
Abstract
This study focuses on enhancing the mechanical and thermal properties of thermoplastic starch (TPS) and natural rubber (NR) blends by incorporating polyethylene glycol (PEG2000) and various types of modified natural rubbers, including epoxidized natural rubber (ENR50), poly (methyl methacrylate)-grafted natural rubber (NR-g-PMMA), and poly (butyl methacrylate)-grafted natural rubber (NR-g-PBMA). The influence of the TPS/NR blend ratio, PEG content, and type of modified NR on the properties of the blends was investigated, along with their water absorption and biodegradation. Increased ductile properties were achieved by adding pure and modified NR. Among the series of 90:10 TPS/modified NR blends by weight, the highest toughness (1,628 MJ/m3) was observed when the blend was formulated from ENR50 with 1.0 wt% of PEG. The water absorption of TPS/NR blends was lower than that of TPS but still exhibited a high-water absorption rate compared to the other conventional polymers. Biodegradation tests confirmed the biodegradation capability of TPS/NR blends, and more than 95% of the tested samples were biodegraded in soil within 120 days. These sustainable and eco-friendly TPS/NR blends could be potential materials for single or short-term use products, such as plant nursery pots and other disposable packaging.
Graphical Abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Due to environmental and social concerns, enthusiasm is growing around the development of starch-based materials (thermoplastic starch, TPS) to replace petroleum-based polymers. Starch is an abundant raw material in nature, and it has outstanding biodegradability, renewability, high productivity, and low cost. Moreover, such materials can be introduced in various industries, including pharmaceuticals, cosmetics, and packaging [1, 2]. These materials are suitable for manufacturing some products for short-term use or not requiring high performance. However, the brittleness and hygroscopic nature of TPS are significant drawbacks that need to be resolved before these materials can be used commercially. Previous studies have shown many ways to mitigate such problems, for example, adding plasticizers [3, 4], incorporating fillers [5, 6], and blending starch with other polymers [7,8,9,10,11,12,13,14,15,16,17].
Previous studies have reported combining natural rubber (NR) with TPS [11,12,13,14,15,16,17] to increase the viscous phase and improve flexibility. However, mixing the blend components homogeneously is difficult due to the significant difference in their polarity, which decreases the mechanical properties. Therefore, to reduce the polarity difference, modifying natural rubber to higher polarity is used to increase compatibility and mechanical properties and reduce the water absorbability of the TPS/NR blends. One type of modified rubber commonly incorporated in TPS is epoxidized natural rubber (ENR) because the presence of polar epoxide groups reduces the macromolecular phase separation in the blend [2, 14, 15, 17,18,19]. Several researchers have reported increased elongation at break and water resistance of TPS/ENR blends [14, 15, 17,18,19]. Jantanasakulwong et al. [14] have studied the reactive blend of TPS and ENR25 and found that the elongation at break of the TPS/ENR blend increased twofold when 10 wt% of ENR was added, compared to neat TPS. Cai et al. [15] have fabricated TPS/ENR blends of TPS/NR with ENR50 content varying from 10 to 50 wt%. Their results showed that the elongation at break of the blend increased with increased ENR50 and varied from ⁓50–650%. In contrast, the elongation at break of TPS/NR at the same weight ratio was in the range of ⁓40–80%. Moreover, the water absorption of the TPS/ENR50 blends was significantly decreased by ⁓5–10%, depending on ENR50 content. In addition, this material has been approved by the safety test standards to be used as a food contact material [19], and non-vulcanized rubber blends have been confirmed as biodegradable materials [19, 20].
However, apart from epoxidation, increasing the degree of polarity of NR can also be achieved by modifying NR with hydrophilic polymers through graft copolymerization processes. Among several polar polymers, poly (methyl methacrylate) (PMMA) is the most general homopolymer grafted onto the backbone of NR (NR-g-PMMA) and used as a compatibilizer [21, 22]. Oommen et al. [21] have used NR-g-PMMA as a compatibilizer for heterogeneous NR/PMMA blends. The addition of NR-g-PMMA increased the interfacial adhesion and mechanical properties of the blends by forming micro-bridges with the matrix. Moonsil et al. [22] have also reported that NR-g-PMMA could act as a compatibilizer for blends of NR and nitrile rubber (NR/NBR). The tensile strength and tear strength of the blends increased with increasing NR-g-PMMA. In addition, NR-g-PMMA has also been compounded with other polymers [23, 24], including poly (lactic acid) and PMMA, to improve the mechanical properties of the blends. However, from an overview of the literature, no reports are available on improving the mechanical properties of TPS by using NR-g-PMMA or other graft copolymers of NR.
