
Abstract
Waste soda-lime glass, alone or mixed with wastes from the manufacturing of glass fibers, was successfully converted into partially crystallized glass foams by a particularly simple and economic processing, consisting of a direct heating of glass powders at temperatures from 900 to 1050 °C. The foaming operated by the oxidation of SiC, inserted as powder additive, was found to depend on a complex combination of processing temperature, soaking time, tendency of the investigated glasses toward devitrification, and amount of MnO2, acting as oxidation promoter. Selected combinations led to foams with a good microstructural homogeneity and mechanical strength, suitable for application as aggregates in lightweight concrete.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The demand for lightweight aggregates, to be used in thermally and acoustically insulating concretes [1], is giving a renewed industrial interest to cellular glasses (also known as glass foams), compared to other insulating materials, such as polymeric foams. In fact, besides a superior chemical and thermal stability, important for durability and safety reasons (the combustion of polymeric foams generally leads to the evolution of potentially toxic gases, while glass foams, due to their inorganic nature, are un-inflammable), the key advantage of the glass foams is their significant mechanical strength [2], to be exploited in cement matrices.
The manufacturing of glass foams is essentially a way for glass recycling [3, 4]. Unlike the first examples, dating back to the 1930s, in the current materials the foaming is not dependent on the direct introduction of gases (blowing) into molten glass [5], but relies on the reaction of powder additives (i.e. foaming agents) embedded in a pyroplastic mass, determined by the viscous flow sintering of fine glass powders [6–8]. This processing allows, besides significant energy savings (the viscous flow occurs at much lower temperatures than those required by the blowing), the introduction of a variety of recycled glasses, like those presented here. It must be noted that the form of pellets or loose pieces, to be used as aggregates, gives additional economic advantages in the processing: the manufacturing of large blocks, in fact, is particularly complicated in the cooling stage, in order to avoid thermal stress failures [2]; in the case of loose pieces, the thermal stress failure is even exploited for the rupture of large glass foam sheets into small fragments [9].
This study focuses on three kinds of glasses. The first, and the most important, consists in waste soda-lime glass, i.e. a by-product of glass recycling. Although recommended for limiting the consumption of energy and natural raw materials, the usage of scrap glass in manufacturing new glass articles is possible only after an expensive sorting step, aimed at the separation of glass from other materials, like metallic or ceramic contaminants. This separation leads to a fraction of almost pure glass, ready for the industry, and a fraction enriched in contaminants, which remains practically unemployed, and is mostly landfilled [10]. The Italian company SASIL [11] has been treating, under a proprietary process, this kind of waste since 2005, developing a refined waste soda-lime glass named “glassy sand”, to be used as secondary raw material, in a quantity of about 180,000 ton/year.
The other two glasses consist of industrial residues from the manufacturing of glass fibres; these two glasses belong to the CaO–Al2O3–SiO2 system, and they differ from each other mostly on the basis of the B2O3 content. Due to remarkable dimensions of the market of glass fibres, there are large amounts (about 10,000 ton/year) of waste glasses without any application.
This article illustrates a project of application of all these waste glasses in cellular glasses, developed by the usage of SiC as foaming agent, coupled with MnO2. Due to the observed properties, the foams are quite ready for a large scale industrial production and application as aggregates in lightweight concrete.
2 Experimental procedure
The chemical compositions of the waste glasses employed are reported in Table 1. All the glasses were considered after milling to a size below 50 μm. Soda-lime glass (SL) or mixtures of soda-lime glass and the other two glasses (F1 and F2) were added with SiC (mean particle size <2 μm), at a fixed concentration of 2 wt%, and MnO2 powder (reagent grade, average particle size of about 5 μm, Mallinckrodt Chemical Inc., St. Louis, MO, USA), in various amounts. Batches were obtained by dry mixing the components in a planetary mill for 30 min. Uniaxial pressing was conducted at 40 MPa in a laboratory press, and cylindrical pellets of 32 mm in diameter and 5 mm thick were obtained. The specimens were then fired in air, in an electric laboratory furnace, with direct insertion at different maximum temperatures (in the range from 900 to 1050 °C) and with different soaking times (from 15 to 60 min). Natural convection inside the furnace was used for cooling.
