
Abstract
Ultra-high molecular weight polyethylene (UHMWPE) is a kind of high performance polymer. But sintering-Molded UHMWPE thick products have the problems of long processing time and structural heterogeneity in products. Here, we compared the time required to complete sintering of UHMWPE thick products with different molecular weights, and found that the higher the molecular weight, the longer the time it took to complete sintering. With the increase of sintering time, the homogeneity of UHMWPE thick products can be improved continuously and will reach a saturation state, at which increasing the sintering time will not change various properties of the products. We compared several kinds of properties of UHMWPE thick products with different molecular weights and found that with the increase of molecular weight, the hardness, Young's modulus, tensile strength, and yield strength of the products barely change, but the elongation at break and the impact strength decrease. Finally, we attribute this phenomenon to the thickness increase of amorphous region.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Ultra-high molecular weight polyethylene (UHMWPE) generally refers to the polyethylene with a viscosity average molecular weight higher than 100 million \(\mathrm{g}/\mathrm{mol}\) [1]. Because UHMWPE has very high melt viscosity [2], good self-lubricity [3], and very low heat transfer efficiency [4, 5], it is a kind of difficult-to-process materials and many continuous processing methods are not applicable. Sintering-Molding will not be affected by the melt viscosity and friction coefficient of the raw materials. Sintering-Molding is one of the workable methods for UHMWPE processing. However, the method of sintering-molding UHMWPE thick products still has the problems of long processing time and heterogeneity of products. The sintering-molding process can be divided into two stages [6]. The first one is the densification of the powders, the purpose of which is to achieve mutual contact between the surfaces of the powder particles. This stage is crucial to the subsequent welding of the polymer interfaces and the healing efficiency of the interfaces. The second stage is the interface solidification through chain diffusion and re-entanglement, and the accomplishment of interface consolidation marks the completion of sintering [7,8,9,10]. The sintering-molding process parameters of UHMWPE mainly include densification pressure, sintering pressure, sintering time, cooling pressure, cooling rate, etc. While the densification pressure of UHMWPE powder exceeds 100 MPa, the density almost no longer changes. When the UHMWPE is in a completely molten state, it is likely to form a porous structure without sintering pressure, so it is necessary maintain a certain pressure in sintering process [11]. Wu, J. J et al. found that when the sintering temperature increased from 145 °C to 175 °C, the elongation at break increased from 10 to 560%. Through scanning electron microscope they found two different types of melting defects exist, which gradually disappear as the temperature increases. The type 1 defect is inter-particle void caused by insufficient densification. This inter-particle void continues to exist until the temperature reaches 165 °C. The type 2 defect is caused by the slow migration of the chain segments at the boundary of UHMWPE particles, resulting in obvious boundaries between particles [12]. When the temperature is higher than 220 ℃, the UHMWPE powder particles can be completely melted, and the resulting product has no melting defects and exhibits better mechanical properties [13]. Almost all the sintering-molded products of UHMWPE of recent studies were thin or small products, which was used for testing mechanical properties, thermal properties, wear resistance, etc. [14,15,16,17], or other deep process [18,19,20]. As for UHMWPE thick products, some researchers have studied the defects in artificial joint materials [21]. When there are some defects at the stress concentration point, it can greatly damage the properties of thick products, such as wear resistance and fatigue resistance, which has a negative impact on the application of UHMWPE [22,23,24]. UHMWPE thick products, such as rods and thicker plates, have high impact strength, excellent wear resistance and good biocompatibility [25], which can be used as gears, bearings, hopper lining materials and artificial joint replacement materials, etc. [26] So the research of processing UHMWPE thick products is of significance to the guiding of actual production. In this work, we prepared UHMWPE thick products through sintering molding strategy. The appearance, physical behaviors, and mechanical properties of the as-prepared products were characterized or measured. The results were utilized for exploring the effect of molecular weight on processing efficiency and performance of sintering molded UHMWPE thick products. Great attention was paid to attain structural homogeneity in each UHMWPE thick product. Through this work, we expect to provide a reference for the optimization of processing parameters for UHMWPE thick products.
Materials and experimental methods
Materials
The UHMWPE nascent powders were produced by Zhongke Xinxing Company of Jiujiang City, Jiangxi Province. The information of materials was shown in Table 1.
Sintering molding procedure
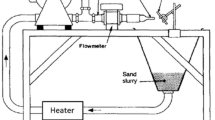
The sintering protocol and mold used in the experiment was shown in Fig. 1. The mold was equipped with asbestos cover to prevent rapid heat loss, the pressure direction applied by the hydraulic press was vertical and the heat transfer direction was radial. At the first stage of sintering, 270 g of UHMWPE nascent powders was added into the mold and the internal pressure was kept at 150 MPa for 5 min. When the densification was over, the internal pressure was relieved to 14 MPa. At the second stage, the internal pressure was maintained at 14 MPa and the temperature was heated to 220 ℃ and kept specified sintering time (\({T}_{\mathrm{S}}\)). Finally, the mold was naturally cooled to room temperature under the pressure of 14 MPa. The resulting UHMWPE thick product was a cylinder with approximate dimensions of \(\varnothing80\times55\;mm^3\) and the upper and lower sides were marked.