Therefore, the main objective of this study was to study the possibility of improving the mechanical and thermal properties of TPS/NR blends by using various types of modified NR. Three types of polar-modified NR, ENR50, NR-g-PMMA, and NR-grafted poly (butyl methacrylate) (NR-g-PBMA), were used to demonstrate the effect of their functional groups on the compatibility and properties of polymer blends. In the first part of the experiments, the effect of the blend ratio of TPS/NR on the properties of the blends was investigated, as well as the effect of PEG content, as it has been reported that PEG could act as a processing aid and effectively improve the ductile properties of materials [25,26,27]. Furthermore, a water absorption study and biodegradation tests were also performed.
Experimental Methods
Materials
Cassava flour was obtained from Kriangkrai Co., Ltd (Nakornprathom, Thailand). Commercial-grade glycerol was used as a plasticizer and purchased from Winggreat Industry Co., Ltd. (Bangkok, Thailand). Commercial-grade polyethylene glycol (PEG 2000, 2,000 g/mol) was obtained from Chemipan Corporation Co., Ltd. (Bangkok, Thailand). Standard Thai rubber (STR5L) was purchased from Chalong Latex Co., Ltd. (Songkhla, Thailand). High ammonia (HA) natural rubber latex was used as the raw material for preparing NR-g-PMMA and NR-g-PBMA, and both were purchased from Chalong Latex Co., Ltd. (Songkhla, Thailand). Epoxidized natural rubber with 50 mol% of epoxide (ENR50) was obtained from Muangmai Guthrie Co., Ltd. Butyl methacrylate (BMA) monomer with − 99.0% purity was purchased from Thermo Fisher Scientific (Merelbeke, Belgium). Methyl methacrylate (MMA) monomer with − 99.0% purity was purchased from Sigma-Aldrich Chemie (Munich, Germany). Tert-butyl hydroperoxide (tert-BuHP) and tetraethylenepentamine (TEPA) were used as initiators and manufactured by Sigma-Aldrich Chemie (Munich, Germany). Sodium dodecyl sulfate (SDS) was used as a stabilizer for NR latex, and it was also manufactured by Sigma-Aldrich Chemie (Munich, Germany).
Preparation of Graft Copolymers of NR
Graft copolymerization of NR molecules with different monomers, i.e., MMA and BMA, was conducted by redox emulsion polymerization with a 90:10 (NR: acrylate monomer) weight ratio (Scheme 1). The chemicals used for generating grafting reactions are summarized in Table 1. HA latex with 60% DRC, 85% w/w TEPA, 20% w/v SDS, and deionized water were first added into the main reactor and mechanically stirred at 50 °C for 30 min under a nitrogen atmosphere. The monomers and 80% tert-BuHP were then taken in a feeding funnel and continuously dropped into the main reactor. The mixture was maintained for 3 h to complete the polymerization reaction. Then, the graft copolymer of NR latex was dried in a hot air oven at 40 °C for 48 h. Soxhlet extraction was performed to assess the amount of free NR and homopolymer. The free NR was extracted with petroleum ether at 60–80 °C for 24 h, and the remaining product was dried in an oven at 40 °C for 24 h. To remove the free homopolymers, the residues were further extracted at 60 °C for 24 h using acetone [28]. The grafting efficiency of the grafted-NR was determined by the residual weights of NR-g-PMMA and NR-g-PBMA after extraction using Eq. (1) [29].

A schematic diagram of NR graft copolymer preparation using MMA and BMA monomers via redox emulsion polymerization and the extraction process
Preparation of TPS/NR Blends
TPS/NR blends based on blends of TPS with unmodified NR, ENR50, NR-g-PMMA, and NR-g-PBMA were prepared using a simple blending technique with different weight ratios of TPS:NR (60:40, 70:30, 80:20, 90:10, 100:0). The cassava flour was dried at 60 °C in a hot air oven for 24 h to eliminate moisture. Then, it was mixed with a plasticizer (mixture of glycerol (15.0 wt%) and water (10.0 wt%)) by stirring at 100 rpm and 60 °C for 30 min using a kneading machine before it converted to TPS. The TPS was processed by melt mixing using an internal mixer with a mixing capacity of 300 cm3 at 120 °C with a rotor speed of 45 rpm until the rotor torque became constant. The degree of gelatinization of the TPS was investigated by amylose-iodine complex formation [30] to ensure that most of the starch (> 80%) was completely converted to thermoplastic.
