
Abstract
The present paper reports and compares the processing and various properties of carbon/epoxy multi-scale composites developed incorporating vapor-grown carbon nanofibres (VCNFs) and single-walled carbon nanotubes (SWCNTs). CNFs and SWCNTs (0.5–1.5 wt. %) were dispersed within epoxy resin using a combination of ultrasonication and mechanical stirring in the presence of a non-ionic surfactant and the nanomaterial/resin dispersions were used to impregnate carbon fabrics in order to develop multi-scale composites. Various properties of multi-scale composites such as mechanical, dynamic mechanical, thermal transmission and wear performance were characterized and reported. It was observed from the experimental results that SWCNTs needed much longer dispersion treatment as compared to CNFs; however, the improvement in properties in case of CNT based multi-scale composites was also much higher. Incorporation of up to 1.5 wt. % of CNT within carbon/epoxy composites led to improvements of 46 % in elastic modulus, 9 % in tensile strength, 150 % in breaking strain, 170 % in toughness, 95 % in storage modulus (at 25 °C), 167 % in thermal conductivity and also significant improvements in the wear performance of composites. Additionally, a simplified modeling approach based on the micromechanical equations showed that the multi-scale composites, especially containing SWCNTs, presented elastic modulus very close to the predicted values.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Carbon nanofibres (CNFs) and nanotubes (CNTs) are being widely researched for use as reinforcements of composite materials due to their outstanding physical properties [1–7]. Reinforcement of various matrices with these nanomaterials proved very effective to enhance their mechanical and thermo-mechanical performance and also to introduce many attractive properties such as excellent thermal and electrical conductivity, electromagnetic shielding, strain and damage sensing, etc. [1–7]. More recently, attempts are being directed to improve the performance of conventional fibre reinforced composites using CNFs and CNTs. In these composites, as the matrix is reinforced both by conventional fibres (such as glass or carbon) as well as reinforcements with nano-scale dimensions (CNF, CNT or other nanomaterials), the resulting composites are known as multi-scale composites [8–32]. Till date, multi-scale composites have been fabricated using two different approaches, either (a) incorporating the nanomaterials within the conventional fibres by directing growing, spraying, coating or depositing through electrophoresis [8–11], before impregnation with the matrix systems or (b) dispersing within the matrix systems [12–32]. Although very crucial and challenging step of nanomaterial dispersion within matrix [33] is eliminated in the first approach, the matrix dominated properties are more likely to improve using the second approach, in which nanomaterials are distributed all over the matrix and therefore, have been studied more frequently. Multi-scale composites with improved properties such as in-plane mechanical behaviour, fracture toughness, inter-laminar shear strength, thermo-mechanical properties, electrical and thermal conductivity and wear performance have been reported in the literature. Various types of nano-reinforcements such as CNF, different types of CNT (single walled, multi-walled, double-walled), nano clay, nano graphite, etc. have been used in these composites and the extent of property enhancement was also different depending on the type and concentration of nanomaterials, functionalization and processing conditions. Dispersion of nanomaterials, especially for the nanomaterials having high surface area like CNF and CNT, was reported as one of the key parameters in these various studies influencing the results, even more than the inherent properties of the nanomaterials, and therefore, the use of different dispersion techniques by different researchers made it impossible to compare the performance of multi-scale composites developed using different nanomaterials. For example, use of an efficient dispersion route (combination of ultrasonication with high speed mechanical stirring at 2,000 rpm) in our previous studies [27] led to development of CNF based multi-scale composites having much higher mechanical properties than previously reported CNT based multi-scale composites [23–25], although CNT has much better mechanical properties as compared to CNF. However, when we fabricated SWCNT based multi-scale composites using the same dispersion approach, the CNT based composites showed much higher in-plane mechanical properties at much lower concentrations as compared to CNF based multi-scale composites [28]. This indicates that if properly dispersed, CNT has much higher potential to improve mechanical properties of composite materials. However, in the above mentioned studies, we focused only on the mechanical properties which strongly depend of nanomaterial dispersion. Therefore, we tried to achieve excellent dispersion of very low concentrations of nanomaterials (CNF up to 0.5 wt. % and CNT up to 0.1 wt. %) using a lengthy and intensive dispersion technique which significantly reduced the aspect ratio of nanomaterials. Therefore, in the present research, VCNFs and SWCNTs were dispersed using a milder dispersion route (combination of ultrasonication with low speed mechanical stirring in the presence of surfactant) and at much higher concentrations (up to 1.5 wt. %) to achieve considerable improvements in other important properties as well, such as thermal and electrical conductivity, thermo-mechanical properties and abrasion and wear behaviors. Moreover, an attempt has been made in this research to compare the processability and performance of CNF and CNT based multi-scale composites prepared using same concentrations of nanomaterials and using the same processing conditions. To the author’s knowledge, no study has been performed on this issue till date. This study will be helpful to make a selection between these two nanomaterials considering the cost and performance while developing multi-scale composites for a particular application.
Experimental
Raw materials
Plain weave carbon fabric (RY90-16, 3 k × 3 k, 668 g/m2) was supplied by Cixi Sealing Spacer Material Factory, China. CNF (Pyrograf PR24AGLD) was purchased from Applied Sciences Inc. (Ohio, USA) and SWCNT was supplied by Carbolex Inc. (Pennsylvania, USA). Properties of CNFs and SWCNTs are listed in Table 1 and their morphology is provided in Fig. 1. The epoxy resin (DGEBA type) was supplied by Sigma Aldrich (India) and a polyamine type hardener (diethylenetriamine, DEH 20) purchased from Dow Chemicals (India) was used in the ratio of 1:4 (hardener: epoxy) to cure the epoxy resin. Non-ionic surfactant Polyoxyethylene 8 lauryl ether (30 % w/v, purchased from Loba Chemie Pvt. Ltd, India) was used for the dispersion of carbon nanomaterials and, AR grade acetone supplied by Qualigens Fine Chemicals (India) was used in ratio of 1:3 (acetone: epoxy) to dilute the epoxy resin in order to get required viscosity.

