
Abstract
This work aimed to prepare biodegradable thermoplastic elastomers based on NR/LLDPE/TPS ternary simple blends to achieve some exclusive properties, i.e., good biodegradability in terms of water absorption and weight loss after burial, together with reasonable mechanical and thermal properties. A comparative study on biodegradability and other related properties of NR/LLDPE binary and NR/LLDPE/TPS ternary blends was performed. It was found that increasing the TPS proportion decreased storage modulus and complex viscosity. In addition, the size of dispersed TPS domains in the NR/LLDPE co-continuous matrix increased with TPS proportion, while the mechanical properties in terms of 100% moduli, tensile strength, elongation at break, and hardness decreased. This might be attributed to decreased interfacial adhesion with increasing size of TPS domains. Furthermore, increasing the TPS loading in the blend reduced the temperatures for 5 or 50% mass loss (T5 or T50) and the degradation temperature (T d ). However, the biodegradability improved, in terms of increased water absorption and weight loss after burial in soil, with the loading level of TPS.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The class of materials known as thermoplastic elastomers (TPEs) combines the processing properties of thermoplastics with the functional characteristics of conventional elastomers. Recently, TPEs have become one of the main polymer classes with very high commercial importance. The main factors responsible for their continuously growing use include simple compounding, rapid fabrication, reusable scraps, and easy recycling [1]. A TPE from a blend of natural rubber (NR) with a thermoplastic is known as thermoplastic natural rubber (TPNR). Research and development of TPNR has been popular in the recent years due to green and environmentally friendly aspects of renewable NR materials that also possess some unique properties. The frequently used thermoplastics in preparation of TPNRs include polypropylene (PP) [2,3,4], high density polyethylene (HDPE) [5,6,7], linear low density polyethylene [8], low-density polyethylene (LDPE) [9], polystyrene [10], polyamide 12 [11], ethylene–vinyl acetate (EVA) copolymer [12], poly(methyl methacrylate) [13, 14], and thermoplastic polyurethane (TPU) [15, 16] .
Nowadays, biodegradable polymers featuring ecological advantages toward sustainable development are of great commercial interest due to growing environmental awareness [17]. There has been an increased interest in producing environmentally friendly materials by blending thermoplastics with natural polymers, to create biodegradable materials. Starch and starch based materials are most attractive for inducing the biodegradability of other polymers or rubber. They are inexpensive, renewable, and naturally biodegradable polymers. Unfortunately, native starch does not show thermoplastic behavior because of its inherently abundant hydrogen bonds between the hydroxyl groups of starch molecules. This in turn prevents dispersing starch in an extremely fine size scale in the plastic matrix, which affects crystallinity and damages the mechanical properties [18]. Thermoplastic starch (TPS) is generally prepared by plasticizing native starch at high temperature under high shear [19]. The main advantages of TPS are biodegradability and renewability, and it can possibly be blended with other polymers to tailor the blend properties. Several studies have blended TPS with other thermoplastics, such as poly(lactic acid) (PLA) [20, 21], poly(hydroxy butyrate) PHB [17], poly(butylene succinate) PBS [22] and poly(ε-caprolactone) (PCL) [23], low-density polyethylene (LDPE) [24, 25], and ethylene–vinyl acetate copolymer (EVA) [26]. In recent years, blending TPS with NR and other chemically modified NR derivatives has been of considerable interest, including ternary blends of HDPE/NR/TPS [27, 28], NR/LLDPE/TPS [29], and TPS/ENR/chitosan [30]. It was found that biodegradability in terms of low wettability, high water absorption, and high weight loss after burial in natural soil, were improved [28,29,30].
In the present work, biodegradability of NR/LLDPE/TPS ternary blends with various TPS loadings was investigated. That is, the biodegradability in terms of water absorption, contact angle, and weight loss after burial in natural soil were investigated. Also NR/LLDPE binary blends were prepared for comparison purposes. Furthermore, thermal, morphological, dynamic and mechanical properties of the blends were also studied.
