
Abstract
SBA-15 powder (P) was shaped into cylindrical extrudates (Ex) by compounding with additives such as bentonite (binder), methylcellulose and tetraethylorthosilicate (TEOS). The extrudates of SBA-15 were characterized by XRD, N2 adsorption and thermogravimetric analysis. The orderly growth of SBA-15 is evident from the XRD patterns. The surface area and pore volume of SBA-15 (P) were around 884 m2/g and 1.1 cm3/g, respectively. The decrease in surface area and pore volume were observed for SBA-15 (Ex) in comparison to SBA-15 (P). This may be due to partial blocking of pore entry and surface coverage of additives during shaping of extrudates. The mechanical strength of SBA-15 (Ex) was examined by vertical crushing method. The effect of additives on the mechanical strength of SBA-15 (Ex) was examined by varying the composition. The results indicate linear increase of mechanical strength with increase in the content of bentonite and methylcellulose, but non-linear response with increase of TEOS and water. Compounding additives have been established to improve the mechanical strength of the extrudates.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The discovery of a new family of mesoporous silica molecular sieves (M41S) such as MCM-41 and MCM-48 has opened a new window in many areas of chemistry and material science [1, 2]. These mesoporous molecular sieves possess large surface area (up to 1,000 m2/g), narrow pore size distribution, high pore volume, considerable thermal and hydrothermal stability. Stucky and co-workers [3, 4] have synthesized powder (P) form of highly ordered SBA-15 mesoporous silica molecular sieve in acidic medium. This material possesses uniform tubular channels in the range 5–30 nm, higher pore wall thickness and significantly higher hydrothermal stability than MCM-41 material. The fine powder of mesoporous materials is in the particle size of 1–10 μm and invariably need to be shaped into bodies such as granules, spheres and extrudates (Ex) prior to their use as adsorbents or catalysts in commercial fixed bed reactors in order to avoid pressure drop and to enhance high mechanical strength [5, 6]. The preparation of extrudates is usually done by the addition of inorganic binders viz., bentonite, attapulgite, kaolin and organic binders such as methylcellulose and hydroxyethylcellulose. The inorganic binders increase the mechanical strength of extrudates while the organic binders are used to enhance the viscosity of the paste during extrusion and also as a macropore builder by burning off the organics during calcination process.
Mechanical strength is an important characteristic of catalyst to ensure reliable performance of the material in a fixed bed chemical reactor [7]. The American Institute of Chemical Engineers (AIChE) committee convened in 1974 discussed extensively on the mechanical strength and related application issues in order to set up a US standard [8–14]. In general, the crushing strength of a single catalyst body has been accepted as a standard method in many countries [15]. Several researchers have attempted various methods to improve the mechanical strength of catalysts [16–20]. They defined the property for mechanical strength of a catalyst and correlated this with other physical properties [21, 22]. Mechanical strength is a critical requirement to conserve pore volume, surface area and pore diameter of an ideal catalyst. Several research groups have published reports on the mechanical strength of powdered MCM-41, MCM-48 and SBA-15 mesoporous materials [23–29]. Recently, we have reported the extrusion of AlSBA-15 with bentonite binder and found that there is a decrease in surface acidity of AlSBA-15 extrudates due to solid state migration of alkali/alkaline-earth metal cations from bentonite to AlSBA-15 protonic sites during the extrusion process [30]. Many reports have been published on the effect of binder and other additives during the catalyst preparation [6, 31–34].
In the present work, powder form of SBA-15 was synthesized and extrudated into cylindrical form by compounding with bentonite as a binder, methylcellulose as a plasticizer (also as a macropore builder), TEOS as a cross-linking agent and water as a homogeneous mixer. These SBA-15 extrudates were characterized by XRD, nitrogen adsorption–desorption measurement and thermogravimetric analysis. The influence of additives such as bentonite, methylcellulose, TEOS and water in the extrudates on the mechanical strength was investigated and the results are presented in this article.
2 Experimental
2.1 Materials
Tetraethylorthosilicate (TEOS) and tri-block copolymer poly(ethylene glycol)-block-poly(propylene glycol)-block-poly(ethylene glycol) (Pluronic P123, molecular weight = 5,800, EO20PO70EO20) (Aldrich) were used as silica source and structure directing agent, respectively. Bentonite and methylcellulose were obtained from Aldrich and Fluka respectively and used for extrusion.
2.2 Synthesis of SBA-15
Mesoporous siliceous SBA-15 was prepared employing the optimized procedure as described elsewhere [27]. In a typical synthesis, 4 g amphilic triblock copolymer (Pluronic P123) in 30 mL water was stirred for 4 h. Thereafter, 120 g hydrochloric acid solution (2 M) was added to it and the gel was stirred for another 2 h. Then, 9 g TEOS was added to it and continued the stirring for 24 h at 40 °C. The mixture was finally heated in an autoclave at 100 °C for 48 h. The solid product thus obtained was filtered, dried at 100 °C and then calcined at 550 °C in air to expel the template.
2.3 Preparation of SBA-15 extrudates
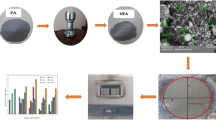
The various steps involved in the preparation of SBA-15 extrudates, namely, powder mixing, paste preparation, extrusion, drying and calcination are shown in Fig. 1.

