
Abstract
The green rigid polyurethane (PU) foam has been developed with 100 % soy polyol after optimization of formulation ingredients and lignin has been introduced and isocyanate content reduced in the green rigid PU foam. The cellulosic nanofibers have also been successfully incorporated and dispersed in green rigid PU foam to improve the rigidity. The influence of nano cellulose fiber modification (enzymatic treatment, hydrophobic modification with latex) on the foam density, open cell content, foam raise height, water vapor, and mechanical properties of rigid PU foam were studied. The foamed structures were examined using scanning electron microscopy to determine the cell size and shape due to the addition of cellulosic nanofibers. The odor test were performed to evaluate the odor concentration 100 % soyol based PU foam including lignin and nanofiber and compared to 100 % synthetic based polyol PU foam. The experimental results indicated that the compression and impact properties improved due to the modification of nano cellulosic fibers. The odor concentration level of nanofiber reinforced rigid PU foam reduced significantly compared to 100 % PU foam due to the replacing of isocyanate content. It can be said that with an appropriate combination of replacing isocyanate by lignin and addition of nanofiber, rigid PU foam properties could be improved.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Use of polyurethane (PU) foam is continuing to grow at a rapid rate throughout the world. This growth can be attributed to their light weight, excellent strength to weight ratio, energy absorbing performance and comfort features. Nowadays, PU foam based on biomaterials (soy polyol) is becoming a mainstream marketing avenue and expanding their applications in the automotive and construction sector [1–8]. According to a lifecycle comparison, soy-based feedstocks showed 75 % less total environmental impact than petroleum-based feedstocks due to significant reductions in fossil fuel depletion, global warming, smog formation, and ecological toxicity. At the same time, one of the key components in PU foam formation is methylene bisphenyl isocyanates (MDI). In recent days, there has been growing concern about the potential negative impact of isocyanates on environment and human health and their usages are being discouraged. If exposed to a high concentration, the toxic response to free MDI can potentially lead to serious health hazards. Therefore, an alternative solution will be developing PU foam with reduced/replaced isocyanate.
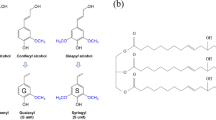
On the other hand, industrial lignins are currently obtained as co-products of the manufacture of cellulose pulp for paper, as well as from other biomass-based industries. Although the amount of lignin extracted in pulping operations around the world is estimated to be over 70 million tons per year, less than 2 % is actually recovered for utilization as a chemical product [9]. The majority of the lignin extracted in pulp and paper operations is actually burned as part of the treatment of the spent pulping liquors for recovery of energy and regeneration of pulping chemicals. They are non-toxic, potentially of high value, inexpensive and available in large amounts. Therefore, it is important to find new value added applications for it rather than burned materials. Because of its properties, lignin can be used for different technical purposes.
Lignins are also non-toxic, potentially of high value, inexpensive and available in large amounts. Their macromolecular structure presents a high heterogeneity, which is caused by variations in lignin composition, size, cross-linking and functional groups due to differences in raw material, pulping and isolation conditions. The uniqueness of these functional resins makes them ideal candidate as a reactive linkages. Therefore, addition of lignin in the application of PU foam composition not only is a logical approach to reduce/replace isocyanates, but also it is an obvious methodology to increasing the green material in foam and light-weight materials application.
Another abundant biomass resource is cellulose derived from agro-residues or wood pulp. It is now well documented cellulosic nanofibers can impart significant structural changes in a foaming process leading to development of interconnected microcellular cells. With the addition of lingo-cellulosic fibers or particles, the nucleation mode of foaming can be changed from homogeneous nucleation to heterogeneous nucleation. To obtain cells with controlled structure and uniform distribution, a common practice is to add fibers or particles (nucleation agents) as ‘hot spots’ and to reduce the nucleation energy. A fine dispersion of these nucleation agents can assist the formation of nucleation centers for a gaseous phase. It is generally known that the size, shape, and distribution of the fibers, as well as the surface treatment can affect the nucleation efficiency [10] and because of the nanometer size of these fibers, their physicochemical characteristics differ significantly from those of molecular and bulk materials [11, 12]. Unlike fibers, cellulosic nanofibers has high surface to weight ratio. This effect of cellulose nanofiber shows promise to explore their potential as a super nucleating agent for micro-bubble formation. It is anticipated that development of interconnected micro-bubbles will lead to better heat dissipation in a cyclical stress, hence to have a transformative change in the compression set of properties of rigid PU foam.
