
Abstract
In the present study, the nano-composite solder with SiO2 nanoparticles into eutectic Sn3.0Ag0.5Cu solder were prepared. The addition concentration of SiO2 nanoparticles ranges from 0 to 1 wt%. The effects of SiO2 on the microstructure, the wettability, joint shear force of the composite solder under different working temperature and the growth of interfacial intermetallics compounds (IMCs) at solder/Cu substrate during thermal cycling were investigated respectively. The results show that appropriate addition of nano-SiO2 particles can refine the β-Sn matrixes and enhance the wettability of nano-SiO2 composite solder. Additionally, slight addition of nano-SiO2 particles can inhibit the formation and the growth of the interfacial IMCs layer between the solder and Cu substrate during reflow and thermal cycling. Moreover, nano-SiO2 can also increase the shear force of composite solder joint. However, excessive addition of SiO2 nanoparticles in the Sn3.0Ag0.5Cu solders degrade the wettability, joint shear force and the inhibition effect on the interfacial IMCs. There is an optimum addition concentration of SiO2 nanoparticles in Sn3.0Ag0.5Cu solder alloys, which is 0.05 wt%, and Sn3.0Ag0.5Cu–0.05 wt% SiO2 solders possess the biggest wetting force, highest shear force and the best inhibition effect on the interfacial IMCs formation and growth.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Lead-free solder alloys have been widely used to replace toxic Sn–Pb solder in electronic industry. Sn–Ag–Cu (SAC) solder alloy system has been regarded as the most promising replacement due to its environmental friendly property and relatively good soldering performance as well as their compatibility with the current microelectronics components [1]. Among all SAC solders, Sn3.0Ag0.5Cu solder alloy has a low melting temperature, near-eutectic composition and good wettability, thus is widely applied in the novel electronic products and systems [2, 3]. However, with the trend toward high integration, multifunction and further miniaturization in microelectronic products, solder joints will be applied under harsh and fierce environments [4], such as high environment temperature and rapid change of temperature. Thus, the application reliability of SAC solder becomes a crucial issue for its further application. Under high temperature, the growth rate of the brittle intermetallic compounds (IMCs) in the solder or at the solder/substrate interface will accelerate and weaken the mechanical properties of solder joints [5]. Besides, current or voltage fluctuation through solder joints change the temperature surrounding an electronic product inducing a thermal stress because of the mismatch of the thermal expansion coefficient between solders, substrates and other components, which can lead to a low cycle thermo-mechanical fatigue (TMF) [6]. During thermal cycles, the solder joints undergo continuous deformation and crack or plastic deformation will appear resulting in the failure of the joints [7].
A method of improving the comprehensive performance of SAC lead-free solder alloys by adding nonmetal nanoparticles into the solder alloys is widely used. In addition, the microstructure, interfacial IMC formation and growth and mechanical properties of the nano-composite solder, which is prepared by adding inert nanoparticles into the SAC solder, were studied by lots of researchers. Chang et al. [8] and Chuang et al. [9] studied the properties of SAC solder alloy reinforced by Al2O3 nanoparticles and found that adding Al2O3 nanoparticles can suppress the growth rate of the IMCs and decreased grain sizes. Liu et al. [10] found that the SiC particles can absorb on the grain of primary β-Sn phase decreasing the sizes of the β-Sn dendrites and can play the role of a secondary reinforcing phase to enhance the microhardness of the solders. However, there are few researches focusing on the properties of nano-composite solders under the action of harsh environment. Hence, it is meaningful to investigate the interfacial IMC growth of nano-composite solder/Cu during thermal cycling and the mechanical properties of nano-composite solder joint under higher temperature environment.
SiO2 nanoparticles are potential reinforcement particles, and they are helpful in reducing the effect of the CTE mismatch between the solder, substrate and components, which makes a great contribution to significantly enhancing the creep resistance and mechanical properties of SAC solders. However, studies on the effect of nano-SiO2 addition on the wettability, the growth of interfacial IMCs during thermal cycling and the joint shear force of lead-free composite solder joint are scarce. In this paper, the nano-composite solders were prepared by mechanically incorporating 0.05, 0.1, 0.5, and 1 (wt%) nano-SiO2 particles into the Sn3.0Ag0.5Cu solder paste. The effect of SiO2 concentration on microstructure, wettability, joint shear force of nano-composite solder and the IMC growth at composite solder/Cu interface were systematically investigated.
2 Experiments procedure
2.1 The preparation of nano-composite solders
The nano-composite solders were prepared by mechanically mixing nano-SiO2 particles with Sn3.0Ag0.5Cu solder paste (fabricated by Senju Metal Industry Co., Ltd.). The addition concentrations of nanoparticles are 0.05, 0.1, 0.5, and 1 (wt%). Figure 1 presents the scanning electron microscope (SEM) image of SiO2 nanoparticles, which can investigate that the SiO2 nanoparticles were spherical shape and about 50 nm in diameter.

