
Abstract
High-k (High permittivity) dielectric composites with low dielectric loss exhibit great potential applications in embedded capacitors and energy storage systems. In this study, CB@TiO2 core–shell particles and BaTiO3 powder were incorporated into the epoxy matrix to fabricate three-phase composites. Morphology of CB@TiO2 particles and dielectric properties of CB@TiO2/BaTiO3/epoxy composites were investigated. Results showed that the dielectric properties of the composites can be improved by the addition of CB@TiO2 particles. The dielectric constant of the composites with 30 vol% BaTiO3 and 20 vol% CB@TiO2 can reach 32.14 at the frequency of 1 kHz while the dielectric loss (tanδ) of the composites still keeps low (0.016 at 1 kHz). Additionally, the positive effect of surface coating on the application of conductive filler is indicated by the results.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Ferroelectric/polymer composites with high dielectric constant have enormous potential in electrical energy storage. Various high permittivity ferroelectric ceramics, such as BaTiO3, PbTiO3, SrTiO3 and CaCu3Ti4O12(CCTO), have been employed as fillers for high-k composites [1–4]. In order to achieve composites with improved dielectric constant, the content of ferroelectric ceramics powder should be higher. However, excessively high loading of filler can deteriorate mechanical properties and processing performance of material [5, 6]. Therefore, improving the dielectric constant while remaining the concentration of ceramics particles is the target on achieving desirable material with better dielectric properties.
In recent years, one of the trends in this area is to incorporate conductive nanoparticles or fibers into the ferroelectric/polymer two-phase composites. According to the percolation theory, dielectric constant of conductor/polymer has an abrupt increase when the content of conductive filler is close to percolation threshold [7, 8]. Thus ferroelectric/conductor/polymer three-phase composites possess higher permittivity than ferroelectric/polymer two-phase composites. Nevertheless, some conductive fillers are liable to aggregate in the polymer matrix and lead to a high dielectric loss which definitely limits the application of composites [9].
Several methods like surface oxidation and surface modification have been tried to reduce the dielectric loss which cause by the agglomeration of conductive nanoparticles. However, to prevent conductive particles to contact with each other directly is still considered to be difficult [10–13]. Currently, some investigations have been focused on preparing core–shell nanoparticles with insulated shell that can restrain conductive particles from interconnecting. Liang et al. modified the surface of silver nanoparticles to form core–shell structured Ag@SiO2 and then add them into BaTiO3/poly(vinylidene fluoride)(PVDF) matrix. The permittivity of this resultant three-phase composites achieves 723 while remaining the dielectric loss of 0.82 at 100 Hz [14].
In this study, we present a CB@TiO2/BaTiO3/epoxy three-phase composites with higher dielectric constant than BaTiO3/epoxy two-phase nanocomposites obtained by a similar technique. Epoxy resin was chosen as the polymer matrix because it is a kind of excellent insulating material that applied widely in the field of electronic manufacturing due to its excellent insulating property, strong ability of adhesion and anti-moisture, chemical stability and processing flexibility with printed circuit boards [15, 16]. Moreover, BaTiO3 was chosen as the ferroelectric filler mainly because of its high permittivity which contributes to its extensive application in electrical engineering [17, 18].
Among various conductive fillers, carbon black(CB) is especially attractive because of its excellent conductivity, low cost and friendliness of environmental protection [19]. With a small content of CB adding into the ferroelectric-polymer composites, the permittivity of the obtained composites can realize an enhancement. That is the reason why carbon black was chosen as the conductive filler for the three-phase nanocomposites. Nevertheless, as mentioned above, the dielectric loss is critical for preparing composites with satisfactory dielectric performance. In present work, a semi-conductive TiO2 layer is formed on the surface of the CB particles via a wet chemical method. It is assumed that the TiO2 layer can avoid the interconnection of CB nanoparticles and act as a barrier layer to prevent the movement of free charge carriers thus suppressing dielectric loss.
The target of this investigation was to examine the effect of CB@TiO2 nanoparticles and the TiO2 layer on the dielectric performance of CB@TiO2/BaTiO3/epoxy composites system. The experimental results would be helpful for the improvement of high-k dielectric composites in the field of electronic packaging.
2 Experimental
2.1 Materials
Epoxy (bisphenol A epoxy resin, type E-44) used in this study was purchased from Guangzhou Dongfeng Chemical Industrial Cooperation Limited. Barium titanate particles with a grain size of 600 nm were supplied by Guangdong Fenghua Advanced Technology Holding Cooperation Limited. Carbon black was supplied by Cabot Chemical Cooperation Limited.
2.2 Sample preparation
2.2.1 Surface modification of the CB particles
Prior to being coated with TiO2, carbon black particles were modified with HNO3 to improve their dispersity in the ethanol solvent. The following procedure was used 5 g CB was dispersed in 150 mL HNO3 solution (the mass fraction of HNO3 was 65 wt%) under ultrasonic for 30 min. Then the suspension was agitated mechanically at 80 °C. After 5 h, the achieved mixture was centrifuged. The obtained powder (denoted as H-CB) was washed by ultra-pure water and placed in a drying oven at 80 °C for 24 h.
2.2.2 Preparation of the CB@TiO2 particles
The H-CB achieved above was dispersed in ammonia/ alcohol solution (the volume fraction of NH3·H2O was set at 0.3%) and ultrasonically agitated for 30 min followed by an addition of 1.2 mL tetrabutyl titanat (TBOT). Then the mixture was mechanically stirred at 45 °C. After 12 h, the CB@TiO2 powder was collected by centrifugation and then washed with ethanol and dried to remove the residue.
2.2.3 Surface modification of BaTiO3
KH550 was used for surface treatment of the BaTiO3 particles. The content of KH550 was 1.5% by weight (wt%) of BaTiO3 amount. The detailed procedure refers to the literature [20].
2.2.4 Preparation of the CB@TiO2/BaTiO3/epoxy thin film
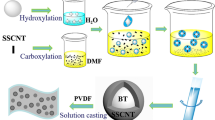
Figure 1 presents the steps of preparation of the CB@TiO2/BaTiO3/epoxy thin film. Firstly, the epoxy resin was dissolved into the butanone followed by the addition of BT powder which was modificated by surfactant (KH550) in order to enhance its compatibility in the epoxy matrix. The volume fraction of BT was 30%. Ultrasonic agitation was used for 25 min to improve the dispersion of BT powder by breaking its agglomeration. Secondly, the CB@TiO2 powder was added into the as-prepared mixture and then ultrasonically agitated for 30 min and then stirred at 60 °C for 1 h. Thirdly, the curing agent (pyromellitic dianhydride, PMDA) was added into the suspension at a ratio of 40:100 by weight (curing agent:epoxy). With the volatilization of the butanone solvent, the mixture became more viscous and has a form of a slurry. Finally, achieved pulp was coated on the copper substrate by scratch coating and cured at a temperature 160 °C for 4 h. Conductive silver paste was applied on the surface of the film as the top electrode.