In order to prepare the TPS/NR blends, the obtained TPS was re-melted using an internal mixer at room temperature with a rotor speed of 45 rpm for 5 min. In this step, distilled water (10.0 wt% of TPS) was added to make the TPS easier to melt. After that, the rubber and polyethylene glycol (PEG) were incorporated into the mixing chamber, and mixing continued for 20 min at 90 °C and a rotor speed of 25–30 rpm. The blend product was removed from the mixing chamber, cooled to room temperature, and cut into small pieces. The sample sheets (150 × 150 × 2 mm3) were prepared using a compression molding machine at 120 °C with a mold pressure of 2,000 psi for 5 min.
Testing and Characterization
Fourier Transform Infrared (FTIR) Spectroscopy
A Fourier transform infrared (FTIR) spectrometer (Model Tensor 207, Bruker, Ettlingen, Germany) was used to determine the presence of specific functional groups and the composition of the graft polymer of NR using attenuated total reflectance (ATR). The selected spectral range was between 4000 and 600 cm−1; 32 scans were collected at a spectral resolution of 4 cm−1.
Morphology Analysis
To study their cross-section, the TPS/NR blend samples were cryogenically broken by dipping in liquid nitrogen. The phase morphology was visualized under a scanning electron microscope (SEM) (SU3900, HITACHI, Japan) at 20 kV. Osmium tetroxide (OsO4) was used to stain the NR phase and increase the contrast of samples [31] due to its reaction with the double bonds of carbon, which facilitated the observation of the phase separation between TPS and NR.
Mechanical Properties
A universal testing machine (H10ks Tinius Olsen, Pennsylvania, USA) was used to evaluate the tensile and toughness properties of the samples according to ASTM D 638. Test samples were typically prepared using a die cut from large sheets and incubated at room temperature with 70%RH for 7 days before the test. Ten specimens were analyzed at a fixed extension speed of 100 mm/min using a load cell of 100 N. The toughness was calculated using the area underneath the stress–strain curve. The hardness of NR samples was tested using a Shore A durometer (Frank GmbH, Hamburg, Germany) according to ASTM D 2240.
Thermal Properties
The thermal degradation tests were performed from 25 to 700 °C at a heating rate of 10 °C/min in a nitrogen atmosphere using a thermogravimetric analyzer (TGA) (TGA 8000, Perkin Elmer, USA). The activation energy (Ea) of the degradation of the samples was also calculated using Horowitz–Metzger equation according to Eq. (2).
where α represents the fraction of weight loss during degradation at time t; θ = (T–Ts), where Ts is the temperature corresponding to the peak observed in the derivative thermogravimetry (DTG) curve; Ea is the activation energy of degradation to be calculated; and R is the gas constant. Plotting the left-hand side of Eq. (2) against θ yields a straight line, from which the kinetic parameters of thermal degradation can be calculated using the least square method to determine the slope and intercept of the straight line.
Biodegradation Test
Biodegradation tests were used to evaluate the biodegradability of the blend samples in soil according to ASTM D 5988–12 [32]. In brief, a soil mixture with a pH of 6.3 was collected from three locations in southern Thailand, including mountains, gardens, and riversides. The moisture-holding capacity and the C:N ratio of the soil mixture were 71.3% and 13:1, respectively. The soil was sieved using a 2.0-mm sieve before use. Glass vessels with 3 L of internal volume were used to incubate the samples under dark conditions at 25 ± 3 °C. Next, 2.5 g of sample was embedded in 500 g of soil medium for 120 days. A beaker of 0.5 M potassium hydroxide (KOH) solution was placed in the vessel chamber to capture the generated CO2. During a sampling operation, the vessel lid was left open for 15 min. The CO2 was estimated by titration with hydrochloric acid (0.3 N), and phenolphthalein was used as the indicator [33]. The percentage of biodegradation was evaluated using Eq. (3) [34].
Water Absorption
The samples were cut into 2 × 2 cm2 pieces and dried at 70 °C for 24 h until a constant weight was achieved. The samples were then immersed in 50 mL of distilled water at room temperature for 24 h. The percentage of water absorption was determined using Eq. (4).
where wtt and wt0 are the weights of the samples before and after water immersion, respectively.
Statistical Analysis
Experimental data were subjected to analysis of variance, and mean comparisons were performed using Duncan’s multiple range test using SPSS® software (SPSS Inc., Chicago, IL, USA).
Results and Discussion
Optimization of TPS/NR Formulations
Influence of Blend Ratio on the Properties of TPS/NR Blends
The influence of the TPS/NR blend ratio on the mechanical properties was analyzed and is presented in Table 2. The findings indicated that adding NR improves the flexibility of TPS. The elongation at break increased by − 28–680% when the amount of NR was varied from 10 to 40 wt%. Moreover, adding 10 wt% NR slightly enhanced the toughness of the blends. This result could be because the NR phase absorbs the stress acting on the material during deformation [35]. In contrast, increased NR content resulted in decreased modulus, tensile strength, and hardness because of the reduction of crystalline phase and the lack of immiscibility and surface adhesion between the matrix phase of the hydrophilic polymer (TPS) and the NR. These results agree with those of [8] and [15]. However, in this research, the blend of TPS/NR with a weight ratio of 90/10 was selected as the optimal proportion for further investigation as the blend surface becomes sticky at higher NR content.
