this event can be useful for increasing the impact strength of the materials at this temperature range, as it will be observed in the next topic. Two other low temperature transitions between −35 and −24 °C were observed for the 5UH and 10EVA blends, but were not clearly observed for pure HDPE. For HDPE with 10 wt.% of EVA, the transition at −24 °C is related to the Tg of EVA. For the HDPE blend with 5 wt.% of UHMWPE, transitions close to −35 °C are related to the β transition of polyethylene, which has been assigned to relaxations of branched chains that can be reinforced if these chains are located in an interfacial region (as possibly the case of the HDPE blend) [32]. Nevertheless, these low temperature transitions observed in HDPE blends with UHMWPE and EVA can be very useful in dissipating the energy involved in impact events at low temperatures.
Impact strength
The impact strength of the investigated HDPE blends measured at different temperatures is shown in Table 3. By comparing the overall effect of the temperature on the values of impact strength for all the samples, it is clear that the increase of the temperature led to higher values of impact strength as expected. Higher levels of chain mobility are usually observed at higher temperatures, and these higher levels allowed changes in molecular conformation that are able to absorb energy during impact events, thereby improving the impact strength. For example, the impact strength of pure HDPE decreases more than 50% as the temperature decreases from 66 to −46 °C.
Impact tests performed at room temperature (21 °C) showed that the incorporation of EVA into HDPE was successful in enhancing the impact strength of HDPE to more than 500% (for sample 10EVA, for example). Larger amounts of EVA in HDPE led to such high values of toughness that the samples did not break during the impact tests, and the impact strength could not be measured using the conditions applied to all tests in this work. The impact behavior showed similar behavior of the ductility of the blends in the tensile tests (Fig. 3). EVA is a quite soft material with a low Tg and is possibly partially miscible with HDPE for grades with low concentrations of vinyl acetate. This partial miscibility can be responsible for providing high levels of interaction between HDPE and EVA. The elastomeric type of behavior of EVA can also provide mechanisms of energy dissipation during fracture, such as crazing and strain induced crystallization.
The presence of UHMWPE in HDPE was also useful in enhancing the impact strength measured at room temperature, particularly for compositions richer in UHMWPE (15 wt.%), in which improvements larger than 200% were observed.
The impact tests performed at 66 °C showed that all samples containing EVA led to such low degrees of brittleness that specimen did not break during the tests. As noted for samples tested at room temperature, the incorporation of UHMWPE into HDPE resulted in improvements in impact strength that reached values 200% higher than of pure HDPE.
For impact tests performed at low temperatures (−46 °C), the results demonstrated that HDPE blends containing any of the investigated concentrations of EVA or UHMWPE displayed pronounced enhancements of impact strength when compared to pure HDPE. The results also showed that the higher the concentration of the second component (within the investigated range of compositions) in HDPE (EVA or UHMWPE), the larger the improvements in impact strength were. The detected relaxation phenomena (as already reported in DMA tests) at low temperatures may have favored the observed improvement in impact strength of the blends, since these events can result in energy dissipation.
Figure 5 shows how the impact strength of the blends (Ib) is compared to the impact strength of pure HDPE (IHDPE) at each temperature of the tests. The results in this figure indicate that the incorporation of UHMWPE in concentrations up to 15 wt.% led to materials with enhanced impact strength in extreme ambient temperatures when compared to pure HDPE at the same temperatures. These results suggest that UHMWPE phases within HDPE were able to act as toughening agents due to the high intrinsic properties of UHMWPE and the high level of interaction between HDPE and UHMWPE [21, 33]. Large improvements of this property were achieved for samples containing 15 wt.% of UHMWPE (15UH) that displayed an increase in impact strength more than 3 times of the pure HDPE for the three ambient temperatures tested in this work. All the concentrations of EVA tested in HDPE blends were able to improve the impact strength in respect to pure HDPE. The softness of elastomer EVA and its partial miscibility towards HDPE were the main factors to yield the observed results, as also discussed in other works [10, 31, 34].

