
Abstract
Asymmetric reverse osmosis membranes of cellulose acetate (CA) in presence of chitosan nanoparticles as anti-biofouling material were prepared using the phase-inversion technique. The effect of some preparation parameters on the membrane properties, e.g. polymer composition, evaporation time and annealing temperature were studied. FTIR, TGA, SEM and Contact angle were carried out to characterize the produced membranes. The water flux and salt rejection of the membranes were assessed using 35 g/L Nacl in a dead end filtration system. The results revealed that the addition of chitosan nanoparticles increased the water flux from 6 L/m2.h for blank (CA-0) to about 18 L/m2.h for (CA-2) membrane containing 2% chitosan nanoparticles with increment of salt rejection from 89 to 94%. For membrane with proper salt rejection it should be annealed at 80 °C prior to filtration test. The static adhesion test indicated enhancement in fouling resistance of the membrane containing chitosan nanoparticles to bacterial attack.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Membrane separation procedure is one of the most promising technologies for overcome the global water disaster and many other applications. Membrane technology is an effective and economical means owing to its low energy consumption, easy set-up, less chemicals usage and don’t create any dangerous by-product [1]. The most widely used membrane in industry during the period ranging from 1964 to the mid of 1970s is the reverse osmosis membrane which mainly made from cellulose diacetate (CA), cellulose triacetate or blend of them with different ratios [2, 3]. CA membranes are obtained from most available natural polymer (cellulose) by acetylation process. CA membranes are characterized with several advantages as moderately low cost, neutral surface, good resistance to free chlorine (at low level), highly hydrophilic surface and highly potential water flux [4]. However, there are some disadvantages of CA membranes, as narrow operating range of pH is (4.5–7.5), exposure to biological attack, compacted at high pressure and working at limit temperature range [2].
Growth of the bacteria on the surfaces of the membrane forming biofilms is a major problem in most of desalination plants and it is very difficult to be removed, either through disinfection or chemical cleaning [5]. Biofilm has a robust construction that comes from the ability of microorganisms to exert materials similar to the polymer, named extra-cellular polymeric substances (EPS), these make layers that make protection to the microorganisms from biocides [6]. The microorganisms presented in the biofilm can get nutrients and continuing their life by withdrawing organic substances and inorganic materials from the environment surrounding it [7].
To overcome this problem, a number of approaches have been established, such as manipulating special modules, operating various pretreatment procedures and membranes modification [8, 9]. The membrane modification techniques are in two ways: the bulk modification of the membrane matrix, such as blending with another polymers, incorporation of nanoparticles or copolymerization and the other way is to modify the membrane surface, as grafting of functional or hydrophilic monomers to the membrane top surface or chemical alteration by introducing polar groups onto the surface or covering the membrane with hydrophilic coatings [10,11,12,13,14,15,16]. Blending of different polymers or nanoparticles is favored technique due to the simplicity and stability of the polymer matrix. In the blending modification technique; two or more types of different polymers were blended together to produce a new type of material, which possess both properties of the initial polymers and give new characteristics that can disappear their original defects [17, 18]. The blending of different polymers give some advantages as a better hydrophilicity of membranes, enhancing physical-chemistry stability, improving the film-forming characteristics of the polymers and improving anti-fouling properties. Wu et al. enhanced the anti- fouling properties and hydrophilicity of polyvinyl chloride ultrafiltration membrane via blending it with synthesized amphiphilic copolymer PVC-g-poly (ethylene glycol) methyl ether methacrylate to create a new membrane with outstanding properties [19]. They found that the surface oxygen content of the membrane increased from 3.20% to 9.31% which resulted in an increase of the membrane hydrophilicity and pure water flux. In addition to sodium alginate rejection ratios of all blended membranes were higher than 90% and the membranes exhibited higher flux recovery ratios than the pure PVC membrane.
Chitosan, is the second most abundant polysaccharide originates on earth after the cellulose. It is considered as cellulose derivative prepared by deacetylation of chitin. As a natural renewable source, chitosan has a lot of unique characteristics such as anti-microbial action, nontoxic and biodegradable [20]. Chitosan was used to modify and improve polymeric membranes performance. Cellulose acetate /chitosan membranes with various ratios were fabricated using phase separation procedure [21]. Chitosan soluble in formic acid was added to the cellulose acetate casting solution in presence of polyethylene glycol to modify the membrane properties. Polyethylene glycol is hydrophilic in nature and was used as a pore former and as a consequence, increasing the water flux [22]. Chitosan was shown to significantly improve the salt rejection but decreased membrane water permeation. All treated membranes have excellent antibacterial performance.