Morphology of VCNF (a) and SWCNT (b) as observed by transmission electron microscope
Dispersion of CNF and SWCNT
CNFs and SWCNTs (0.5 wt. % to 1.5 wt. %) were dispersed into the epoxy resin (mixed with acetone and hardener) using a combination of mechanical stirring and ultrasonication in the presence of non-ionic surfactant. Ultrasonication was carried out at 20 kHz frequency in a bath sonicator (Elma, Transonic Digital S) at a temperature maintained below 40 °C using ice. Mechanical stirring was carried out at a speed of 1,000 rpm using a mechanical stirrer having 3 specially designed propeller type blades. Surfactant was used at concentration of 0.2 %, decided based on our previous studies [26, 30]. Curing of epoxy resin did not start during the dispersion step as the resin was mixed with acetone (solvent), which dissolved the resin. The evaporation of acetone was restricted during the dispersion step by maintaining low temperature (˂40 °C) and also sealing the beakers using parafilm and teflon tape. The period of mechanical stirring and ultrasonication treatment were varied and their effect on the nanomaterial dispersion was studied using Optical microscopy (Leica DMLP) in cured thin films, in order to find the most suitable dispersion route for achieving homogeneous dispersion.
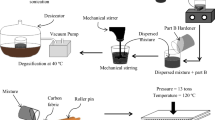
Fabrication of composites
In order to characterize the level of dispersion achieved through the used dispersion routes, thin films were prepared using CNF and CNT dispersed resins and then dried overnight at room temperature, followed by curing at 150 °C for 2 h. In order to avoid resin flow which increases the chance of CNT re-agglomeration (commonly occurs in case of vacuum assisted resin infusion technique), multi-scale composites were fabricated using hand layup technique which allows minimum resin flow during composite fabrication. Carbon fabrics, cut in to rectangular pieces, were impregnated by pouring and spreading the resin (neat or CNF/CNT containing) over the fabrics and consolidating them using a roller, and subsequently stacked in the form of laminates (0/0/0). After drying, the samples were cured in a compression molding machine (Carver Laboratory Press, Fred C. Carver Inc., Model No. 2627) at 80 °C for 2 h, followed by post curing at 150 °C for 2 h. The average fiber content after curing was calculated as 41 % by volume with an average void content of 2 % determined by the density measurements. Neat carbon/epoxy and multi-scale composites were fabricated using the same process conditions (resin volume, fabric dimensions, number of fabric layers, impregnation process, drying and curing conditions, etc.) in order to keep the same fibre volume and void fractions. The surfactant and solvent (acetone) used during the dispersion process were removed during the curing and post curing process and their absence was confirmed from the thermo-gravimetric analysis of the composite specimens.
Characterization
Dispersion of CNF and SWCNT within cured resin was studied using an optical microscope (Leica DMLP) in transmission mode. Tensile tests were carried out in Zwick Z010 UTM according to ASTM D3039-76 standard. Cured resin containing CNFs and CNTs were fractured using the tensile testing machine and the fracture surfaces were studied with the help of Scanning electron microscope (SEM, Stereoscan D360, Cambridge Instruments), in order to investigate the dispersion of CNFs and CNTs. Also, distribution of CNFs and CNTs within the cured epoxy resin was studied using the phase imaging technique of Atomic Force Microscope (AFM, Digital Instruments NanoScope).
Dynamic mechanical analysis (DMA, 3-point bending configuration) was carried out in Perkin-Elmer DMA7 instrument in the temperature range of −30 °C to 200 °C using a static load of 200 mN, dynamic load of 160 mN, frequency of 1Hz and at a scanning rate of 10 °C/min.
Through-thickness thermal conductivities were measured in Alambeta instrument (Czech Republic). The composite samples were placed between two plates, one of which was kept at ambient temperature and the other one was heated to a constant temperature (40 °C) above the ambient temperature. The heat fluxes crossing between the two faces of sample were recorded to evaluate the thermal parameters.
Abrasion resistance of the carbon/epoxy composites was measured in Linear Abrasive Wear Tester (Magnum Engineers, India). The schematic diagram of this tester is provided in Fig. 2. The coefficient of friction, weight loss and thickness loss were calculated after the test to find the wear properties of the prepared composites. Composites having twelve layers of fabric were used in the abrasion testing. One directional linear abrasive tests were carried out at a speed of 2,000 mm/min with the following parameters: (a) wear track length—400 mm, (b) track—5, (c) load—20 N, (d) abrasive grade—220 (Carborundum) and (e) sample size—10 mm × 10 mm.