Experimental
Materials
Natural rubber (NR) in the form of ribbed smoked sheets (grade no. 3, RSS#3) was manufactured by a local factory operated by Na Born Farmer Co-operation (Nakorn Si Thammarat, Thailand), and was used as the main rubber component. The injection-molding grade LLDPE was L2020 FA with density of 0.92 g/cm3 and melt flow index (MFI) of 20.0 g/10 min at 190 °C and load 2.16 kg, and was here used as the thermoplastic component. It was manufactured by the Thai Polyethylene, Co., Ltd. (Rayong, Thailand). Cassava starch was used to prepare thermoplastic starch (TPS), and was manufactured by Kriangkrai Co., Ltd. (Nakorn Prathom, Thailand). Glycerol (density = 1.257 g/cm3) was used as a plasticizer of cassava starch to obtain the TPS, and it was manufactured by Univar Co., Ltd. (Seattle, USA).
Preparation of Thermoplastic Starch (TPS)
Cassava starch was first dried at 60 °C for 24 h, and was then pre-mixed with 30 wt% glycerol in a kitchen blender at 1000 rpm for 10 min. Then, the glycerol cassava mixture was conditioned in a desiccator at room temperature for 24 h, before again mixing in an internal mixer (Charoen-tat Co., Ltd., Bangkok, Thailand) with a 500 cm3 mixing chamber at 140 °C and at 60 rpm rotor speed. The mixing was continued until homogeneous material was subjectively observed, around 6 min total mixing time. Then the material was removed from the mixer and cooled down to room temperature.
Preparation of NR/LLDPE Binary and NR/LLDPE/TPS Ternary Blends
The binary NR/LLDPE and ternary NR/LLDPE/TPS blends were prepared by first drying LLDPE, NR and TPS at 40 °C for 24 h in a hot air oven. The 40/60 NR/LLDPE binary blend and the NR/LLDPE/TPS ternary blends with three blend proportions (i.e., NR/LLDPE/TPS at 40/50/10, 40/40/20, and 40/30/30) were then prepared by the simple blend technique in the internal mixer at 160 °C and at 60 rpm rotor speed. The mixing schedule used to prepare the blends is shown in Table 1. In the ternary blend, LLDPE and TPS granules were mixed together prior to incorporation into the mixing chamber. The LLDPE or LLDPE/TPS mix was first conditioned in the mixing chamber without rotation for about 6 min to preheat the materials. Mixing was then performed at 160 °C and 60 rpm rotor speed for another 2 min before adding the NR. Blending was then continued for another 8 min to ensure good mixing. The blend product was then sheeted out on a two-roll mill and fabricated to thin sheets (2 mm thick) by compression molding (Charoen-tat Co., Ltd., Bangkok, Thailand) at 160 °C under 1500 psi pressure for 3 min. The sheets were then cooled down by the water circulation system for about 20 min, while maintaining the pressure. Dumbbell-shaped specimens were eventually prepared by die cutting for further testing.
Morphological Characterization
Morphological properties of binary NR/LLDPE and ternary NR/LLDPE/TPS blends were characterized by a scanning electron microscope (SEM), (FEI Quanta 400, FEI Company, Hillsboro, USA). The specimens were first cryogenically cracked in liquid nitrogen to prevent any possibility of phase deformation. The NR phase was then preferentially removed by extracting the fracture surfaces in toluene at 25 ± 2 °C for 72 h.
Mechanical Properties
Tensile properties in terms of tensile modulus, tensile strength, and elongation at break were determined using Hounsfield Tensometer, model H 10KS (Hounsfield Test Equipment Co., Ltd., Surrey, England) at the fixed 500 mm/min extension speed at room temperature, according to ISO 37. It is noted that the dumbbell-shaped specimens were prepared form the compression molded sheets. Indentation hardness of the samples was determined by Shore A durometer according to ISO 7619-1.
Dynamic Properties
Dynamic properties of binary NR/LLDPE and ternary NR/LLDPE/TPS blends were characterized by Rubber Process Analyzer (RPA 2000, Cuyahoga Falls, USA). Frequency sweeps from 0.10 to160 rad/s were performed at 160 °C and at 3% strain amplitude. The storage modulus (G′) and complex viscosity (η*) of the blends were quantified as functions of frequency.
Thermal Properties
Thermogravimetric analysis (TGA) was used to characterize the thermal properties of samples by using TGA, Perkin Elmer STA600 (New Shelton, USA). Each sample (approximately 5–20 g) was first placed in a platinum pan under nitrogen atmosphere. The test was then performed with a heating rate of 10 °C min−1 over the temperature range 25–600 °C.