Compressive strength was measured using an UTM machine (Instron 1121, Norwood, MA, USA) with a crosshead speed of 1 mm/min on prismatic samples with an average size of 8 mm × 8 mm × 3 mm, cut from foamed cylindrical pellets. The bulk density of the foams was determined geometrically on prismatic samples before mechanical testing. At least five tests were conducted for each specimen. The morphology of the foams was studied by means of optical and scanning electron microscopy (SEM, Philips XL 30, Eindhoven, The Netherlands) and the crystalline phases present in the foamed pieces were assessed using X-ray diffraction (Bruker AXS D8 Advance, Karlsruhe, Germany), employing CuKα radiation (0.15418 nm). The diffraction patterns were analyzed by means of the Match! Program package (Crystal Impact GbR, Bonn, Germany), using data from PDF-2 database (International Center for Diffraction Data—ICDD, Newtown Square, PA).
3 Results and discussion
The amount of SiC, 2 wt%, is equal to that of commercial foams, used as aggregates for concrete [12]. However, the present foams feature a secondary foaming component, consisting of MnO2. This component is aimed at improving the homogeneity of the foaming provided by SiC. In fact SiC, like other C-containing compounds, causes the foaming of softened glass by oxidation, with the development of CO and CO2 gases [2]. SiC reacts with the oxygen in the furnace atmosphere: while the oxygen is directly available at the surface of pellets, the reaction inside the body depends on the diffusion of oxygen via the porosity available. The amount of oxygen present inside the glass pellets, upon softening (at temperatures above T g) may not be sufficient to complete the oxidation reaction. MnO2 was added as an “oxidation promoter”, active in providing some extra oxygen, as recently shown for Si3N4 [13]. Commercial foams may contain, as oxidation promoters, some sulphates (as an example CaSO4, i.e. gypsum) [2, 9, 12], being reduced to sulphites and sulphides. The usage of MnO2 is intended to avoid the development of noxious gases. The role of the oxide relies on the fact that Mn is a metal with multiple valence state (Mn4+, Mn3+, and Mn2+) [14]: the oxide with the highest valence state, MnO2 (pyrolusite), decomposes into oxides with a lower valence state (Mn2O3, Mn3O4, and MnO) and oxygen [15]. If we consider the complete reduction (due to the presence of a reducing agent, such as a C-containing compound), we have the largest release of oxygen, as follows:
If the oxidation of SiC would be caused only by the complete reduction of MnO2 into MnO (to be dissolved in the glass), we would obtain:
Since MnO2 is not the only source for oxygen, the amount of this oxide, for a homogeneous foaming, may be significantly lower than that predicted by Eq. 2. In a previous investigation [10] it was shown that the oxidation promotion may occur even for a MnO2/SiC weight ratio of about 1/3. This fact was the reason for the usage of MnO2 in a minimum quantity of 0.7 wt% (the content of SiC being 2 wt%); other foams were prepared by doubling and doubling the MnO2 content (1.4, 2.8, and 5.6 wt%), with the exception of the samples with a content of 8.4 wt%, corresponding to the MnO2 amount predicted by Eq. 2.
Figure 1 summarizes the effects of processing temperature, time and content of oxidation promoter for waste soda-lime glass. It has to be highlighted that, in order to simulate a particularly economic industrial process, the foaming was achieved by a direct treatment at a temperature in the range of 900–1050 °C; unlike other experiences, reported in the literature [16, 17], two step treatments (nucleation and growth of bubbles) were not applied.

Density/temperature/oxidation promoter plot for glass foams from waste soda-lime glass (the numbers near the symbols refer to the MnO2 content, in wt%—Triangles: 60 min; Circles: 30 min; Stars: 15 min)
With the same formulation, the evolution of glass/SiC/MnO2 mixtures was found to depend on a delicate balance of processing temperature and time. It must be remembered that a proper selection of the most suitable temperature for the foaming process is of basic importance, since glass viscosity (strongly dependent on temperature) and foaming temperature are strictly related. The optimum range of foaming temperatures must be selected considering, on the one hand, the necessary foam stability—controlled by viscosity—and, on the other hand, the internal cell structure, which should be characterized by homogeneous pores, with regular shape and size, and with very thin separating walls [18]. At the selected temperature, there is a significant decrease of density, due to gas release, with increasing soaking time; however, if the soaking time is excessively long, the density increases, due to the beginning of the coalescence of small cells into larger ones [19]. The coalescence is favoured by the reduction of surface energy, and the dissolution of small cells into larger ones is generally associated to the thickening of cell walls [2, 10, 13, 20].
