
Abstract
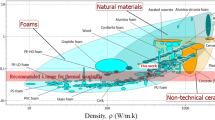
XRD analysis and exfoliation behaviour of Palabora phlogopite flakes supplied by PMC indicate a heterogeneous mineralogical composition dominated by phlogopite and hydrobiotite. 4 M nitric acid leaching for 6 h at 65 °C resulted in amorphous silica flakes with a very high surface area (< 450 m2 g−1). This was used to produce lightweight and high-strength glass foams via a direct foaming method. The best results were obtained with a formulation with borax:waterglass:amorphous silica 23:46:31 wt%. A closed-cell foam with a density of 0.326 g cm−3 and compressive strength of 2.09 MPa was obtained by heating a compacted mixture at ca. 6 K min−1 to 525 °C and keeping it at that temperature for 30 min before allowing it to cool down. These results suggest that the silica waste, obtained from acid leaching of phlogopite waste from mine tailings, could provide a valuable raw material for the manufacture of low-density glass foams.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Phlogopite is a constituent of the pegmatoid ultrabasic rocks found in the Palabora igneous complex [1]. Surface weathering under the influence of percolating water has, over geological time, led to the progressive vermiculitisation of the phlogopite [1]. According to Muiambo et al. [2], Palabora “vermiculite” is chiefly an interstratified material. Hillier et al. [3] identified it as mainly composed of hydrobiotite, a regular 1:1 interstratified vermiculite–biotite previously defined by Brindley et al. [4].
Operations at the Palabora open-pit mine centre on the extraction of copper and phosphate. This has led to the accumulation of an extensive stockpile of “phlogopite”. For now, this is regarded as a waste, but in future, it could be exploited as a potential source of potassium and magnesium. Acid leaching of phlogopite has a long history [5,6,7,8,9,10], and it provides a possible route to the recovery of these elements. The acid-leached residue is a hydrated, layered but disordered, silica with a “distorted” structure [10]. However, macroscopically it still resembles the silicate sheets of the original mineral. Wypych et al. [10] proposed the following model for the formation of this “disordered” silica structure. The removal of the octahedral sheet from the original structures induces distortion in the silica sheets with the tilting of some bonds to produce alternate apical silanol groups. The bonds, which previously connected the octahedral sheet, end up being partially hydroxylated. The final composition of the leached residue approaches H2xSi2O4+x [10].
Glass foam is a porous heat insulating material [11]. It is considered environmentally friendly material because it does not release harmful substances at high temperatures [12]. It shares some properties with metallic foams, including high stiffness at low densities. Compared to polymeric foams, ceramic foams offer acceptable mechanical and thermal insulation properties without the associated fire risk [13]. Additional desirable properties of glass foams include sound absorption, water and steam resistance, chemical inertness, bacteria resistance and being essentially nontoxic [14]. These advantages prompted the exploration of amorphous silica, from acid-leached phlogopite, as raw material for the fabrication of glass foams.
For this application, highly reactive silica could be desirable, and this implies high-porosity, high-surface-area amorphous powders. Leaching with HNO3 should, therefore, be considered as Härkönen and Keiski [6] found that the products obtained in that way were significantly more porous than those resulting from leaching with HCl or H2SO4. They obtained, for phlogopite exhaustively leached with 30% HNO3, maximum values for surface area and total pore volume corresponding to 620 m2 g−1 and 0.46 cm3 g−1, respectively.
Previous investigators explored the optimum conditions for glass foam formation using actual glass powders instead of amorphous silica as the starting material [15,16,17]. Scarinci et al. [14] noted that the particle size of the starting glass powder significantly influences the final density of the glass foam. According to Ducman and Kovačević [18], the particle size of the starting glass must be less than 400 µm; otherwise it halts the foaming process. It is also essential to compact the powder mixture before sintering in order to create a uniform foam structure [14]. The heating rate is another important process variable that influences the properties of glass foams. Scarinci et al. [14] and Bernardo et al. [19] suggested that heating rates between 5 and 10 K min−1 are required for obtaining homogeneous and crack-free glass foams. The final foam density depends on the length of the soak at the sintering temperature [14]. These findings were considered in the experimental programme used to find optimum glass foam formation conditions. This communication reports on the properties of the amorphous silica, obtained by the acid leaching of the phlogopite, as well as glass foams obtained from it.
