
Abstract
In this study, calcium copper titanate, CaCu3Ti4O12 (CCTO) was used as filler in epoxy composite using different mixing and fabrication methods to investigate their suitability as dielectric materials for embedded capacitor. Results show that 20 vol% CCTO/epoxy composite produced using ultrasonic mixing method yield slightly higher dielectric constant, T 5% and T onset as compared to 20 vol% CCTO/epoxy composite produced using agate mortar method. Meanwhile, sample with 20 vol% CCTO/epoxy composite fabricated using spin coating method shows slightly higher dielectric constant, T 5%, T onset and E′, and lower CTE value compared to 20 vol% CCTO/epoxy composite fabricated using hot press method. Nevertheless, 40 vol% CCTO/epoxy composite fabricated using hot press method shows the highest dielectric constant, T 5%, T onset and E′, and lowest CTE value compared to all composites. In short, composite produced using ultrasonic as mixing method and spin coating as fabrication method are suitable to be utilized to produce epoxy composite as dielectric materials for embedded capacitor applications.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Passive components such as resistors, capacitors and inductors are widely used in the microelectronic packaging industry [1]. These components refer to the type of electrical components that cannot generate power. Nearly 80 % of the printed circuit board (PCB) is occupied by passive components, therefore research on the passive component are still developing so that the number of passives is steadily growing with high functionality of electronic devices [2]. Among passive components, special interest is focused on capacitors because it can be used to store energy in electric field. Recently, there have been intensive studies concerned with embedding the capacitors in microelectronics packages as to replace the discrete capacitors. By embedding the capacitors in the form of thin film aids further miniaturization and allows the number of solder joints to be reduced [3].
Generally, polymer–ceramic composites have been pursued as the most promising dielectric materials for embedded capacitors in the organic package due to lower processing temperature (<250 °C), high flexibility and lower cost. This is due to the combination of ceramic fillers that offer high dielectric constant and polymer matrix that can be processed under low temperature and their processing method can be controlled easily. Previous studies reported that epoxy resin is one of the most common type of thermosetting resin used in electronic packaging applications. Epoxy resin offers advantages in terms of flexibility, compatibility, low processing temperature and can be easily fabricated into various shapes. However, the dielectric constant of epoxy resin is low which is not suitable to be used as dielectric material for embedded capacitor. Therefore, by incorporating epoxy resin with ceramic filler can produce epoxy composites with high dielectric constant [4]. Based on the dielectric constant value, one of the most promising materials that can be used as ceramic fillers in epoxy resin is calcium copper titanate, CaCu3Ti4O12 (CCTO). CCTO ceramic which has centrosymmetric bcc structure (space group Im3, lattice parameter a ≈ 0.7391 nm, and Z = 2), has been used as a filler due to lead-free, environment friendly and high dielectric constant ceramic which is about ~105 [5, 6].
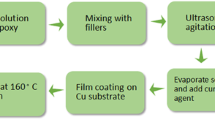
Ceramic filler/epoxy composites require suitable and correct selection of mixing and fabrication methods in order to achieve excellent dielectric and thermal properties for embedded capacitor applications. Methods to mix CCTO filler and epoxy matrix using agate mortar and ultrasonic are considered in this study. Advantages of using agate mortar mixing method are easy process, low cost and required simple set up, whereas ultrasonic mixing method offers homogeneous dispersion of fillers in polymer matrix and force can be easily controlled. Besides that, to enable the dielectric materials to be embedded inside the PCB substrate, the thickness of the composite should be less than 0.25 mm. Few fabrication methods have been extensively used to produce thin film composites such as spin coating, hot press and tape casting, dip coating, solvent casting method, drop coating method and more [7–11]. Table 1 shows the comparison of plastic film fabrication methods. In the present study, fabrication of CCTO/epoxy composites using spin coating and hot press are considered.
In this study, attention was paid to investigate the dielectric and thermal properties of CCTO/epoxy composites produced using different mixing methods and different fabrication methods.