Schematics of fabrication processes of CB@TiO2/BaTiO3/Epoxy composites thin film
2.3 Characterization
The microstructures of the CB@TiO2 particles and the surface of the three-phase composites were observed by scanning electron microscopy(SEM;Nova Nano SEM 430). And the core–shell structure of the particles was investigated by transmission electron microscopy (TEM;JEM-2100HR). Fourier Transform Infrared (FTIR) spectra obtained by a FTIR Spectrometer (Vector33) were applied to detect functional groups on unmodified and KH550 modified BaTiO3 particles. Dielectric properties were measured by an Agilent 4294 A impedance analyzer in the frequency range from 1 kHz to 1 MHz at room temperature.
3 Results and discussion
3.1 Morphology of CB@TiO2 particles
Figure 2 shows the morphology of the CB@TiO2 core–shell particles. From Fig. 2(a), It is found that the synthesized CB@TiO2 particles grouped into agglomerates which consisted of lots of particulates. Such an observation mainly resulted from the conglomeration of the primary particles of CB. The spherical primary particulates of CB tend to melt into larger aggregates(usually bigger than 1 μm) due to their large surface area and massive functional groups on the surface. In other words, the core of CB@TiO2 core–shell particles is the coacervate of CB. In addition, it is observed that some nanoparticles appeared on the surface of aggregates (Fig. 2b) which are considered to be TiO2.