Schematic diagram of linear abrasive wear tester showing various parts
Results and discussion
Dispersion of carbon nanofibre
The dispersion of CNFs in epoxy resin prepared using combination of ultrasonication and mechanical stirring in presence of 0.2 % surfactant is shown in Fig. 3. It can be observed that the increase in the duration of ultrasonication and mechanical stirring resulted in improved homogeneity and removal of large CNF clusters. The dispersions obtained in case of (c) and (d) were quite homogeneous and showed presence of individually dispersed CNFs. Therefore, the dispersion route used in case of (c), i.e. 1 h mechanical stirring followed by 2 h ultrasonication and 1 h mechanical stirring was enough to achieve a good quality dispersion and therefore, used for fabrication of multi-scale composites. Good dispersion of CNFs was also observed in the fracture surface of cured epoxy resin containing CNFs (prepared using the above dispersion route), as shown in the high magnification SEM micrographs provided in Fig. 4(c) and (d). Very rough features observed in the fracture surface of CNF containing epoxy, as shown in the low magnification SEM micrograph (Fig. 4a), was the result of frequent change in the crack propagation pattern due to presence of well dispersed CNFs. Similarly, CNFs were also found well distributed in the fracture surface of multi-scale composites and were located both on the carbon fibre surface as well as in the interstices between the carbon fibres, as can be seen from Fig. 5. AFM phase image of the cured epoxy samples also exhibited homogeneous distribution of CNFs all over the matrix, as shown in Fig. 6(a), in which CNFs are indicated by arrows.