(a) Schematic diagram of experimental mold, (b) sintering protocol
The preparation of test samples
To explore the homogeneity of UHMWPE thick products, the UHMWPE thick products were dissected into five disks with labels of A, B, C, D and E. The thickness of disk A, C, E were about 1.5 mm and disk B, D were about 22 mm. Water cooling should be maintained to prevent high temperature generated by dissecting. For impact strength tests, disk B was dissected into 5 strips with approximate dimensions of \(50\times10\times4\;mm^3\). As shown in Fig. 2.

The schematic diagram of test samples preparation
Characterization
Hardness Testing
The hardness was measured with a Shore D hardness tester (LX-D). Five points of upper and lower sides of disk B and D were randomly chosen for measuring.
Impact strength
Notched Izod impact test was measured by impact tester (XJUD-5.5, Chengde Jinjian Testing Instrument Co., Ltd, China) at room temperature. The dimensions of the specimens (n = 5) were \(50\times10\times4\;mm^3\) with a double V-notch of 2 mm depth. The formula for calculating impact strength is:
where \({E}_{C}\) represents the absorbed impact energy, h represents the thickness of the spline and \({\mathrm{b}}_{\mathrm{n}}\) represents the remaining width of the spline notch.
Scanning electron microscope
The scanning electron microscope (Insepect F, FEIcompany) with an acceleration voltage of 5 kV was used for microscopic morphology characterization. The specimens of melt-processed UHMWPE for scanning electron microscopy tests were soaked into liquid nitrogen about 2 h and then carefully broken in liquid nitrogen.
Thermal characterization
The differential scanning calorimeter (DSC) measurement was performed on the Perkin-Elmer pyris-I(USA) differential scanning calorimeter to determine the melting behavior of UHMWPE products. Specimens about 4.0 ~ 6.0 mg were chopped from UHMWPE products and sealed in an aluminum crucible. Samples were heated from 30 °C to 160 °C at a heating rate of 10 °C/min under a nitrogen gas flow. The melting temperature (\({T}_{\mathrm{m}}\)) was evaluated via the peak temperature of the curves. And the crystallinity (\({X}_{\mathrm{c}}\)) was calculated by the equation:
where \(\Delta {H}_{\mathrm{m}}\) is the fusion enthalpy calculated by integrating the enthalpy peak from 100 °C to 160 °C, \(\Delta {H}_{m}^{0}\) is the melting enthalpy of 100% crystalline polyethylene, 292 \(\mathrm{J}/\mathrm{g}\) [27]. Every thick UHMWPE product was measured at different positions for A-a, A-b, A-c, C-a, C-b, C–c, E-a, E-b, E-c and A-C. So the thermal property difference of A-C-E indicates the through plane heterogeneity, and a-b-c indicates the in plane heterogeneity, as shown in Fig. 3.