Water Absorption
The water absorption was measured according to ISO 62. Rectangular 10 × 10 × 1 mm specimens were dried in a vacuum oven at 50 °C for 24 h. Then, the samples were immersed in distilled water at room temperature. The experiment was then carried out by periodically measuring sample weight gain as a function of immersion time for up to 35 days. The water uptake was calculated as
where W1 is the wet weight of specimen after immersion in distilled water, and W0 is its initial weight.
Contact Angle
The contact angle measurements were carried out using a contact angle analyzer (SL200KS, Kino industry Co., LTD., Georgia, USA). The samples were first conditioned for at least 48 h at 25 °C under 50% relative humidity before measurements. A droplet of distilled water was dropped on the smooth sheet sample and the contact angle was determined on two sides of the drop at 1 and 3 min, and then averaged.
Characterization of Biodegradation
Biodegradation was tested on rectangular 30 × 30 × 1 mm specimens. The test specimens were dried in a vacuum oven before and after soil burial, at 50 °C for 24 h. The samples were buried in soil for 2 or 6 months. The weight loss after the burial for 2 or 6 months was then calculated as follows:
where W1 is the initial mass of specimen (g), and W2 is the mass of specimen after soil burial (g).
Results and Discussion
Morphological Properties
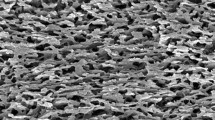
Scanning electron microscope (SEM) was used to evaluate the phase morphology of the 40/60 NR/LLDPE binary and the NR/LLDPE/TPS ternary blends with three blend proportions. It is noted that the ternary blends were prepared with the fixed 40%wt NR content. The NR phase was preferentially etched by extraction in toluene for 72 h prior to imaging with SEM. Thus, the NR phase in the blends was removed and appeared as cavities in the SEM micrographs. It is clearly seen that the binary 40/60 NR/LLDPE blend (Fig. 1a) exhibited fine-grained co-continuous phase morphology. On the other hand, the SEM micrographs of the toluene extracted NR/LLDPE/TPS ternary blends (Fig. 1b–d) show coarser morphologies with spherical TPS domains dispersed and embedded in the co-continuous LLDPE/NR blend phase. Furthermore, the size of dispersed TPS domains seemingly increased with TPS content. At a higher magnification the co-continuous phase morphology before (Fig. 2a) and after incorporating TPS (Fig. 2b–d) can be compared. It is obvious that the TPS domains disappeared and only co-continuous structures of NR/LLDPE remained. It is seen that the TPS domains sizes are in the ranges 10–20 micron embedded in the co-continuous structure of NR and LLDPE. In Fig. 2b–d, we focused only the co-continuous structure of NR/LLDPE. Therefore, the TPS domains did not in the flame of these images. This confirms that very fine-grained co-continuous phase morphology occurred in the 40/60 NR/LLDPE binary blend, while coarser co-continuous phase morphology was observed as the TPS content increased (Fig. 2b–d). This might be attributed to the polar TPS domains that may interfere with the formation three-dimensional co-continuous structures of the non-polar NR/LLDPE blend. Therefore, rougher grain morphology was observed in the NR/LLDPE/TPS ternary blends, particularly at the high TPS contents. Therefore, increased TPS loading decreased the interfacial area and the interfacial adhesion between phases.