The overall objective of this research is to investigate the impact of lignin on the replacement of isocyanate part in the soy-based PU foam with the motivation for this being the use of cheap renewable materials from biomass for obtaining new light weight materials. In addition, the influence of cellulosic nanofiber based on their dispersion ability as a nucleating agent on the foam properties will be evaluated.
Experimental
Materials
Soy-based polyol (BiOH® 2300) was purchased from Cargill Industrial Oils and Lubricants, Hopkins, Minnesota, USA. Its hydroxyl number was 156 mg KOH/g with the viscosity of 5,679 cPs at 25 °C according to the data provided by the supplier. Suprasec® 7316 (31.1 % NCO), a polymeric diphenylmethane diisocyanate (MDI), was donated by Huntsman Polyurethanes (The Woodlands, Texas, USA) and used to produce urethane foams. Its functionality was 2.0 as provided by the supplier. Tertiary amine, a mixture of triethylene diamine and dipropylene glycol, and polysiloxane were used as reaction catalyst, gelling catalyst and surfactants and donated by Air Products and Chemical Inc. (Allentown, Pennsylvania, USA). Distilled water was used as a foaming agent according to polyurethane foam reaction. Commercially available industrial lignin (PROTOBIND 1000), which is softwood Kraft lignin was obtained from Krugar, Wayagamack Inc., Trois-Rivières-Ouest, Quebec, Canada. To prepare synthetic polyol based PU foams, JEFFOL G-30-167 (hydroxyl number:167 mg KOH/g with the viscosity of 1,150 cPs at 25 °C) was used as polyol, donated by Huntsman Polyurethanes (The Woodlands, Texas, USA) and all other components remained similar in the foam formulation.
Production of Cellulosic Micro/Nanofiber
Cellulosic micro and nanofibers were produced from bleached soft wood pulp with 1–2 % consistency, which was fed into a high shear defibrillator with adjustable gap to control the degree of the share. The process could be repeated for several times until the diameter of the fiber reaches the predetermined dimension. The thin layer of the micro and nano cellulose fiber suspension was frozen to minus 40 °C. The frozen micro and nano cellulose fiber suspension was then placed into the chamber of a Labconco Freeze Dryer and vacuum dried at less than 100 micro torr until all the ice were sublimated. The cellulosic micro fiber diameter was 100 nm to 1 μm range and length was up to 500 μm. The cellulosic nanofiber diameter was 10–20 nm and length up to 1 μm.
Chemical Treatment of Cellulosic Nanofiber
Enzymatic Treatment
Bleached kraft wood fibers were thoroughly disintegrated in 2 liters of water and autoclaved for 20 min. Fungal culture was added to this fiber suspension in a sterile flask with an appropriate amount of sucrose (100 g) and yeast extract (2 g) to support the fungal growth. The fungus was left to grow on the fibers at room temperature for a period of 3–4 days with slow agitation at room temperature. The fibers were autoclaved after their respective treatment time, and then sterilized and washed for further processing to cellulose nanofibers.
Hydrophobic Treatment
A jacket reactor was initially charged with all components (distilled water, acrylate monomers: butyl acrylate and a co-monomer with long hydrophobic chain, various amounts of emulsifier and 0.25 l sodium bicarbonate) required except for the initiator. The initiator was dissolved in certain amount of distilled water prior to being added. The system was purged with nitrogen for 30 min and then heated to 50 °C while being purged with nitrogen for 20 min and then the initiator was added. The emulsion was stirred at a speed of around 250 rpm, and the reaction proceeded for 5 h in order to achieve a high conversion of the final product, i.e., cationic modified polybutyl acrylate (PBA) latex.