The two cases of 0.7 wt% and 5.6 wt% MnO2 are particularly interesting. With 0.7 wt% MnO2 we observe a dramatic decrease of density, from 0.9 to 0.4 g/cm3, with increasing foaming temperature, from 900 to 1000 °C, coherently with a decrease of glass viscosity. The temperature for a density of 0.4 g/cm3 is 950 °C for a soaking time of 60 min, 1000 °C for 30 min. For a MnO2 content of 5.6 wt%, the density of 0.3 g/cm3 (see the horizontal line in Fig. 1) is achieved for 60 min at 950 °C, 20 min at 1000 °C, and 15 min at 1050 °C. The point for a MnO2 content of 5.6 wt%, 30 min at 1000 °C, corresponding to a density of about 0.35 g/cm3, much higher than that achieved for the same MnO2 content and temperature for 20 min, reveals the occurrence of cell coalescence.
The addition of MnO2 adds complexity to the time/temperature balance. Figure 1 shows that MnO2 effectively promotes the oxidation only at a relatively low temperature of 950 °C, with a relatively long soaking time of 60 min. Under these two conditions, in fact, the density is quite inversely dependent on the MnO2 content. Higher temperatures probably enhance the oxidation of SiC, so that it is active even without any oxidation promoter. A shorter time at 950 °C, i.e. 30 min, gives an anomalous trend (the density is minimized for a MnO2 content of 0.7 wt%).
Figure 2 illustrates the microstructural changes associated to different foaming conditions. For the same MnO2 content of 5.6 wt%, the foam obtained after 60 min at 950 °C, shown in Fig. 2a, features a quite homogeneous cellular structure, with most pores having a diameter <0.5 mm, while foams obtained at 1000 °C, shown in Fig. 2c (20 min) and Fig. 2d (30 min) exhibit several larger pores, indicating some cell coalescence. A significant coalescence is also observed for the foam obtained after 60 min at 950 °C for a MnO2 content of 8.4 wt% (Fig. 2b): since MnO2 is not the only source for oxygen, some gas coming from the reduction of MnO2 into MnO is not useful for the oxidation of SiC, but acts like a secondary foaming gas (the decomposition of MnO2 into MnO may be exploited even as the only foaming reaction, as shown by Ducman et al. [21]).

Optical stereomicroscope images of selected glass foams from waste soda-lime glass
A fundamental criterion for evaluating foams obtained by different processing conditions, as previously shown [13], is the compressive strength. Classical models for compressive strength of foams, provided by Gibson and Ashby [22, 23], predict the dependence of strength (σcr) on the flexural strength of the solid phase (σfs) and, above all, on the relative density (ρr), i.e. the ratio between bulk density and true density, as a combination of exponential and linear terms, as follows:
The quantity (1 − Φ) expresses the fraction of solid in the cell walls; if the foam is open-celled, the pores are fully interconnected, with material only on the cell edges, so that Φ = 1 (1 − Φ = 0) and the exponential term is dominant; on the contrary, for a closed-cell foam, Φ is lower, with the solid phase constituting mostly the cell walls, thus enhancing the linear term. Glass foams, however, are not perfect closed-cell foams. Previous investigations [10, 20, 24] showed that the strength is fitted by relatively high values for the Φ parameter, especially for foams with a poor homogeneity; in fact, inhomogeneous foams generally feature thick and porous cell walls, possessing a low mechanical strength.