Influence of PEG Content on the Properties of TPS/NR Blends
Table 3 presents the effect of different PEG contents on the mechanical properties of the TPS/NR blends. Adding a small amount of PEG (1.0 wt%) can significantly enhance the modulus, tensile strength, and elongation at break of the blends. Moreover, the toughness increased from 596.7 to 1305.2 MJ/m3 upon adding PEG to the blends because the PEG acts as a processing aid by reducing the melt viscosity [25] and improving the dispersion of the rubber domain within the material. Moreover, PEG effectively plasticized the TPS phase by reducing the intermolecular forces and increasing the mobility of the TPS chains. Similar results have also been observed in other blend systems, as reported by [26] and [27]. Incorporating PEG has been shown to have a plasticization effect in polymer blends of polylactic acid (PLA) and starch. However, when the PEG content was greater than 3.0 wt%, the mechanical properties tended to decrease significantly. This can be explained by the phase separation of PEG, which reduced the compatibility of the materials.
Influence of Modified NR on the Properties of TPS/NR Blends
Chemical Characterization of Modified NR
The grafted-NR samples were initially characterized using the extraction method to determine the grafting efficiency of NR molecules, as presented in Table 4. All the grafted-NR samples exhibited a high grafting efficiency of about 90%. This result confirmed the effectiveness of the graft copolymerization technique using a redox initiator to prepare the graft copolymer of NR. In order to verify the chemical structure of the obtained graft copolymers, ATR-FTIR was employed, and the results are shown in Fig. 1. The characterization results provided strong evidence for the modification of NR with different acrylate polymers. The spectra exhibited specific peaks associated with NR, such as absorption peaks at 2975 cm−1 for − C–H stretching, 1670 cm−1 for − C = C stretching, 1446 cm−1 for − C–H bending, and 836 cm−1 for − C–H out-of-plane bending vibrations of the existing isoprene units [36]. For the NR-g-PMMA and NR-g-PBMA, the signal of the − C = O stretching vibrations representing the incorporated acrylate functional groups was observed at 1732 cm−1 in the FTIR spectrum [37]. In ENR50, the spectra showed new absorption peaks at 870 and 1240 cm−1, corresponding to the asymmetric and symmetric ring stretching of the epoxide group, respectively [38].

ATR-FTIR spectra of unmodified NR, ENR50, and graft copolymers NR-g-PBMA and NR-g-PMMA
Morphological and Mechanical Properties of TPS/NRs Blends
The mechanical properties of TPS/NR blends manufactured using four different forms of non-polar and polar NR (i.e., ENR50, NR-g-PMMA, and NR-g-PBMA) are summarized in Table 5. Neat TPS exhibited higher modulus and hardness than the NR blends. The major difference in these properties can be attributed to the highly crystalline nature of TPS molecules. In contrast, adding NR and modified NR drastically increased the elongation at break and toughness of TPS due to the soft amorphous regions of NR providing higher chain mobility and energy absorption, which was confirmed by the stress–strain curve shown in Fig. 2.

Stress–strain curves of TPS/NR blends with a 90:10 weight ratio prepared from different NRs and 1.0 wt% PEG
Among the series of modified NRs, the blends of TPS and ENR50 showed superior mechanical properties, especially toughness. This result depends on the chemical structure of the modified NR that generates the intermolecular interaction at the interface of the blends. The interfacial interaction between the epoxide groups of ENR50 and the carbonyl group (C = O) of NR graft copolymers (NR-g-PMMA and NR-g-PMBA) with the hydroxyl group (− OH) of TPS might occur through polar–polar interactions and hydrogen bonding, as proposed in Scheme 2. However, NR-g-PMMA and NR-g-PMBA might be less reactive than ENR50 because such graft copolymers consist of large bulky side groups in the main chain, leading to higher steric hindrance effects and causing greater phase separation.
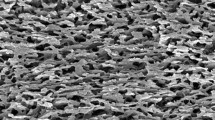
The improved compatibility of blends containing ENR50 was further confirmed from the images of the morphology shown in Fig. 3. In the case of blends with a weight ratio of 90:10 (TPS:NR), the formation of the dispersed NR within the TPS matrix was observed in all tested samples. However, compared to the other modified NRs, the blends containing ENR50 had a finer grain structure. This could indicate that ENR50 was more miscible with the TPS than other modified NRs and enhanced the compatibility between the phases of the blends, which was consistent with the results relating to the mechanical properties.