Certain amount of hydrophobic PBA latex (solid content 25 % w/w) was mixed with cellulose nanofibers. The mixture was diluted twice with de-ionized water, followed by stirring for half an hour at ambient temperature. The typical weight ratio of the latex to nanofiber was 5:95. The nano-sized latex tends to adsorb on surfaces of cellulose fibers due to its surface charge characteristics.
Foam Preparation and Evaluation
Soy based PU rigid foams were prepared by well known free-rise method. The formulations of the neat soy based PU rigid foam and with the enhancement lignin and cellulosic miceo/nanofiber are shown in Table 1. The soy based polyol was manually mixed with the additives (catalysts, surfactant and H2O) for 5 min under ambient temperature, and then PMDI was added and mixed for another 20 s. Afterwards, the resultant mixture was quickly transferred into a deep foil pan (13 × 10 × 2 cubic inch) for foaming to obtain the soy based rigid PU foam. The prepared soy based rigid PU foams were cured for 24 h at room temperature before further testing.
The lignin and cellulosic micro/nanofiber enhanced rigid soy based PU foam were prepared as follows. The amount of lignin and cellulosic micro/nanofibers were calculated in terms of 100 parts of soy polyol. The cellulosic micro and nanofibers were soaked in soy polyol for 10–15 min. After that lignin and the additives (catalysts, surfactant and H2O) were added and mixed together for 35 min under ambient temperature. When cellulosic fibers are well dispersed then PMDI was added and mixed for another 60 s.
Preparation of Foam Samples
All the rigid soy based PU foams were conditioned at 23 °C and 45 % relative humidity. The foam samples for different characterization were prepared by cutting foam with a saw followed by polishing with a belt sander (Model 31-710, Rockwell International, Pittsburgh, USA). The size of grit was 120. The length, width, and thickness of the foam samples were measured after polishing. The thickness of the foam samples was parallel to the foam rise direction.
Foam Characterizations
Open Cell Content and Foam Density Measurement
Five foamed samples (3 cm × 3 cm × 2.5 cm) were cut according to ASTM D1622-09 procedure to calculate the foam densities. The open cell contents were determined by using above mentioned foam density samples with a Quantachrome Instruments Ultrapychometer 1000 (Boynton Beach, FL, USA) according to ASTM D6226-05 at 23 °C and 45 % relative humidity.
Scanning Electron Microscope (SEM) Investigation
Thin section of foamed samples was gold coated by a sputter coating (BOT 341F) with evaporated gold (in 4 nm thickness). After that the gold coated samples were examined using a SEM (Hitachi S-2500, Hitachi High Technologies Inc.,Tokyo, Japan) at an acceleration voltage of 15 kV. The cell morphologies including cell size (feret diameter), cell roundness, and cell size distribution (feret distribution) were statistically analyzed by ImageJ software.
Mechanical Tests
The tensile tests (Zwick/Z100, Zwick GmbH & Co. KG, Germany) were conducted at test speeds of 5 mm/min according to ASTM standard D638. All tests were performed at room temperature under a relative humidity of 50 % and at least seven samples were tested for each formulation. Five specimens (5 cm × 5 cm × 2.5 cm) were tested for compressive strength using an Instron universal testing machine (Model 3367, Instron) according to ASTM standard D3574 at room temperature and 50 % relative humidity. The rate of crosshead speed was 2.5 mm/min and the value at 10 % deformation was recorded as compressive strength. A drop weight impact tester (Instron Dynatup 8250, Instron Corp, USA) was used to measure the impact energy according to ASTM D-256 method. The impact test was performed at room temperature in non-penetration-mode. The impactor had a mass of 5 kg and the velocity was 3.1 mm/s.