Materials and methods
Materials
C.C. Imelmann (Pty) Ltd supplied nitric acid 55% (CAS No. [7697-37-2/2]). Pharmaceutical grade sodium tetraborate decahydrate (Na2B4O7·10H2O), also known as borax, was purchased from Dis-Chem. Granular sodium metasilicate pentahydrate (Na2SiO3·5H2O) (CAS No. [2839111004]), also known as waterglass, was supplied by Protea Chemicals (product no: 2839111004). Mandoval Vermiculite (Pty) Ltd donated samples of milled Palabora “vermiculite”. “Phlogopite”, in the form of flake-shaped particles with a golden lustre, was obtained from Palabora Mining Company Ltd (PMC).
Procedures
Phlogopite leaching procedure
The phlogopite flakes were first milled in a Kenwood BL370 Blender to a particle size less than 2.8 mm. Average grinding time was about 10 s per batch, and the oversize was recycled. In a typical leaching experiment, milled phlogopite (20 g) was placed in a beaker containing 200 mL of 4 M HNO3. The solids were suspended in the acid by stirring at 300 rpm. The leaching was conducted at a temperature of 65 ± 5 °C for 6 h. After cooling, the product was washed with 200 mL portions of distilled water until the pH of the filtrate exceeded pH = 2. The recovered solids were dried overnight in a convection oven set at 60 °C. The mass of the solids was always between 8 and 8.2 g after drying. This means near-complete leaching of all the cations from the structure, leaving just a silica “backbone”.
The solids from all the leaching runs were combined and milled in a blender for about 20 s to de-agglomerate any particle clumps. A Fritsch heavy-duty vibratory sieve shaker (model 6580, Idar-Oberstein, Germany) was used to classify the amorphous silica product into particle size fractions corresponding to particle size cuts of 500–250 µm, 250–90 µm and 90–45 µm.
Glass foam preparations
Glass foams were made using combinations of the amorphous silica with the waterglass as the binding and foaming agent together with borax as a fluxing agent. Selected mass ratios of the constituents were calculated based on 5 g total mixture. First, the waterglass was pulverised for about 1 min in a coffee grinder. Next, the borax was added, and the combination was ground for another minute. Finally, the amorphous silica was added to the resultant powder mixture. It was mixed in using vigorous shaking taking particular care that no agglomerates remained.
Initial foaming experiments were conducted in Polytop glass vials (75 mm × 24 mm ϕ) because they can withstand temperatures as high as 800 °C. The mixed powder was poured into the vials and compacted to half the initial height using a steel rod. The compacted samples were sintered in a Carbolite CWF 11/5 muffle furnace capable of a maximum temperature of 1000 °C.
The Polytop vials with the compressed powders were placed in the muffle furnace and subjected to the desired time–temperature protocol. At the end of the dwell time at the chosen soak temperature, the furnace was switched off and the samples allowed to cool down freely. The foams were removed from the furnace when the temperature dropped to below 250 °C. A digital vernier calliper was used to measure the foam height and diameter before and after the completion of the foaming process.
The optimum conditions for the preparation of low-density glass foams were determined using a design of experiment (DOE) approach. The main variables investigated included the amorphous silica particle size (90–4 µm and 250–90 µm); the mixture composition; the initial furnace temperature (25 or 120 °C); the nominal heating rate (6, 10, 19 and 30 °C/min); the final sintering temperature (450, 480, 500, 520 and 550 °C); and the dwell time at this temperature (15 or 30 min). Details of the methods employed and the results obtained are presented elsewhere [20]. Analysis of the results showed that the particle sizes, initial temperatures and the dwell times considered presently had almost no effect on the final glass properties. Therefore, only the main findings relevant to the effect of the remaining process parameters are discussed below.
