
Abstract
Porous alumina ceramic was prepared by freeze casting method using tert-butyl alcohol as the solvent. The as–prepared porous alumina ceramic possessed long straight porous structure. The non-dendrite pore feature was quite distinguished from that prepared based on common solvents such as water and camphene. The porosity of the ceramic could be regulated through the solid loading. When the solid loading in the slurry was 20 vol%, the porosity of the alumina ceramic was 65%. With decreasing the solid loading, the porosity of the alumina ceramic increased linearly. The relationship between the total porosity (P) and initial solid loading (X) can be expressed as P = 98.8−1.7X. The ultra-high porosity of 82% could be achieved when the solid loading was 10 vol%. Moreover, the density of the porous alumina ceramic with the porosity of 82% was even lower than water’s. The compressive strength of the porous alumina ceramic with the porosity of 63 and 82% was determined to be 37.0 and 2.6 MPa, respectively.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Freeze-casting [1–4] has received broad attention as a simple and versatile fabrication technique of porous structures, and generally offers a wider range of pore characteristics compared to other conventional fabrication methods such as foam or wood replication[5, 6], direct foaming [7], gel casting [8] and others [9]. Water [1–3] and camphene [4, 10] are common solvents in freeze-casting process. However, these two solvents exhibit some drawbacks during freeze casting. For example, water possesses relative high surface tension, low vapor pressure and obvious volumetric expansion. Camphene has relatively high melting point (44–48 °C) [4], and is not compatible well with common organic solvent additives.
As a common freeze-drying solvent in pharmaceutical techniques, tert-butyl alcohol (TBA) possesses high saturation vapor pressure, low surface tension force, and near-room-temperature melting point. Therefore, TBA may be a superior candidate as solvent due to requiring the minimal addition of heat in the non-freezing mixing and solidification process. This is because that, compared with camphene-based freeze casting, the preparation and casting of the TBA-based slurry can be carried out at near room temperature, thus the whole process is handled much easily. Secondly, compared with water-based freeze-casting, the freeze and sublimation of TBA can be conducted by very simple sets. Furthermore, unlike the dendrite structure of frozen water or camphene, TBA presents a form of long straight ice prisms without any branches. The unique microstructure of unidirectional porous ceramics is important for specific applications such as infiltration [11].
Up to now, very few researchers [11–14] turned their consideration to TBA as a solvent during freeze casting. Porous alumina ceramic has been prepared via freeze-gel casting by Chen et al. [11]. The acrylamide (AM, a toxic organic compound) was employed as monomer, TBA as solvent. By using the solid loading of 25 vol%, they prepared the porous alumina ceramic with the porosity of ~52%. In the preparation, TBA was removed through the sublimation rather than the volatilization. This step might limit further decreasing of the solid loading and correspondingly increasing of the porosity. Yang et al. [13] investigated the relationship between sintering temperature and porosity. Hu et al. [14] investigated the influence of freezing temperature on porosity. Up to date, the influence of solid loading on the properties of porous ceramics, such as porosity and strength, has not been investigated. Also it is still a considerable challenge and significance to prepare non-dendrite long straight porous ceramics with ultra-high porosity via decreasing the solid loading in the TBA-based freeze casting.
In the present work, porous alumina ceramics were prepared by using TBA-based freeze-casting method. In the dilute alumina/TBA slurry, the solid loading was selected in the range of 10–20 vol%. The relationship between the solid loading content and the porosity of the as-prepared ceramic was investigated. Notably, the preparation of porous alumina ceramic with ultra-high porosity was achieved.
2 Experimental procedures
2.1 Materials
Commercially available alumina powder with an average particle size of 0.3 μm and TBA (Chemical purity, Sinopharm Chemical Reagent Co. Ltd., Shanghai, China) were used as the ceramic framework and the freezing solvent, respectively. Citric acid and polyvinyl butyral were used as the dispersant and binder, respectively.
2.2 Preparation processing
The alumina/TBA slurry with different alumina content of 10, 15 and 20 vol% was mixed by magnetic stirring in the water bath at 30 °C for 24 h. The prepared warm slurry was then poured into a polyethylene cylinder with the diameter of ~8 mm. The bottom face of the mold was held below 0 °C while the top was held around the room temperature. The frozen sample was demoulded and sublimated at ~0 °C for 24 h using the water pump. Sintering was carried out in air at 600 °C for 1 h. The sample was heated at a constant heating rate of 1 °C min−1 to 600 °C to burn out the binder, then heated at 10 °C min−1 to 1,500 °C. After 2 h sintering, the sample was cooled down to room temperature in furnace.