Steps involved in the preparation of extrudates
The dry mixture was obtained by mixing SBA-15, bentonite, methylcellulose and TEOS. The mixture was then made into a paste manually with addition of distilled water. Bentonite was used as the binder in order to increase the mechanical strength of extrudates, methylcellulose as a plasticizer to enhance the viscosity of the paste during extrusion and also as the macropore builder, TEOS as the cross-linking agent between SBA-15 particles and water for homogeneous mixing during paste preparation. The paste was further well mixed in a Thermo Haake polylab system with Sigma rotor for 20 min with the rotation speed of 125 rpm at 40 °C. The paste was then transferred into a home-made brass screw extruder with 3 mm diameter circular cross sectional die. The extrusion was done by constantly moving the screw manually. Extrudates of 4 mm length were made by sectioning with sharp nickel coated knife (Fig. 2a). The wet extrudates were dried at 120 °C and calcined at a rate of 5 °C/min from room temperature to 550 °C for 24 h in air to get the final extrudates as shown in Fig. 2b.

(a) Wet extrudates before sectioning and (b) final extrudates
2.4 Characterization
The powder X-ray diffraction patterns (XRD) of SBA-15 extrudate samples were recorded on a Siemens D5005 diffractometer using CuKα radiation. Nitrogen adsorption and desorption isotherms were measured at 77 K on a Quantachrome Autosorb 1 sorption analyzer. The materials were outgassed at 523 K for 3 h prior to adsorption measurements. The specific surface area was determined using the standard Brunauer–Emmett–Teller (BET) method. Thermogravimetric analysis of the as-synthesized SBA-15 (Ex) samples was carried out in a SETARAM setsys 16MS thermal analyzer. The samples were heated in nitrogen atmosphere at a heating rate of 5 °C/min in the temperature range 50–800 °C.
2.5 Mechanical strength measurements
The extrudates were graduated to 3 mm diameter and 4 mm length using vernier scale. The vertical surface of the extrudates was smoothened by a file before subjecting to crushing measurement in order to enhance uniform distribution of the load. The mechanical strength of the extrudates was determined by Mecmesin strength tester (Mecmesin, Germany) (Fig. 3a). The extrudate was inserted in-between the two anvils of strength-testing machine and then load was applied along the vertical direction of the cylindrical extrudate until it exhibited failure (Fig. 3b). The maximum applied load was recorded.