If we consider the specific compressive strength, i.e. the ratio between compressive strength and bulk density (the true density is practically constant), foams with the same density may possess different values, due to their homogeneity. Inhomogeneous foams, associated to high Φ values, are more sensible to the exponential term of Eq. 3, so that they possess low specific compressive strength values. As reported by Table 2 (reporting the properties of the lightest foams, i.e. those which could be used as reference for industrial production) the specific strength is effectively maximized by the most homogeneous foams, i.e. those obtained after 60 min at 950 °C and with a MnO2 content not exceeding 5.6 wt%. With 5.6 wt% MnO2 the foaming at 1000 °C for 20 min is equivalent to that at 950 °C for 60 min for the density, but not for the strength (there is a decrease of specific strength of about 50%, not comprised within the standard deviation).
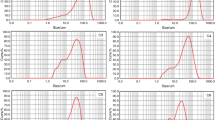
The specific strength has a quite anomalous increase (from 3.4 to 6.0 MPa cm3/g) when passing from 20 to 30 min at 1000 °C with 5.6 wt% MnO2. Although with a poor statistical significance (as shown by Fig. 2 the two foams are not homogeneous, so that they feature a large data scatter), the increase could be attributed to the fact that the glass foams partially crystallized. Figure 3 evidences the formation of wollastonite (CaSiO3, ICDD PDF # 84-0654), which effectively increases when passing from 20 to 30 min at 1000 °C (see the height of wollastonite main peak, at 2θ ~ 30°). The partial crystallization increases the strength of the solid phase to be considered in Eq. 3, reasonably due to the residual stresses associated to the different coefficient of thermal expansion between crystals and glass matrix. The crystallization of wollastonite is quite unusual for soda-lime glass: to our opinion the formation of the specific phase is associated to the very high specific surface of foams (wollastonite is a well-known surface nucleating specie) and to the proximity of the foaming temperature to the temperature range for wollastonite formation (950–1000 °C) [25]). The introduction of MnO2 could also contribute to the wollastonite formation, if we consider that Mn ions may be incorporated by wollastonite structure (giving origin, as an example, to bustamite \( {\text{Mn}}_{2.25}^{2 + } {\text{Ca}}_{0.75} {\text{Si}}_{3} {\text{O}}_{9} \) [26]); however, patterns with different MnO2 content (not reported here for the sake of brevity) did not show any significant variation of intensity of wollastonite peaks.

X-ray diffraction patterns of selected glass-foams (MnO2 content: 5.6 wt%)
The compressive strength values of the best foams, i.e. those possessing the maximum values of specific strength, fall in the range of those exhibited by commercial foams [9]: due to the selection of processing conditions operated by the microstructural analysis and the calculation of specific strength, the products are effectively almost ready for industrial application (which will be possible after large scale production, to be realized in a specifically designed kiln).
The approach exploited for waste soda-lime glass was applied even to mixtures of glassy sand with F1 and F2 glasses. As shown by Fig. 4, mixtures with 50 wt% soda-lime and 50 wt% F1 glass (SL50–F150) had a poor expansion (the density exceeded 1.2 g/cm3); only mixtures with a lower content of F1 glass, being 25 wt% (SL75–F125), led to foams with densities comparable to those achieved with waste soda-lime glass. The temperature for a substantial foaming moved from 950 to 1000 °C; interestingly, also in this case the same density is achievable with different time/temperature combinations, and the effect of MnO2 is significant at a relatively low temperature, for a relatively long time.

Density/temperature/oxidation promoter plot for glass foams from waste soda-lime glass mixed with F1 and F2 glasses (the numbers near the symbols refer to the MnO2 content, in wt%—Triangles: 60 min; Circles: 30 min)
The key reason for the increase of foaming temperature is the tendency of F1 glass toward devitrification, visible from the X-ray diffraction of SL75–F125, in Fig. 3, foamed at 1000 °C for 60 min (with 5.6 wt% MnO2, like the foams from SL glass). The more substantial crystallization in the foam with F1 glass, compared to the foams from only SL glass, is consistent with the fact that F1 glass has a calcium alumino-silicate composition (with some B2O3), quite close to that for wollastonite glass–ceramics [25]. Increases in the foaming temperature and the proper mixing with soda-lime glass are necessary to compensate the increases in apparent viscosity provided by crystal inclusions.