Dispersion of CNF in epoxy resin using a 1 h stirring and 1 h Sonication, b 1 h stirring and 2 h Sonication, c 1 h stirring, 2 h Sonication and 1 h stirring and d 1 h stirring, 3 h Sonication and 1 h stirring

Fracture surface of cured epoxy resin (observed by SEM) containing a 0.5 % CNF at low magnification, b 0.5 % CNT at low magnification, c 0.5 % CNF at high magnification, d 1.0 % CNF at high magnification, e 0.5 % CNT at high magnification and f 1.5 % CNT at high magnification

Fracture surface of multi-scale composites showing distribution of CNFs

AFM phase image of cured epoxy resin showing distribution of a 0.5 % CNF and b 0.5 % CNT
Dispersion of carbon nanotube
The dispersions of CNT in epoxy resin prepared using combination of ultrasonication, mechanical stirring and surfactant is shown in Fig. 7. Similar to the case of CNFs, in this case also an increase in the treatment duration led to increase in dispersion homogeneity and reduction in the size of CNT agglomerates. However, as compared to CNFs, the dispersion of CNT was extremely difficult and good quality dispersion (f) was achieved only after a long treatment period, i.e. 4 h stirring followed by 6 h ultrasonication and 5 h mechanical stirring. As CNTs were not visible clearly in the optical micrographs, the dispersion of CNT prepared using this route has also been studied using SEM from the fracture surface of cured epoxy containing CNTs, as shown in Fig. 4(e) and (f). It can be observed that CNTs were uniformly dispersed in the fracture surface without any agglomeration. This resulted in a very rough fracture surface as observed in the low magnification SEM micrograph (Fig. 4b). Very uniform distribution of CNTs was also evident from the AFM phase image of cured epoxy resin, as shown in Fig. 6(b). The black dots are the CNT ropes consisting of about 50 CNTs.

Dispersion of SWCNT in epoxy resin prepared using a 1 h stirring, b + 3 h stirring, c + 2 h sonication, d 4 h stirring + 6 h sonication + 2 h stirring with 0.2 % surfactant, e + 2 h stirring and f + 1 h stirring
Tensile properties
The tensile test results of neat carbon/epoxy and multi-scale composites are listed in Tables 2 and 3. It can be observed that the elastic modulus improved significantly (up to 34 %) with addition of CNF. However, the improvement in the tensile strength was only marginal (3.6 %), whereas breaking strain decreased considerably (up to 53 %). On the other hand, the addition of CNT led to much higher improvement in elastic modulus (46 %) as compared to CNF. The improvement in tensile strength was also higher (9 %) in this case. Also, it was very interesting to note that addition of CNT resulted in strong improvement (up to 150 %) in the breaking strain of the composites unlike CNFs which led to significant reduction of breaking strain. This was attributed to the to the fact that CNTs have much higher flexibility and breaking elongation (5 %) as compared to CNFs (only 1.5 %). Moreover, the improvements in elastic modulus and tensile strength were also higher in case of CNT due to much better mechanical properties and reinforcing capability of CNTs when dispersed homogeneously within the matrix.
However, there are mixed results reported in the literature about the mechanical property enhancement of multi-scale composites. In most of the studies, no improvement was observed in the in-plane mechanical properties due to addition of CNF or CNT [23, 24]. However, in few studies, some improvements in mechanical properties were observed, although the extent of improvement was different in different studies. The primary reason for such discrepancies is probably the dispersion issue of CNFs and CNTs and also the nanomaterial/matrix interface. As in-plane mechanical properties strongly depend on the nanomaterial dispersion, achievement of good dispersion resulted in improved mechanical properties in some cases, whereas in other cases the improvement was not achieved due to unsatisfactory dispersion. Recently, we reported very high improvements of mechanical properties through dispersion of very low concentrations of CNF (up to 0.5 %) and SWCNT (up to 0.1 %) using a dispersion route which combines ultrasonication and high speed mechanical stirring (2,000 rpm) [27, 28]. The improvements of tensile modulus and strength were 37 % and 18 % for CNF and 95 % and 31 % for SWCNTs. Moreover, we also observed that improvement of nanomaterial/matrix interface through acid functionalization further improved the mechanical properties [29]. In the present study, however, we avoided using mechanical stirring at very high speed in order to reduce damage to the nanomaterials and used a nonionic surfactant to disperse much higher concentrations of nanomaterials (up to 1.5 wt. %). Although improvement in mechanical properties was higher when using homogeneously dispersed lower concentrations of nanomaterials, attempt was made in this study to disperse higher concentrations to achieve considerable improvements in other important properties such as dynamic mechanical behaviour, thermal conductivity, wear performance, etc. One important benefit of dispersing CNTs within the matrix, as observed in the present study, was the improvement in breaking strain along with modulus and strength. This resulted in strong improvement in the toughness of the composites, as shown in Fig. 8. As compared to the neat carbon/epoxy composites, toughness improved by 170 %, while a decrease in toughness was observed in case of CNF based multi-scale composites. Similar to other studies, here also we believe that improvement in in-plane properties of carbon/epoxy composites through CNF and CNT addition was due to the reinforcing effects of CNF and CNT as well as improved carbon fibre/epoxy matrix interface in presence of these nanomaterials [27, 28].