Odor Measurement
The odor measurements were performed with Olfactometer T07 (ECOMA) as followed by standard method VDI 3881. The samples were stored for 30 min at 60 °C in all cases. The odor level (Lod) is calculated according to following equation and the reference quantity is the odorant concentration at the threshold, i.e. 1 OU/m3.
where C od is concentration of neutral air and C od,cs is concentration of neutral air with smell sample. This test was performed at the Institute of Materials Engineering, University of Kassel, Germany.
Water Vapor Gain Measurement
The water vapor gain was measured according to the ASTM E96-66-Standard. The controlled atmosphere in a sealed desiccators kept at 50 ± 2 % relative humidity during the whole experiment by means of a saturated aqueous solution of Ca(NO3)2 that controlled the humidity by approx. 51 % at room temperature. The specimen thickness was approximately 2.5 mm. The specimens were dried in an oven for 2 h before the experiment. The water level always kept at least 2 cm in a 7 cm high bottle, in order to avoid contact with the specimen and the water. The specimens were then placed on the bottle opening. The specimen weight in periodic time was weighed and calculated the water vapor gain.
Results and Discussion
The cellular morphology of bio-PU rigid foams with the enhancement of treated cellulosic micro/nanofiber is illustrated in Fig. 1. It is seen that the cell size was overall reduced due to the addition of cellulosic micro and nanofiber regardless of fiber treatment. Due to the addition of fiber, the foaming was delayed as well as the expansion of the polymer matrix is hindered in the presence of fiber. In addition, it should be noted that the micro and nano cellulose fibers could not be observed in cellular structures by SEM due to the size of fiber (micro/nano) and limitations of SEM maximum resolutions. It was tried with TEM (transmission electron microscope) with high resolutions, but in vain. Because the both matrix and cellulose micro/nanofibers are polar medium and could not be detected by TEM. It is known to that when the cellulose fibers were introduced into the foams, most fibers framed in the cell wall [7].

Cellular morphology of rigid lignin and cellulosic micro/nano fiber enhanced soy-based PU foams
The average cell size and cell roundness were calculated based on counted 400 cells from SEM images, illustrated in Fig. 2. The addition of lignin and micro/nanocellulose fiber has contributed the reduction of cell size in PU foam, which is counted 410–190 μm with treated nanocellulose reinforcement. The cell roundness or shape did not influenced significantly by the addition of lignin and cellulosic fibers.

Average cell size and cell roundness of rigid lignin and cellulosic micro/nanofiber enhanced soy-based PU foams
Though Gu et al. [7] described that the introduction of wood fibers in soy based PU foams contributed the larger cell size of 487.8 μm as compared to neat foam of 276.1 μm due to wood fiber reactivity to the foam matrix. But in this case, fiber size in micro and nano scale might play a significant role regarding cell size. It is also well known that micro/nano particles or fibers play as a nucleating agent in foam structure, which corresponds to significant cell size reduction depending on foaming process and foaming materials [13–15]. The influence of microcrystalline cellulose in soy based PU foams was investigated by Luo et al. [16] and it is observed that cell size reduced significantly from 644 to 392 μm with the addition of 10 % microcrystalline cellulose.
The cell size distributions of soy PU foams with and without lignin and cellulosic micro/nanofibers were calculated based on counted 400 cells. It is observed in Fig. 3 that control soy based PU foams had wider cell size range (Feret diameter) and lower cell distribution frequency (Feret diameter distribution) compared to the foam made with lignin and cellulosic micro/nanofiber regardless of fiber treatment. In addition, hydrophobic latex treated cellulosic nanofiber reinforced soy PU foams exhibited most narrowed cell size range and highest cell distribution frequency.