Zhang et al., coated the polyamide membrane surface with chitosan derivative, which was then reacted with aqueous solutions of glutaraldehyde (as cross-linking agent) and Cu2+ solution that in-situ reduced to Cu nanoparticles and fixed in the covering layer [23]. The modified membranes showed antibacterial efficiency of above 99% for more than 90 days’ immersion in water. Liu and Bai studied the effect of blending of chitosan and cellulose acetate on the construction and morphology of the hollow fiber membrane [24]. When using water as exterior and interior precipitants, the obtained CS/CA blend membranes appeared as spongy-like without macrovoids formation accompanied with homogeneity in the porous structures of the surface. The solidification rate of the blend membrane was increased by increasing the alkalinity of the coagulant (nonsolvent). The prepared hollow fibers have moderately dense top surface with reduced pore sizes [24].
To enhance bio-fouling resistance, cellulose acetate (RO) membranes were modified by incorporation of chitosan nano-particles in the casting solution. In previous study by Bagheripour et al. and Kong et al., they reported that chitosan and chitosan nano-particles exhibit potential antibacterial activity [25, 26]. No study had been found in literature for using chitosan nanoparticles for modification of reverse osmosis membrane. So; we aimed in this study to investigate the effect of chitosan nano-particles on cellulose acetate membrane performance. The optimum conditions that can affect membrane properties such as concentration of cellulose acetate and chitosan nanoparticles, evaporation time, annealing temperature and applied pressure were explored.
Experimental
Materials
Cellulose acetate (40 wt% acetyl content, Avg. Mn 37,000) (CAS no 9004–35-3) was purchased from Sigma-Aldrich. Chitosan nano-particles (CN001) (≥ 96% deacetylated) of particle size 200 nano-meter were delivered from G.T.C Bio Corporation company (Hongkong, China). Acetone and Formamide were purchased from Fluka.
Fabrication of membranes
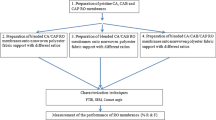
Cellulose acetate casting solution was prepared according to the previous method described in literature [3, 24]. The method demonstrates a slow mixing of cellulose acetate (25 wt%) as a polymer, acetone (45 wt%) and formamide (30 wt%) as binary solvent with continuous stirring till complete dissolution. If a nanoparticles of chitosan were used, they dispersed in the acetone with the aid of ultrasonic water bath for about 1 h before adding the cellulose acetate and formamide. The obtained solution was allowed to stand for a night in closed system to remove the air bubbles. The casting solution was spread on a glass plate at room temperature into films using casting knife with a thickness of 0.25 mm, the wet casted films were allowed to evaporate for a certain period of time before immersion in the coagulation bath (0–2 °C ice/water bath) for about 2 h. They were then annealed in a water bath at different temperature (70–90 °C) for 10 min. The obtained membranes were stored in water at 4 °C until use. The annealing process was carried out prior to testing in the filtration system. The structure of the casting solutions are illustrated in Table1.
Techniques
FTIR spectroscopy (Varian 610 IR, Vivitar, Japan, at National Research Centre, Cairo) was employed to analyze the surface composition of the CA membranes. Membrane samples used for FTIR analysis were dried in air for a day before characterization. The IR scans were conducted on the active surface of the membranes.
The contact angle measurement was evaluated using camera linked to computer. A droplet of distilled water (10 µL) was slowly brought onto the film surface at 25 °C and the angle between the film-water interface and water–air interface was evaluated as hydrophilicity measurement. At least 10 captured images for each droplet and about 5 readings on different places of the membrane sample were done and averaged. The surface topography of the prepared membrane was explored using scanning electron microscope (SEM) available at National Research Centre, Cairo (model Zeiss EVO 60, Carl Zeiss, Oberkochen, Germany). Before examination, the membranes were dried by multi- step solvent exchange and dehydration procedure. In this process, a water miscible solvent like isopropanol replaces the water present in the membrane matrix, followed with a second volatile solvent like hexane that replaces the first one. Afterward the later volatile solvent is air-evaporated to produce a dried membrane [27]. The dried membranes were sputter- coated with gold using S150A Sputter Coater- Edwards. TGA of the prepared membranes was performed using Perkin Elmer, Thermogravimetric analyzer TGA 7, using inert gas (nitrogen) with flow rate 30 ml/min and heating rate 10 °C/min.