(a) Crushing strength testing machine and (b) close view of an extrudate between the anvils in crushing strength testing machine
3 Results and discussion
Paste preparation was carried out by mixing SBA-15 (P) with different amount of bentonite (2.2–10.3 wt.%), methylcellulose (2.3–9.5 wt.%), TEOS (3.3–16.8 wt.%) and water (63.2–72 wt.%). The mixture was extruded at a velocity of 0.5–1.5 cm s−1. The wet extrudates of pastes B1 and B2 containing less than 4.2 wt.% of bentonite were not strong enough to withstand the form and they crumbled into small pieces during extrusion process. The extrusion process was easier, without any fragile, for the pastes from B3 to B6, which contained above 4.2 wt.% of bentonite. The extrusion process was further improved by enhancing the viscosity of the paste by increasing the methylcellulose content (2.3–9.5 wt.%). But the paste became thicker and hard to extrude as the water absorption capacity of methylcellulose is high. Hence, it is necessary to evaluate the correct composition of methylcellulose and water to maintain the plastic nature of the mixture and to get a soft paste. Moreover, high plasticity of the paste could enhance the smooth texture of the extrudates without deformation [31]. In order to achieve better quality extrudates, the paste preparation was studied with different water content from 63.2 to 72 wt.%. The addition of water to the mixture is a critical step in the extrusion process. Insufficient water content leads to improper mixing and causes high shear stress and creates difficulty in the extrusion process or increases cracking during extrusion and drying process. On the other hand, too much of water content makes the paste watery and decreases the strength and quality of extrudates. Furthermore, it will show shrinkage and bends creating bubble and micro-holes by the expulsion of water during drying or calcination process. Hence, it is necessary to fix proper composition by trial and error. It is established out from the preliminary experimental results that the paste compositions of B4–B6, M3 and M4 are within the range of suitable workability for extrusion without any deformation of the extrudates during extrusion and calcination. Hence, the effect of TEOS and water content were studied within these ranges of methylcellulose and bentonite composition.
The thermogravimetric analysis (TGA) of as-synthesized SBA-15 (Ex) was carried out between 50 and 800 °C. The thermogram shows two distinct stages of weight losses as shown in Fig. 4. The first weight loss occurred around 100 °C is due to desorption of water. The second major weight loss occurred around 200 °C is due to desorption of methylcellulose (plasticizer) from the extrudates. Hence the dried extrudates were subjected to calcination above this temperature to remove methylcellulose. Afterwards, the effect of calcination was studied from 450 to 850 °C on the extrudates prepared from the paste composition of 16.4 wt.% SBA-15, 2.2 wt.% bentonite, 2.2 wt.% methylcellulose, 2.2 wt.% TEOS and 77 wt.% H2O. It is interesting to note that the surface area of the extrudates was maintained around 640 m2/g up to 550 °C. When the calcination temperature increases from 550 to 750 °C, the surface area rapidly decreases to ca. 400 m2/g (Fig. 5). Temperature above 750 °C, the pore structure of SBA-15 (Ex) collapses resulting loss of structural integrity and decrease of surface area to 261 m2/g.

(a) TG and (b) DTG curves of as-synthesized SBA-15 (Ex)

Effect of calcination temperature on the surface area of SBA-15 (Ex)
Figure 6 shows powder X-ray diffraction patterns (XRD) of SBA-15 (Ex) with different bentonite contents. The SBA-15 (Ex) samples show XRD patterns with three well-resolved sharp diffraction peaks which are indexed to (100), (110), and (200) planes, indicating hexagonal space group p6mm. However, it is observed that the intensities of higher order reflections of SBA-15 (Ex) decrease in comparison to parent SBA-15 (P) due to the presence of binder molecules in between SBA-15 particles.

XRD patterns of SBA-15 (P) and SBA-15 (Ex) with different binder content
Nitrogen adsorption–desorption isotherms of powder and extrudates of SBA-15 with different bentonite content are presented in Fig. 7. The textural properties and composition of extrudates with different contents of bentonite and methylcellulose are summarized in Tables 1 and 2, respectively. SBA-15 (P) and SBA-15 (Ex) samples exhibit type IV adsorption isotherms with H1 hysteresis loop, as defined by IUPAC [35], showed a narrow pore size distribution. Nitrogen adsorption isotherm of SBA-15 (Ex) exhibits reduction in the capillary condensation step with increase in the binder content due to pore filling of binder molecules in the mesoporous molecular sieves. The specific surface area of SBA-15 (P) sample is around 884 m2/g and the pore volume is around 1.1 cm3/g. But in the case of SBA-15 (Ex), surface area and pore volume decrease from 554 to 355 m2/g and 0.77 to 0.6 cm3/g, respectively as the addition of binder content increases from 2.2 to 10.3 wt.% in the paste composition of extrudates. The decrease in the surface area of SBA-15 (Ex) samples is in the range 37–60% and pore volume in the range 30–46% compared to SBA-15 (P) sample. However, the pore diameter of SBA-15 (Ex) is higher than that of powder, which may be due to additional internal porosity created by methylcellulose in the extrudates during calcination. Creation of such macro-porosity is of potential benefit in the pressure swing adsorption and gas separation process because mass transfer will be promoted by macropors [32]. There is no significant change in the surface area and pore volume with increase in methylcellulose content (Table 2). The surface area and pore volume of SBA-15 (Ex) are found to be around 450 m2/g and 0.63 cm3/g, respectively.