Influence of carbon nanomaterial % on the toughness of carbon/epoxy composites
A simplified approach [27, 30] for predicting elastic modulus of woven composites (neglecting the effect of weave and considering the composites to have two sections placed at 90° to each other, in which the axial section consists of the axial or warp yarns and matrix and the transverse section consists of the transverse or weft yarns and matrix and calculating the elastic modulus of composites from the equal contribution of warp section’s axial modulus and weft section’s transverse modulus predicted using the equal strain treatment or “rule of mixtures” and equal stress treatment or “Reuss model” respectively) showed that the neat carbon epoxy composites had much lower elastic modulus than the predicted values (Fig. 9) and the incorporation of nanomaterials, especially CNTs, led to strong rise in the composite modulus reaching very close to the predicted values. It is also worth mentioning that predicted modulus calculated using the above approach based on the reinforcing effects of CNF and CNT did not show much change with the increasing nanomaterial content, but the experimental modulus was strongly influenced by the incorporation of nanomaterials. This indicates that some other factors (besides the reinforcing effect of nanomaterials) were also responsible for such strong improvement in elastic modulus such as the improved fibre/matrix interface in the presence of nanomaterials or any other phenomenon which has not been explored till now.

Predicted and experimental elastic modulus of neat carbon/epoxy and multi-scale composites: a CNF based and b CNT based
Dynamic mechanical analysis (DMA)
CNF based multi-scale composites
The storage modulus curves for neat carbon/epoxy and multi-scale composites are provided in Fig. 10. It can be observed that incorporation of CNF led to increase in the storage modulus both in the glassy and rubbery state. A strong improvement in the storage modulus can be observed in glassy state below the glass transition temperature (Tg). Storage modulus improved by 30 % at 25 °C with addition of 1.5 % CNF. The storage modulus increased as the CNFs suppressed the movements of nearby molecular chains and the force transmitted to the strong CNFs due to interaction between CNFs and epoxy molecules [34]. However, above Tg, the amplitude of molecular motion was so high that the contact between the molecular chains and CNFs was impossible, leading to less force transfer between them and, as a result storage modulus increased only marginally in the rubbery state [35]. The loss modulus of neat carbon/epoxy and multi-scale composites is shown in Fig. 11. It can be observed that loss modulus also increased with increase in nanofiber content. Loss modulus represents the damping characteristics of the composites and is a measurement of unrecoverable oscillation energy dissipation per cycle. In the multi-scale composites, energy dissipation was better due to interfacial friction between the CNFs and epoxy matrix, resulting in better damping properties. Presence of CNFs, however, resulted in slight decrease in the Tg of the composites, as can be seen from Tan delta curves presented in Fig. 12.