Average cell distribution of rigid lignin and cellulosic micro/nanofiber enhanced soy-based PU foams
The foam density of above mentioned soy PU foams is measured and illustrated in Fig. 4. The foam density of soy PU foams has increased with the addition of micro/nanofiber and lignin in the foaming process. During the foaming process, a foaming delay was observed, which halts the foam expansion. Silva et al. [17] explained that due to the addition of fiber in the reaction mixture of foaming process, there is an increase in viscosity of the foam mixture. In addition, the added fiber can induce a decrease in the reactivity of the components in the system which affects the foam expansion as well as resulted in its higher foam density. Luo et al. [18] examined the influence of lignin content in the bio PU foams and it is found that due to the addition of lignin in bio PU foams, the density of bio PU foams has increased and it increased further with increasing lignin content.

Foam density of rigid lignin and cellulosic micro/nanofiber enhanced soy-based PU foams
The open cell content of soy PU foams has drastically reduced from 90 % to around 13–16 % due to the addition of lignin and cellulosic micro/nanofibers in the foam formation regardless of fiber treatment (Fig. 5). It is mentioned before that due to the addition of lignin and cellulosic micro/nanofibers in the foam formation, it could be decrease in reactivity which corresponds to delayed foaming process. In this delayed foaming process some cell walls could overlapped into microvoids and also lignin might be play a significant role into cellular structure which belongs to drastic reduction of open cell content. In addition, it should be remembered that in the formation of lignin and micro/nanofiber enhanced soy PU foams, the content of isocyanate was reduced to 7 % compared to control soy PU foams.

Foam density of rigid lignin and cellulosic micro/nanofiber enhanced soy-based PU foams
The compressive strength and modulus of the soy based PU foams are performed and illustrated in Figs. 6 and 7. In general, the compressive strength and compressive modulus should be lower of lignin and cellulosic micro/nanofiber reinforced soy PU foams due to the reduction of 7 % isocyanate in the foam formation. Because the rigidity of PU foam depend on the isocyanate concentration in the foam formulation. It is seen that compressive strength of soy PU foams with lignin and cellulosic micro/nanofibers showed similar values compared to neat soy PU foams, though the reduction of 7 % isocyanate (Fig. 6) in the formulation. When cellulosic nanofibers were treated with enzyme and hydrophobic latex, the compressive strength (520 kPa with hydrophobic latex treatment) increased compared to untreated nanofiber enhanced soy PU foams and neat soy PU foams (350 kPa). Therefore it could be said that lignin and cellulosic micro/nanofibers play a significant role to improve the rigidity of the foam. In addition, the chemical modification of the nanofibers enhanced the compressive strength, which might correspond to better adhesion in between nanofiber and lignin with PU components. Similar trend was observed for compressive modulus of the soy PU foams. With the addition of hydrophobic latex treated cellulosic nanofiber and lignin, the compressive modulus achieved 12.9 MPa compared 9.3 MPa of neat soy PU foams (Fig. 7).

Compressive strength of rigid lignin and cellulosic micro/nanofiber enhanced soy-based PU foams

Compressive modulus of rigid lignin and cellulosic micro/nanofiber enhanced soy-based PU foams
The tensile properties (strength and modulus) were also measured for soy based PU foams with and without lignin and micro/nanofibers and the reduction of isocyanate (Fig. 8). Due to addition of cellulosic microfibers with lignin, both the tensile strength and modulus reduced. When cellulosic nanofibers were incorporated with and without treatment of nanofibers, the tensile strength and tensile modulus were achieved in comparable range of soy based control PU foams, though the isocyanate was reduced 7 % as mentioned earlier.