Relative impact strength of HDPE blends, Ib/IHDPE, at the tested temperatures
Microstructural analysis of the HDPE blends
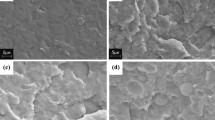
SEM images of cryogenic fracture surfaces of the HDPE blends are shown in Fig. 6. No defined interfaces or new phases are found in the blends containing EVA in Fig. 6-b, providing evidence of the partial miscibility of EVA with HDPE. Also it can be observed a continuous morphology and homogeneity of the HDPE-EVA blend, probably due to chemical affinity between the two phases. Low concentrations of UHMWPE (i.e. 5 wt.%) in HDPE did not also lead to a clear phase separated structure, as shown in Fig. 6-c, as an indication of high levels of integration between HDPE and UHMWPE. However, HDPE blends containing higher concentrations of UHMWPE (15 wt.% of UHMWPE) showed microstructures in which groups of UHMWPE particles could be identified (Fig. 6-d). The segregation of these particles within HDPE matrix is related to the difficulties of dispersing and melting a high concentration of UHMWPE that is known for it is high viscosity and low processability.

SEM images of the cryogenic fracture surface of: (a) Pure HDPE; (b) HPDE containing 40 wt.% EVA; (c) HDPE with 5 wt.% UHMWPE; (d) HDPE with 15 wt.% UHMWPE. In (e), a SEM image of a fractured UHMWPE particle within HDPE matrix is shown. In (f), the crack propagation through a UHMWPE mechanism proposed by Boscolleto [35] is illustrated
In Fig. 6-e, the presence of a fractured UHMWPE particle within the HDPE matrix is also revealed. This image is in agreement with the model presented by Boscolleto [35], in which crack propagation through a UHMWPE particle is suggested as an important mechanism for energy dissipation during fracture (Fig. 6-f). This mechanism can be partially responsible for the high values of impact strength that were measured for this system.
In Fig. 7, the fracture surfaces of samples tested at the three different temperatures are shown. Samples containing 30 wt.% EVA (Figs. 7-c, 7-f and 7-i) showed surfaces with higher levels of roughness than the other samples. This is an indication of plastic deformation and higher ductility of these blends containing EVA. This observation becomes more evident at temperature of 21 °C (Fig. 7-f) with the presence of a fibrous morphology on the surface, as similarly reported by Alothman [23].

SEM images of the fracture surface in three different temperatures and compositions: (a) Pure HDPE at 66 °C; (b) HDPE with 5 wt.% UHMWPE at 66 °C; (c) HDPE with 30 wt.% EVA at 66 °C; (d) Pure HDPE at 21 °C; (e) HDPE with 5 wt.% UHMWPE at 21 °C; (f) HDPE with 30 wt.% EVA at 21 °C; (g) Pure HDPE at −46 °C; (h) HDPE with 5 wt.% UHMWPE at −46 °C; (i) HDPE with 30 wt.% EVA at −46 °C
No significant changes in morphology can be observed when comparing pure HDPE with 5UH samples in Fig. 7. A more evident change in morphology only can be observed at the temperature of −46 °C, in which 5UH sample (Fig. 7-h) has a rougher surface fracture than HDPE (Fig. 7-g) that could imply in higher impact behavior as noted before.
Rheology of the prepared blends
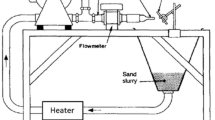
Rotational rheometry was used to provide information regarding the rheology of the blends compared to pure HDPE. In Fig. 8, the torque was monitored as a function of time during the processing of HDPE and HDPE blends (with 30 wt.% of EVA and 15 wt.%. of UHMWPE). The results showed that the torque after the melting of the materials that occurred during the initial 60 s of mixture remained constant with time for all the studied compositions. Moreover, the final torque was very similar for the blends when compared to pure HDPE. This result indicates that the incorporation of UHMWPE or EVA (at the studied concentrations) did not change significantly the rheology, including the viscosity, of the systems. The slight increase in torque for the HDPE blend with UHMWPE observed and can be related to the high molar mass and viscosity of UHMWPE. Nevertheless, the fact that no major changes in rheology of the blends were revealed via rotational rheometry indicates that the incorporation of UHMWPE and EVA in HDPE do not cause dramatic changes in the processability of HDPE.