The sintered state changes of C layer with different powders and sintering time
Tensile test
Tensile test was carried out at a crosshead speed of 50 mm/min and a gauge length of 30 mm with a universal testing machine (Model 5567, INSTRON, USA). The dumbbell samples were 50 mm length, 4 mm width and 1.5 mm thick. The measurement was carried out at room temperature (25 °C). Every thick UHMWPE product was measured at different positions for A-1, A-2, A-3, A-4, A-5, C-1, C-2, C-3, C-4, C-5, D-1, D-2, D-3, D-4, D-5. So the difference of A-C-E indicates the through plane heterogeneity of mechanical properties, a-b-c indicates the in plane heterogeneity, as shown in Fig. 3.
SAXS tests
The samples with dimensions of \(5\times5\times0.5\;mm^3\) were tested by small-angle x-ray scattering (SAXS) machine (xenocs xeuss 2.0). The curves were used Lorentz-corrected intensity profiles \(I(q){q}^{2}\) as a function to obtain the value of the scattering vector \({\mathrm{q}}_{\mathrm{max}}\) at the maximum value of the correlation peak. The long period \(({L}_{\mathrm{p}}\)) was calculated by the Bragg’s relation \({L}_{\mathrm{p}}\)=\(2\pi /{q}_{\mathrm{max}}\). The thickness of the amorphous region (\({L}_{\mathrm{c}}\)) was calculated by the Eqs. (3) and (4):
where \({X}_{\mathrm{c}}\) represents the crystallinity measured by DSC, \({\rho }_{\mathrm{c}}=1.00\mathrm{ g}/{\mathrm{cm}}^{3}\) represents the density of crystalline area, \({\rho }_{\mathrm{a}}=0.855\mathrm{ g}/{\mathrm{cm}}^{3}\) represents the density of amorphous region [28].
Results and discussions
Sintering efficiency
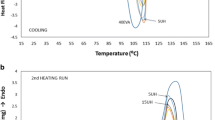
The powders of UPE-2, UPE-4 and UPE-6 were utilized for exploring the influence of molecular weight on sintering efficiency by comparing the time required for completing the sintering. The number of white area or white dot of C layers was used to determine the degree of sintering completion. The results are shown in Fig. 3, in which the sample codes, UPE-x-yh, UPE-x represents the powder type and yh the sintering time. One can see that it is more difficult to complete sintering for the higher molecular weight grade. Figure 4 exhibits the DSC curves of samples with different \({T}_{\mathrm{S}}\) and different positions. Because the low thermal conductivity of UHMWPE green compacts leads to the inner part reach to the set temperature slowly, the UHMWPE will undergo recrystallization in amorphous region and melt in crystalline region, \({T}_{\mathrm{m}}\) and \({X}_{\mathrm{c}}\) will first increase and then decrease, as the chain-extended crystals [29, 30] and chain-folded crystals [31, 32] with the higher \({T}_{\mathrm{m}}\) and \({X}_{\mathrm{c}}\)[33] exist in UHMWPE nascent powders. The test sample of UPE-4-1 h-C–c, where UPE-4 represents the grade of UHMWPE and 1 h represents the \({T}_{\mathrm{s}}\) and C–c represents the sample position, exhibits a double endothermic melting peaks at 137.3 °C and 145.3 °C, this is due to when the central temperature just reached the \({T}_{\mathrm{m}}\) of nascent UHMWPE, the green compacts were partly melted, the nascent state of UHMWPE was partly reserved. The \({T}_{\mathrm{m}}\) and \({X}_{\mathrm{c}}\) of UPE-4–1.5 h-C–c, UPE-4–1.5 h-C-b and UPE-4–1.5 h-C-a are basically unchanged, so the recrystallization \({T}_{\mathrm{m}}\) and \({X}_{\mathrm{c}}\) of UPE-4 are stable with the change of molten state time and temperature. Figure 5 shows the stress–strain curves of different samples dissected from UPE-4–1.5 h-C layer. The dumbbell sample of UPE-4–1.5 h-C-3, with some white dot defects in the center, was broken quickly, whose elongation at break is only 11.3% and Young’s modulus is 1097 MPa. Nevertheless, the C-1, C-2, C-4, C-5 dumbbell samples of UPE-4–1.5 h-C show good mechanical properties that elongation is about 200%, Young’s modulus is about 1200 MPa. So the complete sintering of UHMWPE thick products is critical.