Fouling experiment
Static adhesion test for cellulose acetates membranes was employed; an immersion test was used for examination the anti-adhesion performance of the modified CA membranes to bacterial cells. RO membranes used in this method were cut into 1 × 1 cm2 and immersed in the bacterial suspension for about 4 days. Escherichia coli ATCC- 25,922 strain was the selected strains used in the biofouling tests (supplied from the American type culture collection (ATCC; Rockville, MD, USA)). This bacterium was selected to determine how the chitosan nanoparticles modified cellulose acetate membrane affected model Gram negative bacteria [28]. The bacterial strain was inoculated into nutrient broth medium at 37 °C for 24 h. The bacteria adhered to the membrane surface were examined via SEM. After the immersion test, the membrane samples were washed with phosphate buffer solution (PBS) and the adhered bacteria to the membrane surfaces were immobilized using glutaraldehyde solution (2.5% in PBS) for about 4 h. The membranes surfaces were gently washed with the buffer to get rid of any glutaraldehyde remained on the surfaces. To decrease the water content of the membrane sections to be examined by SEM, they were exposed to a series of alcohol–water mixtures with graded concentration (25%, 50%, 75%, 95% and 100%) for about 20 min in each stage [29]. At the last, the membrane were air dried and kept in a desiccator. The final dried membranes sections were then covered with gold prior SEM examination.
Performance of the RO membranes
In a dead end filtration system with membrane active area of 14.6 cm2 was supplied with 35,000 mg/L sodium chloride solution using applied pressure ranging from 30 to 60 bar at room temperature (30 °C). The concentration of NaCl in both the feed and permeate side of the working filtration cell were measured using JENWAY, (470) conductivity meter.
The water flux permeated across the membrane (J) was obtained as follow:
Where A is the active membrane area (m2), while V is the permeate volume in litter (L) during a time interval t in hours (h). The salt rejection (R) was assessed as follow:
Where \(\text{C permeate}\) and \(\text{C feed}\) are the concentrations of NaCl salts in permeate and feeding solutions, respectively.
Results and discussion
IR spectra
Figure 1 shows the corresponding reflected spectra of CA membrane without and with chitosan nanoparticles. One can see from the spectrum that the pure CA membrane has characteristic cellulosic -OH stretching peaks appeared as a broad band in the range of 3650 to 3200 cm−1, asymmetric and symmetric stretching of C-H group at 2940 cm−1 and 2880 cm−1 related to CH3 and C-H2 respectively [30]. The band at 1730 cm−1 related to stretching of carbonyl (C = O) of acetate group. The carboxylate C-O stretch appears at 1220 cm−1, the peak at 1160 cm−1 related to asymmetric stretching of C–O–C bridge, and that at 1028 cm−1 corresponding to stretching of C–O–C pyranose ring [31, 32]. Characteristic peaks in the spectra of CA containing chitosan nanoparticles are almost unchanged when compared to CA because of the similarity in the structure of cellulose acetate and chitosan. However, there is a new peak at 1637 cm−1 associated with C = O for the amide group of the chitosan nano-particles (undeacetylated part of chitosan). The broad peak at 3500 cm−1 associated to the combined peaks of the NH2 and OH group stretching vibration is sharper in presence of chitosan nanoparticles which indicates an enhancement in the hydrogen bonding between the two components.

IR spectra of CA membranes with and without nanoparticles of chitosan
Thermogravimetric analysis (TGA)
TGA analysis for CA and its blends comprising different amounts of chitosan nano-particles are presented in Fig. 2. The small weight loss in the range of 50–100 °C is corresponding to the removal of the adsorbed moisture for the membranes. A major weight loss (≃ 82 and 84%) occurred in the range of 280—400 °C is due to extensive degradation of the cellulose acetate and its polymer blend with chitosan nanoparticles respectively. This result is in accordance with the previous results reported by Liu et al., [31] demonstrating the thermal degradation of the materials with cellulosic structure. It is noteworthy to mention that there is no characteristic change in the weight loss (thermal stability) of both membranes due the great similarity in the chemical structures of both CA and chitosan. However there is chemical stability of the chitosan containing polymer till 300 °C which may be due to the hydrogen bonding between the nanoparticles and cellulose acetate chains.