SEM micrograph of CB@TiO2 particles (magnifications of ×20, 000 was used for (a), and ×50, 000 for (b))
The transmission electron microscopy (TEM) image of the CB@TiO2 particles illustrates the core–shell structure. As shown in Fig. 3, a stable and dense amorphous titanium dioxide shell was directly observed on the surface of CB particlesand the shell thickness is 10–20 nm. The result demonstrates that TiO2 has been successfully deposited onto the surface of the CB.

TEM micrograph of CB@TiO2 particles
3.2 Dielectric properties of BaTiO3/Epoxy composites
3.2.1 FTIR analysis on BaTiO3 modified by KH550
Figure 4 shows the FTIR spectra of pristine BaTiO3 and BaTiO3 particles modified by KH550. It is observed that BaTiO3 treated by KH550 has absorption peaks at 2922 and 2858 cm−1, assigned to asymmetric stretching vibration of methylene and symmetric stretching vibration of methylene, respectively [21–23]. Additionally, compared with the spectra of pure BaTiO3 particles, mixture of BaTiO3 and KH550 displays a new absorption band at 1085 cm−1 which is the characteristic peak of Si–O–C group from KH550. Hence, chemical adherence of KH550 to the surface of BaTiO3 can be confirmed [24].

FTIR spectra of pristine BaTiO3 and BaTiO3 particles modified by KH550
3.2.2 Effect of BaTiO3 loading on BaTiO3/Epoxy composites
Figure 5 presents the variation of permittivity of BaTiO3/Epoxy two-phase composites with different volume fraction of the BaTiO3 content at the frequency of 100 kHz. A gradual increment in dielectric constant with BaTiO3 loading can be observed in the composites. The increase in dielectric constant of BaTiO3/Epoxy two-phase composites is mainly due to higher permittivity of BaTiO3 (1200 at 100 kHz) compared to epoxy resin (2.9 at 100 kHz). Moreover, more interfaces of the epoxy matrix and BaTiO3 ceramic appear in the composite and hence interfacial polarization is strengthened, which lead to higher dielectric constant of the BaTiO3/Epoxy composites. Therefore, the content of BaTiO3 in the composites is a necessary factor in improving permittivity of the composites. However, a limitation of BaTiO3 content is existing for BaTiO3/Epoxy two-phase composites to enhance its dielectric properties. Reports show that more defects begin to emerge in the composites when the BaTiO3 loading is more than 30 vol% thus leading to lower breakdown strength [25]. Hence, in this study, epoxy with 30 vol% BaTiO3 is considered for further studies to investigate the effect of CB@TiO2 fillers on the dielectric properties of CB@TiO2/BaTiO3/Epoxy three-phase composites.

Dielectric constant of BaTiO3/Epoxy composites (at 100 kHz)
3.3 Dieletric properties of CB@TiO2/BaTiO3/Epoxy composites
3.3.1 Dieletric constant of CB@TiO2/BaTiO3/Epoxy composites
Figure 6 shows the frequency dependence of dielectric constant of CB@TiO2/BaTiO3/Epoxy composites. A gradual decrease in dielectric constant with frequency is observed for all the composites. This is expected since polarization mechanisms are frequency dependent, the intensity of polarization usually decrease with an increasing frequency. At the range of 1 kHz–1 MHz, the polarization in CB@TiO2/BaTiO3/Epoxy composites is mainly built by the carriers at the interfaces between each two different inclusions. Therefore, the gradual reduction of permittivity with frequency is due to the decreasing intensity of interfacial polarization [26]. In addition, it can be observed that CB@TiO2/BaTiO3/Epoxy composites with high loading fraction of CB@TiO2 has a greater dielectric constant. The permittivity of the CB@TiO2/BaTiO3/Epoxy three-phase composites with 20 vol% of CB@TiO2 filler reaches 32.14 at the frequency of 1 kHz, in contrast to 14.96 for the BaTiO3/Epoxy two-phase composites. However, when the content of CB@TiO2 reaches 25%, the dielectric constant drops to 25.57 in 1 kHz.