DSC curves of samples with different \({T}_{\mathrm{S}}\) and different positions

The UPE-4–1.5 h-C layer stress–strain curves
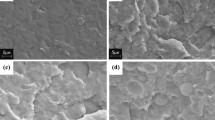
There still existed the initial morphology of nascent UHMWPE in the UHMWPE thick products sintered for 1.5 and 2 h, while it vanished for the sample with \({T}_{\mathrm{S}}\)=3 h, as the Fig. 6 shows. It is because the middle temperature of products with \({T}_{\mathrm{S}}\)=1.5 h and \({T}_{\mathrm{S}}\)=2 h had not reached to 220 °C. In order to ascertain the effect of prolonging sintering time on the performance of UHMWPE thick products, the UPE-4 was sintered for 2, 3, 4, 5, 6, 12 h. The crystallinity, melting point, Young's modulus, elongation at break, tensile strength and yield strength of UHMWPE thick products remained stable as \({T}_{\mathrm{S}}\ge\) 2 h, as the Fig. 7 and Fig. 8 show.

SEM images of different sintering time: (a) and (b) 84–1.5 h-C–c, (c) and (d) 84-2 h-C–c, (e) and (a) 84-3 h-C–c

Changes of melting point and crystallinity with sintering time

(a) Changes of Young's modulus and elongation at break with sintering time, (b) Changes of fracture strength and yield strength with sintering time
The 15 stress–strain curves and 9 DSC curves of UPE-4-3 h are approximately identical (Fig. 9), so the thick products at the axial direction (between A\C\E layers) and the radial direction (a\b\c everywhere) have good homogeneity.

(a) Stress–strain curves of UPE-4-3 h, (b) DSC curves of UPE-4-3 h
In this sintering process, shortening the sintering time can be utilized as an effective method to improve the processing efficiency. For UHMWPE with a higher molecular weight, the sintering time needs to be increased moderately. When the UHMWPE thick products are already in a completely molten state and the central temperature reaches 220 °C , prolonging the sintering time will not changes the thermal properties and performance of the UHMWPE products.
Influence of molecular weight on the properties of UHMWPE
To explore the influence of molecular weight (\({M}_{\mathrm{w}}\)) on the performance of UHMWPE thick products, the sintering time was fixed at 3 h, which could ensure the homogeneity of UHMWPE thick products with different molecular weights. The influence of \({M}_{\mathrm{w}}\) on the thermal properties, hardness and mechanical properties of UHMWPE thick products is exhibited in Fig. 10. Every UHMWPE thick product was tested with 15 stress–strain curves and 9 DSC curves. It can be seen from Fig. 10 that the melting point, hardness and tensile strength are not changed with higher \({M}_{\mathrm{w}}\), but the crystallinity, Young’s modulus, elongation at break and yield strength show a decreasing trend. Because the high entanglement density of higher \({\mathrm{M}}_{\mathrm{w}}\) hinders chain mobility in the course of UHMWPE crystallization, result in \({X}_{\mathrm{c}}\) decrease, which affects various mechanical properties. The \({X}_{\mathrm{c}}\) decreases as the increase of \({M}_{\mathrm{w}}\), but the hardness are basically unchanged, indicating that the critical factor affecting the hardness of UHMWPE products is not \({X}_{\mathrm{c}}\) or \({M}_{\mathrm{w}}\). Moreover, as the \({X}_{\mathrm{c}}\) decreases, the Young’s modulus and yield strength are decreased. Since chain entanglement becomes more serious, the increment of molecular weight leads to a decrease in tensile toughness.

Changes of (a) melting point and crystallinity, (b) hardness, (c) Young's modulus and elongation at break, and d fracture strength and yield strength with molecular weight
As shown in Fig. 11, the impact strength of thick UPE-4 products remains stable with the increase of sintering time, which accords with the previous conclusion of the effect of \({T}_{\mathrm{s}}\) on performance of products. But with the increasing of \({M}_{\mathrm{w}}\), the impact strength of UHMWPE thick products decrease. The \({M}_{\mathrm{w}}\) increases only about 0.4 million \(\mathrm{g}/\mathrm{mol}\) from UPE-2 to UPE-3, but the impact strength decreases about 37.5 \(KJ/{m}^{2}\). While the \({M}_{\mathrm{w}}\) increases about 1 million \(\mathrm{g}/\mathrm{mol}\) from UPE-3 to UPE-4, UPE-4 to UPE-5 and UPE-5 to UPE-6, the impact strength decreases only about 13 \(KJ/{m}^{2}\). Combining Fig. 11 and Fig. 12a, it can be found that the decrease in impact strength could correspond to the increase in \({\mathrm{q}}_{\mathrm{max}}\) value. Figure 12b exhibits that the decrease of impact strength corresponds to the increase of amorphous region thickness and long period. Moreover, the increase of molecular weight also limits the movement ability and energy absorption capability of the UHMWPE chains, which is also the reason for the decrease in impact strength and elongation at break of the samples.