SEM micrographs of 40/60 NR/LLDPE binary blend and NR/LLDPE/TPS ternary blends with various TPS contents, imaged after toluene extraction to remove the NR: a NR/LLDPE: 40/60, b NR/LLDPE/TPS: 40/50/10, c NR/LLDPE/TPS: 40/40/20 and d NR/LLDPE/TPS: 40/30/30 (500X)

SEM micrographs of 40/60 NR/LLDPE binary blends and NR/LLDPE/TPS ternary blends with three blend proportions, imaged after toluene extraction to remove the NR: a NR/LLDPE: 40/60, b NR/LLDPE/TPS: 40/50/10, c NR/LLDPE/TPS: 40/40/20 and d NR/LLDPE/TPS: 40/30/30 (×2000)
Mechanical Properties
The stress–strain curves of neat LLDPE, neat TPS, NR/LLDPE binary blend, and NR/LLDPE/TPS ternary blends are shown in Fig. 3. The neat LLDPE exhibited typical characteristics of a semi-crystalline material with yield stress at over 100% extension. On the other hand, TPS showed the lowest stress–strain curve with comparatively poor mechanical properties in terms of modulus, ultimate tensile strength, and elongation at break. It is also seen that the stress–strain curves of NR/LLDPE binary blend and NR/LLDPE/TPS ternary blends were typical of thermoplastic elastomers that combine elastomer and thermoplastic behaviors. In Fig. 3, it is clear that incorporation of TPS in the ternary blends lowered the stress–strain curves so the mechanical properties (i.e., 100% modulus, ultimate tensile strength and elongation at break) had deteriorated from those of the pure LLDPE and the NR/LLDPE binary blend. Furthermore, the yield point of a semi-crystalline thermoplastic was not observed for any of the blends. Therefore, blending TPS into the NR/LLDPE blend reduced stress response, 100% modulus, ultimate tensile strength, and elongation at break in the NR/LLDPE/TPS ternary blends, when compared to the neat LLDPE or the NR/LLDPE binary blend, as shown in Table 2. It is clear that the 100% modulus, ultimate tensile strength, elongation at break and hardness decreased with increasing TPS content but decreasing with LLDPE content. The 100% modulus and ultimate strength might be dominated by the LLDPE component. Furthermore, the deterioration of mechanical properties might also be attributed to formation of TPS domains with poor mechanical strength in the co-continuous NR/LLDPE blends. As the TPS proportion increased, larger size TPS domains with poorer mechanical strength were found in the ternary blends (Fig. 1b–d). In conclusion, larger TPS domains with coarser co-continuous structures reduce the interfacial adhesion between phases and thereby 100% modulus, ultimate strength, and elongation at break. Similar phenomena were observed on incorporating TPS in HDPE/NR blends [27, 28, 31]. Decreased elongation at break indicates the TPS domains restricted mobility or deformability at the interfaces of NR and LLDPE phases. This interference is attributed to physical interactions and immobilization of the matrix by mechanical restraints.

Stress–strain curves of neat LLDPE, neat TPS, NR/LLDPE binary blend, and NR/LLDPE/TPS ternary blends with various blends proportions
Dynamic Properties
Storage modulus or elastic modulus (G′) as function of frequency for the neat polymers (i.e., NR, LLDPE and TPS), and for their NR/LLDPE binary and NR/LLDPE/TPS ternary blends, are shown in Fig. 4. The G′ (stored energy) increased with oscillation frequency in all cases. This might be attributed to the time available for molecular relaxation decreasing with frequency. Moreover, at any oscillation frequency, the neat NR exhibits higher storage modulus than neat LLDPE or neat TPS. This implies higher capacity to store energy and higher elasticity for the neat NR. Among the blends, it is clear that the NR/LLDPE binary blend shows the highest storage moduli across the whole range of frequencies. Furthermore, incorporation of TPS into the NR/LLDPE blends decreased G′. In addition, Gʹ decreased with increasing TPS content in the NR/LLDPE/TPS ternary blend. This implies lower capacity to store energy and poorer elasticity of these blends. The TPS loading modified the co-continuous phase structure of the blends to rougher grain morphology and reduced interfacial adhesion of the enlarged TPS domains (Fig. 1), which lowered G′ of the ternary blends.

Storage modulus of the neat polymers at 160 °C and 3% strain amplitude (NR, LLDPE and TPS) (a), the NR/LLDPE binary blend and the NR/LLDPE/TPS ternary blends with various blend proportions (b)
Figure 5 shows complex viscosity (η*) as a function of oscillation frequency for the neat polymers (i.e., NR, LLDPE and TPS) and their blends. It can be seen that η* had a decreasing trend with the frequency, indicating shear-thinning behavior (i.e., pseudoplasticity). It is also seen that the neat NR shows the highest complex viscosity indicating dominant viscoelasticity. This might be due to comparatively high molecular mass and chain entanglement of the NR molecules. In addition, the NR molecules contain as terminal groups proteins and phospholipids capable of forming macrogel mesostructure that increases flow resistance [32]. Additionally, from the gradient of the viscosity curve, neat TPS and NR display more shear-thinning (higher gradient) than neat LLDPE. In Fig. 5b, it is seen that increasing TPS contents in the blend gradually decreased complex viscosity. In other words, the complex viscosity of the ternary blends decreased with decreasing LLDPE content and increasing TPS content. This may be due to the coarser co-continuous phase morphology of the NR and LLDPE phases with larger TPS domains, which lowers interfacial adhesion and hence flow resistance. In addition, the glycerol plasticizer might facilitate mobility of the polymer chains during flow, and hence lower flow resistance as TPS proportion increases. Therefore, it is concluded that the complex viscosity decreased with TPS proportion, which is attributed to larger domain size of TPS, coarser-grained co-continuous structure, and higher content of glycerol plasticizer in the blend. Larger particle domains evidently have weaker interfacial interactions between the polymer phases, which leads to interlayer slip and lowers flow resistance [33].