TGA thermogram for the CA membrane and its blend with nanoparticles of chitosan
Scanning electron microscope (SEM)
The topography of the prepared RO membrane of cellulose acetate with and without chitosan nanoparticles was evaluated by SEM as illustrated from Fig. 3. The blank CA-0 membranes were transparent and colorless and the membrane containing nanoparticles of chitosan had a milk-white color which increased by increasing the nanoparticles. The Figure shows the morphology of the active side of the RO membranes and their corresponding cross-sections. It is clearly shown that, both the blank and the blended membrane had relatively macrovoids-free cross-section. The macrovoids free structure of the prepared RO membranes may be ascribed to the high polymer content and the high viscosity of the casting solution, which reduced the rate of solvent–non-solvent exchange because the high diffusion resistance from the polymer chains resulting in inhibited macrovoid development. These obtained results are matched with the previous results demonstrated by Liu & Bai and Ghaseminezhad [33, 34].

SEM of CA/chitosan nanoparticles membranes (left; surface and right; cross-section)
Pore sizes of most obtained membranes were not visible in the SEM micrographs at the magnification of × 8000, except those containing high nano- chitosan content (CA-2, CA-4). The results indicated that the CA blend membranes appeared more porous with slightly larger pores than the blank. The increased in the flux by addition of chitosan nanoparticles content indicates that the porosity of the membrane surface was increased.
Water content
Water content of the obtained composite membranes was assessed with the variation of chitosan nanoparticles content and with the evaporation time of the solvent prior to immersion. It is clearly seen from Tables 2 & 3 that the water content decreases with the increase of the evaporation time. This result was reasonably because the increase in the evaporation time led to more dense membranes which reduce pores content within the membrane. The water content for the CA-1 is larger than that the blank CA-0 membrane, however with successive increase of chitosan nano-particles the water content decreased which may be due to the hydrogen bonding between chitosan nanoparticles and cellulose acetate which hinder water absorption.
The contact angle for CA-1 membrane is lower than the blank (CA-0) membrane indicating the more hydrophilicity of the membranes containing chitosan nano-particles. By increasing the chitosan nanoparticles content in the polymer matrix the contact angle increased but still more hydrophilic than the blank membrane. Blank cellulose acetate membrane has higher amount of the hydrophobic acetyl groups, moreover, the contact angle is also related to the roughness of the film surface [35].
The contact angle was decreased by adding low concentration of the nanoparticles, which the well distribution of these nanoparticles was highly achieved within the membrane matrix and surface, and not affect the roughness of the membrane. However, by increasing the concentration of nano-chitosan the water contact angle was slightly increased which may be due to the aggregation of these nanoparticle which may increase the roughness of the surface.
Reverse osmosis membrane performance
Effect of chitosan nanoparticles on RO performance
It is clearly seen from Fig. 4-(a) that the additions of the chitosan nano-particles to the prepared membranes largely increase the pure water permeability (PWP). The PWP for the blank membrane prepared after 10 s evaporation time was 51.4 L/m2h whereas, PWP reached 92.5 L/m2h for membrane contains chitosan nanoparticles (2%) at the same applied pressure. The PWP increases with increasing the applied pressure for both membranes.

Effect of chitosan nanoparticles concentration on the RO performance, (testing conditions; 10 s evaporation time, annealed at 80 °C, 35 g/l NaCl solution, at ~ 25 °C)
Figure 4-b indicates that the addition of the chitosan nano-particles to the prepared membranes (prepared after 10 s evaporation time) largely increases the water flux during desalination of saline water, where CA-1 (1% of chitosan nano-particles) represents the maximum rate of water flux (≃14 L/m2h) which may be due to the improvement in the porosity of the membrane. On the other hand, the successive increase in the ratio of chitosan nano-particles led to a decrease in the water flux reaching 7 L/m2h, which can be interpreted as a result of blocking the pores of the membranes. Comparing the results of water flux in presence of chitosan nanoparticles with that in absence of the nanoparticles (5.3 L/m2h), indicate the enhancement of water flux in the presence of chitosan nano-particles. Figure 4-c depicts the effect of chitosan nano-particles concentration on the salt rejection. One can see that 2% ratio (CA-2) is the optimum concentration for the salt rejection, after that the salt rejection decreases with further increase in chitosan nano-particles concentration.
From the previous results, one can see that the incorporation of chitosan nano-particles into cellulose acetate membrane led to an increase in salt rejection with increasing the chitosan ratio e.g. salt rejection increase from about 89% (CA-0) to 92.4% for CA-2 followed by sharp decrease after CA-4.