Rotational rheometry of HDPE and HDPE blends with 15 wt.% of UHMWPE and 30 wt.% EVA
Conclusions
In this work, HDPE blends containing EVA and UHMWPE were prepared using extrusion and injection molding to test the hypothesis that these new components are be able to increase the toughness of HDPE, particularly under the extreme ambient temperatures in which HDPE may be employed. The results of the impact tests showed that EVA and UHMWPE were able to improve the impact strength of HDPE in both low (−46 °C) and high (66 °C) extreme ambient temperatures. Samples containing 15 wt.% UHMWPE, for example, led to an increase in impact strength more than 3 times of pure HDPE for all tested temperatures. The incorporation of EVA into HDPE led to significant reductions in modulus and strength and an increase in strain at failure for samples measured via tensile tests at room temperature. However, no major changes in strength, modulus and strain at break were observed for blends having up to 15 wt.% of UHMWPE. DSC results showed that the melting and crystallization temperatures for HDPE were not significantly affected by the presence of EVA or UHMWPE. SEM images revealed that the presence UHMWPE in higher concentration, in HDPE matrix, can lead to segregation. However, the separated phases tended to have high-strength interfaces. Dynamic mechanical analyses also showed that the storage elastic modulus of the blends containing 10 wt.% of EVA was slightly lower than the storage modulus of HDPE. The results related to the loss modulus as a function of the temperature revealed that HDPE blends with EVA or UHMWPE displayed low temperature transitions not well defined in pure HDPE that can help explain the high capacity exhibited by these blends to dissipate energy during impact events at low temperatures. This work proved that the HDPE blends, particularly those containing UHMWPE, are good candidates to replace HDPE for applications in which high values of impact strength are required at extreme ambient temperatures.
References
Sarkhel G, Choudhury A (2010) Dynamic vulcanization of polyethylene-based thermoplastic elastomer blends. J Appl Polym Sci 115:376–384
MFMd S, Hassan A, Yahya R, Azzahari AD (2014) Effects of extrusion temperature on the rheological, dynamic mechanical and tensile properties of kenaf fiber/HDPE composites. Compos Part B Eng 58:259–266
American Petroleum Institute. API Specification 5CT/ISO 11.960:2004 Annex I: Requirements for thread protectors design validation. USA, 2011
Arrakhiz FZ, El Achaby M, Malha M, Bensalah MO, Fassi-Fehri O, Bouhfid R, Benmoussa K, Qaiss A (2013) Mechanical and thermal properties of natural fibers reinforced polymer composites: Doum/low density polyethylene. Mat Design 43:200–205
Vasileiou AA, Kontopoulou M, Docoslis AA (2014) Noncovalent Compatibilization approach to improve the filler dispersion and properties of polyethylene/graphene composites. ACS App Mat Interfaces 6:1916–1925
Rahmanian S, Suraya AR, Shazed MA, Zahari R, Zainudin ES (2014) Mechanical characterization of epoxy composite with multiscale reinforcements: carbon nanotubes and short carbon fibers. Mater Des 60:34–40
Tai CM, Li RKY, Ng CN (2000) Impact behaviour of polypropylene/polyethylene blends. Polym Tests 19:143–154
Madi NK (2013) Thermal and mechanical properties of injection molded recycled high density polyethylene blends with virgin isotactic polypropylene. Mater Des 46:435–441
Jose S, Thomas S, Biju PK, Karger-Kocsis J (2013) Mechanical and dynamic mechanical properties of polyolefin blends: effect of blend ratio and copolymer monomer fraction on the compatibilisation efficiency of random copolymers. J Polym Res 20:303–316
Zhang X, Yang H, Song Y, Zheng Q (2014) Influence of crosslinking on crystallization, rheological, and mechanical behaviors of high density polyethylene/ethylene-vinyl acetate copolymer blends. Polym Eng Sci 54:2848–2858
Han T, Lu L, Ge C (2015) Development and properties of high density polyethylene (HDPE) and ethylene-vinyl acetate copolymer (EVA) blend antioxidant active packaging films containing quercetin. PackagTechnol Sci 28:415–423
Hosier IL, Vaughan AS, Swingler SG (2010) An investigation of the potential of ethylene vinyl acetate/polyethylene blends for use in recyclable high voltage cable insulation systems. J Mat Sci 45:2747–2759