SEM of the SiO2 nanoparticles
2.2 Microstructure investigate
The Sn3.0Ag0.5Cu–xSiO2 (x = 0, 0.05, 0.1, 0.5, 1 wt%) solder were heating from room temperature to 300 °C at a heating rate of 1 °C/s in a vacuum induction furnace with mechanical stirring, holding the maximum temperature for 5 min, and then cooled down to room temperature. A common metallographic practice of grinding and polishing was used to prepare the specimens of Sn3.0Ag0.5Cu–xSiO2 nano-composite solders [11]. Then the specimens were etched by a mixed solution of 5 ml HCl, 30 ml H2O, 60 ml C2H5OH and 2 g FeCl3 for approximately 30 s. The microstructure investigations were performed by optical microscopy (OM). X-ray diffraction (XRD) was adopted for the determination of phase composition of the specimens.
2.3 Wetting test
The wettability of the nano-composite solders on Cu substrate was measured by a wetting balance tester (SAT-5200T, Rhesca Co. Ltd., Japan). In this paper, the wettability test was conducted in accordance with Japan industry standard C0099 by Profile Temperature Rising Method. In a wettability test, a Cu coupon with a size of 30 mm × 5 mm × 0.3 mm was immersed in the solder paste added nano SiO2 particles, and then the molten solder climbed up the coupon. At the same time, wetting force was measured and recorded. In this study, wetting temperature was set as 270 °C, the immersion depth was 0.5 mm, the immersion time was 5 s, the immersion speed was 1 mm/s, and the lifting speed was 5 mm/s. The measurement of the maximum wetting force (Fmax) was used to assess the wetting behavior of the solder alloys. Generally, a large value of the wetting force means a good wettability.
2.4 Interfacial IMC layers growth under thermal cycling
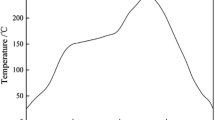
In order to explore the influence of the nano-SiO2 addition concentration on the interfacial IMC growth, solder/Cu joints were prepared by a traditional reflow process. Pure Cu plates were used as substrate in this study. Prior to reflow, Cu substrates were immerged into 15 % HCl (by volume) solution in order to remove the oxide layer which exists on Cu substrate surface. Sn3.0Ag0.5Cu–xSiO2 (x = 0, 0.05, 0.1, 0.5 and 1 wt%) nano-composite solders were placed on Cu substrate, undergoing reflow process with the peak temperature of 250 °C in condition of free spreading, which was shown in Fig. 2. The prepared solder joints were subjected to a thermal cycling test in the Programmable Constant Temperature and Humidity Tester (GDJS-100) for 20, 40 and 60 thermal cycles at the temperature range from −55 to 125 °C, and maintaining for 10 min at each extreme temperatures. During the thermal cycling tests, the heating rate and cooling rate are 1 and 2 °C/min respectively. Scanning electron microscopy (SEM) was used to investigate IMCs formation at the interface between the solder and Cu substrates for both samples before and after thermal cycling, and the elemental compositions of microstructure of nano-composite solder alloy and interfacial IMC layer were determined by energy dispersive X-ray spectroscopy (EDX, Oxford) analysis. The thickness of IMC layers is determined by the area of the IMC layers dividing it’s length after measuring the area and length of interfacial IMC layers by Auto CAD technology software.

Typical reflow temperature profile of composite solder/Cu joint
2.5 Shear force test of nano-composite solder joint
In order to test the shear force of the SAC–xSiO2 nano-composite solder, the 0603 resistant components were soldered using SAC–xSiO2 nano-composite solder pastes on the Cu substrate (the reflow temperature profile showed in Fig. 2) and tested by the Bonding Tester (PTR-1100, Rhesca Co. Ltd., Japan). Figure 3 shows the schematic diagrams of shear force test. To investigate the joint shear force of nano-composite solder under different temperature, we conduct the test at the working temperature of room temperature, 75, 100 and 125 °C respectively.