For membranes prepared after 30 s evaporation time the addition of chitosan nanoparticles displayed an increase in the water flux from 9 L/m2.h for the CA-0 to 12L/m2.h for both CA-2 and CA-4 followed by a decrease to 6.5 L/m2.h for CA-8 as shown in Fig. 5. On the other hand, an enhancement in the salt rejection was achieved for membranes containing chitosan nano-particles displaying 88% for CA-2 compared with 71% for CA-0 membrane. The salt rejection for membranes prepared after 10 s was higher than that prepared after 30 s for all membranes.

Effect of chitosan nanoparticles concentration on the RO performance, (testing conditions 30 s evaporation time, annealed at 80 °C, 35 g/l NaCl solution, at ~ 25 °C)
Effect of evaporation time
The effect of evaporation time of the solvent before immersing the prepared membrane in the coagulation bath is shown in Fig. 6. One can see from the figure that, the increase in the evaporation time for the CA-0 membrane, led to a sharp decrease in salt rejection from 89% at 10 s to 12.5% for 60 s evaporation time. On the other hand, the water flux was nearly constant till 10 s (5.7 L/m2h) after that the water flux increases sharply reaching (19 L/m2h after 60 s).

Effect of evaporation time on RO performance of CA-0 and CA-2, annealed at 80 °C, 35 g/l NaCl, and pressure 60 bar at 25 °C
For CA-2 membrane containing chitosan nanoparticles, the increase in evaporation time decreases the water flux from 14.3 L/m2.h for zero time to about 8.2 L/m2.h at evaporation time 30 s, after that a sharp increase to 47.3 L/m2.h after 60 s. The decrease in water flux may be due to the fact that by increasing the evaporation time, the thickness of the skin layer increased leading to a decrease in the water flux. These results are in accordance with the previous work reported by Kusworo et al., [36]. On the other hand, further increase in the evaporation time, the water flux increase may be due to some defects acquired by the environment and uncontrolled humidity. It is clear from the Figure that the salt rejection was nearly the same for the first 30 s (91%), after that a sharp decrease in the salt rejection took place (reaching ≃ 24%), which may be due to membranes defects occurred by high humidity.
Effect of annealing temperature
The CA membrane stored in the refrigerator were washed with tap water and pre-cured at 70 to 90 °C in water bath for 10 min prior to assembling in the filtration system. It is illustrated from Fig. (7) that, a sharp decrease in the water flux occurred as a function of annealing temperature (from 164 L/m2.h at 25 °C to 8.2 L/m2.h at 80 °C) with a sharp increase of salt rejection from 8 to 93% by increasing the annealing temperature. The main aim of annealing the membranes at high temperatures is to enhance their demineralizing performance. Heating is the most important factor controlling the final properties of CA membranes and for the preparation of good semi-permeable membranes [37].

Effect of annealing temperature on the performance of the prepared membranes (CA-2), testing pressure 50 bar, 35 g/l NaCl solution at ~ 25 °C
The curing temperature at which membranes are subjected can be determined by the required application and the composition of the casting solution. The additive assists to possess the polymeric chains to be separated from each other until gelation of membrane beneath layer is formed. So, when the membrane subjected to elevated pressure during use, certain parts of the beneath layer may collapse, causing a highly compacted substructure. This infrastructure will increase resistance of the membrane to water flow through it and if the compaction is non-uniform, it will damage the skin layer. To avoid this problem, membranes are annealed at high temperatures, where polymer inter-intra chain spaces are decreased and the system will be stabilized (low energy state) causing membrane matrix consolidation [37, 38]. Deterioration in desalination performance and water flux was lower when membranes were annealed at elevated temperatures.
Anti-biofouling properties of prepared membrane
Figure 8 indicates the adhesion of the bacterial cells to the membrane surface. It is clearly seen that the blank cellulose acetate membrane (Fig. 8-(a)) contains large number of the bacterial cells which are strongly adhered to the membrane surface. The adhered cells of bacteria on the membrane surface were significantly decreased by increasing the concentration of chitosan nanoparticles in the membranes matrix and surface (Fig. 8 (b-d)). These results indicate that the membrane containing chitosan nanoparticles have enhanced antibacterial properties.

SEM of attached bacteria on membranes a) CA-0, b) CA-1, c) CA-2, d) CA-8
We can conclude that the obtained results are in accordance with the earlier results described by a number of research teams [26, 39, 40] which mentioned that chitosan and chitosan nanoparticles have antifouling and antibacterial properties. An interesting studies by Pan et al., and Ardila et al. revealed that, chitosan usually used against various targets organisms as bacteria, viruses, fungi and algae. In general, the effect of molecular weight of chitosan on the activity is an important parameter and the type of microorganism also has a significant character [41, 42].