Once a promising foam formulation and its associated preparation procedure were identified, a steel mould was used to produce larger foam bricks measuring 110 mm × 45 mm × 40 mm.
Characterisation
Foam density and compressive strength
The glass Polytop vials were broken in order to recover the glass foams. These were cut to size with a hacksaw. The surfaces were smoothed with sandpaper to yield cylindrical shapes with dimensions of approximately 16 mm × 22 mm ϕ. The foam density (ρ) was estimated from the mass and the volume calculated from the physical dimensions of the foam. The compressive strength of the foams was determined on a Shimadzu EZ-L universal tensile testing machine fitted with a 5 kN load cell. The test samples were cylinders measuring approximately 16 mm × 22 mm ϕ. The cross head speed was 1 mm min−1. Reported values are averages of duplicate determinations.
Fourier transform infrared spectroscopy (FTIR)
Fourier transform infrared (FTIR) spectra were recorded on a PerkinElmer Spectrum 100 in the attenuated total reflection (ATR) mode. The wave number ranged from 3800 to 600 cm−1. The reported spectra represent averages of 16 scans obtained at a resolution of 4 cm−1.
Thermogravimetric analysis (TGA)
The thermal stability of the leached phlogopite was checked by thermogravimetric analysis (TGA) performed on a Hitachi STA 7000 thermogravimetric analyser. Samples weighing ca. 6 ± 2 mg were placed in open 70-µL alumina pans. They were heated at a rate of 10 K min−1 from ambient to 1000 °C in nitrogen flowing at 50 mL min−1.
Thermomechanical analysis
Thermal expansion measurements were taken on a TA instruments Q400 thermomechanical analyser. A single flake was sandwiched between the flat surface probe and the bottom surface of an alumina pan. The temperature was scanned from 30 to 800 °C in argon at a scan rate of 10 K min−1. Since the objective was to follow the free expansion of the flakes, the lowest possible force (0.001 N) was applied. The expansion relative to the original flake dimension is reported.
Particle size analysis and BET surface area
The particle size distributions of the powders were determined with a Malvern Mastersizer 3000. BET surface areas of the leached phlogopite powders were determined with a Micromeritics TriStar II 3020.
X-ray fluorescence (XRF)
X-ray fluorescence (XRF) spectroscopy analyses were performed on powders milled to a fine particle size (< 75 µm). The moisture content was determined by weighing an accurate mass of approximately 3 g of powder into an alumina crucible. The crucible was then heated in an oven at 100 °C for 2 h. After that, the dehydrated samples were roasted at 1000 °C overnight. A sample mass of 1 g of the residue was fused with about 6 g of lithium tetraborate at 1050 °C for metal oxide determination.
X-ray diffraction (XRD)
X-ray diffraction (XRD) analyses were performed using a Bruker D8ADVANCE instrument with 2.2 kW Cu long fine focus tube (Co Kα, λ = 0.179026 nm). The system was equipped with a LynxEye detector with 3.7° active area. Samples were scanned from 2θ = 5° to 90° using a step size of 0.05° and with 5 s per step at generator settings of 40 kV and 40 mA. Data manipulation employed the Bruker DIFFRAC.EVA evaluation program. Before XRD analysis, the samples were milled into fine powders using a McCrone tungsten carbide micronising mill. Acid-leached phlogopite samples were heat-treated at different temperatures for 1 h in order to study the crystallisation behaviour at different soak temperatures. The amorphous content of the acid-leached phlogopite was estimated by adding 20% Si (Aldrich 99% pure) to the sample before milling.
Scanning electron microscopy (SEM)
The morphology of leached phlogopite flakes and the fracture surface of the glass foam were imaged with a Zeiss Ultra Plus 55 scanning electron microscope (SEM) fitted with an in-lens detector. The voltage setting was either 1 kV or 5 kV. The powders were carbon-coated with an Emitech K950X coater before scanning.
Results
Figure 1 shows a SEM micrograph of an acid-leached phlogopite flake. It reveals that the sheetlike structure of the original silicate mineral was retained. Table 1 lists the particle size distributions and the BET surface area of the leached phlogopite.