Variation of impact strength with molecular weight and time, for the tested samples not broken in the impact toughness tests, the results are covered by a gray rectangle in the picture

(a) SAXS curves of Lorentz-corrected intensity profiles, (b) The influence of \({L}_{\mathrm{p}}\), \({L}_{\mathrm{c}}\), \({L}_{\mathrm{a}}\) on impact strength
Conclusions
With the increase of sintering time, the homogeneity, thermal properties and mechanical properties of UHMWPE thick products can be improved and will reach a plateau region. With the molecular weight of UHMWPE increases, the sintering time required for achieving homogeneous structure in thick UHMWPE product increased. After attained the structural homogeneous state, the tensile strength, Young’s modulus and hardness changed slightly, but the impact strength decreased continuously as increasing molecular weight. This work could be as guidance for actual production of sintering-molded UHMWPE products, i.e., selecting suitable molecular weight and/or sintering time according to the mechanical performance required to improve sintering efficiency.
References
Zuo JD, Zhu YM, Liu SM, Jiang ZJ, Zhao JQ (2007) Preparation of HDPE/UHMWPE/MMWPE blends by two-step processing way and properties of blown films. Polym Bull 58:711–722
Hussain M, Sufyan M, Abbas N, Ahmad H, Joyia FM, Noman M, Ahsan MM, Raza MN, Razaq A, Zulqernain M, Ullah H, Atif M (2019) Influence of laser processing conditions for texturing on ultra-high-molecular-weight-polyethylene (UHMWPE) surface. Case Stud Therm Eng 14:100491
Oosterom R, Ahmed TJ, Poulis JA, Bersee HEN (2006) Adhesion performance of UHMWPE after different surface modification techniques. Med Eng Phys 28:323–330
Han Z, Fina A (2011) Thermal conductivity of carbon nanotubes and their polymer nanocomposites: A review. Prog Polym Sci 36:914–944
Gao C, Lu H, Ni H, Chen J (2018) Structure, thermal conductive, dielectric and electrical insulating properties of UHMWPE/BN composites with a segregated structure. J Polym Res 25:6
Kim YH, Wool RP (1983) A theory of healing at a polymer-polymer interface. Macromolecules 16:1115–1120
Frederix C, Beauchene P, Seguela R, Lefebvre JM (2013) Kinetics of the non-isothermal fusion-welding of unlike ethylene copolymers over a wide crystallinity range. Polymer 54:2755–2763
Wool RP, O’Connor KM (1981) A theory crack healing in polymers. J Appl Phys 52:5953–5963
Xue YQ, Tervoort TA, Lemstra PJ (1998) Welding behavior of semicrystalline polymers. 1. The effect of nonequilibrium chain conformations on autoadhesion of UHMWPE. Macromolecules 31:3075–3080
Xue YQ, Tervoort TA, Rastogi S, Lemstra J (2000) Welding Behavior of Semicrystalline Polymers. 2. Effect of Cocrystallization on Autoadhesion Macromolecules 33:7084–7087
Halldin GW, Kamel IL (1977) Powder processing of ultra-high molecular weight polyethylene I. Powder characterization and compaction. Polym Eng Sci 17:21–26
Wu JJ, Buckley CP, O’Connor JJ (2002) Mechanical integrity of compression-moulded ultra-high molecular weight polyethylene: effects of varying process conditions. Biomaterials 23:3773–3783
Zachariades AE (1985) The effect of powder particle fusion on the mechanical properties of ultra-high molecular weight polyethylene. Polym Eng Sci 25:747–750
Ohta M, Hyon SH, Kang YB, Oka M, Tsutsumi S, Murakami S, Kohjiya S (2003) Wear properties of UHMWPE oriented under uniaxial compression during the molten state and at lower temperatures than the melting point. Jsme Int. J Ser C-Mech Syst Mach Elem Manuf 46:1297–1303