Conclusion
The preparation of cellulose acetate RO membranes with and without chitosan nano-particles was studied. The results indicated that the addition of chitosan nano-particles increase the water flux largely with enhanced effect on the salt rejection of the membranes. The water flux increased from 6 L/m2.h for blank (CA-0) membrane to about 18 L/m2.h to (CA-2) containing 2% by weight chitosan nanoparticles, followed with increase the salt rejection from 89 to 94% for artificial seawater (35 g/L NaCl). The optimum condition for obtaining good RO membrane with enhanced desalting properties can achieve with immersion the casted solution without any evaporation time with addition of 2% chitosan nanoparticles and annealing the obtained membrane in 80 °C water bath. The membranes of CA that contains nano-particles of chitosan showed better resistance for bacterial adhesion to the membrane surface.
Data Availability
The data used to support the findings of this study are included within the article.
References
Etemadi H, Yegani R, Babaeipour V (2016) Study on the reinforcing effect of nanodiamond particles on the mechanical, thermal and antibacterial properties of cellulose acetate membranes. Diam Relat Mater 69:166–176. https://doi.org/10.1016/j.diamond.2016.08.014
Baker RW (2004) Membrane technology and applications. Wiley, England
Abdelhamid AE, Khalil AM (2019) Polymeric membranes based on cellulose acetate loaded with candle soot nanoparticles for water desalination. J Macromol Sci Part A Pure Appl Chem 56:153–161. https://doi.org/10.1080/10601325.2018.1559698
Goetz LA, Jalvo B, Rosal R, Mathew AP (2016) Superhydrophilic anti-fouling electrospun cellulose acetate membranes coated with chitin nanocrystals for water filtration. J Memb Sci 510:238–248. https://doi.org/10.1016/j.memsci.2016.02.069
Powell LC, Hilal N, Wright CJ (2017) Atomic force microscopy study of the biofouling and mechanical properties of virgin and industrially fouled reverse osmosis membranes. Desalination 404:313–321. https://doi.org/10.1016/j.desal.2016.11.010
Nagaraj V, Skillman L, Li D, Ho G (2018) Review – Bacteria and their extracellular polymeric substances causing biofouling on seawater reverse osmosis desalination membranes. J Environ Manage 223:586–599. https://doi.org/10.1016/j.jenvman.2018.05.088
Prihasto N, Liu QF, Kim SH (2009) Pre-treatment strategies for seawater desalination by reverse osmosis system. Desalination 249:308–316. https://doi.org/10.1016/j.desal.2008.09.010
Ben-Sasson M, Lu X, Bar-Zeev E, Zodrow KR, Nejati S, Qi G, Giannelis EP, Elimelech M (2014) In situ formation of silver nanoparticles on thin-film composite reverse osmosis membranes for biofouling mitigation. Water Res 62:260–270. https://doi.org/10.1016/j.watres.2014.05.049
Otitoju TA, Saari RA, Ahmad AL (2018) Progress in the modification of reverse osmosis (RO) membranes for enhanced performance. J Ind Eng Chem 67:52–71. https://doi.org/10.1016/j.jiec.2018.07.010
Isawi H (2018) Development of thin-film composite membranes via radical grafting with methacrylic acid/ ZnO doped TiO2 nanocomposites. React Funct Polym 131:400–413. https://doi.org/10.1016/j.reactfunctpolym.2018.08.018
Abdelhamid AE, Elawady MM, El-Ghaffar MAA, Rabie AM, Larsen P, Christensen ML (2015) Surface modification of reverse osmosis membranes with zwitterionic polymer to reduce biofouling. Water Sci Technol Water Supply 15:999–1010. https://doi.org/10.2166/ws.2015.055
Marrez DA, Abdelhamid AE, Darwesh OM (2019) Eco-friendly cellulose acetate green synthesized silver nano-composite as antibacterial packaging system for food safety. Food Packag Shelf Life 20:100302. https://doi.org/10.1016/j.fpsl.2019.100302
Elhalawany N, Wassel AR, Abdelhamid AE, Elfadl AA, Nouh S (2020) Novel hyper branched polyaniline nanocomposites for gamma radiation dosimetry. J Mater Sci Mater Electron. https://doi.org/10.1007/s10854-020-02884-z