2 Materials and methodology
2.1 Materials
Epoxy resin type D.E.R.™ 332 (bisphenol-A diglycidylether) supplied by Penchem Technologies Sdn. Bhd with a density of 1.16 g/cm3 at 25 °C was used in this study. The curing agent used was polyetheramine D230 supplied by BASF Corporation with a density of 0.946 g/cm3. Calcium copper titanate, CaCu3Ti4O12 (CCTO) powders were synthesized using solid state reaction method [12, 13]. The starting materials of CaO (Aldrich, 99 %), TiO2 (Merck, 99 %), and CuO (Aldrich, 99 %) were weighted according to the stoichiometric ratios of CCTO. The starting materials were dry ball milled for 24 h using zirconia balls as medium. Calcination process takes place after mixing process. The milled powders were calcined using Electrical Carbolite Furnace (model: CWF 1100) at 900 °C for 12 h. The calcined powders were then ground by using agate mortar and been used as fillers for production of epoxy composites. Table 2 presents the general properties of CCTO ceramic.
2.2 Different mixing methods of CCTO/epoxy composites
Two types of mixing methods were used in the present study; simple mixing method using agate mortar and ultrasonic mixing. The maximum loading for agate mortar was 20 vol% while ultrasonic is able to achieve high filler loading up to 40 vol%. Zheng et al. [14] in their study reported that agate mortar mixing method is preferred since this mixing method requires low-cost set up and easy to be handled. In this method, the mixture of epoxy and 20 vol% CCTO filler was ground by using agate mortar at room temperature for 5 min. Once the grounding process was completed, the hardener was added into the mixture at a ratio of 100:32 and ground again for 10 min at room temperature. The mixture was placed in a vacuum oven (Nuve EV 018) 1 h for degassing to remove the air entrapped in the mixture. After the degassing stage, the samples were cured using hot press (model GT-7014-A30C from Gotech Testing Machines Inc) for 2 h at 80 °C with pressure 300 psi.
For ultrasonic mixing method, the amount of the CCTO filler used in the epoxy resin was varied from 20 to 40 vol%. The mixture of epoxy and CCTO filler was sonicated for 10 min with 50 % amplitude and 0.5 sonication cycle at room temperature. Once the sonication was completed, the hardener was then added at a ratio 100:32 by weight (epoxy:curing agent), and the mixture was further sonicated for another 10 min in an ice water bath. The mixture was placed in a vacuum oven for 1 h to remove the air entrapped in the mixture during mixing. The hot press was used to shape the samples. The duration to cure the mixture using hot press is 2 h and the temperature is set to 80 °C under the applied pressure of 300 psi. The samples were labelled as AM and US for agate mortar and ultrasonic mixing method, respectively. The numbers in front of samples are referring to % of vol. filler used in the samples; i.e. 20 CEC refers to 20 vol% CCTO/epoxy composite, 30 CEC refers to 30 vol% CCTO/epoxy composite and 40 CEC refers to 40 vol% CCTO/epoxy composite. Various composites fabricated using different mixing methods are listed in Table 3.
2.3 Different fabrication methods of CCTO/epoxy composites
Ultrasonic mixing method was further used as a mixing method for the preparation of epoxy composites using two different fabrication methods; hot press method and spin coating method. For the preparation of CCTO/epoxy composites produced using hot press method, the same procedures and parameters of ultrasonic mixing method as mentioned in Sect. 2.2 were used in this study. The thickness of CCTO/epoxy composites produced by hot press method ranging from 30 to 45 mm.
Meanwhile for spin coating method, the final mixture of 20 vol% CCTO and epoxy resin produced using the same procedure of ultrasonic mixing method as mentioned previously in Sect. 2.2 were spin coated at rate of 250–750 rpm for 180 s. The epoxy thin film composites produced by spin coated was cured at 80 °C for 2 h. The thickness of CCTO/epoxy thin film composites produced by spin coating method ranging from 30 to 70 μm. The samples were labelled as HP and SC for hot press method and spin coating method, respectively. The numbers in front of samples are referring to % of vol. filler used in the samples; i.e. 20 CEC refers to 20 vol% CCTO/epoxy composite, 30 CEC refers to 30 vol% CCTO/epoxy composite and 40 CEC refers to 40 vol% CCTO/epoxy composite. Various composites produced using different fabrication methods are listed in Table 4.