Although still under investigation, the glass-ceramic foams from mixtures of glassy sand with F2 glass demonstrated interesting features. As shown by Fig. 3, the mixture with 20 wt% F2 glass (SL80–F220) exhibits a remarkable crystallization, at a lower temperature and with a shorter soaking time than for the mixture with 25 wt% F1 glass (SL75–F125); Fig. 3 evidences also that a secondary phase (sodium–aluminium silicate, Na(AlSiO4), ICDD PDF # 81-2081) formed in addition to wollastonite. Table 3 (again reporting the properties of the lightest foams, i.e. those which could be used as reference for industrial production) reveals that the mixture with F2 glass generally gives higher specific strength values than that with F1 glass.
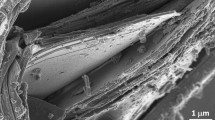
The differences in processing parameters and strength, to our opinion, depend on a different combination of foaming and crystallization. An indication of this behavior may be found in Fig. 5: the cellular structure of SL75–F125 is composed by many round pores, i.e. pores formed in a viscous mass before crystallization; the cellular structure of SL80–F220, on the contrary, is composed of pores with an irregular shape, modified by the crystallization during the foaming. Foams from F1 glass possess larger pores, with also some weakening secondary pores in the cell walls and large openings (Fig. 5a); foams from F2 glass are less homogeneous, but they feature smaller cells (Fig. 5b), favorable to mechanical strength [23].

SEM micrographs of samples SL75F125 1000 °C, 60 min, 5.6 wt% MnO2 (a) and SL80F220 900 °C, 30 min, 5.6 wt% MnO2 (b)
The foams with F1 and F2 glasses are quite comparable to the high compressive strength foams obtained by Tulyaganov et al. [17], prepared by mixing soda-lime glass with small amounts of alkali earth aluminosilicate glass powder, intrinsically prone to be crystallized to anorthite and diopside, and SiC at a concentration of 1 wt%. The best results were obtained for a content of alkali earth aluminosilicate glass of 3 or 5 wt%, leading to very strong foams (the specific strength exceeded 8 MPa cm3/g), while a more substantial addition, 10 wt%, led to foams effectively similar to those obtained from F2 glass mixed with glassy sand (the specific strength was about 6.9 MPa cm3/g). Although generally stronger, it must be noted that the foams obtained by Tulyaganov et al. [17] were obtained by a two step thermal treatment (heating at 5 °C/min up to 900 °C, holding for 30 min, further heating at 5 °C/min up to 950 °C and holding for 30 min), much slower than the treatments here presented; secondly, the “crystallizing glass” was not directly available as a waste, like F1 and F2 glasses.
Even if the foams with F2 glass are not stronger than those obtained from pure glassy sand, they possess a significant advantage in the application as aggregates in concrete. As shown in the literature [27, 28], while glass foams may experience alkali–silica reaction in concrete (which depends on the availability of amorphous silica in the aggregates), partially crystallized foams are expected to be less reactive [24].
4 Conclusions
We may conclude that:
-
1.
The direct heating of glass powders, together with suitable additives, at temperatures from 900 to 1050 °C, was successfully applied to waste soda-lime glass, alone or mixed with wastes from the manufacturing of glass fibres, for the obtainment of glass foams. The process is suitable to valorisation of waste glasses, since it is particularly simple and economic, especially if compared to the processes for high compressive strength foams in the literature.
-
2.
MnO2 effectively promotes the oxidation of SiC, employed as a foaming agent for soda-lime glass, at temperatures below 1000 °C; MnO2 refines the microstructure, in the sense that improves the gas evolution in the glass mass, at relatively low temperatures;
-
3.
The foaming of waste glasses is affected by secondary phenomena, such as cell coalescence and partial devitrification of glass, more substantial for mixtures of soda-lime glass with calcium alumino-silicate glasses;
-
4.
Potential improvements in strength, associated to the partial crystallization, are counterbalanced by the weakening effect of inhomogeneous microstructures.