SEM micrograph of acid-leached phlogopite flakes
Fourier transform infrared spectroscopy (FTIR–ATR)
Figure 2 shows FTIR–ATR spectra for the starting phlogopite, the acid-leached phlogopite and the Palabora “vermiculite”. Detailed band allocations of the FTIR spectra can be found elsewhere for the phlogopite [21] and the “vermiculite” [2]. Their IR spectra show a strong band at 3400 cm−1 which is ascribed to the characteristic O–H stretching vibration from the water of hydration and bonded silanol groups. Other intense bands are observed at around 1645 cm−1, and they are due to O–H bending vibrations in the water of hydration. Located at ca. 999 cm−1, there is a strong band attributed to Si–O–Si and Si–O–Al stretching vibrations.

FTIR–ATR spectra for Palabora “vermiculite”, Palabora “phlogopite” and acid-leached phlogopite
Due to polarisation effects, the powder spectra of amorphous silica powders depend on the size, shape and state of aggregation of the particles [22]. The broad, weak IR band near 3340 cm−1 is due to adsorbed H2O [23]. The shoulder at about 1200 cm−1 in the infrared spectrum of the amorphous silica is assigned to a longitudinal mode [22]. The band near 1050 cm−1 is assigned to the Si–O asymmetric stretching vibration [24]. The absorption band at about 950 cm−1 corresponds to a localised mode attributed to stretching of terminal Si–OH (silanol) groups [22, 23]. The presence of a band at about 800 cm−1 serves as evidence for a three-dimensional amorphous silica phase [25]. In summary, the IR spectrum is consistent with the model proposed by [10].
X-ray fluorescence
Table 1 reports the XRF chemical composition of the Palabora samples to values reported previously for phlogopite and vermiculite. XRF results for the acid-leached silica indicate that most of the cations were removed (Table 2).
X-ray diffraction (XRD)
Figure 3 compares the XRD reflections recorded for the Palabora “vermiculite”, “phlogopite”, the acid-leached vermiculite and a glass foam. The latter three spectra share sharp reflections attributable to a true phlogopite phase. However, the neat phlogopite also includes broad reflections commensurate with those found for the Palabora vermiculite. This indicates that the Palabora “phlogopite” is not the pure mineral. Instead, it appears to be a multiphase blend of hydrobiotite and phlogopite proper. The term hydrobiotite was defined by [4] and used to describe the mica/vermiculite mixed-layer mineral known as Palabora vermiculite [2, 3].