2.4 Characterization techniques
Dielectric constants were measured using an Agilent LCR meter. The frequency range of 100 Hz–1 MHz was used for the testing. In the testing, the samples were evenly painted by silver conductive paint at both sides. The morphology of the fractured samples of the composites were characterized by using field emission scanning electron microscope (FESEM) (Zeiss SUPRA 35VP). Thermogravimetric analysis (TGA) was done using the Perkin Elmer Pyris 6 to determine the change in mass or weight loss with respect of temperature. The temperature was set from 30 to 600 °C with the heating rate of 10 °C/min and conducted under N2 atmosphere. Dynamic mechanical analysis (DMA) was performed for epoxy composites using Mettler Toledo DMA 861e analyzer. Note that only unfilled epoxy and ceramic fillers filled epoxy composites with the highest filler loading were selected for the testing. The measurements were done using tensile mode. All of the specimens were in the form of solid rectangular bar having a dimension of approximately 20 mm length, 3 mm width and 0.07 mm thickness. The temperature was increased from room temperature to 130 °C at a heating rate of 5 °C/min and frequency of 1 Hz. Coefficient of thermal expansion (CTE) before T g was measured using the thermal mechanical analysis (TMA) instrument type Perkin Elmer TMA-7. The temperature range used was 30–130 °C and the heating rate was 10 °C/min for both heating; first and second heatings.
3 Results and discussion
3.1 Effect of mixing methods
3.1.1 Dielectric properties
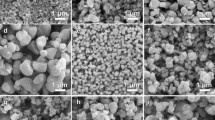
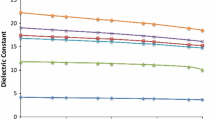
Figure 1 illustrates the dielectric constant of CCTO/epoxy composites prepared using different mixing methods; agate mortar (referred as AM) and ultrasonic (referred as US). It is found that by using US method, CCTO filler can be loaded up to 40 vol% while 20 vol% can be mixed using AM method. The dielectric measurement is carried out at room temperature at frequency range from 100 Hz to 1 MHz. It is observed that slightly higher dielectric constant is observed in 20 CEC (US) compared to that of 20 CEC (AM), where the values at 100 Hz are 18 and 17.1, respectively. However, the difference in dielectric constant of both composites are not much and can be considered as tolerance effect due to similar amount of CCTO used in epoxy matrix. The dielectric constant increased subsequently with increasing of CCTO filler in epoxy matrix, up to 40 vol% for composites produced using US. However, the dielectric constant gradually decreases as the frequency increased for all composite systems. This is due to shorter time is required for CCTO filler and epoxy dipole moments to polarize and keep up with the applied alternating current electric fields when tested at high frequency [15]. Based on Fig. 2, the fillers are well dispersed in epoxy matrix for composites produced using ultrasonic method compared to agate mortar method (Fig. 2c, d) as the force being applied to mix the epoxy, hardener and CCTO can be constantly controlled. It is noted that the applied pressure is not transmitted uniformly by using agate mortar mixing method due to human nature which then lead to lower dielectric constant of 20 CEC (AM) as compared to 20 CEC (US). However, when the filler loading increases in US method, slight agglomeration can be observed in the composites, i.e. 30 CEC (US) and 40 CEC (US), respectively. Apparently, there is a tendency for the CCTO filler to be sedimented in epoxy matrix due to different in the density between CCTO filler and epoxy matrix.