Complex viscosity of the neat polymers at 160 °C and 3% strain amplitude (NR, LLDPE and TPS) (a), the NR/LLDPE binary blend and the NR/LLDPE/TPS ternary blends with various blend proportions (b)
The shear thinning of the NR/LLDPE binary and the NR/LLDPE/TPS ternary blends in this work was fit with the power law model of Ostwald, namely [34,35,36]:
where \(\tau\) is shear stress, η is the apparent shear viscosity (which is equivalent to the complex viscosity in this work), \(\dot {\gamma }\) is the apparent shear rate which is proportional to the oscillation frequency (ω), K is the consistency or viscosity coefficient index, while n is known as the power law index.
In order to determine the consistency index (K) and the power-law index (n), a plot of log (η) against log (ω) was made and fit with a straight line:
The power-law index and consistency index were obtained from the slope (n − 1) and y-intercept (K) of this linear fit. The n and K values for the NR/LLDPE binary and the NR/LLDPE/TPS ternary blends are summarized in Table 3. It can be seen that the power-law index n was in all cases less than 1, which confirms shear-thinning behavior. The power-law index is typically related to the entanglement degree or ability of polymer chains to unravel under shear. That is, a low n indicates that the polymer easily untangles so it will have more pronounced non-Newtonian character than a polymer with higher n value [37]. Also, a high n value implies a more parabolic flow profile in cavities. The NR/LLDPE binary and 40/50/10 NR/LLDPE/TPS ternary blend have n = 0.35, so the incorporation of TPS into the blend only insignificantly affected pseudoplasticity but lowered the viscosity coefficient index (K) or the zero shear viscosity. However, further increase in TPS content (decrease in LLDPE content) than in the 40/50/10 NR/LLDPE/TPS ternary blend abruptly decreased K while n increased. This indicates that the blends were less viscous and less non-Newtonian in character.
Thermogravimetric Analysis (TGA)
TGA was used to investigate thermal behavior, in particular thermal resistance, of the neat polymers and their blends under nitrogen atmosphere. Figure 6 shows TGA and DTG thermograms of neat NR, neat LLDPE, neat TPS, and all the blends. Furthermore, Table 4 summarizes the temperatures for 10 and 50% mass losses (i.e., T10 and T50, respectively), the degradation temperature (T d ), and the residue at 600 °C for all cases. It can be seen that neat NR and neat LLDPE displayed a single degradation step together with a single peak in the DTG thermogram. That is, the degradation temperature of neat NR and LLDPE occurred at approximately to 385.9 and 489.2 °C, respectively. On the other hand, the neat TPS showed two degradation steps. The first minor DTG peak around 120–160 °C indicates loss of moisture and other volatile compounds, such as the glycerol plasticizer in TPS [31, 38]. The main peak at about 316.5 °C represents the degradation of cassava starch [27]. In Table 4, it is clear that the residue at 600 °C was highest for the neat TPS, 7.33%. Moreover, the residue increased with TPS content in the ternary blend. This might be because degraded starch gives a carbonaceous residue that was oxidized beyond 800 °C in air atmosphere [39]. In Fig. 6 and Table 4, two degradation steps with two DTG peaks were observed for the NR/LLDPE binary blend, which indicate the two degradation temperatures of NR (Td2) and LLDPE (Td3) at 375.9 and 489.2 °C, respectively. It is clearly seen that the degradation temperature of the NR/LLDPE binary blend was shifted towards higher temperatures from those of neat NR and neat LLDPE, with Td2 and Td3 at 399.7 and 499.2 °C, respectively. This might be due to interactions of the co-continuous phase which improved heat resistance of the blend. It is also seen that the NR/LLDPE/TPS ternary blends with various loading levels of TPS showed three major degradation steps at three degradation temperatures (T d s). The first significant degradation step (Td1) was in the temperature range 290–310 °C, which is the degradation peak of cassava TPS. The second major step (Td2) was observed in the temperature range 370–380 °C, which matches the degradation of NR. The last degradation step (Td3) was observed in the temperature range 470–475 °C, attributed to LLDPE. Furthermore, small degradation peak around 120–160 °C was observed for all the ternary blends, from loss of moisture and volatile compounds. In Fig. 6 and Table 4, it is also seen that increasing TPS contents in the blend decreased T5 and T50. This is attributed to less interfacial area and interfacial adhesion interactions with larger size TPS domains and coarser phase structures at high TPS contents. Also, it is clear that all degradation temperatures (i.e., Td1, Td2 and Td3) shifted to lower values with increasing loading level of TPS, which might again be due to coarser co-continuous phase morphology, lager size TPS particles, and inferior interfacial adhesion, causing loss of mechanical, dynamic, and thermal properties.