Abdelwahab NA, El-Nashar DE, El-Ghaffar MAA (2011) Polyfuran, polythiophene and their blend as novel antioxidants for styrene- butadiene rubber vulcanizates. Mater Des 32:238–245. https://doi.org/10.1016/j.matdes.2010.06.003
Abd El-Ghaffar MA, El-Nashar DE, Youssef EAM (2003) Maleic acid/phenylene diamine adducts as new antioxidant amide polymers for rubber (NR and SBR) vulcanizates. Polym Degrad Stab 82:47–57. https://doi.org/10.1016/S0141-3910(03)00161-7
Song HM, Zhu LJ, Zeng ZX, Xue QJ (2018) High performance forward osmosis cellulose acetate (CA) membrane modified by polyvinyl alcohol and polydopamine. J. Polym. Res. 25:159. https://doi.org/10.1007/s10965-018-1555-x
El-Shahat M, Abdelhamid AE, Abdelhameed RM (2020) Capture of iodide from wastewater by effective adsorptive membrane synthesized from MIL-125-NH2 and cross-linked chitosan. Carbohydr Polym 231:115742. https://doi.org/10.1016/j.carbpol.2019.115742
Wang X, Huang S, Wang Y, Wei P, Chen Y, Xia Y, Wang Y (2017) Eco-friendly cellulose acetate butyrate/poly(butylene succinate) blends: crystallization, miscibility, thermostability, rheological and mechanical properties. J. Polym. Res. 24:16. https://doi.org/10.1007/s10965-016-1165-4
Wu H, Li T, Liu B, Chen C, Wang S, Crittenden JC (2018) Blended PVC/PVC-g-PEGMA ultrafiltration membranes with enhanced performance and antifouling properties. Appl Surf Sci 455:987–996. https://doi.org/10.1016/j.apsusc.2018.06.056
A. Ghaee, M. Shariaty-Niassar, J. Barzin, A.F. Ismail, Chitosan/Polyethersulfone Composite Nanofiltration Membrane for Industrial Wastewater Treatment, 2013.
Waheed S, Ahmad A, Khan SM, Gul SE, Jamil T, Islam A, Hussain T (2014) Synthesis, characterization, permeation and antibacterial properties of cellulose acetate/polyethylene glycol membranes modified with chitosan. Desalination 351:59–69. https://doi.org/10.1016/j.desal.2014.07.019
Arthanareeswaran G, Kumar SA (2010) Effect of additives concentration on performance of cellulose acetate and polyethersulfone blend membranes. J Porous Mater 17:515–522. https://doi.org/10.1007/s10934-009-9319-y
Zhang A, Zhang Y, Pan G, Xu J, Yan H, Liu Y (2017) In situ formation of copper nanoparticles in carboxylated chitosan layer: Preparation and characterization of surface modified TFC membrane with protein fouling resistance and long-lasting antibacterial properties. Sep Purif Technol 176:164–172. https://doi.org/10.1016/j.seppur.2016.12.006
Liu C, Bai R (2006) Preparing highly porous chitosan/cellulose acetate blend hollow fibers as adsorptive membranes: Effect of polymer concentrations and coagulant compositions. J Memb Sci 279:336–346. https://doi.org/10.1016/j.memsci.2005.12.019
Kong M, Chen XG, Xing K, Park HJ (2010) Antimicrobial properties of chitosan and mode of action: A state of the art review. Int J Food Microbiol 144:51–63. https://doi.org/10.1016/j.ijfoodmicro.2010.09.012
Bagheripour E, Moghadassi AR, Hosseini SM, Ray MB, Parvizian F, Bruggen Van der B (2018) Highly hydrophilic and antifouling nanofiltration membrane incorporated with water-dispersible composite activated carbon/chitosan nanoparticles. Chem Eng Res Des 132:812–821. https://doi.org/10.1016/j.cherd.2018.02.027
Worthley CH, Constantopoulos KT, Ginic-Markovic M, Markovic E, Clarke S (2013) A study into the effect of POSS nanoparticles on cellulose acetate membranes. J Memb Sci 431:62–71. https://doi.org/10.1016/j.memsci.2012.12.025
Vercellino T, Morse A, Tran P, Song L, Hamood A, Reid T, Moseley T (2013) Attachment of organo-selenium to polyamide composite reverse osmosis membranes to inhibit biofilm formation of S. aureus and E. coli. Desalination 309:291–295. https://doi.org/10.1016/j.desal.2012.10.020
Liu PS, Chen Q, Wu SS, Shen J, Lin SC (2010) Surface modification of cellulose membranes with zwitterionic polymers for resistance to protein adsorption and platelet adhesion. J Memb Sci 350:387–394. https://doi.org/10.1016/j.memsci.2010.01.015