X-ray diffraction traces for Palabora vermiculite, Palabora phlogopite, acid-leached phlogopite and a glass foam prepared from the latter
The diffractogram for the acid-leached phlogopite is consistent with amorphous material. However, vestiges of the phlogopite reflections are evident. The implication is that, compared to the biotite phase, the hydrobiotite phase is more susceptible to acid attack.
Figure 4 shows that furnace heating for 1 h at temperatures up to 1150 °C. Heat treatment, at temperatures up to 800 °C, did not change the XRD diffraction pattern. However, as the temperature was increased further, the intensity of the reflections indicative of the biotite phlogopite phase decreased in intensity. They were absent for the sample heat-treated at 1100 °C. The conversion to cristobalite (and a minor amount tridymite) commenced at 1100 °C and was fully developed when the sample was heated for 1 h at 1200 °C. This was expected as cristobalite is usually the first phase to form when devitrifying silica [27, 28]. It also accords with Ostwald’s step rule [29] which states that the least stable polymorph closest in free energy to the original state tends to crystallise first.

Effect of annealing temperature on the XRD diffractograms of the acid-leached phlogopite: ◆ = phlogopite; ✶ = cristobalite and ↓ = tridymite
Quantitative XRD data analysis for glass foam the indicated 95.3% amorphous content, the presence of 0.71% quartz and 0.86% unreacted phlogopite. It also revealed the presence of some unreacted borax (3.13%).
Thermomechanical analysis
Unlike the micas, the hydrated minerals vermiculite and hydrobiotite exfoliate on heating to elevated temperatures. Figure 5 shows that the Palabora phlogopite does indeed exfoliate at a temperature close to that of the vermiculite. However, the degree of expansion is less than that of the latter. This confirms the XRD results, indicating that the actual phlogopite material used presently contained hydrobiotite-like phases. According to Hillier et al. [3], these phases are present within individual flakes.