The schematic diagram of shear force test
3 Results and discussions
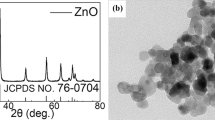
The XRD pattern of the SAC305–0.5 wt% SiO2 solders are shown in Fig. 4. It can be obviously seen that the nano-SiO2 particles were successfully blended with the SAC solder.

XRD spectra of SAC305–0.5SiO2 solder
From the EDX elemental mapping of the Sn3.0Ag0.5Cu–1 wt% SiO2 after reflow, shown in Fig. 5, it was found that Si can be found in the solder alloy, which indicates that SiO2 nanoparticles were successfully added into the solder alloy. Additionally, the mapping for Si is approximately the same as the mappings for Cu and Sn, and mainly appear in the boundaries of β-Sn grains.

EDX elemental mapping analysis of the Sn3.0Ag0.5Cu–1 wt% SiO2: a SEM image, b mapping for Sn, c mapping for Ag, d mapping for Cu, e mapping for Si. Elemental concentration decreases with decreasing color intensity
Figure 6 presents the microstructures of Sn3.0Ag0.5Cu–xSiO2 nano-composite solders. The island-type structure is made of β-Sn matrix [12, 13]. In general, with the addition of nano-SiO2, the size of the island-type β-Sn gets small which means the nano SiO2 particles can refine the microstructure of the composite solders. It is noteworthy that the addition concentration of nano-particles into the solder has relationships with the refinement effect of the microstructure. When the addition concentration is 0.05 wt%, the best grain refinement effect is achieved, as shown in Fig. 6b. According to the theory of heterogeneous nucleation, nano SiO2 particles can serve as heterogeneous nucleation substrate for the nucleation of primary β-Sn phases, which explains the refinement effect of the solder microstructure after slight addition of SiO2 nano-particles. However, when the addition concentration of SiO2 nanoparticles increases, the agglomeration possibility of nano-SiO2 particles increases [14, 15]. Agglomerated nano-particles decrease the surface energy of the particles reducing the amount of surface-active nano-particles, which can explain the increased size of β-Sn matrix.

Micrographs showing the microstructures of nano-composite solders. a SAC, b SAC–0.05 wt% SiO2, c SAC–0.1 wt% SiO2, d SAC–0.5 wt% SiO2, e SAC–1 wt% SiO2
The variation curves of the wetting force of the nano-composite solders with the increase of SiO2 addition concentration are shown in Fig. 7. Compared to the original SAC solder, the wetting force of the nano-composite solders increased significantly when only adding small amount of SiO2 (0.05 and 0.1 wt%) nanoparticles. It means that adding slight amount of the nano SiO2 particles into SAC solder could improve the wettability of the nano-composite solder. However, with excessive addition (0.5 and 1 wt%) of nano SiO2 particles, wetting force decreases and become even smaller than the original solder. An explanation is that excessive addition of nanoparticles in the solders increase the viscosity of the molten nano-composite solders, which degrades the wettability. Additionally, the adsorption of SiO2 on Cu substrates will increase the wetting force of the solder alloy. With excessive addition of nanoparticle in the solder, the nanoparticles will be more easily to agglomerate and transform into large particles, which will not trend to adsorb on the surface of Cu substrates due to their lower surface energy. Therefore, the real adsorption amount of SiO2 nanoparticles declines, which decreases the improvement extent of the wettability of nano-composite solder. The wetting force of nano-composite solders first increased significantly and then decreased with the increasing addition concentration of the nano-SiO2. In other words, there is an appropriate addition concentration of nano-SiO2 in order to enhance the wettability of SAC composite solders most effectively. The optimal SiO2 addition concentration is 0.05 wt%. The wetting force is 4.09 mN by adding 0.05 wt% nano-SiO2 particles, compared with that of the original SAC solder which is only 3.87 mN.