Tensile strength and modulus of rigid lignin and cellulosic micro/nanofiber enhanced soy-based PU foams
As followed by compression and tensile properties, the impact strength was measured (Fig. 9). It is known to that in impact test, the energy transferred to the matrix before its break is substantially increased upon reinforcement of the matrix with fiber or particles [19], but the exact mechanism of impact fracture of composites is complex. The impact strength of soy based PU foams with the addition of lignin and cellulosic micro/nanofibers did not change, which indicates that with the reduction of 7 % isocyanate, still the impact strength could be attained in similar level with the addition of lignin and cellulosic micro/nanofibers in the formulation. The increased impact strength of hydrophobic latex treated soy based PU foams may be explained by considering the crack propagation regarding finer cellular structures. Due to the addition of nanofibers and lignin, which act as nucleating agent in foamed structures and corresponds to reduce cell size (Figs. 1, 3) as well as finer cellular structure. It is explained that finer cellular structures could improve the impact properties of the fiber reinforced polymer composites [20]. Luo et al. [21] also found improved impact properties with the addition of microcrystalline cellulose in soy based PU foams.

Impact strength of rigid lignin and cellulosic micro/nanofiber enhanced soy-based PU foams
Generally, the odor of polyurethane foam is a concern from a marketing standpoint. This is especially true for bedding products where the customer is in intimate contact with the polyurethane product [22]. Nowadays, odor from different automotive parts is also concern due to unpleasantness in the interior area. Especially, soy based PU foam, which is originally derived from soybean oil, could be exhibited higher level of odor concentration compared to conventional synthetic PU foam. Therefore, odor concentrations of rigid petroleum based PU foam and lignin and cellulosic micro/nanofiber enhanced soy-based PU foams were measured (Fig. 10). The odor test was performed after 90 days of all foamed sample preparation. It is observed that 100 % soy based PU foams and 100 % synthetic PU foams showed similar level of odor concentration after 90 days of sample preparation. When lignin and cellulosic micro/nanofibers were added in soy based PU foams formulation, the odor concentration significantly reduced and it is lowered from 2,085 to 1,325 OU/m3 with hydrophobic latex treated cellulosic nanofibers enhancement. This significant odor concentration reduction posses due to the 7 % reduction of isocyanate in the soy based foam formulation and it is also be noted that the addition of lignin and cellulosic micro/nanofibers did not change the odor concentration of soy based PU foams.

Odor concentration of rigid petroleum based PU foam and lignin and cellulosic micro/nanofiber enhanced soy-based PU foams
Earlier, it is mentioned and described that the cellulosic nanofibers were treated by enzyme and hydrophobic latex. Due to the treatment of cellulosic nanofibers by hydrophobic latex, the water vapor gain was measured to observe the effect of hydrophobic treatment of nanofibers. Figure 11 illustrated the water vapor gain of 100 % soy based PU foams, lignin with cellulosic nanofibers enhanced soy based PU foam and lignin with hydrophobic latex treated cellulosic nanofibers enhanced soy based PU foams. Due to addition of lignin and untreated cellulosic nanofibers in the soy based PU foams, the water vapor gain increased gradually compared to 100 % soy based PU foams in periodic time. But, the treatment of cellulosic nanofibers by hydrophobic latex reduced the water vapor gain significantly and became at a similar level to 100 % soy based PU foams.

Water vapour gain of rigid lignin and cellulosic nanofiber enhanced soy-based PU foams
Conclusions
The 100 % soy polyol based PU foam has been developed and lignin and cellulosic micro/nanofibers have been introduced with a prior goal to reduce the isocyanate content in the foam formulation. The lignin and untreated and treated cellulosic micro/nanofibers were introduced at 5 and 1 wt% respectively and isocyanate content reduced to 7 wt%. It is observed that lignin, cellulosic micro and nanofibers could be successfully dispersed and therefore foam formulation optimization was needed. Cellular morphology, open cell content, foam density, compressive and tensile properties, impact properties, water vapor gain and odor were measured.
From this study it can be concluded that:
-
The average cell size and cell distribution were affected due to the addition of cellulosic nanofiber and lignin and with hydrophobic modified cellulose nanofiber was the strongest. The cell roundness was similar regardless of nanofiber and lignin addition.