Zachariades A (1985) The effect of powder particle fusion on the mechanical properties of UHMW polyethylene. Polym Eng Sci 25:747–750
Deplancke T, Lame O, Rousset F, Aguili I, Seguela R, Vigier G (2014) Diffusion versus Cocrystallization of Very Long Polymer Chains at Interfaces: Experimental Study of Sintering of UHMWPE Nascent Powder. Macromolecules 47:197–207
Deplancke T, Lame O, Rousset F, Seguela R, Vigier G (2015) Mechanisms of Chain Reentanglement during the Sintering of UHMWPE Nascent Powder: Effect of Molecular Weight. Macromolecules 48:5328–5338
Bellare A, Cohen RE (1996) Morphology of rod stock and compression-moulded sheets of ultra-high-molecular-weight polyethylene used in orthopaedic implants. Biomaterials 17:2325–2333
Gul RM, Fung K, Doshi BN, Oral E, Muratoglu OK (2017) Surface cross-linked UHMWPE using peroxides. J Orthop Res 35:2551–2556
Wyatt MC, Roberton A, Foxall-Smi M, Beswick AD, Kunutsor SK, Whitehouse MR (2020) Does vitamin E highly-crosslinked polyethylene convey an advantage in primary total hip replacement? A systematic review and meta-analysis. HIP Int 30:598–608
Landy MM, Walker PS (1988) Wear of ultra-high-molecular-weight polyethylene components of 90 retrieved knee prostheses. J Arthroplasty 3:S73–S85
Blunn GW, Joshi AB, Lilley PA, Engelbrecht E, Ryd L, Lidgren L, Hardinge K, Nieder E, Walker PS (1992) Polyethylene wear in unicondylar knee prostheses: 106 retrieved Marmor. PCA. and St Georg tibial components compared. Acta Orthop Scand 63:247–255
Muratoglu OK, Bragdon CR, O’Connor DO, Jasty M, Harris WH, Gul R, McGarry F (2003) Erratum to ‘Unified wear model for highly crosslinked ultra-high molecular weight polyethylenes (UHMWPE).’ Biomaterials 24:1527
Haughie DW, Buckley CP, Wu J (2006) The integrity of welded interfaces in ultra-high molecular weight polyethylene: Part 2—Interface toughness. Biomaterials 27:3875–3881
Sobieraj MC, Rimnac CM (2009) Ultra high molecular weight polyethylene: Mechanics, morphology, and clinical behavior. J Mech Behav Biomed Mater 2:433–443
Kurtz SM (2004) The UHMWPE Handbook: Ultra-High Molecular Weight Polyethylene in Total Joint Replacement 379
Wunderlich B, Cormier CM (1967) Heat of fusion of polyethylene. J. Polym. Sci. Part -2 Polym. Phys 5:987–988
Xiong B, Lame O, Chenal J-M, Men Y, Seguela R, Vigier G (2017) Critical stress and thermal activation of crystal plasticity in polyethylene: Influence of crystal microstructure and chain topology. Polymer 118:192–200
Smith P, Chanzy HD, Rotzinger BP (1987) Drawing of virgin ultrahigh molecular weight polyethylene: An alternative route to high strength/high modulus materials: Part 2 Influence of polymerization temperature. J Mater Sci 22:523–531
Chanzy HD, Bonjour E, Marchessault RH (1974) Nascent structures during the polymerization of ethylene. Colloid Polym Sci 252:8–14
Rastogi S, Lippits DR, Höhne GWH, Mezari B, Magusin PCMM (2007) The role of the amorphous phase in melting of linear UHMW-PE; implications for chain dynamics J Phys Condens Matter 19:205122
Rastogi S, Lippits DR, Peters GWM, Graf R, Yao Y, Spiess HW (2005) Heterogeneity in polymer melts from melting of polymer crystals. Nat Mater 4:635–641
Wang X-Y, Li S-Y, Salovey R (1988) Processing of ultrahigh molecular weight polyethylene. J Appl Polym Sci 35:2165–2171
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Liu, H., Dong, P., Li, Q. et al. Influence of molecular weight on molding efficiency and properties of sintered UHMWPE thick-size products. J Polym Res 28, 323 (2021). https://doi.org/10.1007/s10965-021-02690-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-021-02690-z