Proposed chemical interactions between modified NR and TPS phases

SEM micrographs of TPS/NR blends with a 90:10 weight ratio prepared from different NRs and 1.0 wt% PEG: a TPS/NR, b TPS/ENR50, c TPS/NR-g-PMMA, and d TPS/NR-g-PBMA
Thermal Properties
The interaction between TPS and modified NRs was confirmed by examining their thermal properties and activation energy. In Table 6, the modified NRs (i.e., ENR50, NR-g-PMMA, and NR-g-PBMA) blended with TPS showed higher degradation temperature (Td) and activation energy than the unmodified NR and TPS blend. The activation energy signifies the minimum energy required for material decomposition; higher values indicate enhanced thermal stability. The activation energies of the TPS/NR blends with and without polar functional groups are also provided in Table 6. Notably, the blends of modified NRs had significantly higher activation energies than the blend of TPS/NR. Among the various modified NRs, ENR50 showed outstanding performance. These findings correlate well with the observed mechanical properties, as the active group in ENR50 facilitates improved blend compatibilization for the reasons mentioned above. The data also reveal that all the blends showed lower Td than their raw polymer counterparts, mainly due to their diminished homogeneity compared to the neat (raw) materials.
Physical Appearance and Water Absorption
Figure 4 shows the physical appearance of TPS and the TPS/NR and TPS/ENR50 blends. The TPS sheet was hard and brittle. Compared to TPS, both polymer blends exhibited a darker brownish-yellow color and lower transparency. However, when comparing the two polymer blends, ENR50 displayed a lighter color than NR. This lightening was attributed to the ENR50 synthesis process, where the synthesized rubber latex undergoes multiple water-leaching steps, reducing the carotenoid components, which are yellow, orange, and red organic pigments.

Photographs of TPS/NR blends prepared from different NRs with a 90:10 weight ratio and 1.0 wt% PEG; a TPS, b TPS/NR, and c TPS/ENR50
The water absorption of the TPS and the TPS/NR and TPS/ENR50 (90:10) blends are presented in Fig. 5. After a 1-hour testing period, the water absorption capability of the blends was significantly lower than that of TPS. After 3 h, the water absorption of the TPS was 98.0%; it began to decompose after that, preventing further tests. In contrast, the water adsorption of the TPS/NR blends was lower than that of the TPS, within the range of 72.3–77.5%. A reduction in water absorption with the incorporation of NR into the TPS was attributed to the decreased polarity of the material, which is a primary factor contributing to water absorption in TPS. Upon comparing the TPS/ENR50 and TPS/NR blends, TPS/ENR50 exhibited relatively higher water absorption. This was plausibly due to the polar oxirane rings in ENR50, which increase the hydrophilicity of the blend.

Water absorption of TPS and the TPS/NR and TPS/ENR50 blends with a 90:10 weight ratio and 1.0 wt% PEG
Biodegradability of NR/TPS Blends
Figure 6 presents the results of the aerobic biodegradability test conducted on the TPS/NR and TPS/ENR50 blends with a 90:10 weight ratio in the presence of 1.0 wt% PEG. All test samples generally showed more than 95% decomposition under soil conditions within 120 days. The type of NR did not affect the degradation rate of the samples. The initial phase of biodegradation was attributed to the TPS content. Amylose and amylopectin are the main components of TPS, which undergo hydrolysis upon exposure to moisture. This hydrolysis leads to a decrease in molecular weight and an increase in microorganism-driven decomposition. Additionally, the lower molecular weight of TPS compared to NR facilitates chain scission within a shorter period [44]. However, from the results of these experiments, it was also confirmed that non-vulcanized NR is a biodegradable material.

Percentage of biodegradation of TPS/NR and TPS/ENR50 blends under composting conditions according to ASTM D 5988-12
Conclusions
Improvement of the elongation at break and toughness of the TPS and NR blends was successfully achieved using PEG in combination with modified NR. The highest value of both blend properties was observed when 1.0 wt% of PEG was used. However, excessive PEG content resulted in phase separation and decreased mechanical properties. ENR50 was most suitable for enhancing the elongation and toughness of the TPS, compared to NR-g-PMMA and NR-g-PBMA. The side chain of modified NR emerged as a critical factor influencing the mechanical and thermal properties of the TPS/NR blends. The addition of NR and ENR50 (10.0 wt%) reduced the water absorption by ⁓20.5–25.7% compared to neat TPS after 3 h (⁓98.0%). However, these materials were still unsuitable for high moisture or direct water contact applications. Within 120 days, over 95% of the blend samples demonstrated biodegradability in soil by aerobic microorganisms. The optimal weight ratio of the TPS/ENR50 and the feasibility of applying the blends as food contact materials are potential future research subjects.