References
A. Mueller, S.N. Sokolova, V.I. Vereshagin, Construct. Build. Mater. 22, 703 (2008). doi:10.1016/j.conbuildmat.2007.06.009
G. Scarinci, G. Brusatin, E. Bernardo, in Cellular ceramics, structure, manufacturing, properties and applications, ed. by M. Scheffler, P. Colombo (Wiley-VCH, Weinheim, 2005), pp. 158–176
P. Colombo, G. Brusatin, E. Bernardo, G. Scarinci, Curr. Opin. Solid. State. Mater. Sci. 7, 225 (2003). doi:10.1016/j.cossms.2003.08.002
E. Bernardo, G. Scarinci, S. Hreglich, Glass Sci. Technol. 78, 7 (2005)
W.O. Lytle, U.S. Patent 2,215,223, 1940
B.K. Demidovich, Production and application of glass foam (Nauka i Tekhnika, Minsk, 1972)
E.H. Haux, U.S. Patent 2,191,658, 1940
W.D. Ford, U.S. Patent 2,691,248, 1954
J. Hurley, Glass research and development final report: a UK market survey for foam glass. (WRAP, The Waste and Resources Action Programme, 2003), http://www.wrap.org.uk/downloads/AUKMarketSurveyForFoamGlass.ed91e9c7.358.pdf, Accessed 8 Jan 2009
E. Bernardo, R. Cedro, M. Florean, S. Hreglich, Ceram. Int. 33, 963 (2007). doi:10.1016/j.ceramint.2006.02.010
http://www.sasil-life.com/pagine_UK/default_uk.html, Accessed 12 March 2009
http://www.enco.ch/glass.htm, Accessed 8 January 2009
A. Saburit Llaudis, M.J. Orts Tari, F.J. García Ten, E. Bernardo, P. Colombo, Ceram. Int. (2008). doi:10.1016/j.ceramint.2008.10.022
J.E. Post, Proc. Natl. Acad. Sci. USA 96, 3447 (1999). doi:10.1073/pnas.96.7.3447
K.L. Berg, S.E. Olsen, Metall. Mater. Trans. 31B, 477 (2000)
G. Brusatin, G. Scarinci, L. Zampieri, P. Colombo, in Proceedings of the XIXth International Congress on Glass—ICG XIX, vol. 2 (Society of Glass Technology, Edinburgh, 2001), pp. 17–18
D.U. Tulyaganov, H.R. Fernandes, S. Agathopoulos, J.M.F. Ferreira, J. Porous. Mater. 13, 133 (2006)
H. Hojaji, Mater. Res. Soc. Proc. 136, 185 (1989)
A.A. Ketov, in Proceedings of the International Symposium on Recycling and Reuse of Glass Cullet, ed. by R.K. Dhir et al. (Thomas Telford Books, Dundee, 2001), pp. 84–91
E. Bernardo, F. Albertini, Ceram. Int. 32, 603 (2006). doi:10.1016/j.ceramint.2005.04.019
Ducman V, Kovačević M (1997). Key Eng. Mater. 132–136:2264. doi:10.4028/www.scientific.net/KEM.132-136.2264
L.J. Gibson, M.F. Ashby, Cellular solids, structure and properties (Cambridge University Press, Cambridge, 1999), pp. 175–231
E. Bernardo, P. Colombo, in Ceramic science and technology, ed. by R. Riedel, I.-W. Chen, vol. 1 (Wiley-VCH, Weinheim, 2008), pp. 407–442
E. Bernardo, J. Eur. Ceram. Soc. 27, 2415 (2007). doi:10.1016/j.jeurceramsoc.2006.10.003
W. Höland, G.G. Beall, Glass–ceramic technology (The American Ceramic Society, Westerville, 2002), pp. 110–119
http://webmineral.com/data/Bustamite.shtml, Accessed 17 March 2009
S. Fotiadou, M.C. Limbachiya, A.N. Fried, J.J. Roberts, in Sustainable waste management and recycling of glass waste, ed. by M.C. Limbachiya, J. Roberts (Thomas Telford Ltd, London, 2004), pp. 305–312
M.J.M. Moons, K. Van Breugel, in Sustainable waste management and recycling of glass waste, ed. by M.C. Limbachiya, J. Roberts (Thomas Telford Ltd, London, 2004), pp. 197–204
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Bernardo, E., Scarinci, G., Bertuzzi, P. et al. Recycling of waste glasses into partially crystallized glass foams. J Porous Mater 17, 359–365 (2010). https://doi.org/10.1007/s10934-009-9286-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10934-009-9286-3