The wetting force of the SAC–xSiO2 nano-composite solders
In order to investigate the effect of SiO2 addition concentration on the interfacial IMC growth between SAC–xSiO2 nano-composite solders and Cu substrate under condition of reflow soldering and thermal cycling respectively, cross-section images of composite solder/Cu joint were observed and measurements of the interfacial IMC thicknesses were carried out. Figure 8 shows microstructure of the SAC–xSiO2/Cu interface after reflow soldering. It can be seen that the scallop-shaped Cu6Sn5 IMC layer is formed at the SAC/Cu interface after soldering reaction. The interfacial Cu6Sn5 layer is not uniformly distributed. Some scallop Cu6Sn5 grains are obviously bigger than the others. Figure 8b shows that with slight nano SiO2 addition (0.05 wt%), the interfacial IMC layers form evenly thin scallop type Cu6Sn5. The morphology transformation is related to the reinforcement effect of the nano SiO2 particle addition. Comparing the IMC thickness shown in Fig. 8a, b, it is noted that the interfacial IMC thickness between SAC nano-composite solder and Cu substrate reduce dramatically, from 3.4 μm of original SAC solder (Fig. 8a) to 2.3 μm of SAC–0.05 wt% SiO2 solder (Fig. 8b).

Cross-section images of the SAC–xSiO2 nano-composite solder/Cu interfaces. a SAC, b SAC–0.05 wt% SiO2, c SAC–0.1 wt% SiO2, d SAC–0.5 wt% SiO2, e SAC–1 wt% SiO2
The EDX result of IMC layer analyzed using line scanning mode is given in Fig. 9b. The elemental analysis of the interfacial IMC at point A and B in Fig. 9a are shown in Fig. 9b. The positions of point A and B present β-Sn and interfacial Cu6Sn5 respectively, which can be proved by the elemental analysis results shown in Fig. 9b. It can be found that both inside β-Sn and on the surface of Cu6Sn5, Si can be detected, which indicates that SiO2 nanoparticles can exist in these places.

a SEM line scanning image of the micrograph of the IMC layer at SAC305–1 wt% SiO2 solder/Cu interface; b EDX analysis of the line scanning area of the IMC layer at SAC305–1 wt% SiO2 solder/Cu interface
After thermal cycle test, the interfacial IMC layer increased and the Cu6Sn5 grains were coarsen obviously with uniformly distribution in scallop shape. Figure 10 shows the microstructure of the SAC–xSiO2/Cu interface after thermal cycle tests. After 80 times cycle, the interfacial IMC of SAC–0.05 wt% SiO2 (Fig. 10b) grows thicker slightly. The thickness of the nano-composite solders/Cu substrate interfacial IMCs after thermal cycle test also decreases with increasing addition concentration of nano-SiO2, which has a consistent law with the variation law of that of the IMC thickness at solder/Cu substrate after soldering. The interfacial IMC growth amount at SAC–0.05 wt% SiO2 solder/Cu interface after 80 times cycle is 1.5 μm, which is smaller than that of the original SAC solder which is 2.5 μm.

Cross-section images of the SAC–xSiO2 solder/Cu interfaces after 40, 60 and 80 thermal cycles. a SAC, b SAC–0.05 % SiO2, c SAC–0.1 % SiO2, d SAC–0.5 % SiO2, e SAC–1 % SiO2
The aforementioned phenomenon indicts that SiO2 addition can suppress interfacial IMC growth significantly during both solder reaction and thermal cycling. However, when the SiO2 addition concentration continues to increase over 0.05 wt%, the interfacial IMC thickness increases slightly with the addition concentration of nano SiO2 particles going up. The interfacial IMC thicknesses of each nano-composite solders after reflow and different thermal cycles are given in Fig. 11. The interfacial IMC layer thickness of SAC305–xSiO2 nano-composite solders after thermal cycling firstly decreases and then increases with the increasing of the SiO2 addition concentration. The interfacial IMC layer thickness reaches the smallest value when the addition concentration of nano-SiO2 in nano-composite solders reaches 0.05 wt% for all test conditions. The results indicate that SiO2 can suppress interfacial IMC formation during reflow solder reaction and growth during thermal cycling, and the suppression extent is greatly dependent on nano-SiO2 addition concentration.