TMA exfoliation behaviour of Palabora phlogopite compared to that of Palabora vermiculite
Thermogravimetric analysis
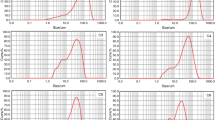
Figure 6 shows the mass loss and differential mass loss curve for the acid-leached phlogopite. The sample lost a total of ca. 17 wt% of its original mass when the temperature reached 1000 °C. The DTG indicates that mass loss occurs in more than one step. The first step is associated with a mass loss of approximately 11.6 wt%. It occurred in the temperature range 20–150 °C indicating that it most likely represented adsorbed water. The mass loss that occurred at higher temperatures is due to dehydroxylation reactions, finally leading to the formation of a silica residue. Based on this information, and correcting for the actual SiO2 content of the sample, the mass loss is attributed to the reaction suggested in “Scheme I” with x = 0.17 and y = 1.03:

TGA and DTG curves for the acid-leached phlogopite recorded in an inert atmosphere at a scan rate of 10 K min−1
Scheme I
Proposed dehydration reaction with x representing the water loss due to dehydroxylation reactions of silanol groups and y representing the surface adsorbed water.
Foam properties
Figure 7 plots the chemical compositions of the formulations that were investigated on a ternary diagram. The corresponding physical properties, density and compressive strength are reported in Table 3. It is well known that the compressive strength of a foam is critically dependent on its density. Gibson and Ashby [30, 31] related the mechanical properties of foams to the properties of the cell wall and the cell geometry. The simplest analysis [30, 32] yields the following power-law description for the crushing strength of brittle foams [33]:
where n = 1.5, C ≈ 0.2 and the subscript w refers to the properties of the solid cell walls. However, the data presented by [34] showed a much stronger dependence with n ≈ 3. Figure 7 shows the present data together with a power-law trend line, established by a least-squares data fit, corresponding to n ≈ 2.5 (Fig. 8).

Foam formulations experimental design. Compositions are given in units of wt %

Variation of the compressive with foam density. The solid line shows the least-squares power-law fit
Analysis of variance (ANOVA) [20] showed that, with respect to composition variables, only the correlation between the foam density and the silica-to-waterglass mass ratio was statistically significant. Figure 9 shows that, for the current data set, the density increases almost linearly with the silica-to-waterglass ratio (correlation coefficient R = 0.92).

Correlation between foam density and the silica-to-waterglass ratio
Figure 10 shows the effect of foam composition on density and compressive strength. For each formulation, the minimum, mean and maximum measure value is plotted. The lowest densities were measured for formulations B, C, G and H. Formulations A, D, E and F did not yield foams with densities less than 0.2 g cm−3. As expected, these same formulations also provided foams with the highest compressive strengths. Formulations B and C produced weak foams even when the foam density was high. The compressive strength of foam F was also very low, but that can be attributed to low foam densities.

Figure 11 shows the effect of the two process variables sintering temperature and heating rate on the compressive strength of the foams. Best mechanical properties were obtained for low heating rates and a sintering temperature of 525 °C.

Effect of the process variables of a sintering temperature and b heating rate on the compressive strength of the foams
Overall, formulation E provided the best performance with compressive strength as high as 2.09 MPa at a foam density of just 0.326 g cm−3. This foam was produced at a heating rate of ca. 6 K min−1 and a sintering temperature of 525 °C. Figure 12 shows the morphology of the fracture surface of such a foam prepared from amorphous silica with a size range of 250–90 µm. Most of the closed cells vary in size from ca 5 to 100 µm. Figure 13 shows a set of larger foam blocks made according to the same procedures. The density of three of these bricks was determined using the Archimedes principle and found to be 0.289, 0.311 and 0.306 g cm−3. This proves that the process can be used to produce larger shapes.