TGA and DTG thermograms of the neat polymers (i.e., NR, LLDPE and TPS), the 40/60 NR/LLDPE binary blend and the NR/LLDPE/TPS ternary blends with various blend proportions
Water Absorption
Biodegradable materials are known to be sensitive to water and moisture, which limits their applications; and conversely, water absorption is enormously significant to biodegradability. So biodegradable materials need to be hydrophobic, but must adsorb water after use to promote degradability. Most of microorganisms are active in high moisture environments. For a biodegradable material to be suitable both for its applications and for its later biodegradability, these characteristics must be balanced [40]. Figure 7 shows the water absorption by the NR/LLDPE binary and the NR/LLDPE/TPS ternary blends as functions of immersion time. It can be seen that the NR/LLDPE binary blend had extremely low water absorption relative to the NR/LLDPE/TPS ternary blends, due to its higher hydrophobicity. That is, poor wetting due to hydrophobic nature of the NR and HDPE phases does not allow water molecules to penetrate into the bulk. In the NR/LLDPE/TPS ternary blends, it is seen that water absorption increased with TPS content and with immersion time, in particular in the first 10 days of immersion [31, 41]. This is probably due to the hydrophilic nature of TPS, the third component. In addition, rapid water uptake is seen by the ternary blends during immersion for up to 10 days. Longer immersion times caused some further water absorption. In Fig. 7, it is also seen that the maximum water absorption was found with the highest TPS content. That is, the ternary blend with 30 wt% of TPS proportion showed rapid water uptake with equilibrium saturation by about 7 days. Also, increasing TPS loading caused greater water absorption. This is mainly due to hydrophilic nature of starch from hydrogen bonding of water molecules with hydroxyl groups of the starch [42, 43], as is schematically represented in Scheme 1. It is clear that diverse hydrogen atoms of TPS are available for such interactions. This leads to rapid water uptake until saturation of the TPS [31]. The water uptake of the ternary blends also depends on particle size of the TPS domains and characteristics of the co-continuous matrix. In Fig. 7, it can be seen that the ternary blends with higher TPS contents exhibited larger TPS domains together with coarser-grained morphological structures (Fig. 1), and hence, poorer interfacial adhesion. This encouraged and facilitated the penetration of water molecules into the bulk material and improved water absorption capacity of these blends.

Water absorption capability of the NR/LLDPE binary blend and the NR/LLDPE/TPS ternary blends with various blend proportions

A schematic representation of water absorption by the NR/LLDPE/TPS ternary blends via hydrogen bonding of water molecules to the hydroxyl groups of TPS
Contact Angle
The hydrophilicity of neat TPS, neat LLDPE, NR/LLDPE binary blend and NR/LLDPE/TPS ternary blends was assessed from contact angles with water. Figure 8 shows wettability and contact angles of the neat polymers and their blends in terms of contact angles with water droplets left on the surface for 1 or 3 min. It is seen that the neat LLDPE show the highest contact angles at 108.5° and 106.4° at 1 and 3 min, respectively. High contact angles indicate hydrophobicity of the LLDPE with high surface tension. On the other hand, the neat TPS gave the lowest contact angles at 85.8° and 80.0° at 1 and 3 min, respectively. This confirms the hydrophilic nature of the TPS, which hydrogen bonds to water molecules with its hydroxyl groups. In Fig. 8, it is also seen that the NR/LLDPE binary blend showed higher contact angles than the NR/LLDPE/TPS ternary blends. This might be due to the higher proportions of hydrophobic LLDPE and NR. Furthermore, it is clearly seen that incorporation of TPS into the blend decreased the contact angle and hence hydrophobicity, matching inversely the trend in water absorption (Fig. 7).