The IMC thickness of Sn3.0Ag0.5Cu–xSiO2 solders/Cu substrate
Based on adsorption theory, a lot of researchers investigated the adsorption phenomenon of nanoparticles in the solder alloys, which manifests that nanoparticles, such as TiO2 [4], Fe2O3 [11] and SiC [16], can adsorb on the solid surfaces including the surfaces of IMCs and Cu substrate, thus decrease the growth of the IMCs between Cu/solder interface. At the same time, excessive nanoparticles added in the nano-composite solder can agglomerate to transform into large size particles, and as a result influence the adsorption effect of nanoparticles [5]. In this study, the addition of SiO2 nanoparticles make effects on the interfacial IMC growth. The SiO2 nanoparticles adsorbed on the interface between the solder and Cu substrate, and became an obstacle for inter-diffusion of Sn and Cu atoms through the interfacial IMC layer during thermal cycling, which slowed down the interfacial IMCs growth. However, with excessive addition of SiO2 nanoparticle in the nano-composite solder, the nanoparticles trended to agglomerate into larger particles. The larger particles reduced the adsorption of nano-SiO2 on the surfaces of Cu substrates because of their relatively low surface energy, which will decrease the obstruction effect of the reaction and diffusion of Sn and Cu atoms.
Figure 12 shows the joint shear force of SAC305–xSiO2 nano-composite solder with Cu substrate at different temperatures. Compared to the original SAC305 solder, the joint shear force of the SAC305 nano-composite solder at all working temperature is enhanced due to nano SiO2 particles addition and the SiO2 concentration play critical role on the increase of the shear force of nano-composite SAC solder. A slight addition of SiO2 nanoparticles in SAC305 solder can obviously enhance the joint shear force, while excessive addition of SiO2 nanoparticles decreases the degree of enhancement of the joint shear force. When the addition concentration of the nano-SiO2 in the nano-composite solder is 0.05 wt%, the shear force of joint is improved from 36.82 N to 41.43 N at room temperature and from 24.47 N to 30.45 N at 125 °C working temperature respectively. The improvement of the shear force could be attributed to: (1) SiO2 nanoparticles pinning in grain boundaries and thus impeding the sliding of the grain boundaries, (2) the increase of dislocation densities and obstacles to restrict the motion of dislocation and (3) the hardening mechanism of SiO2 nanoparticles [17, 18]. In nano-composite solders, because of the existence of dispersing nanoparticles, the dislocations are transformed from line shape into dislocation loops, around these particles. The interaction between dislocations and enhanced particles improve the shear level of composite solder [19].