Sun Z, Ma Y, Xu Y, Chen X, Chen M, Yu J, Hu S, Zhang Z (2014) Effect of the particle size of expandable graphite on the thermal stability, flammability, and mechanical properties of high-density polyethylene/ethylene vinyl-acetate/expandable graphite composites. Polym Eng Sci 54:1162–1169
Morais JA, Gadioli R, De Paoli MA (2016) Curaua fiber reinforced high-density polyethylene composites: effect of impact modifier and fiber loading. Polimeros 26:115–122
Jaggi HS, Satapathy BK, Ray AR (2014) Viscoelastic properties correlations to morphological and mechanical response of HDPE/UHMWPE blends. J Polym Res 21:482
Lucas AA, Ambrósio JD, Otaguro H, Costa L, Agnelli JAM (2011) Abrasive wear of HDPE/UHMWPE blends. Wear 270:576–583
Shen H, He L, Fan C, Xie B, Yang W, Yang M Improving the integration of HDPE/UHMWPE blends by high temperature melting and subsequent shear. Mat Lett 138:247–250
Yang H, Hui L, Zhang J, Chen P, Li W (2017) Effect of entangled state of nascent UHMWPE on structural and mechanical properties of HDPE/UHMWPE blends. J Appl Polym Sci 134:44728
Chen Y, Li Y, Zou H, Liang M (2014) Effect of solid-state shear milling on structure and properties of HDPE/UHMWPE blends. J Appl Polym Sci 131:39916
Shen H, He L, Fan C, Xie B, Yang W, Yang M (2015) Effective dissolution of UHMWPE in HDPE improved by high temperature melting and subsequent shear. Polym Eng Sci 55:270–276
Diop MF, Burghardt WR, Torkelson JM (2014) Well-mixed blends of HDPE and ultrahigh molecular weight polyethylene with major improvements in impact strength achieved via solid-state shear pulverization. Polymer 55:4948–4958
Chen Y, Zou H, Liang M, Cao YJ (2014) Melting and crystallization behavior of partially miscible high density polyethylene/ethylene vinyl acetate copolymer (HDPE/EVA) blends. Thermochim Acta 586:1–8
Alothman OY (2012) Processing and characterization of high density polyethylene/ethylene vinyl acetate blends with different VA contents. Adv Mat Sci Eng. doi:10.1155/2012/635693
Na B, Zhang Q, Fu Q, Zhang G, Shen K (2002) Super polyolefin blends achieved via dynamic packing injection molding: the morphology and mechanical properties of HDPE/EVA blends. Polymer 43:7367–7376
Tomar N, Maiti SN (2007) Mechanical properties of PBT/ABAS blends. J Appl Polym Sci 104:1807–1817
Palanivelu K, Sivaraman P, Reddy DM (2002) Studies on thermoplastic polyurethane toughened poly(butylene terephthalate) blends. Polym Testing 21:345–351
Gupta AK, Purwar SN (1985) You have full text access to this content studies on binary and ternary blends of polypropylene with SEBS, PS, and HDPE. II Tensile and impact properties. J Appl Polym Sci 30:1799–1814
Kakkar D, Maiti SN (2011) Effect of flexibility of ethylene vinyl acetate and crystallization of polypropylene on the mechanical properties of i-PP/EVA blends. J Appl Polym Sci 123:1905–1912
Chen Y, Li Y, Zou H, Liang M (2014) Effect of solid-state shear milling on structure and properties of HDPE/UHMWPE blends. J Appl Polym Sci. doi:10.1002/app.39916
Maiti SN, Barman N, Gupta AK (2005) Mechanical properties of ABS/CSM rubber blends. Int Polym Mater 54:527–539
John B, Varughese KT, Oommen Z, Pötschke P, Thomas S (2003) Dynamic mechanical behavior of high-density polyethylene/ethylene vinyl acetate copolymer blends: the effects of the blend ratio, reactive compatibilization, and dynamic vulcanization. J Appl Polym Sci 87:2083–2099
Popli R, Glotin M, Mandelkern L, Benson RSJ (1984) Dynamic mechanical studies of α and β relaxations of polyethylenes. Polym Sci Polym Phys Ed 22:407–448
Jaggi HS, Kumar S, Das D, Satapathy Ray AR (2014) Morphological correlations to mechanical performance of hydroxyapatite-filled HDPE/UHMWPE composites. J Appl Polym Sci. doi:10.1002/app.41251
Rajan AB, Upadhyaya P, Chand N, Kumar VJ (2013) Effect of nanoclay on the mechanical behavior of compatibilized ethylene vinyl acetate copolymer / high density polyethylene blends. J Mech Ind Eng 3:13–18
Boscoletto AB, Franco R, Scapin M, Tavan M (1997) An investigation on rheological and impact behaviour of high density and ultra high molecular weight polyethylene mixtures. Eur Polym J 33:97–105
Acknowledgments
The authors acknowledge the financial support from CNPq, CAPES and FAPEMIG.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Savini, G., Oréfice, R.L. Toughening high density polyethylene submitted to extreme ambient temperatures. J Polym Res 24, 79 (2017). https://doi.org/10.1007/s10965-017-1243-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-017-1243-2