References
Falcão LS, Coelho DB, Veggi PC, Campelo PH, Albuquerque PM, de Moraes MA (2022) Starch as a matrix for incorporation and release of bioactive compounds: fundamentals and applications. Polymers 14:2361. https://doi.org/10.3390/polym14122361
Bangar SP, Whiteside WS, Ashogbon AO, Kumar M (2021) Recent advances in thermoplastic starches for food packaging: a review. Food Packag Shelf Life 30:100743. https://doi.org/10.1016/j.fpsl.2021.100743
Abera G, Woldeyes B, Demash HD, Miyake G (2020) The effect of plasticizers on thermoplastic starch films developed from the indigenous Ethiopian tuber crop Anchote (Coccinia Abyssinica) starch. Int J Biol Macromol 155:581–587. https://doi.org/10.1016/j.ijbiomac.2020.03.218
Zuo Y, Gu J, Tan H (2015) Thermoplastic starch prepared with different plasticizers: relation between degree of plasticization and properties. J Wuhan Univ Technol-Mat Sci Edit 30:423–428. https://doi.org/10.1007/s11595-015-1164-z
Balla B, Bartos A, Kun D, Csiszár E, Móczó J, Fekete E (2021) Improving mechanical and water sorption properties of thermoplastic starch by incorporating chitosan filler. Polym Test 101:107278. https://doi.org/10.1016/j.polymertesting.2021.107278
Lai DS, Adnan SA, Osman AF, Ibrahim I, Haq H (2021) Mechanical properties of thermoplastic starch biocomposite films with hybrid fillers. J Phys: Conf Ser 2080:012011
Rodriguez-Gonzalez FJ, Ramsay BA, Favis BD (2003) High performance LDPE/thermoplastic starch blends: a sustainable alternative to pure polyethylene. Polym J 44:1517–1526. https://doi.org/10.1016/S0032-3861(02)00907-2
Carvalho AJF, Job AE, Alves A, Curvelo AAS, Gandini A (2003) Thermoplastic starch/natural rubber blends. Carbohydr Polym 53:95–99. https://doi.org/10.1016/S0144-8617(03)00005-5
Nakason C, Kaesaman A, Eardrod K (2005) Cure and mechanical properties of natural rubber-g- poly(methyl methacrylate)–cassava starch compounds. Mater Lett 59:4020–4025. https://doi.org/10.1016/j.matlet.2005.07.057
Anderson GJ (2011) Thermoplastic starch blends with polypropylene. Annual Tech Conference- ANTEC Conf Proc 1:335–338
Martins AB, Santana RMC (2019) Structure-properties correlation in PP/thermoplastic starch blends containing sustainable compatibilizer agent. Mater Res Express 6:095336. https://doi.org/10.1088/2053-1591/ab0f73
Martinez Villadiego K, Arias Tapia MJ, Useche J, Macías DE (2022) Thermoplastic starch (TPS)/polylactic acid (PLA) blending methodologies: a review. J Polym Environ 30:75–91. https://doi.org/10.1007/s10924-021-02207-1
Ghafar NFA, Aziz NSA, Makhtar NSM, Rodhi MNM (2015) The effect of natural rubber and plasticizer addition on the mechanical properties of Tacca leontopetaloides starch based Polymer. Adv Mat Res 1113:127–134. https://doi.org/10.4028/www.scientific.net/AMR.1113.127
Jantanasakulwong K, Leksawasdi N, Seesuriyachan P, Wongsuriyasak S, Techapun C, Ougizawa T (2016) Reactive blending of thermoplastic starch, epoxidized natural rubber and chitosan. Eur Polym J 84:292–299. https://doi.org/10.1016/j.eurpolymj.2016.09.035
Cai Z, Cadek D, Smejkalov P, Kaderabkova A, Nova M, Kuta A (2021) The modification of properties of thermoplastic starch materials: combining potato starch with natural rubber and epoxidized natural rubber. Mater Today Commun 26:101912. https://doi.org/10.1016/j.mtcomm.2020.101912
Rachtanapun P, Kodsangma A, Homsaard N, Nadon S, Jantrawut P, Ruksiriwanich W, Seesuriyachan P, Leksawasdi N, Phimolsiripol Y, Chaiyaso T, Phongthai S, Sommano SR, Techapun C, Ougizawa T, Kittikorn T, Wangtueai S, Regenstein JM, Jantanasakulwong K (2021) Thermoplastic mung bean starch/natural rubber/sericin blends for improved oil resistance. Int J Biol Macromol 188:283–289. https://doi.org/10.1016/j.ijbiomac.2021.07.187