Dielectric constant of unfilled epoxy and CCTO/epoxy composites at different mixing methods

SEM micrographs of fracture surface of a, b unfilled epoxy, c, d 20 CEC (AM), e, f 20 CEC (US), g, h 30 CEC (US) and i, j 40 CEC (US) [magnifications of ×500 for (c, e, g, i), ×1500 for (a) and ×5000 for (b, d, f, h, j)]
The dielectric loss of of CCTO/epoxy composites prepared using different mixing methods; agate mortar and ultrasonic is shown in Fig. 3. It can be seen that the dielectric loss values of 20 CEC (US) and 30 CEC (US) are slightly lower as compared to 20 CEC (AM) and 40 CEC (US). Moreover, all composites produced using ultrasonic mixing method show decreasing trend in the 100 Hz to ~1 kHz frequency range and rapidly increases at high frequency (>106 Hz). Meanwhile for composite produced using agate mortar mixing method show increasing trend from 100 Hz to 1 MHz. Both trends are reported due to the dielectric relaxations. Epoxy resin generated relaxation process near its T g in all composites. The relaxation was affected by the interfacial polarization process known as Maxwell–Wagner–Sillar which generated by CCTO particles. In the polarization process, it produced an accumulation of charges around the CCTO interfaces that displaced peaks to higher frequency [16].

Dielectric loss of unfilled epoxy and CCTO/epoxy composites at different mixing methods
3.1.2 Thermogravimetric analysis (TGA)
In order to examine the thermal stability, thermogravimetric analysis was carried out on unfilled epoxy and CCTO/epoxy composites using agate mortar and ultrasonic mixing methods, respectively. The TGA curve obtained for the composites is illustrated in Fig. 4. The detail information of thermal stability such as initial degradation temperature, T5% (°C) and onset degradation temperature, T onset (°C) are reported in Table 5.

Comparison weight of unfilled epoxy and CCTO/epoxy composites at different mixing methods with respect to temperature, the inset is an enlargement of weight–temperature curve
The TGA results illustrated that the addition of CCTO fillers into epoxy system improved the T 5% and T onset of the composite systems. By comparing 20 CEC (US) and 20 CEC (AM), it is observed that 20 CEC (US) shows slightly higher T 5% and T onset than 20 CEC (AM). This result can be attributed to the good dispersion state of the filler in the polymer matrix which slowed down the diffusion volatile and degradation process. Therefore, increase the movement restriction of the epoxy matrix because the composite system requires higher thermal energy to degrade [17, 18]. Among all the composites shown in Fig. 4, 40 CEC (US) shows the highest T 5% and T onset compared to unfilled epoxy and other composites. This is due to higher possibility of fillers to inhibit the segmental movement of epoxy at higher filler loading than that of low filler loading, hence slowing down the degradation process. This proved that the CCTO/epoxy composite produced by ultrasonic mixing method promoted good thermal stability than unfilled epoxy and composite produced by agate mortar mixing method.
3.2 Effect of fabrication methods
3.2.1 Dielectric properties
Figures 5 and 6 illustrate the dielectric constant and dielectric loss of CCTO/epoxy composites at different fabrication methods; hot press method (referred as HP) and spin coating method (referred as SC). Sample with 20 vol% CCTO/epoxy (SC) is compared with CCTO/epoxy (HP) at different filler loadings; 20, 30 and 40 vol%, respectively. Based on the previous studies by Thomas et al. [19], the CCTO filler loading can be added up to 38 vol% in poly(methyl methacrylate) composite by using hot press method. One of the advantages of using hot press method over the spin coating method is the fabrication of epoxy thin film composite can be produced at high filler loading. It is reiterated that maximum filler loading up to 20 vol% can be prepared by spin coating method, however by using hot press, amount of filler used can be increased to 40 vol%.

Dielectric constant of unfilled epoxy and CCTO/epoxy composites at different fabrication methods

Dielectric loss of unfilled epoxy and CCTO/epoxy composites at different fabrication methods
From the figure, it can be seen that slightly higher dielectric constant is observed in 20 vol% CCTO/epoxy (SC) compared to that of 20 vol% CCTO/epoxy (HP), where the values at 100 Hz are 17.4 and 15.3, respectively. This might be due to better dispersion and less clustering of CCTO filler in the epoxy matrix for composite produced by spin coating method as shown in Fig. 7. Moreover, it was found that the dielectric constant continue to increase with increasing of CCTO content (up to 40 vol%) in the epoxy system for hot press method. However, the dielectric constant gradually decreases as the frequency increased for both fabrication methods [20–22].