2.3 Characterization
The bulk density and porosity of sintered bodies were determined using the water displacement method based on the follow formulas:
where, ρb and ρth represent the bulk density and theory density of the sample, Po and Pc are the open porosity and close porosity of the sample, respectively. P represents the total porosity of the sample and equals the total of Po and Pc. m1 is the weight of the sample dried at 100 °C ± 5 °C for 3 h in the oven; m2 and m3 are the weight of the sample in water and in air after water saturated in boiling water for 3 h, respectively. The weight of the sample was measured using an analysis balance (DSJ 120-4, China) with a sensitivity of 10−4 g.
The microstructure of the sintered body was observed by scanning electron microscopy (SEM; LEO, Oberkochen, Germany). To determine the unidirectional compression strength of the as-prepared porous alumina bulk, cylinder-like samples with diameter of ~6 mm and height of ~8 mm were prepared. The compressive strength was measured by a universal testing machine with a crosshead speed of 0.5 mm/min.
3 Results and discussion
The macro- and micro-morphologies of sintered alumina ceramics prepared from the slurry with the different solid loading were investigated carefully. Figure 1a shows a typical macro-morphology of sintered porous Al2O3 ceramic prepared from a suspension with 15 vol% solid loading. No visible defects such as cracks or distortion were observed. The good shape tolerance may be attributed to removing of TBA via sublimation rather than volatilization. Figure 1b and c present cross-sectional SEM micrographs of the sample at low and high magnifications, showing aligned straight pore features in a long-range order. The size of the unidirectional pore channels changed little from the top to bottom. The pores presented a form of long straight prisms without any branch. Notably, the length of the channel was over millimeter. This pore feature was quite distinct from the dendrite morphology favorably formed in the application of water or camphene as solvent. Usually, the porous structure is a replica of original solvent structure. When water is used as solvent, the porous ceramic exhibits lamellar porous structure due to the anisotropic interface kinetics of ice [2, 3]. When camphene is used as solvent, the porous ceramic presents dendritic channels, this is because that camphene can forms dendrites during solidification under a certain temperature gradient [4]. Under the condition of applying TBA as solvent, the appearance of the non-dendrite pore morphology may attributes to that TBA normally forms long straight ice prisms without any branches when solidified at a certain freezing temperature [11]. In the freezing process, the alumna powders happened to concentrate due to repelling by the growing TBA ice crystal [10], and the channel walls formed between the TBA ice crystals. After sintering, these channel walls became almost fully dense (Fig. 1d).

Macro- and micro-morphologies of the porous Al2O3 ceramic prepared from 15 vol% solid loading. a Optical image; b horizontal cross-section at low magnification; c horizontal cross-section at high magnification; d image of the ceramic walls
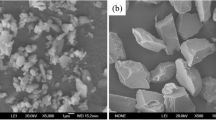
Figure 2a–c show the pore morphologies of sintered alumina ceramics with the solid loading of 10–20 vol% under the viewing condition of that solidification direction is perpendicular to the picture. It is obvious that with decreasing the solid loading, the porosity and pore size increased, while the sintered alumina walls became thinner. The highly aligned prism pores indicate that they formed in the parallel direction to the freezing process. Moreover, none of the samples showed any notable defects, such as cracks and pores in the sintered alumina walls. Similar to camphene-based freeze casting [4], the ceramic walls also could be achieved by using very low initial ceramic content in TBA-based freeze casting. These dense walls were also observed in the vertical direction of the growth of the TBA ice (as shown in Fig. 2d). Unlike the circular cross sections in aqueous or camphene-based freeze-casting [2, 4, 15], these pore channels showed straight polygonal cross sections.

Vertical cross sections of porous alumina ceramic with different solid loading of a 10 vol%, b 15 vol%, c 20 vol%, d the details of ceramic walls in c
This channel structure existed throughout the sintered body as shown in Figs. 1 and 2. Penetrating channels were aligned unidirectionally over a long range in the parallel direction of the TBA-freezing. These facts further certified that during solidification, the ceramic particles were rejected by the solid–liquid interface and concentrated ahead of the advancing interface.
The bulk density of the fabricated samples was determined by the Archimedes’ method, the measured data are list in Table 1. The sample acquired from 10 vol% slurry was so light that its bulk density was even lower than water’s (1 g cm−3). The open porosity, closed porosity and total porosity are also shown in Table 1. It can be seen that the total porosity is closed to open porosity, indicating that the unidirectional pores penetrate the whole cylinder samples in the horizontal direction.