Storage modulus of carbon/epoxy composites containing different CNF %

Loss modulus of carbon/epoxy composites with different CNF %

Tan-delta curves of carbon/epoxy composites containing different CNF %
This decrease in Tg was probably due to the reduction in cross-linking density of epoxy due to presence of CNFs. Reduction of epoxy cross-linking density due to CNFs and CNTs has been reported by other researchers also [35]. In our study we verified this fact by estimating the uptake of solvent by cured composites after dipping in to the solvent for 2 days. It was observed that the acetone uptakes by neat carbon/epoxy and multi-scale composites with 0.5 %, 1.0 % and 1.5 % CNF were 18 %, 20 %, 22 % and 23 %, respectively. A higher uptake of acetone in case of multi-scale composites represented lower degree of matrix cross-linking and thus resulted in lower Tg, as compared to neat composites.
CNT based multi-scale composites
It can observed from Fig. 13 that similar to the case of CNF based multi-scale composites, the addition of CNT within epoxy matrix led to strong improvement in the storage modulus of carbon/epoxy composites. However, the improvement in storage modulus due to addition of CNT was much higher as compared to CNFs. At 25 °C, storage modulus improved by 95 % through addition of 1.5 wt. % CNT. The higher improvement in case of SWCNTs was attributed to their higher surface area and better mechanical properties as compared to the CNFs. Moreover, the loss modulus of carbon/epoxy composites also increased strongly with the addition of CNTs and the increase was more as compared to the case of CNFs (Fig. 14). Therefore, CNT based multi-scale composites exhibited better energy dissipation and damping behaviour as compared to the neat carbon/epoxy and CNF based multi-scale composites. Similar to CNF addition, the addition of CNT also led to slight decrease in Tg due to reduction in epoxy cross-linking density, as can be noticed from the Tan delta curves presented in Fig. 15. However, in case of very low concentration of CNT (0.5 wt. %), probably the CNTs were dispersed individually and therefore, could impose much higher restrictions to the segmental movements of epoxy molecular chains and therefore, raised the Tg of the matrix [34]. In case of higher concentrations, although dispersion was homogeneous, it was not possible to disperse CNTs individually and therefore, Tg of the composites decreased due to reduced cross-linking.