Boonluksiri Y, Siangdang P, Nakaramontri Y (2023) Water resistance, biodegradation and thermal stability of thermoplastic starch reinforced with unvulcanized natural rubber, epoxidized natural rubber and dissolving pulp. J Polym Environ 31:488–500. https://doi.org/10.1007/s10924-022-02653-5
Trovatti E, Carvalho AJF, Gandini A (2015) A new approach to blending starch with natural rubber. Polym Int 64:605–610. https://doi.org/10.1002/pi.4808
Pichaiyut S, Nakason C, Wisunthorn S (2018) Biodegradability and thermal properties of novel natural rubber/linear low density polyethylene/thermoplastic starch ternary blends. J Polym Environ 26:2855–2866. https://doi.org/10.1007/s10924-017-1174-3
Pichaiyut S, Wisunthorn S, Thongpet C, Nakason C (2016) Novel ternary blends of natural rubber/linear low-density polyethylene/thermoplastic starch: influence of epoxide level of epoxidized natural rubber on blend properties. Iran Polym J 25:711–723. https://doi.org/10.1007/s13726-016-0459-z
Oommen Z, Gopinathan Nair MR, Thomas S (1996) Compatibilizing effect of natural rubber-g- poly(methyl methacrylate) in heterogeneous natural rubber/poly(methyl methacrylate) blends. Polym Eng Sci 36:151–160. https://doi.org/10.1002/pen.10396
Moolsin S, Saksayamkul N, Wichien AN (2017) Natural rubber grafted poly(methyl methacrylate) as compatibilizer in 50/50 natural rubber/nitrile rubber blend. J Elastomers Plast 49:422–439. https://doi.org/10.1177/0095244316671021
Jaratrotkamjorn R, Khaokong C, Tanrattanakul V (2012) Toughness enhancement of poly(lactic acid) by melt blending with natural rubber. J Appl Polym Sci 124:5027–5036. https://doi.org/10.1002/app.35617
Thiraphattaraphun L, Kiatkamjornwong S, Prasassarakich P, Damronglerd S (2001) Natural rubber- g-methyl methacrylate/poly(methyl methacrylate) blends. J Appl Polym Sci 81:428–439. https://doi.org/10.1002/app.1455
Xie M, Liu X, Li H (2006) Influence of poly(ethylene glycol)-containing additives on extrusion of ultrahigh molecular weight polyethylene/polypropylene blend. J Appl Polym Sci 100:1282–1288. https://doi.org/10.1002/app.23510
Yu Y, Cheng Y, Ren J, Cao E, Fu X, Guo W (2015) Plasticizing effect of poly(ethylene glycol)s with different molecular weights in poly(lactic acid)/starch blends. J Appl Polym Sci 132:41808. https://doi.org/10.1002/app.41808
Whulanza Y, Azadi A, Supriadi S, Rahman SF, Chalid M, Irsyad M, Nadhif MH, Kreshanti P (2022) Tailoring mechanical properties and degradation rate of maxillofacial implant based on sago starch/polylactid acid blend. Heliyon 8:e08600. https://doi.org/10.1016/j.heliyon.2021.e08600
Promsung R, Nakaramontri Y, Kummerlöwe C, Johns J, Vennemann N, Saetung N, Kalkornsurapranee E (2021) Grafting of various acrylic monomers on to natural rubber: effects of glutaraldehyde curing on mechanical and thermo-mechanical properties. Mater Today Commun 27:102387. https://doi.org/10.1016/j.mtcomm.2021.102387
Kalkornsurapranee E, Yung-Aoon W, Thongnuanchan B, Thitithammawong A, Nakason J, Johns J (2017) Influence of grafting content on the properties of cured natural rubber grafted with PMMAs using glutaraldehyde as a cross-linking agent. Adv Polym Technol 37:1478–1485. https://doi.org/10.1002/adv.21806
Baks T, Ngene IS, van Soest JJG, Janssen AEM, Boom RM (2007) Comparison of methods to determine the degree of gelatinisation for both high and low starch concentrations. Carbohydr Polym 67:481–490. https://doi.org/10.1016/j.carbpol.2006.06.016
Smith RW (2002) The staining of polymers. Microscopy Today 8:190–191. https://doi.org/10.1017/S1431927602102273
Al-Salem SM, Al-Nasser A, Sultan H, Karam H (2019) In situ aerobic biodegradation in soil contact using the standard test method of ASTM D5988-12. IOP Conf Ser: Earth Environ Sci 291:012011. https://doi.org/10.1088/1755-1315/291/1/012011
Chinaglia S, Tosin M, Degli-Innocenti F (2018) Biodegradation rate of biodegradable plastics at molecular level. Polym Degrad Stab 147:237–244. https://doi.org/10.1016/j.polymdegradstab.2017.12.011