Contact angles of LLDPE, TPS and their blends at 1 and 3 min: a LLDPE, b NR/LLDPE: 40/60, c NR/LLDPE/TPS: 40/30/30 and d TPS
Biodegradation
The biodegradability in terms of weight loss after burial for 2 and 6 months in natural soil, for the neat polymers and the NR/LLDPE binary and NR/LLDPE/TPS ternary blends, is shown in Fig. 9. It is seen that the neat TPS showed the highest weight loss and biodegradability as starch is a caloric nutrient consumed eagerly by microorganisms. Also, the hydrophilicity of starch contributed to its rapid biodegradation [40, 44]. On the other hand, the neat LLDPE and the neat NR exhibited only nominal weight losses. This might be attributed to their hydrophobic nature and low water absorption, along with low content of food ingredients that could be consumed by the microorganisms. It is also seen that the NR/LLDPE binary and NR/LLDPE/TPS ternary blends were more biodegradable than the neat LLDPE, and incorporating TPS into the ternary blends increased biodegradability. Also, increasing the TPS content increased the weight losses at 2 and 6 months of burial in soil. This is due to the increased hydrophilic nature, which facilitated microorganism penetration into the blends, and increased biodegradation in terms of weight loss. Also, swelling caused by the absorbed water may have enhanced biodegradation. In summary, faster degradation with higher weight loss were found for the samples with high proportion of hydrophilic TPS. This correlates well with water absorption (Fig. 7) and contact angles (Fig. 8).

Weight losses of the neat polymers, the NR/LLDPE binary blend and the NR/LLDPE/TPS ternary blends with various blend proportions, after burial in soil for 2 and 6 months
Conclusions
Biodegradable NR/LLDPE/TPS ternary blends with various TPS proportions were successfully prepared via the simple blend technique. Also an NR/LLDPE binary blend was prepared for comparison. It was found that TPS formed particulate domains dispersed in the co-continuous NR/LLDPE blend matrix. Furthermore, larger TPS domains and coarser-grained continuous phase were observed as TPS loading was increased. This correlated well with loss of tensile modulus, tensile strength, and elongation at break. Also, the dynamic storage modulus, complex viscosity and thermal resistance of the blends decreased with TPS content. An assessment of biodegradability indicated that water absorption and weight loss after burial in soil increased with TPS content. To summarize, the balancing of mechanical properties with biodegradability can be performed by adjusting TPS content for various applications. This study contributes to understanding the performance of a new generation of partially biodegradable thermoplastic elastomers that are environmentally friendly.
References
Sae-Oui P, Sirisinha C, Sa-nguanthammarong P, Thaptong P (2010) Polym Test 29:346
Nakason C, Saiwari S, Kaesaman A (2006) Polym Test 25:423
Nakason C, Wannavilai P, Kaesaman A (2006) Polym Test 25:41
Thitithammawong A, Nakason C, Sahakaro K, Noordermeer J (2007) Polym Test 26:456
Pechurai W, Nakason C, Sahakaro K (2008) Polym Test 27:631
Pichaiyut S, Nakason C, Kaesaman A, Kiatkamjornwong S (2008) Polym Test 27:580
Nakason C, Jamjinno S, Kaesaman A, Kiatkamjornwong S (2008) Polym Adv Technol 19:85
Dahlan HM, Khairul Zaman MD, Ibrahim A (2002) Polym Test 21:905
Bhowmick AK, Heslop J, White JR (2001) Polym Degrad Stab 74:513
Asaletha R, Kumaran MG, Thomas S (1999) Eur Polym J 35:253
Narathichat M, Kummerlöwe C, Vennemann N, Nakason C (2011) J Appl Polym Sci 121:805
Sharif J, Yunus WMZW., Dahlan KH, Ahmad MH (2006) J Appl Polym Sci 100:353