Storage modulus of carbon/epoxy composites containing different SWCNT %

Loss modulus of carbon/epoxy composites containing different SWCNT %

Tan delta curves of carbon/epoxy composites containing different SWCNT %
Thermal transmission properties
The thermal transmission parameters of neat carbon/epoxy and multi-scale composites are provided in Tables 4 and 5. It can be observed that incorporation of both CNF and CNT within epoxy matrix resulted in improved thermal conductivity and absorptivity and reduced thermal resistance and diffusivity. Thermal conductivity improved by 35 % and 167 % due to addition of 1.5 % CNF and CNT respectively. One principal reason for improvement of thermal conductivity due to addition of CNF or CNT is the improvement of epoxy matrix conductivity. This is obvious as the thermal conductivity of CNF (20 W m−1 K−1) and CNT (1,200 W m−1 K−1) is much higher than the epoxy matrix (0.1 W m−1 K−1) and therefore, their dispersion within epoxy matrix brings down the thermal resistance of the matrix. Another reason for improvement of thermal conductivity in multi-scale composites can be the formation of a three dimensional conducting network of carbon fibres which are linked in the matrix by the CNFs or CNTs.32 The improvement in thermal conductivity in case of CNT addition was much higher due to much higher thermal conductivity of SWCNTs as compared to CNFs. Moreover, thermal conductivity improved in our study continuously with the addition of CNF or CNT unlike the trend observed in the study carried out by Tzeng et al. [31], in which thermal conductivity improved up to the maximum extent through dispersion of only 0.1 wt. % CNF and, further increase in CNF content drastically deteriorated the conductivity due to improper CNF dispersion and agglomeration. This indicates that the use of an efficient dispersion route in our study made it possible to homogeneously disperse both CNFs and CNTs up to 1.5 wt. %, resulting in much higher improvement in thermal conductivity than that obtained in the study conducted by Tzeng et al. [31] (17 %). However, the improvement in thermal conductivity of multi-scale composites by dispersing CNFs in epoxy matrix was similar to that obtained by dispersing CNFs in phenolic matrix using the same dispersion route, as observed in our previous study [35]. This revealed that the dispersion of carbon nanomaterials is an important factor in deciding the thermal conductivity of multi-scale composites, similar to mechanical properties.
The strong rise in thermal conductivity through dispersion of CNF and CNT will be helpful to dissipate the accumulated heat on the outer surface of carbon/epoxy composites during their application in the body of a sports car, aircraft outer shell, etc. In these applications, the tremendous friction with air at very high speed generates high amount of heat, which may cause crack, loss in strength, delamination etc., if not dissipated properly.
Abrasion and wear performance
The wear properties of neat carbon/epoxy and multi-scale composites are listed in Table 6. It can be observed from Table 6 that the incorporation of carbon nanomaterials into the carbon/epoxy composites resulted in significant reduction in weight and thickness losses with respect to neat carbon/epoxy composites. Additionally, the wear performance was better in case of CNT based multi-scale composites. The improvement of wear performance of various matrices such as polyethylene, epoxy through CNT addition has already been reported [36]. The improvement of local compressive and shear strength of matrix due to presence of CNTs or CNFs was the probable reason for lower wear loss, as indicated in these studies. However, a slight increase in frictional coefficient is also expected due to increase in shear strength and surface roughness due to presence of CNTs/CNFs. As a result, multi-scale composites exhibited higher co-efficient of friction than neat carbon/epoxy composites. However, as per the research conducted by Zhang et al. [36], when the surface coverage area of CNTs is higher, they can also act as solid lubricant and lower down the frictional co-efficient of matrix. Probably, as the surface coverage area was higher in case CNTs as compared to CNFs, the frictional coefficient of the CNT based multi-scale composites was lower as compared to CNF based multi-scale composites. However, increase in frictional co-efficient due to carbon nanomaterial addition may be advantageous for force transmission end uses i.e. for gear/discs. But in other applications, for example, the outer shell of an automobile or aircraft, the frictional co-efficient and wear loss both should be low. Multi-scale composites have reasonably compatible coefficient of friction with very low weight loss compared to pure carbon/epoxy composite. So these composites can be considered for such applications also.
Conclusions
The present study reports the development of CNF and CNT based carbon/epoxy multi-scale composites and characterization of various properties such as tensile, dynamic mechanical, thermal transmission and wear performance. Following conclusions can be drawn from this research:
-
(1)