Nitrogen adsorption isotherms of SBA-15 (P) and SBA-15 (Ex) with different binder content (closed symbols: adsorption; open symbols: desorption)
As TEOS content increases from 3.3 to 6.3 wt.%, the surface area decreases about 45 m2/g due to cross-linking of SBA-15 particles. But slight pore blocking cannot be avoided as evidenced from the pore volume data. When the TEOS content increases to 9.2 wt.%, the surface area decreases about 79 m2/g and pore volume also decreases. Since the crushing stress decreases at this level there may not be as much cross linking of SBA-15 particles as observed with 6.3 wt.% loading. The surface area is almost close to that of initial value in the case of 11.9 wt.% TEOS addition, but pore volume decreases. Further, increase of TEOS content results self condensation and produces an amorphous silica network and blocks the pores. Hence, there may not be much cross linking but there is pore blocking almost equal to 9.2 wt.% TEOS loading. The surface area of 16.8 wt.% loaded of TEOS is almost the same as that observed with 11.9 wt.% loading. The textural properties are not changed much by varying the water content from W1 to W5 because the solid components in these extrudates are the same and water alone is expelled out during drying and calcination. The surface area of theses samples is around 420 m2/g and the pore volume varies slightly from 0.55 to 0.6 cm3/g.
In industry, the crushing strength is used as a diagnostic test for assessing the mechanical strength of a catalyst. The crushing test consists of slow deformation of individual particles by a platen moving against a static platen until a crack propagates within the particle leading to catastrophic failure of the specimen and characteristic drop of the crushing. The maximum applied force at which the extrudate gets fracture is recorded. About 25 cylindrical extrudates with 3 mm diameter and 4 mm length were subjected to crushing strength test from each set of paste composition. To eliminate the effect of size and shape on the spread of extrudate crushing strength, crushing stress (σ) is used rather than crushing load. The approximate crushing stress is the tensile stress, which is induced by compressive stress given by the ratio of crushing load to particle cross sectional area perpendicular to the crushing axis. The crushing stress is directly proportional to the load experienced by the extrudates. The increase in crushing stress is a measure of increase in mechanical strength of extrudates. The crushing stress of cylindrical extrudates is calculated using the following equation [15, 36].
where σ is the crushing stress, P is the load at failure, D is the diameter and L is the height of specimen. The influence of different paste components such as bentonite, methylcellulose, TEOS and water on the crushing strength was evaluated. The average crushing stress value of 25 extrudates was plotted with standard deviation (error bar) against each component in the paste of extrudates.
As shown in Table 1, the extrudates (B1–B6) were prepared with bentonite content from 2.2 to 10.3 wt.%. The effect of bentonite content in the extrudates on the crushing stress is shown in Fig. 8. The crushing stress increases linearly from 1 to 3.6 MPa as the bentonite content increases from 2.2 to 10.3 wt.%. This is due to the strong binding interaction between SBA-15 particles and bentonite particles. The effect of methylcellulose on the crushing stress of extrudates prepared with the paste composition from M1 to M4 is depicted in Fig. 9. The crushing stress of extrudates increases from 0.39 to 3.4 MPa as the methylcellulose content increases from 2.3 to 9.5 wt.% in the paste composition (Table 2). The increase in the mechanical strength of extrudates with increase in the methylcellulose content is due to increase in the viscosity of matrix by maintaining uniform distribution of ingredients throughout the paste. This is also an important parameter for high crushing stress.