As the initial alumina content decreased from 20 to 10 vol%, the total porosity linearly increased from 65 to 82%, as shown in Fig. 3. The relationship between the total porosity (P, in percentage) and initial solid loading (X, in vol%) can be expressed as follow:
This result indicates that the total porosity can easily be tailored by adjusting the initial alumina content in the alumina/TBA slurry. In addition, it can be deduced from Eq. 5, total dense alumina may be synthesized when the initial alumina content is 58 vol%. The conclusion is quite in accordance with that obtained based on camphene as solvent [16]. It should be noted that the possible sublimation of the molten TBA during slurry mixing and freeze casting is not considered in the above equation.

Porosity and compressive strength of the porous alumina ceramic as a function of the solid loading
The initial solid loading affects the total porosity of the sintered alumina bulk obviously, also affects its compressive strength. The evolution of the compressive strength of the sintered alumina bulk with the initial solid loading is also presented in Fig. 3. As the initial solid loading decreased from 20 to 10 vol%, the compressive strength decreased from 37.0 to 2.6 MPa. Yoon et al. [4] prepared porous alumina by using freeze casting taking camphene as solvent. As the porosity decreased from 82 to 65%, the compressive strength increased from 11 to 50 MPa. For the porous alumina with the same porosity of 73% in our work and in Yoon’s work, the measured compressive strength was quite close (22.7 and 25 MPa, respectively). However, for the porous alumina with the porosity of 65 and 82%, it had a lower compressive strength in our work than in Yoon’s work. It should be noted that the sintering was conducted at higher temperature (1,600 °C) for longer time (3 h) in Yoon’s work. In fact, it can be seen from Figs. 1 and 2 that the porous alumina prepared by us possessed dense ceramic walls, its compressive strength can be recognized to be not weak.
4 Conclusion
In summary, the TBA-based freeze-casting technique was successfully used to fabricate high porous alumina ceramic with long straight pores. The porosity of the as-prepared porous alumina bulk could be adjusted through the solid loading. As the initial alumina content decreased from 20 to 10 vol%, the porosity increased from 65 to 82%, while the compressive strength declined from 37.0 to 2.6 MPa.
References
M. Fukushima, M. Nakata, Y. Zhou, T. Ohji, Y. Yoshizawa, J. Eur. Ceram. Soc. 28, 1389 (2008)
S. Deville, E. Saiz, A.P. Tomsia, Acta Mater. 55, 1965 (2007)
S. Deville, E. Saiz, R.K. Nalla, A. Tomsia, Science 311, 15 (2006)
B.H. Yoon, W.Y. Choi, H.E. Kim, J.H. Kim, Y.H. Koh, Scripta Mater. 58, 537 (2008)
X. Zhang, T. Takahashi, K.S. Vecchio, Mat. Sci. Eng. C. 29, 2003 (2009)
P. Greil, T. Lifka, A. Kaindl, J. Eur. Ceram. Soc. 18, 1961 (1998)
A.R. Studart, U.T. Gonzenbach, E. Tervoort, L.J. Gauckler, J. Am. Ceram. Soc. 89, 1771 (2006)
G.Y. Meng, H.T. Wang, W.J. Zheng, X.Q. Liu, Mater. Lett. 45, 224 (2000)
B.P. Kumar, H.H. Kumar, D.K. Kharat, J. Mater. Sci. 16, 681 (2005)
D.R. Uhlmann, B. Chalmers, K.A. Jackson, J. Appl. Phys. 35, 2986 (1964)
R.F. Chen, C.A. Wang, Y. Huang, L.G. Ma, W.Y. Lin, J. Am. Ceram. Soc. 90, 3478 (2007)
R.F. Chen, Y. Huang, C.A. Wang, J.Q. Qi, J. Am. Ceram. Soc. 90, 3424 (2007)
T.Y. Yang, H.B. Ji, S.Y. Yoon, B.K. Kim, H.C. Park, Resour. Conserv. Recy. 54, 816 (2010)
L.F. Hu, C.A. Wang, Y. Huang, C.C. Sun, S.Lu, Z.J. Hu, J. Eur. Ceram. Soc. 30, 3389 (2010)
T. Fukasawa, M. Ando, T. Ohji, S. Kanzaki, J. Am. Ceram. Soc. 84, 230 (2001)
K. Araki, J.W. Halloran, J. Am. Ceram. Soc. 88, 1108 (2005)
Acknowledgments
This work was supported by National Natural Science Foundation of China (No. 50771099).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Li, D., Li, M. Preparation of porous alumina ceramic with ultra-high porosity and long straight pores by freeze casting. J Porous Mater 19, 345–349 (2012). https://doi.org/10.1007/s10934-011-9480-y
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10934-011-9480-y