Frequency dependence of dielectric constant of the CB@TiO2/BaTiO3/Epoxy composites
The present CB@TiO2/BaTiO3/Epoxy composites can be considered as the loading of conducting CB particle in the insulating BaTiO3/Epoxy phase. Figure 7 presents both experimental and theoretical values of relative dielectric constant of CB@TiO2/BaTiO3/Epoxy composites with different volume fraction of CB@TiO2 at 1 MHz. The filler content dependence of dielectric constant is given by the following power law on the basis of percolation theory [27]:

Dielectric constant of CB@TiO2/BaTiO3/Epoxy composites with different volume fraction of CB@TiO2 below the percolation threshold and the comparison with power law
where ε0 is the permittivity of BaTiO3/Epoxy composites, Vc is the volume fraction of CB@TiO2 at percolation, V is the volume fraction of CB@TiO2 and q is a critical exponent. The experimental values of dielectric constant are in agreement with the equation, with Vc = 24.1 vol%, q = 0.41662.
3.3.2 Dieletric loss of CB@TiO2/BaTiO3/Epoxy composites
Figure 8 shows the frequency dependence of dielectric loss of CB@TiO2/BaTiO3/Epoxy composites. It can be observed that the dielectric loss of all composites increase gradually with the increasing frequency. This is also caused by the frequency dependent of the polarization. The establishment of polarization in the composites requires a certain period. When this period is shorter than the period of the electric field variation, the direction of polarization cannot keep up with the variation of electric field, which leads to the relaxation of polarization in the composites. It can be concluded that the relaxation of interfacial polarization strongly affects the dielectric loss of CB@TiO2/BaTiO3/Epoxy composites. Additionally, as shown in Fig. 8, composite films with CB@TiO2 keep higher dielectric loss than BaTiO3/Epoxy two-phase composites. Moreover, composites with 25 vol% of CB@TiO2 filler show a highest dielectric loss among composites with different CB@TiO2 filler content.

Frequency dependence of dielectric loss of the CB@TiO2/BaTiO3/Epoxy composites
3.3.3 Conductivity of CB@TiO2/BaTiO3/Epoxy composites
Figure 9 presents the frequency dependence of conductivity of CB@TiO2/BaTiO3/Epoxy composites. As the CB@TiO2 filler loading increased, the conductivity of the composite film also increased. This could be described to the introduction of more interfaces by the CB@TiO2 particles. The space charge tends to accumulate at the interfaces between different components. These carries are considered to contribute to the leakage current by the influence of electric field. Therefore, the increasing conductivity is mainly attributed to the increase of the leakage current caused by the carriers at the interfaces.

Frequency dependence of conductivity of the CB@TiO2/BaTiO3/Epoxy composites
3.3.4 Morphology of CB@TiO2/BaTiO3/Epoxy composites
The morphology of the surface of CB@TiO2/BaTiO3/Epoxy composites is shown in Fig. 10. We can see that the surface of three-phase composite film which has 5 vol% CB@TiO2 filler (Fig. 10a) is relatively smooth. Most of filler particles are coated with epoxy and only a few particles can be observed by SEM. In contrast, composites film with 25 vol% CB@TiO2 filler loading keeps a rough surface. Massive particles reunite and pile up so that they can be discerned even though they are covered by epoxy. Therefore, the deterioration of dielectric properties of the composites with 25 vol% CB@TiO2 filler can be attributed to the relatively more pores which brought by the higher loading of CB@TiO2 filler (Fig. 10b). In other words, excessive volume of CB@TiO2 filler in the composites leads to a greater probability of particle aggregation [28].