-
The foam density of soy PU foams has increased slightly with the addition of micro/nanofiber and lignin in the foaming formulation. Open cell content significantly influenced with cellulosic nanofiber and lignin reinforcement, which is reduced from 90 to 12 %.
-
Compressive strength and modulus of soy based PU foams improved with hydrophobic treated cellulosic nanofiber enhancement, though the isocyanate content reduced to 7 % in foam formulation. Impact properties were also improved for above mentioned foam, which is hydrophobic treated cellulosic nanofiber enhanced. But tensile properties did not show any significant improvement due to addition of hydrophobic treated cellulosic nanofiber.
-
Hydrophobic modification of cellulosic nanofiber has an influence on soy based PU foams water vapor absorption. 100 % soy and synthetic based PU foams showed similar odor level and lignin with micro/nanofiber enhanced soy based PU foams showed lower odor level (~40 %) due to reduction of isocyanate.
-
It is observed that due to the addition of lignin with cellulosic micro/nanofibers in the foam formulation, the foaming reaction time and curing time significantly increased compared to control soy based PU foams. Finally from this investigation, it could be said that with an appropriate combination of reducing isocyanate and adding lignin with cellulosic nanofiber, the foam properties of rigid PU could be improved or attained similar level in comparison with soy based PU foams with higher isocyanate content.
References
Banik I, Sain M (2008) J Reinf Plast Compos 27:1745
Banik I, Sain M (2008) J Reinf Plast Compos 27:1515
Banik I, Sain M (2008) J Reinf Plast Compos 27:357
Gu R, Sain M, Konar SK (2013) Ind Crops Prod 42:273
Gu R, Konar S, Sain M (2012) J Am Oil Chem Soc 89:2103
Khazabi M, Gu R, Sain M (2011) BioResources 6:3757
Gu R, Khazabi M, Sain M (2011) BioResources 6:3775
Mielewski D (2012) Greening and light-weighting automotive: Ford’s vision for a sustainable automotive industry, 12th international conference on biocomposites: transition to green materials, May 6–8, 2012 Niagara Falls, Ontario Canada
Lora JH (2008) In: Belgacem MN, Gandini A (eds) Monomers, polymers and composites from renewable resources, chapter 10. Elsevier, United kingdom, pp 225–242
Ramesh NS, Rasmussen DH, Campbell GA (1994) Polym Eng Sci 34:1685
Antonietti M, Goltner C (1997) Angew Chem Int Ed Engl 36:36
Schmid G (1994) Clusters and colloids. VCH, Weinheim
Bledzki AK, Faruk O (2005) J Appl Polym Sci 97:1090
Bledzki AK, Faruk O (2006) Macromol Mater Eng 291:1226
Bledzki AK, Faruk O (2006) Compos Part A 37:1358
Luo X, Mohanty A, Misra M (2012) J Am Oil Chem Soc 89:2057
Silva MC, Takahashi JA, Chaussy D, Belgacem MN, Silva GG (2010) J Appl Polym Sci 117:3665
Luo X, Mohanty A, Misra M (2013) Ind Crops Prod 47:13
Yeung P, Broutman LJ (1977) In: Proceedings of SPI, 32nd annual technical conference, Rein forced Plastics Division, Section 9-B
Bledzki AK, Faruk O (2005) J Cell Plast 41:539
Luo X, Mohanty A, Misra M (2013) Macromol Mater Eng 298:412
Harris SH, Kreter PE, Polley CW (1998) J Cell Plast 24:486
Acknowledgments
The authors gratefully acknowledge the NSERC-Innovative Green Wood Fibre Products Network Grant for the financial support for this research work. The authors are grateful for the generous donation of materials provided by the manufacturers listed in the “Experimental” section.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Faruk, O., Sain, M., Farnood, R. et al. Development of Lignin and Nanocellulose Enhanced Bio PU Foams for Automotive Parts. J Polym Environ 22, 279–288 (2014). https://doi.org/10.1007/s10924-013-0631-x
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-013-0631-x