SEM micrographs of fracture surface of a, b 20 CEC (SC), c, d 20 CEC (HP), e, f 30 CEC (HP) and g, h 40 CEC (HP) [magnifications of ×1000 for (c, e, g), ×1500 for (a) and ×5000 for (b, d, f, h)]
The dielectric loss of CCTO/epoxy thin film composites fabricated using spin coating method and hot press method are shown in Fig. 6. Low dielectric loss value is required for electronic packaging applications to minimize energy loss in the package. Sample with 20 vol% CCTO/epoxy (SC) exhibits the lowest dielectric loss (measured at 100 Hz) compared to 20 vol% CCTO/epoxy (HP), 30 vol% CCTO/epoxy (HP) and 40 vol% CCTO/epoxy (HP) with a value of 1.7 × 10−2, 2.4 × 10−2, 4.3 × 10−2 and 5.7 × 10−2, respectively. However, it can be seen that the dielectric loss increased with increasing of CCTO filler in epoxy matrix. Moreover, there is a sudden drop of dielectric loss in the 100 Hz to ~1 kHz frequency range and rapidly increases at high frequency (>106 Hz) for all composites due to dielectric relaxations. The same trend of increment in the dielectric loss was also observed with increasing of CCTO content in the epoxy matrix which is believed to be related to the relaxation process in the polymer matrix [16, 23].
Figure 7a–h presents the fracture surfaces of the CCTO/epoxy thin film composites produced at different fabrication methods; spin coating (SC) method and hot press (HP) method. By comparing the fracture surface of 20 vol% CCTO/epoxy thin film composites at different fabrication methods, it can be seen that the CCTO fillers are dispersed homogeneously and less clustering observed in the epoxy matrix for composite produced by spin coating method. Whereby for composite produced by hot press method, when the filler loading increases, slight agglomeration can be observed in the composites, i.e. 30 and 40 vol% of fillers. The cavities or voids were seen in Fig. 7c–h due to lack of interaction between CCTO filler and epoxy matrix. Apparently, there is a tendency for the CCTO filler to be sedimented in epoxy matrix due to non-similarity in the density between CCTO filler and epoxy matrix. Nevertheless, as reported by Devaraju et al. [15], slight non-uniformity of particle distribution would not affect the dielectric properties of the composite.
3.2.2 Thermogravimetric analysis (TGA)
In order to examine the thermal stability, the TGA curve obtained for the composites is illustrated in Fig. 8. The detail information of thermal stability such as initial degradation temperature, T5% (°C) and onset degradation temperature, T onset (°C) are reported in Table 6.

Comparison weight of unfilled epoxy and CCTO/epoxy composites produced using different fabrication methods with respect to temperature, the inset is an enlargement of weight–temperature curve
The initial degradation temperature, T5% and onset degradation temperature, T onset have increased as the CCTO filler loading increased in epoxy matrix. By comparing 20 vol% CCTO/epoxy produced using spin coating and hot press methods, it can be seen that different fabrication methods did not significantly influence the thermal stability of the composites. Meanwhile for 40 vol% CCTO/epoxy (HP), it shows slightly higher T5% and T onset than other composites with values of 362.5 and 363.3 °C, respectively. At higher filler loading, possibility of fillers to inhibit the segmental movement of epoxy are higher than that of low filler loading, hence slowing down the degradation process. This proved that composites produced at the same filler loading but using different fabrication methods do not influence the thermal stability of the composites. Based on experimental results, 40 vol% CCTO/epoxy (HP) promoted good thermal stability as compared to unfilled epoxy and other composites at low filler loading and produced by different fabrication methods.