SEM micrographs of the fracture surface of the glass foams

A foam bricks measuring 110 mm × 45 mm × 40 mm
Conclusions
Palabora phlogopite flakes supplied by PMC have a heterogeneous mineralogical composition dominated by phlogopite and hydrobiotite. It was possible to obtain substantially amorphous silica with a very high surface area (> 450 m2 g−1) on leaching this material with 4 M nitric acid. The high reactivity of this silica form made it possible to fabricate glass foams at temperatures as low as 500 °C. The best results were obtained with a formulation with borax:waterglass:amorphous silica 23:46:31 wt%. A closed-cell foam with a density of 0.326 g cm−3 and compressive strength of 2.09 MPa was obtained on heating a compacted mixture a ca 6 K min−1 to 525 °C and keeping it at that temperature for 30 min before cooling down.
References
Schoeman JJ (1989) Mica and vermiculite in South Africa. J S Afr Inst Min Metall 89:1–12
Muiambo HF, Focke WW, Atanasova M, der Westhuizen IV, Tiedt LR (2010) Thermal properties of sodium-exchanged palabora vermiculite. Appl Clay Sci 50:51–57. https://doi.org/10.1016/j.clay.2010.06.023
Hillier S, Marwa EMM, Rice CM (2013) On the mechanism of exfoliation of ‘Vermiculite’. Clay Miner 48:563–582. https://doi.org/10.1180/claymin.2013.048.4.01
Brindley GW, Zalba PE, Bethke CM (1983) Hydrobiotite, a regular 1:1 interstratification of biotite and vermiculite layers. Am Mineral 68:420–425
Bulafov VK, Gradusov BP, Zotov AV (1979) Acid leaching of phlogopite. Int Geol Rev 21:588–596. https://doi.org/10.1080/00206818209467097
Härkönen MA, Keiski RL (1984) Porosity and surface area of acid-leached phlogopite: the effect of leaching conditions and thermal treatmen. Colloids Surf 11:323–339. https://doi.org/10.1016/0166-6622(84)80287-5
Kuwahara Y, Aoki Y (1995) Dissolution process of phlogopite in acid solutions. Clays Clay Miner 43:39–50. https://doi.org/10.1346/CCMN.1995.0430105
Rufe E, Hochella MF (1999) Quantitative assessment of reactive surface area of phlogopite during acid dissolution. Science 285:874–876. https://doi.org/10.1126/science.285.5429.874
Okada K, Nakazawa N, Kameshima Y et al (2002) Preparation and porous properties of materials prepared by selective leaching of phlogopite. Clays Clay Miner 50:624–632. https://doi.org/10.1346/000986002320679503
Wypych F, Adad LB, Mattoso N, Marangon AAS, Schreiner WH (2005) Synthesis and characterization of disordered layered silica obtained by selective leaching of octahedral sheets from chrysotile and phlogopite structures. J Colloid Interface Sci 283:107–112. https://doi.org/10.1016/j.jcis.2004.08.139
Ercenk E (2016) The effect of clay on foaming and mechanical properties of glass foam insulating material. J Therm Anal Calorim 127:137–146. https://doi.org/10.1007/s10973-016-5582-8
Zhimalov AA, Bondareva LN, Igitkhanyan YG, Ivashchenko YG (2017) Use of amorphous siliceous rocks—opokas to obtain foam glass with low foaming temperature. Glass Ceram 74:13–15. https://doi.org/10.1007/s10717-017-9916-1
Li Y, Cheng X, Cao W, Gong L, Zhang R, Zhang H (2016) Fabrication of adiabatic foam by sodium silicate with glass fiber as supporting body. Constr Build Mater 112:933–939. https://doi.org/10.1016/j.conbuildmat.2016.01.059
Scarinci G, Brusatin G, Bernardo E (2005) Glass foams. In: Scheffler M (ed) Cellular ceramics: structure, manufacturing, properties and applications. Wiley, Hoboken, pp 158–176
Mugoni C, Montorsi M, Siligardi C et al (2015) Design of glass foams with low environmental impact. Ceram Int 41:3400–3408. https://doi.org/10.1016/j.ceramint.2014.10.127
Hesky D, Aneziris CG, Groß U, Horn A (2015) Water and waterglass mixtures for foam glass production. Ceram Int 41:12604–12613. https://doi.org/10.1016/j.ceramint.2015.06.088
Barbosa ARJ, Lopes AAS, Sequeira SIH et al (2016) Effect of processing conditions on the properties of recycled cathode ray tube glass foams. J Porous Mater 23:1663–1669. https://doi.org/10.1007/s10934-016-0227-7
Ducman V, Kovačević M (1997) The foaming of waste glass. Key Eng Mater 3:2264–2267
Bernardo E, Castellan R, Hreglich S, Lancellotti I (2006) Sintered sanidine glass–ceramics from industrial wastes. J Eur Ceram Soc 26:3335–3341
Deysel H (2019) CSC411 report: department of chemical engineering. University of Pretoria, Pretoria
Sijakova-Ivanova T, Cukovska LR (2016) Mineralogical characteristics of phlogopite from Dupen Kamen, Republic of Macedonia. IOSR-JAGG 4:72–76
Ocaña M, Fornés V, Serna CJ (1989) The variability of the infrared powder spectrum of amorphous SiO2. J Non-Cryst Solids 107:187–192. https://doi.org/10.1016/0022-3093(89)90461-4
Huffman M, McMillan P (1985) Infrared and raman studies of chemically vapor deposited amorphous silica. J Non-Cryst Solids 76:369–379. https://doi.org/10.1016/0022-3093(85)90011-0
Awazu K (1999) Oscillator strength of the infrared absorption band near 1080 cm−1 in SiO2 films. J Non-Cryst Solids 260:242–244. https://doi.org/10.1016/S0022-3093(99)00589-X
Temuujin J, Okada K, MacKenzie KJD (2003) Preparation of porous silica from vermiculite by selective leaching. Appl Clay Sci 22:187–195. https://doi.org/10.1016/S0169-1317(02)00158-8
Obut A, Girgin İ (2002) Hydrogen peroxide exfoliation of vermiculite and phlogopite. Miner Eng 15:683–687. https://doi.org/10.1016/S0892-6875(02)00161-9
Holmquist SB (1959) A note on the sluggish silica transformations. Z Kristallogr NCS 111:71–76. https://doi.org/10.1524/zkri.1959.111.1-6.71
Wahl FM, Grim RE, Graf RB (1961) Phase transformations in silica as examined by continuous X-ray diffraction. Am Mineral 46:196–208
Ostwald W (1897) Studien über die Bildung und Umwandlung fester Körper. 1. Abhandlung: Übersättigung und Überkaltung. Z Phys Chem 22:289–330
Gibson LJ, Ashby MF (1982) Mechanics of three-dimensional cellular materials. Proc R Soc Lond Ser A 382:43–59
Gibson L, Ashby M (1997) Cellular solids: structure and properties. Cambridge University Press, Cambridge
Ashby MF, Medalist RFM (1983) The mechanical properties of cellular solids. Metall Trans A 14:1755–1769. https://doi.org/10.1007/bf02645546
Gibson LJ (2005) Biomechanics of cellular solids. J Biomech 38:377–399. https://doi.org/10.1016/j.jbiomech.2004.09.027
Qu YN, Xu J, Su ZG et al (2016) Lightweight and high-strength glass foams prepared by a novel green spheres hollowing technique. Ceram Int 42:2370–2377. https://doi.org/10.1016/j.ceramint.2015.10.034
Funding
Expenses incurred in the execution of this study were covered by the internal research funds of Department of Chemical Engineering, University of Pretoria.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Deysel, H.M., Berluti, K., du Plessis, B.J. et al. Glass foams from acid-leached phlogopite waste. J Mater Sci 55, 8050–8060 (2020). https://doi.org/10.1007/s10853-020-04589-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-020-04589-4