Effect of bentonite content on the crushing stress of extrudates

Effect of methylcellulose content on the crushing stress of extrudates
The extrudates were also prepared by varying TEOS content (Table 3). The effect of TEOS on the crushing stress of extrudates prepared with paste composition from T1 to T5 is shown in Fig. 10. The crushing stress of extrudates increases from 2.6 to 4.5 MPa with increase in TEOS content from 3.3 to 6.3 wt.%. Further increase in TEOS content from 6.3 to 9.2 wt.% the crushing stress decreases drastically from 4.5 to 0.8 MPa. When the TEOS content increases from 3.3 to 6.3 wt.%, there is a considerable increase in the crushing stress. This is ascribed to the cross linking and pore blocking of SBA-15 extrudates. There is a sudden drop in the crushing stress beyond 6.3 wt.% due to the formation amorphous silica phase by self condensation of TEOS. The formation of such amorphous silica phase enhances the surface area and decreases the pore volume. During the paste preparation, TEOS is hydrolysed to orthosilicic acid which helps binding together the fine particles in the matrix. At lower TEOS content, it binds the catalyst particles effectively by short cross linkages. As the TEOS content increases, it is hydrolysed to orthosilicic acid first and polymerized itself, resulting in the formation of long amorphous silica network with lower binding property. This study revealed that 6.3 wt.% of TEOS is found to be optimum for cross linking the catalyst particles, below which TEOS may cause insufficient cross linkage and above 6.3 wt.% may lead to amorphous silica network.

Effect of TEOS content on the crushing stress of extrudates
The extrudates (W1–W4) were prepared with different (63.2–72 wt.%) water content as shown in Table 4. The effect of water content in the extrudates on the crushing stress is shown in Fig. 11. The crushing stress increases from 3.7 to 4.7 MPa with increase in water content from 63.2 to 65 wt.%. But the crushing stress decreases drastically from 4.7 to 1.4 MPa when the water content increases from 65 to 72 wt.%. Hence, water content greater than 65 wt.% in the extrudates creates defects such as micro holes, cracks and air bubbles. As the defects increase in the extrudates, mechanical strength reduces. From this study it is established that 65 wt.% of water is the optimum for the paste preparation.