Chattopadhyay SK, Singh S, Pramanik N, Niyogi UK, Khandal RK, Uppaluri R, Ghoshal AK (2011) Biodegradability studies on natural fibers reinforced polypropylene composites. Appl Polym Sci 121:2226–2232. https://doi.org/10.1002/app.33828
Kahar AWM, Ismail H (2016) High-density polyethylene/natural rubber blends filled with thermoplastic tapioca starch: physical and isothermal crystallization kinetics study. J Vinyl Addit Technol 22:191–199. https://doi.org/10.1002/vnl.21422
Manohar N, Jayramudu J, Suchismita S, Rajkumar K, Babulreddy A, Sadiku ER, Priti R, Maurya DJ (2017) A unique application of second order derivative FTIR–ATR spectra for compositional analyses of natural rubber and polychloroprene rubber and their blends. Polym Test 62:447–453. https://doi.org/10.1016/j.polymertesting.2017.07.030
Dafader NC, Haque ME, Akhtar F, Ahmad MU (2006) Study on grafting of different types of acrylic monomers onto natural rubber by γ-rays. Radiat Phys and Chem 75:168–172. https://doi.org/10.1016/j.radphyschem.2005.04.002
Amornchaiyapitak C, Taweepreda W, Tangboriboonrat P (2008) Modification of epoxidised natural rubber film surface by polymerisation of methyl methacrylate. Eur Polym 44:1782–1788. https://doi.org/10.1016/j.eurpolymj.2008.03.002
Yung-Aoon W, Khunmaung P, Chaisongkram P, Seatung N, Johns J, Kalkornsurapranee E (2015) Some studies on the preparation and characterization of natural rubber grafted poly (methyl methacrylate), polystyrene and poly (styrene-co-methyl methacrylate). Adv Environ Biol 9(13):14–19
Bijarim M, Ahmad S, Rasid R (2012) Mechanical, thermal and morphological properties of poly(lactic acid)/epoxidized natural rubber blends. J Elastom Plast 46(4):338–354. https://doi.org/10.1177/0095244312468442
Dahham OS, Zulkepli NN (2020) Robust interface on ENR-50/TiO2 nanohybrid material based sol-gel technique: insights into synthesis, characterization and applications in optical. Arab J Chem 13(8):6568–6579. https://doi.org/10.1016/j.arabjc.2020.06.013
Saramolee P, Lopattananon N, Sahakaro K (2014) Preparation and some properties of modified natural rubber bearing grafted poly(methyl methacrylate) and epoxide groups. Eur Polym J 56:1–10. https://doi.org/10.1016/j.eurpolymj.2014.04.008
Ratcha A, Yoosuk B, Kongparakul S (2013) Grafted methyl methacrylate and butyl methacrylate onto natural rubber foam for oil sorbent. Adv Mater Res 844:385–390. https://doi.org/10.4028/www.scientific.net/AMR.844.385
Nevoralova M, Koutny M, Ujcic A, Stary Z, Sera J, Vlkova H, Slouf M, Fortelny I, Krulis Z (2020) Structure characterization and biodegradation rate of poly(ε-caprolactone)/starch blends. Front Mater 7:141. https://doi.org/10.3389/fmats.2020.00141
Funding
The authors are grateful for financial supports from the National Research Council of Thailand (NRCT), Thailand and the Research and Development Office, Prince of Songkla University, Thailand for financial support by grant no. AGR6505033S.
Author information
Authors and Affiliations
Contributions
LS, TS, EK, PS, RP, AC, JJ: All authors contributed to the study conception and design. LS acts as the project administration. Material preparation, experimental analysis and data collection were performed by TS, PS, RP, AC, and JJ. The first original draft of the manuscript was written by LS and EK and the final versions of the manuscript was commented and approved by all authors.
Corresponding author
Ethics declarations
Conflict of interest
The authors have not disclosed any competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Songtipya, L., Kalkornsurapranee, E., Songtipya, P. et al. Enhancing Thermo-mechanical Properties of Thermoplastic Starch/Natural Rubber Blends Through the Synergistic Combination of PEG and Modified Natural Rubber. J Polym Environ 32, 1868–1878 (2024). https://doi.org/10.1007/s10924-023-03086-4
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-023-03086-4