CNFs and SWCNTs (up to 1.5 wt. %) both can be dispersed within epoxy resin using a combination of ultrasonication with mechanical stirring, in the presence of a non-ionic surfactant (0.2 %). However, a short dispersion treatment (1 h stirring followed by 2 h sonication and 1 h stirring) was sufficient to achieve a homogeneous dispersion of CNF; whereas SWCNTs were dispersed homogeneous only after a long dispersion treatment (4 h stirring followed by 6 h ultrasonication and 5 h mechanical stirring).
-
(2)
In-plane mechanical properties such as elastic modulus and tensile strength were improved significantly (34 % and 4 % in case of CNF and 46 % and 9 % in case of SWCNT) through dispersion of both CNF and CNT. However, the improvements were much higher in case of CNT. In addition, CNT was also found to be effective in improving the breaking strain (150 %) and toughness (170 %) of carbon/epoxy composites unlike CNFs which led to a deterioration of breaking strain and toughness.
-
(3)
Storage and loss modulus of carbon/epoxy composites improved strongly (30 % and 95 % improvement in storage modulus at 25 °C) with the addition of CNF and CNT, indicating better thermo-mechanical behaviour and damping performance. In this case also, CNT was found more effective than CNFs. However, Tg of the composites was slightly reduced after CNF and CNT addition, due to reduction in matrix cross-linking density.
-
(4)
Multi-scale composites exhibited much better thermal transmission properties as compared to the neat carbon/epoxy composites. Thermal conductivity improved by 35 % and 167 % through addition of 1.5 wt. % of CNF and CNT respectively.
-
(5)
Addition of CNF and CNT strongly influenced the wear performance of carbon/epoxy composites. Multi-scale composites showed lower loss of weight and thickness when subjected to wear tests as compared to the neat composites and the CNT-based multi-scale composites performed better. However, incorporation of CNF and CNT resulted in slight increase in the co-efficient of friction (more in case of CNF) of carbon/epoxy composites.
In conclusion, it can be said that the processing of SWCNT based multi-scale composites is more difficult as compared to CNF based composites due to the lengthy dispersion process of CNT; however, SWCNTs were found much more effective in enhancing various properties of conventional composites. Therefore, a choice has to be made to select either CNF or SWCNT for fabrication of multi-scale composites, considering the cost of raw materials, processability and performance.
References
Al-Saleh MH, Sundararaj U (2009) Carbon 47:2–22
Rana S, Alagirusamy R, Joshi M (2009) J Reinf Plast Compos 28:461–487
Khare R, Bose S (2005) J Miner Mater Charact Eng 4:31–46
Xie XL, Mai YW, Zhou XP (2005) Mater Sci Eng R 49:89–112
Szleifer I, Rozen RY (2005) Polymer 46:7803–7818
Lau KT, Hui D (2002) Compos Part B 33:263–277
Thostenson ET, Ren Z, Chou T (2001) Compos Sci Technol 61:1899–1912
Agnihotri P, Kar KK (2007) Annual Technical Conference—ANTEC. Cincinnati (Ohio, USA). p. 2191–2195
Bekyarova E, Thostenson ET, Yu A, Kim H, Gao J, Tang J, Hahn HT, Chou TW, Itkis ME, Haddon RC (2007) Langmuir 23:3970–3974
Thostenson ET (2002) J Appl Phys 91:6034–6037
Park JK, Do IH, Askeland P, Drzal LT (2008) Compos Sci Technol 68:1734–1741
Hussain M, Nakahira A, Niihara K (1996) Mater Lett 26:185–191
Shahid N, Villate RG, Barron AR (2005) Compos Sci Technol 65:2250–2258
Siddiqui NA, Woo RSC, Kim JK, Leung CCK, Munir A (2007) Compos Part A 38:449–460
Chowdhury FH, Hosur MV, Jeelani S (2006) Mater Sci Eng A 421:298–306
Dean D, Obore AM, Richmond S, Nyairo E (2006) Compos Sci Technol 66:2135–2142
Chisholm N, Mahfuz H, Rangari VK, Ashfaq A, Jeelani S (2005) Compos Struct 67:115–124
Cho J, Chen JY, Daniel IM (2007) Scripta Mater 56:685–688
Iwahori Y, Ishiwata S, Sumizawa T, Ishikawa T (2005) Compos Part A 36:1430–1439
Zhou Y, Pervin F, Jeelani S, Mallick PK (2008) J Mater Process Technol 198:445–453
Green KJ, Dean DR, Vaidya UK, Nyairo E (2009) Compos Part A 40:1470–1475
Yokozeki T, Iwahori Y, Ishiwata S (2007) Compos Part A 38:917–924
Godara A, Mezzo L, Luizi F, Warrier A, Lomov SV, van Vuure AW, Gorbatikh L, Moldenaers P, Verpoest I (2009) Carbon 47:2914–2923
Gojny FH, Wichmann MHG, Fiedler B, Bauhofer W, Schulte K (2005) Compos Part A 36:1525–1535
Qiu J, Zhang C, Wang B, Liang R (2007) Nanotechnology 18:275708
Joshi M, Bhattacharyya A (2004) Nanotech 2004 Technical Proceedings 3:308–311
Rana S, Alagirusamy R, Joshi M (2011) Compos Part A 42:439–445
Rana S, Alagirusamy R, Joshi M (2011) J Nanosci Nanotechnol 11:7033–7036
Rana S, Alagirusamy R, Joshi M (2012) J Appl Polym Sci 125:1951–1958
Bhattacharyya A, Rana S, Parveen S, Fangueiro R, Alagirusamy R, Joshi M (2013) J Appl Polym Sci 129:2383–2392
Tzeng S, Lin Y (2006) Composites 44:1624
Kim YA, Kamio S, Tajiri T, Hayashi T, Song SM, Endo M, Terrones M, Dresselhaus MS (2007) Appl Phys Lett 90:093125
Garg P, Singh BP, Kumar G, Gupta T, Pandey I, Seth RK, Tandon RP, Mathur RB (2011) J Polym Res 18:1397–1407
Sun LH, Ounaies Z, Gao XL, Whalen CA, Yan ZG (2011) J Nanomaterials 307589:1–8
Montazeri A, Montazeri N, Farzaneh S (2011) Int J Polym Anal Charact 16:199–210
Zhang LC, Zarudi I, Xiao KQ (2006) Wear 261:806–811
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Rana, S., Bhattacharyya, A., Parveen, S. et al. Processing and performance of carbon/epoxy multi-scale composites containing carbon nanofibres and single walled carbon nanotubes. J Polym Res 20, 314 (2013). https://doi.org/10.1007/s10965-013-0314-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-013-0314-2