El-Sayed AA, Amr A, Kamel OMHM, El-Saidi MMT, Abdelhamid AE (2020) Eco-friendly fabric modification based on AgNPs@Moringa for mosquito repellent applications. Cellulose 8:14. https://doi.org/10.1007/s10570-020-03355-8
Li F, Fei P, Cheng B, Meng J, Liao L (2019) Synthesis, characterization and excellent antibacterial property of cellulose acetate reverse osmosis membrane via a two-step reaction. Carbohydr Polym 216:312–321. https://doi.org/10.1016/j.carbpol.2019.04.026
Moghazy RM, Labena A, Husien S, Mansor ES, Abdelhamid AE (2020) Neoteric approach for efficient eco-friendly dye removal and recovery using algal-polymer biosorbent sheets: Characterization, factorial design, equilibrium and kinetics. Int J Biol Macromol 157:494–509. https://doi.org/10.1016/j.ijbiomac.2020.04.165
Liu C, Bai R (2005) Preparation of chitosan/cellulose acetate blend hollow fibers for adsorptive performance. J Memb Sci 267:68–77. https://doi.org/10.1016/j.memsci.2005.06.001
Ghaseminezhad SM, Barikani M, Salehirad M (2019) Development of graphene oxide-cellulose acetate nanocomposite reverse osmosis membrane for seawater desalination. Compos Part B Eng 161:320–327. https://doi.org/10.1016/j.compositesb.2018.10.079
Ngo TMP, Nguyen TH, Dang TMQ, Tran TX, Rachtanapun P (2020) Characteristics and antimicrobial properties of active edible films based on pectin and nanochitosan. Int. J. Mol. Sci. 21:2224. https://doi.org/10.3390/ijms21062224
Kusworo TD, Budiyono AL, Wibowo AI, Harjanto GD, Yudisthira AD, Iswanto FB (2014) Cellulose acetate membrane with improved perm-selectivity through modification dope composition and solvent evaporation for water softening. Res J Appl Sci Eng Technol 7:3852–3859. https://doi.org/10.19026/rjaset.7.742
Su J, Yang Q, Teo JF, Chung TS (2010) Cellulose acetate nanofiltration hollow fiber membranes for forward osmosis processes. J Memb Sci 355:36–44. https://doi.org/10.1016/j.memsci.2010.03.003
Manjikian S (1967) Desalination Membranes from Organic Casting Solutions. Ind Eng Chem Prod Res Dev 6:23–32. https://doi.org/10.1021/i360021a004
Weng R, Chen L, Lin S, Zhang H, Wu H, Liu K, Cao S, Huang L (2017) Preparation and characterization of antibacterial cellulose/chitosan nanofiltration membranes. Polymers (Basel). 9:116. https://doi.org/10.3390/polym9040116
Zidan TA, Abdelhamid AE, Zaki EG (2020) N-Aminorhodanine modified chitosan hydrogel for antibacterial and copper ions removal from aqueous solutions. Int J Biol Macromol 158:32–42. https://doi.org/10.1016/j.ijbiomac.2020.04.180
Ardila N, Daigle F, Heuzey MC, Ajji A (2017) Antibacterial activity of neat chitosan powder and flakes. Molecules 22(1):100. https://doi.org/10.3390/molecules22010100
Pan C, Qian J, Fan J, Guo H, Gou L, Yang H, Liang C (2019) Preparation nanoparticle by ionic cross-linked emulsified chitosan and its antibacterial activity. Colloids Surfaces A Physicochem Eng Asp 568:362–370. https://doi.org/10.1016/j.colsurfa.2019.02.039
Acknowledgement
The author would like to thank National research Centre for contribution in completion of this work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflicts of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
High lights: (1) Cellulose acetate membranes were prepared via phase-inversion technique; (2) The membranes blended with chitosan nano-particles showed enhanced water flux and salt rejection properties; (3) The cellulose membranes modified with chitosan nano-particles exhibited remarkable antifouling properties to bacterial attack.
Rights and permissions
About this article

Cite this article
El-Ghaffar, M.A.A., Elawady, M.M., Rabie, A.M. et al. Enhancing the RO performance of cellulose acetate membrane using chitosan nanoparticles. J Polym Res 27, 337 (2020). https://doi.org/10.1007/s10965-020-02319-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-020-02319-7