Mina MF, Ania F, Balta Calleja FJ, Asano T (2004) J Appl Polym Sci 91:205
Nakason C, Pechurai W, Sahakaro K, Kaesaman A (2005) Polym Adv Technol 16:592
Pichayut S, Nakason C, Vennemann N (2012) Iran Polym J 21:65
Kalkornsurapranee E, Nakason C, Kummerlowe C, Vennemann N (2012) J Appl Polym Sci 128:2358
Lai SM, Don TM, Huang YC (2006) J Appl Polym Sci 100:2371
Lu DR, Xiao CM, Xu SJ (2009) Express Polym Lett 3:366
Kahar M, Wahab A, Ismail H, Othman N (2012) J Vinyl Addit Technol 18:65
Wootthikanokkhan J, Wongta N, Sombatsompop N, Kositchaiyong A, Wong-On J, Isarankura na Ayutthaya N, Kaabbuathong N (2012) J Appl Polym Sci 124:1012
Ayana B, Suin S, Khatua BB (2014) Carbohydr Polym 110:430
Zeng J, Jiao L, Li Y, Srinivasan M, Li T, Wang Y (2011) Carbohydr Polym 83:762
Carmona VB, Corrêa AC, Marconcini JM, Mattoso LHC (2014) J Vinyl Addit Technol 23:83
Tena-Salcido CS, Rodríguez-González FJ, Méndez-Hernández ML, Contreras-Esquivel JC (2008) Polym Bull 60:677
Sabetzadeh M, Bagheri R, Masoomi M (2015) Carbohydr Polym 119:126
Da Róz AL, Ferreira AM, Yamaji FM, Carvalho AJF (2012) Carbohydr Polym 90:34
Kahar AWM, Ismail H, Othman N (2013) J Appl polym sci 128:2479
Kahar AWM, Ismail H, Abdul Hamid A (2016) J Therm Anal Calorim 103:301
Pichaiyut S, Wisunthorn S, Thongpet C, Nakason C (2016) Iran Polym J 25:711
Jantanasakulwong K, Leksawasdi N, Seesuriyachan P, Wongsuriyasak S, Techapun C, Ougizawa T (2016) Eur Polym J 84:292
Kahar AWM, Ismail H, Othman N (2012) J Vinyl Addit Technol 18:65
Sakdapipanich JT, Rojruthai P (2012) In: Molecular structure of natural rubber and its characteristics based on recent evidence, biotechnology—molecular studies and novel applications for improved quality of human life. InTech, Rijeka. http://www.intechopen.com/books/biotechnology-molecular-studies-and-novel-applications-for improvedquality-of-human-life/molecular-structure-of-natural-rubber-and-its-characteristics-based-on-recent-evidence Accessed 17 Apr 2017
Mortazavi S, Ghasemi I, Oromiehie A (2014) J Vinyl Addit Technol 20:250
Han CD (1976) In: Rheology in polymer processing. Academic Press, New York
Shan CL, Soares JB, Penlidis A (2003) Polymer 44:177
Xie XL, Liu QX, Li RK, Zhou XP, Zhang QX, Yu ZZ, Mai YW (2004) Polymer 45:6665
Willet JL, Millardt MM, Jasberg BK (1997) Polymer 38:5983
Yokesahachart C, Yoksan R (2011) Carbohydr Polym 83:22
Shanks R, Kong I (2012) In: El-Sonbati A (ed) Thermoplastic starch, thermoplastic elastomers. InTech, Rijeka. http://www.intechopen.com/books/thermoplasticelastomers/thermoplastic-starch. Accessed 16 May 2016
Nguyen DM, Do TVV, Grillet AC, Thuc HH, Thuc CNH (2016) Int Biodeterior Biodegrad 115:257
Sabetzadeh M, Bagheri R, Masoomi M (2012) J Appl Polym Sci 126:E63
Abdul Majid R, Ismail H, Mat Taib R (2009) Polym Plast Technol Eng 48:919
Sabetzadeh M, Magheri R, Masoomi M (2015) Carbohydr Polym 119:126
Pang MM, Pun MY, Ishak ZAM (2013) J Appl Polym Sci 129:3656
Acknowledgements
The authors gratefully acknowledge financial support by the Higher Education Research Promotion and National Research University Project of Thailand, Office of the Higher Education Commission, Prince of Songkla University, Contract no SIT570565S. The author also would like to acknowledge Dr. Seppo Karilla who contributed to proof this manuscript.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Pichaiyut, S., Nakason, C. & Wisunthorn, S. Biodegradability and Thermal Properties of Novel Natural Rubber/Linear Low Density Polyethylene/Thermoplastic Starch Ternary Blends. J Polym Environ 26, 2855–2866 (2018). https://doi.org/10.1007/s10924-017-1174-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-017-1174-3