The shear force of SAC–xSiO2 with Cu substrate at different temperature
4 Conclusions
The effect of nano-SiO2 particles addition concentration on Sn3.0Ag0.5Cu–xSiO2 nano-composite solder has been studied in this work. The main conclusions obtained are as follows:
-
1.
The appropriate addition concentration of SiO2 nanoparticles can effectively refine the microstructure and enhance the wettability of the SAC305 solder as well as inhibit the overgrowth of the interfacial IMCs and increase the shear force of the SAC305 solder joints.
-
2.
The addition of SiO2 nanoparticles can effectively refine the microstructure of SAC305 solder. The grain refinement extent improved first and deteriorated with the increase of SiO2 nanoparticles in composite solders. When the addition is 0.05 wt%, the best grain refinement effect is achieved.
-
3.
Appropriate addition concentration of SiO2 nanoparticles can enhance the wettability and joint shear force, and suppress interfacial IMC growth dramatically. The effect of nanoparticles on wettability, joint shear force and interfacial IMC growth is dependent on nano-SiO2 addition concentration. A slight addition concentration of SiO2 nanoparticles in SAC305 solder can obviously increase the wetting force of composite solder, the shear force of composite solder joints under different working temperature and effectively inhibit the interfacial IMC formation and growth of composite solder/Cu substrate. However, excessive addition of SiO2 nanoparticles in SAC305 solder will degrade the wettability, joint shear force and the inhibition effect on the interfacial IMCs. The optimal addition concentration of SiO2 nanoparticles in SAC305 solder is about 0.05 wt%.
References
L. Zhang, S.B. Xue, G. Zeng, L.L. Gao, H. Ye, Interface reaction between SnAgCu/SnAgCuCe solders and Cu substrate subjected to thermal cycling and isothermal aging. J. Alloys Compd. 510(1), 38–45 (2012)
K.S. Kim, S.H. Huh, K. Suganuma, Effects of intermetallic compounds on properties of Sn–Ag–Cu lead-free soldered joints. J. Alloys Compd. 352(1–2), 226–236 (2003)
F.X. Che, J.H.L. Pang, Characterization of IMC layer and its effect on thermomechanical fatigue life of Sn–3.8Ag–0.7Cu solder joints. J. Alloys Compd. 541, 6–13 (2012)
Y. Tang, Y.C. Pan, G.Y. Li, Influence of TiO2 nanoparticles on thermal property, wettability and interfacial reaction in Sn–3.0Ag–0.5Cu–xTiO2 composite solder. J. Mater. Sci. Mater. Electron. 24(5), 1587–1594 (2012)
Y. Li, X. Zhao, Y. Liu, Y. Wang, Y. Wang, Effect of TiO2 addition concentration on the wettability and intermetallic compounds growth of Sn3.0Ag0.5Cu–xTiO2 nano-composite solders. J. Mater. Sci. Mater. Electron. 25(9), 3816–3827 (2014)
I. Dutta, B.S. Majumdar, D. Pan, W.S. Horton, W. Wright, Z.X. Wang, Development of a novel adaptive lead-free solder containing reinforcements displaying the shape-memory effect. J. Electron. Mater. 33(4), 258–270 (2004)
S. Ishikawa, H. Tohmyoh, S. Watanabe, T. Nishimura, Y. Nakano, Extending the fatigue life of Pb-free SAC solder joints under thermal cycling. Microelectron. Reliab. 53(5), 741–747 (2013)
S.Y. Chang, L.C. Tsao, M.W. Wu, C.W. Chen, The morphology and kinetic evolution of intermetallic compounds at Sn–Ag–Cu solder/Cu and Sn–Ag–Cu–0.5Al2O3 composite solder/Cu interface during soldering reaction. J. Mater. Sci. Mater. Electron. 23(1), 100–107 (2012)
T.H. Chuang, M.W. Wu, S.Y. Chang, S.F. Ping, L.C. Tsao, Strengthening mechanism of nano-Al2O3 particles reinforced Sn3.5Ag0.5Cu lead-free solder. J. Mater. Sci. Mater. Electron. 22(8), 1021–1027 (2011)
P. Liu, P. Yao, J. Liu, Effect of SiC nanoparticle additions on microstructure and microhardness of Sn–Ag–Cu solder alloy. J. Electron. Mater. 37(6), 874–879 (2008)
Y. Gu, X. Zhao, Y. Li, Y. Liu, Y. Wang, Z. Li, Effect of nano-Fe2O3 additions on wettability and interfacial intermetallic growth of low-Ag content Sn–Ag–Cu solders on Cu substrates. J. Alloys Compd. 627, 39–47 (2015)
A.K. Gain, Y.C. Chan, W.K.C. Yung, Microstructure, thermal analysis and hardness of a Sn–Ag–Cu–1 wt% nano-TiO2 composite solder on flexible ball grid array substrates. Microelectron. Reliab. 51(5), 975–984 (2011)
L.C. Tsao, S.Y. Chang, Effects of nano-TiO2 additions on thermal analysis, microstructure and tensile properties of Sn3.5Ag0.25Cu solder. Mater. Des. 31(2), 990–993 (2010)
S. Xu, Y.C. Chan, K. Zhang, K.C. Yung, Interfacial intermetallic growth and mechanical properties of carbon nanotubes reinforced Sn3.5Ag0.5Cu solder joint under current stressing. J. Alloys Compd. 595, 92–102 (2014)
L.C. Tsao, An investigation of microstructure and mechanical properties of novel Sn3.5Ag0.5Cu–XTiO2 composite solders as functions of alloy composition and cooling rate. Mater. Sci. Eng. A 529, 41–48 (2011)
A.A. El-Daly, A. Fawzy, S.F. Mansour, M.J. Younis, Novel SiC nanoparticles-containing Sn–1.0Ag–0.5Cu solder with good drop impact performance. Mater. Sci. Eng. A 578, 62–71 (2013)
A.R. Geranmayeh, R. Mahmudi, M. Kangooie, High-temperature shear strength of lead-free Sn–Sb–Ag/Al2O3 composite solder. Mater. Sci. Eng. A 528(12), 3967–3972 (2011)
Y. Shi, J. Liu, Z. Xia, Y. Lei, F. Guo, X. Li, Creep property of composite solders reinforced by nano-sized particles. J. Mater. Sci. Mater. Electron. 19(4), 349–356 (2008)
W.D. Callister, D.G. Rethwisch, Materials Science and Engineering: An Introduction (Wiley, New York, 2007)
Acknowledgments
The authors are grateful for the financial support of National Science and Technology Major Project (2011ZX02607).
Conflict of interest
The authors declare that there is no conflict of interests.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Wang, Y., Zhao, X., Xie, X. et al. Effects of nano-SiO2 particles addition on the microstructure, wettability, joint shear force and the interfacial IMC growth of Sn3.0Ag0.5Cu solder. J Mater Sci: Mater Electron 26, 9387–9395 (2015). https://doi.org/10.1007/s10854-015-3151-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-015-3151-8