SEM images of the CB@TiO2/BaTiO3/Epoxy composites with a 5 vol% CB@TiO2 and b 25 vol% CB@TiO2
3.3.5 Effect of the BaTiO3 loading on the dielectric properties of CB@TiO2/BaTiO3/Epoxy composites
In order to further confirm the effect of the BaTiO3 loading on the dielectric properties of CB@TiO2/BaTiO3/Epoxy composites, CB/BaTiO3/Epoxy composites which filled with 25 vol% CB@TiO2 and BaTiO3 was prepared. Figure 11 shows the variation of dielectric constant and dielectric loss of 25% CB@TiO2/BaTiO3/Epoxy composites with different volume fraction of BaTiO3 at the frequency of 100 kHz. The dielectric constant of the composites is found to increase with the BaTiO3 loading. It is predictable because increasing content of BaTiO3 in the composites is helpful in enhancing the dielectric constant of the composites. On the other hand, a gradual increase in dielectric loss with the volume fraction of BaTiO3 is also observed in the composites. Higher loading of BaTiO3 in the composite introduces more interface between BaTiO3 and polymer, more defects also emerge in the meantime thus leading to a higher dielectric loss of the composites. It is necessary to control the content of BaTiO3 in the composites appropriately.

Dielectric constant and dielectric loss of 25%CB@TiO2/BaTiO3/Epoxy composites (at 100 kHz)
3.3.6 Effect of the TiO2 shell on the dielectric properties of CB@TiO2/BaTiO3/Epoxy composites
To further investigate the effect of the TiO2 shell on the dielectric properties of CB@TiO2/BaTiO3/Epoxy composites, CB/BaTiO3/Epoxy composites which filled with pristine CB were fabricated. Frequency dependences of dielectric properties of CB/BaTiO3/Epoxy composites and CB@TiO2/BaTiO3/Epoxy composites are depicted in Fig. 12. Both of these two groups of investigated three-phase composites contain the same volume of CB fillers (5 vol%)and BaTiO3 (30 vol%). As shown in Fig. 12, composites with CB@TiO2 filler keep higher permittivity than that with uncoated CB while the dielectric loss of the former is much lower. The reason for this can be considered with the characteristics of titanium dioxide and interface polarization effect. Titanium dioxide exhibited higher dielectric constant than pristine CB, thus leading to a greater permittivity of CB@TiO2. Moreover, the TiO2 shell shows a more intense interaction with the epoxy matrix and creates an interphase which has massive space charges. Stronger interface polarizability can be built at the interfaces so that higher dielectric constant originates [14, 29]. In addition, some of the uncoated CB particles dispersed in the epoxy matrix are liable to agglomerate into larger aggregates. These particles contact with each other and then result in a tendency to form conductive paths in the composites. Free charge carriers can move through these conductive paths by the influence of an electric field and then enhance the leakage current. So the conduction loss which is enhanced by leakage current is considered as a reason for the increasing dielectric loss of the composites [8]. By comparison, CB@TiO2 particles have a semiconductor shell which can prevent directly contact between CB particles. Therefore, CB@TiO2 particles are less likely to form conductive paths even they are reunited. It can be concluded that the TiO2 shell of CB@TiO2 particles not only improve the dielectric constant but also plays an important role in reducing the dielectric loss of the composites.