3.2.3 Dynamic mechanical and thermal mechanical properties
Figure 9 shows the temperature dependence of storage modulus (E′) and loss tangent (tan δ) for CCTO/epoxy thin film composites produced using different fabrication methods, respectively. It is noted that line with symbols refer to tan δ, while line without symbol refers to E′. Based on Fig. 9, the storage modulus of the composite improved vastly with increasing of CCTO content in the epoxy matrix. Sample with 40 vol% CCTO/epoxy (HP) exhibits the highest storage modulus compared to those of unfilled epoxy and other composites with a value of 5882 MPa, as shown in Table 7. The improvement in storage modulus is attributed to the high stiffness and rigidity produced by CCTO particles. Meanwhile, 20 vol% CCTO/epoxy (SC) shows slightly higher storage modulus than that of 20 vol% CCTO/epoxy (HP) due to better filler distribution in epoxy system, as seen in Fig. 7. This shows that the thin film fabrication method does not significantly influence the modulus of the composites.

Storage modulus (E′) and loss tangent, tan δ spectrums recorded at 1 Hz for unfilled epoxy and CCTO/epoxy composites produced using different fabrication methods. Noted that line with symbols refer to tan δ spectrums
Glass transition temperature, T g was measured at the maximum tan δcurve (Fig. 9), which is related to the occurring molecular chain relaxation [24]. It was found that the T g of composites at low filler loading were nearly constant with composite at high filler loading, as seen in Table 7. However, the T g of 40 vol% CCTO/epoxy (HP) is slightly lower than other composites due to possibility of CCTO filler to agglomerate which then weaken the interfacial adhesion between CCTO filler and epoxy matrix yet higher than unfilled epoxy. According to Chisholm et al. [25] and Suriati et al. [26], the fillers agglomeration would significantly affect the Van der Waals interaction between polymer chains, hence reducing the cross-linking of epoxy matrix. A weak filler-to-matrix interaction could eventually increase the mobility of the polymer chain when subjected to load and this may lead to lower the T g value of the composites.
Table 7 shows the CTE values of CCTO/epoxy thin film composites using different fabrication methods. Result shows that CTE before T g was reduced with increasing filler loading. By comparing 20 vol% CCTO/epoxy produced using spin coating and hot press methods, it can be seen that composite produced using spin coating method shows slightly lower CTE value than those of composites produced using hot press method due to better filler dispersion in epoxy matrix, as seen in Fig. 7. Meanwhile, sample with 40 vol% CCTO/epoxy (HP) exhibits the lowest CTE value compared to other composites with a value of 35 × 10−6 ppm/°C. This can be explained where at high filler loading, more fillers with low CTE could significantly reduced the overall CTE value of the epoxy composite.
4 Conclusions
-
(a)
20 vol% CCTO/epoxy composite produced using ultrasonic mixing method showed good dielectric properties and thermal stability compared to 20 vol% CCTO/epoxy composite produced using agate mortar method. The highest dielectric constant and thermal stability can be observed when 40 vol% of CCTO filler was added in epoxy matrix for composite produced using ultrasonic mixing method.
-
(b)
Sample with 20 vol% CCTO/epoxy composite fabricated using spin coating method showed slightly higher dielectric constant, T 5%, T onset and E′, and lower CTE value compared to 20 vol% CCTO/epoxy composite fabricated using hot press method. The highest dielectric constant, T 5%, T onset and E′, and lowest CTE value can be found when 40 vol% of CCTO filler was mixed with epoxy matrix for composite fabricated using hot press method.
-
(c)
Sample with 20 vol% CCTO/epoxy composite produced using ultrasonic as mixing method and spin coating as fabrication method are suitable to be used as dielectric materials for embedded capacitor.