Effect of water content on the crushing stress of extrudates
4 Conclusions
The mechanical strength and textural properties of SBA-15 extrudates can be conveniently controlled by modifiers such as bentonite and methylcellulose with appropriate amount of TEOS and water. A linear increase in mechanical strength is observed with increase of bentonite and methylcellulose contents. The optimum viscosity for uniform distribution of ingredients and perfect extrusion are suggested to be the cause for high mechanical strength. The surface area and pore volume of SBA-15 (Ex) decrease with increase of bentonite content. There may be partial blocking of pore entry of SBA-15 by the ingredients in the extrudates. Therefore, a compromise between mechanical strength and surface area has to be arrived at depending on the targeted applications.
References
C.T. Kresge, M.E. Leonowicz, W.J. Roth, J.C. Vartuli, J.S. Beck, Nature 359, 710 (1992)
J.S. Beck, J.C. Vartuli, W.J. Roth, M.E. Leonowicz, C.T. Kresge, K.D. Schmitt, C.T.W. Chu, D.H. Olson, E.W. Sheppard, S.B. McCullen, J.B. Higgins, J.L. Schlenker, J. Am. Chem. Soc. 114, 10834 (1992)
D. Zhao, Q. Huo, J. Feng, B.F. Chemlka, G.D. Stucky, J. Am. Chem. Soc. 120, 6024 (1998)
D. Zhao, J. Feng, Q. Huo, N. Melosh, G. Fredrikson, B. Chemlka, G.D. Stucky, Science 279, 548 (1998)
R.V. Jasra, V.N. Chiudary, T.S.G. Bhat, Sep. Sci. Technol. 26, 885 (1991)
R.V. Jasra, B. Tyagi, Y.M. Badheka, V.N. Choudary, T.S.G. Bhat, Ind. Eng. Chem. Res. 42, 3263 (2003)
S.P.S. Andrew, Chem. Eng. Sci. 36, 1431 (1981)
S.W. Weller, AIChE Symp. 70, 143 (1974)
E.R. Beaver, AIChE Symp. 70, 1 (1974)
E.R. Beaver, Chem. Eng. Prog. 71, 44 (1975)
J.C. Dart, AIChE Symp. 70, 5 (1974)
J.C. Dart, Chem. Eng. Prog. 71, 46 (1975)
C.R. Adams, A.F. Sartor, J.G. Welch, AIChE Symp. 70, 49 (1974)
C.R. Adams, A.F. Sartor, J.G. Welch, Chem. Eng. Prog. 71, 35 (1975)
Y. Li, X. Li, L. Chang, D. Wu, Z. Fang, Y. Shi, Catal. Today 51, 73 (1999)
P.K. Gupta, A.C. Sangupta, B. Sen, N.B. Bhattacharyya, Ferlizer Tech. 15, 277 (1978)
S. Putta-chaudhuri, A.B. Ghatak, K.P. Gupta, B. Sen, N.B. Bhattacharyya, S.P. Sen, Fertilizer Tech. 18, 23 (1981)
M.N. Shepeleva, Z.R. Ismagilov, I.A. Ovsyannikova, G.A. Goldenerg, Kinet. I Katal. 32, 125 (1991)
Z.R. Ismagilov, N.A. Koryyabkina, N.A. Rudina, G.I. Goldenberg, I.A. Ovsyannikova, R.A. Shkrabina, Kinet. I Katal. 32, 494 (1991)
M.A. Kipnis, Kinet. I Katal. 31, 232 (1991)
E. Ryshkewitch, J. Am. Ceram. Soc. 36, 65 (1953)
P.C. Kapur, D.W. Fuerstenau, J. Am. Ceram. Soc. 50, 14 (1967)
V.Y. Gusev, X. Feng, Z. Bu, G.L. Haller, J.A. O’Brien, J. Phys. Chem. B 100, 1985 (1996)
K.A. Koyano, T. Tatsumi, Y. Tanaka, S.J. Nakata, J. Phys. Chem. B 101, 9436 (1997)
T. Tatsumi, K.A. Koyano, Y. Tanaka, S.J. Nakata, J. Porous Mater. 6, 13 (1999)
M. Hartmann, C. Bischof, J. Phys. Chem. B 103, 6230 (1999)
M. Hartmann, A. Vinu, Langmuir 18, 8010 (2002)
D. Desplantier-Giscard, O. Collart, A. Galarneau, P. Van der Voort, F. Di Renzo, F. Fajula, Stud. Surf. Sci. Catal. 129, 665 (2000)
M.-A. Springuel-Huet, J.L. Bonardet, A. Gédéon, Y. Yue, V.N. Romannikov, J. Fraissard, Microporous Mesoporous Mater. 44–45, 775 (2001)
G. Chandrasekar, M. Hartmann, M. Palanichamy, V. Murugesan, Catal. Commun. 8, 457 (2007)
Y.Y. Li, S.P. Perera, B.D. Crittenden, J. Bridgwater, Powder Technol. 116, 85 (2001)
Y.Y. Li, S.P. Perera, B.D. Crittenden, Trans. IChemE. 76, 921 (1998)
A.H. Sulayman, A.S. Mahdi, Trans. IChemE. 77, 342 (1999)
T. Isobe, Y. Kameshima, A. Nakajima, K. Okama, Y. Hotta, J. Porous Mater. 13, 269 (2006)
K.S.W. Sing, D.H. Everett, R.A.W. Haul, L. Moscow, R.A. Pierotti, J. Rouquerol, T. Siemiewska, Pure Appl. Chem. 57, 603 (1985)
C. Subero-Couroyer, M. Ghadiri, N. Brunard, F. Kolenda, Trans. IChemE. 81, 953 (2003)
Acknowledgment
Financial support for this work by Deutsche Forschungsgemeinschaft and Fonds der Chemischen Industrie is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Chandrasekar, G., Hartmann, M. & Murugesan, V. Preparation of SBA-15 extrudates: Evaluation of textural and mechanical properties. J Porous Mater 16, 175–183 (2009). https://doi.org/10.1007/s10934-007-9182-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10934-007-9182-7