Frequency dependence of a dielectric permittivity and b dielectric loss of the CB@TiO2/BaTiO3/Epoxy composite and CB/BaTiO3/Epoxy composite
4 Conclusions
CB@TiO2 core–shell particles were successfully prepared by a wet chemical method and their incorporation with BaTiO3/epoxy three-phase composites shows an improvement of the dielectric properties of the composites. The dielectric constant of the composites increases with the concentration of the CB@TiO2 until the content reaches 25% due to the higher probability of particle aggregation. Therefore, the CB@TiO2/BaTiO3/Epoxy composites with the dielectric constant of 32.14 at 1 kHz remain low dielectric loss (0.016 at 1 kHz) is fabricated. Besides that, the TiO2 semiconductor shell on the surface of conductive CB particles plays an important role in improving the dielectric properties of the composites because it can create isolation between CB particles. The results indicated in this study demonstrate that CB@TiO2/BaTiO3/Epoxy composites is suitable to be employed in embedded capacitors and energy storage systems.
References
D.S. Kim, C. Baek, H.J. Ma, D.K. Kim, Ceram. Int. 42, 7141 (2015)
V. Pascariu, O. Avadanei, P. Gasner, I. Stoica, A.P. Reverberi, L. Mitoseriu, Phase Transit. 86, 715(2013)
S. Jayanthi, A. Arulsankar, B. Sundaresan, Appl. Phys. A 122, 22 (2016)
M.S.D. Satia, M. Jaafar, J. Appl. Polym. Sci. 133, 43313 (2016)
T. Li, J. Chen, H.Y. Dai, D.W. Liu, H.W. Xiang, Z.P. Chen, J. Mater. Sci. 26, 312 (2015)
J. Su, J. Zhang, J. Mater. Sci. 27, 4344 (2016)
Z.M. Dang, M.S. Zheng, J.W. Zha, Small 12, 1688 (2016)
S. George, M.T. Sebastian, Compos. Sci. Technol. 69, 1298 (2009)
B. Mathieu, C. Anthony, A. Arnaud, F. Lionel, J. Mater. Chem. C 3, 5769 (2015)
A.L. Santos, E.C. Botelho, K.G. Kostov, M. Ueda, L.L.G. da Silva, Adv. Mater. Res. 1135, 75(2012)
B.H. Wang, L.M. Liu, L.Z. Huang, L.F. Chi, G.Z. Liang, L. Yuan, A.J. Gu, Carbon 85, 28 (2015)
A. Qajar, M. Peer, M.R. Andalibi, R. Rajagopalan, H.C. Foley, Microporous Mesoporous Mater. 218, 15(2015)
C.L. Poh, M. Mariatti, A.F.M. Noor, O. Sidek, T.P. Chuah, S.C. Chow, Compos. Part B-Eng. 85, 58(2015)
X.W. Liang, S.H. Yu, R. Sun, S.B. Luo, J. Wan, J. Mater. Res. 27, 991 (2012)
S. Paul, T.K. Sindhu, IEEE Trans. Dielectr. Electr. Insul. 21, 2164 (2014)
H.G. Lee, K.W. Paik, IEEE Trans. Compon. Packag. Manuf. Technol. 5, 451 (2015)
Z.M. Dang, J.K. Yuan, J.W. Zha, T. Zhou, S.T. Li, G.H. Hu, Prog. Mater. Sci. 57, 660 (2012)
Y.Q. Wu, J.L. Zhang, Y.Q. Tan, P. Zheng, Ceram. Int. 42, 9815(2016)
Y.R. Smith, D. Bhattacharyya, T. Willhard, M. Misra, Chem. Eng. J 396, 102 (2016)
J. Su, S. Chen, J. Zhang, Z. Xu, Polym. Test 28, 419 (2009)
M. Tian, W.L. Liang, G.Y. Rao, L.Q. Zhang, C.X. Guo, Compos. Sci. Technol. 65, 1129 (2005)
C. Nakason, P. Wannavilai, A. Kaesaman, Polym. Test 25, 34 (2006)
S. Pongdhorn, S.B. Chakrit, K. Hatthapanit, U. Thepsuwan, Polym. Test 24, 439 (2005)
F. Chao, L.G. Liang, J. Mater. Sci. 20, 560 (2009)
Z.F. Zhang, X.F. Bai, J.W. Zha, W.K. Li, Z.M. Dang, Compos. Sci. Technol. 115, 87 (2012)
P. Chylek, V. Srivastava, Phys. Rev. B 1008, 30 (1984)
A.L. Efors, B.I. Shktovskii, Phys Status Solidi B 477, 76 (1976)
Z.F. Zhang, X.F. Bai, J.W. Zha, W.K. Li, Z.M. Dang, Compos. Sci. Technol. 97, 102 (2014)
M. Rahimabady, M.S. Mirshekarloo, K. Yao, L. Lu, Phys. Chem. Chem. Phys. 15, 16245 (2013)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Wang, X., Li, Z. Dielectric properties of CB@TiO2/BaTiO3/epoxy composites. J Mater Sci: Mater Electron 28, 6071–6078 (2017). https://doi.org/10.1007/s10854-016-6283-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-016-6283-6