References
S.M. Wu, E. Jahja, W.K. Yen, J.W. Wang, in Proceedings of the Electronic Packaging Technology Conference, pp. 125–129 (2007)
Y. Rao, S. Ogitani, P. Kohl, C.P. Wong, J. Appl. Polym. Sci. 83, 1084–1090 (2002)
J.R. Yoon, J.W. Han, K.M. Lee, Trans. Electr. Electron. Mater. 10, 116–120 (2009)
M.A. Alam, M.H. Azarian, M. Osterman, M. Pecht, Microelectron. Reliabil. 51, 946–952 (2011)
M.A. Subramanian, D. Li, N. Duan, B.A. Reisner, A.W. Sleight, J. Solid State Chem. 151, 323–325 (2000)
C.C. Homes, T. Vogt, S.M. Shapiro, S. Wakimoto, A.P. Ramirez, Science 293, 673–676 (2001)
R. Voo, M. Mariatti, L.C. Sim, Polym. Adv. Technol. 23, 1620–1627 (2012)
A. Seema, K.R. Dayas, J.M. Varghese, J. Appl. Polym. Sci. 106, 146–151 (2007)
J.C. Li, D.C. Ba, Y.L. Song, in Organic Nanostructured Thin Film Devices and Coatings for Clean Energy, ed. by S. Zhang (CRC Press, NY, 2010), pp. 189–201
G. Nan, Buletinul Universiti Petrol. 8(2), 99–102 (2006)
X. He, in Methodological Advances in the Culture, Manipulation and Utilization of Embryonic Stem Cells for Basic and Practical Applications, ed. by C. Atwood (InTech, 2011), pp. 113–138
J.M. Julie, D.H. Sabar, A. Fadzil, D. Karim, A.A. Zainal, Mater. Lett. 61, 1835–1838 (2007)
A.R. Fariz, D.H. Sabar, A.A. Zainal, A. Fadzil, J.M. Julie, J. Mater. Sci.: Mater. Electron. 26, 3947–3956 (2015)
L. Zheng, D. Zheng, H. Xin, W. Li, M. Zhu, H. Feng, W. Sun, IEEE Trans. Mag. 50, 1–4 (2014)
N.G. Devaraju, E.S. Kim, B.I. Lee, Microelectron. Eng. 82(1), 71 (2005)
L.A. Ramajo, M.A. Ramírez, P.R. Bueno, Mater. Res. 11(1), 85–88 (2008)
S.H. Xie, B.K. Zhu, J.B. Li, X.Z. Wei, Z.K. Xu, Polym. Test. 23, 797–801 (2004)
A. Leszczynska, J. Njuguna, K. Pielichowski, J.R. Banerjee, Thermochim. Acta 454, 75–96 (2007)
P. Thomas, R.S.E. Ravindran, K.B.R. Varma, J. Therm. Anal. Calorim. 115, 1311–1319 (2013)
B. Shriprakash, K.B.R. Varma, Compos. Sci. Technol. 67, 2363–2368 (2007)
E. Tuncer, I. Sauers, D.R. James, R. Alvin, M. Ellis, P. Paranthaman, A.T. Tolga, S. Sathyamurthy, L.M. Karren, J. Li, A. Goyal, Nanotechnology 18, 25703–25706 (2007)
F. Amaral, C.P.L. Rubinger, F. Henry, L.C. Costa, M.A. Valente, A.B. Timmons, J. Non-Cryst. Solids 354, 5321–5322 (2008)
L.Q. Ibrhium, M.M. Ismail, B.M. Aldabbagh, J. Appl. Phys. 5, 49–54 (2013)
J.M. Park, D.S. Kim, J.R. Lee, T.W. Kim, J. Mater. Sci. Eng.: C 23, 971–975 (2003)
N. Chisholm, H. Mahfuz, V.K. Rangari, A. Ashfaq, S. Jeelani, Compos. Struct. 67, 115–124 (2004)
G. Suriati, M. Mariatti, A. Azizan, Mold. J. Phys. Sci. 11, 94–105 (2012)
Acknowledgments
The authors gratefully acknowledge the support of the Universiti Sains Malaysia and the Ministry of Education, and Explorating Research Grant Scheme (ERGS) for granting the research fund used for this project (Project No. 6730109).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Saidina, D.S., Norshamira, A. & Mariatti, M. Dielectric and thermal properties of CCTO/epoxy composites for embedded capacitor applications: mixing and fabrication methods. J Mater Sci: Mater Electron 26, 8118–8129 (2015). https://doi.org/10.1007/s10854-015-3471-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-015-3471-8