
Abstract
In the present work the creep properties of Sn37Pb and Sn0.7Cu based composite solders with nano-sized metallic Cu, Ag and nano-sized oxide Al2O3, TiO2 reinforcement particles have been studied. First, a series of volume percentages of reinforcements were selected for optimizing the content of particles. Then, the composite solder with optimum volume fraction of the reinforcement particles, corresponding to maximum creep rupture life, is selected for investigating the effect of applied stress level and test temperature on creep rupture life of the composite solder joints. In the creep rupture life test, small single-lap tensile-shear joints were adopted. The results indicate that all the composite solders have improved creep resistance, comparing to the eutectic Sn37Pb solder and the Sn0.7Cu lead-free solder. The creep rupture life of the composite solder joints is first increased with the increase in the volume fraction of reinforcement in the composite solders. Then, the creep rupture life is decreased, as the reinforcement content exceeds a certain value. The creep rupture life of the solder joints is decreased with the increase of applied stress and testing temperature. Moreover, the reinforced efficiency of nano-sized Ag particles is the best in all the tested nano-sized reinforcements for the Sn37Pb based and Sn0.7Cu based composite solders, when the particles contents are in their own optimum content.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Solders under severe service environment are required to have excellent mechanical properties and high reliability. In automobile, solders used in the proximity of the engine experience a temperature excursion between −40 °C and 200 °C in winter. The solders are subjected to a thermal stress induced by the temperature cycling as well as a mechanical stress induced by the vibration from the engine and the occasional shocks or impact from the road condition during driving. In lightguide ocean cables, where the optical fiber is attached with solder, the precise alignment of each component in a plane perpendicular to the fiber axis requires that the solders have excellent creep resistance and dimensional stability. Moreover, in the fine pitch solder bump interconnect, the bump current density may approach 104 A/cm2 level, where electro migration becomes a significant reliability issue. Thus, the solders with enhanced electrical and mechanical properties are required. These severe service environments make solders experience microstructure evolution, creep deformation, and thermo-mechanical fatigue damage. In order to improve the mechanical properties of solders, especially creep and thermo-mechanical fatigue resistance, composite solders have been developed recently.
Composite solders generally contain fine second-phase reinforcing particles dispersed uniformly in the solder matrix. In general there are two possible ways to manufacture the composite solders. They are the in-site reaction method and the mechanical mixing method. The particles obstruct movement of dislocation and pin grain boundaries so as to prevent the solder matrix from plastic deformation. Early efforts demonstrated that certain composite solders were with improved mechanical properties. Marshall et al. [1] found superior mechanical properties on conventional Sn40Pb solders by introducing Cu6Sn5 intermetallic compounds (IMC). In addition, Ag, Ni, and Cu also have been used as reinforcing particles in the Sn40Pb based composite solder. In order to improve the service temperature capability of lead-free solders, Guo et al. [2, 3] studied the enhanced creep resistance of Sn3.5Ag solder by introducing micro-sized Ag, Ni, or Cu particles. It was found that Ni-particles reinforced composite solder joints were about five times more creep resistant than composite solder joints reinforced by Cu-particles, and about 30 times better than Sn3.5Ag solder and composite solder reinforced with Ag-particles. Recently, metallic Co particles were mechanically mixed with Sn3.5Ag solder to form composite solder [4].
With the development of nano technology, various nano-sized particles were selected as reinforcements in manufacturing composite solders. Mavoori and Jin [5] studied the Sn37Pb composite solders with the reinforcement of nano-sized oxide particles. The creep test was carried out in a constant compressive load and the composite solder was not subjected to reflow process. The result showed that the composite solders exhibited significantly enhanced creep resistance combined with increased strength. Moreover, the nano-sized metallic particles (Ni, Cu, and Mo) reinforced composite solders were developed, and the results showed that the mechanical properties, such as microhardness and creep resistance were increased [6–8]. Recently, multi-walled carbon nanotubes were chosen as the reinforced particles to synthesize composite solders [9]. The investigation showed that the mechanical properties of the composite solders showed a certain improvement in comparison to the un-reinforced SnAgCu solder. Moreover, a SnAg based composite solder with nano-structured polyhedral oligomeric silsesquioxanes (POSS) particles was investigated recently [10]. The POSS particles were surface active, and inert reinforcement. The initial results showed the improvement of shear strength for the POSS particles reinforced Sn3.5Ag solder joints [11].
As described above, many investigations have been carried out on the particles reinforced composite solders. Most of the published results are focused on effect of reinforcement particles on the conventional mechanical properties such as tensile strength, shear strength, or microhardness of composite solders. It is known that fine-grained microstructure may be beneficial for mechanical strength, but it may not be realistic for creep resistance, since creep deformation at the service temperature is by grain boundary sliding.
Although some results on effect of nano-sized reinforcements on mechanical strength and creep properties were given, there is lack of comparison of strength properties for composite solders between different reinforcements under the same test condition. Therefore, the present work is focused to investigate and compare the effect of different nano-sized reinforcements including metallic particles and oxide particles on the creep properties of Sn37Pb and Sn0.7Cu composite solders.
2 Experimental
2.1 Preparation of composite solders
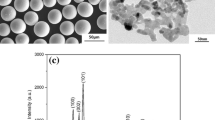
The composite solders were prepared by blending pre-weighed matrix solder powders with different volume percentages of metallic reinforcement particles. The matrix materials used for this study were Sn37Pb and Sn0.7Cu powders, respectively with an average diameter of about 43 μm. Four kinds of nano-sized reinforced particles were used. Two kinds of metallic particles used as the reinforcements were pure Cu nanopowder having an average size of 50 nm, and pure Ag nanopowder having an average size of 60 nm. The two kinds of nanopowders were purchased from the Nano Zunye Ltd, Shenzhen. Moreover, two kinds of oxide particles used as the reinforcements were Al2O3 nanopowders having an average size of 70 nm and TiO2 nanopowders having an average size of 80 nm. Both the oxide nanopowders were coated by a aluminium stearate film. The Al2O3 and TiO2 nanopowders were purchased from the Beijing University of Chemical Engineering and the Panzhihua, Sichuan, respectively. A series of volume percentages were selected for optimizing the content of the reinforcement particles. The composite solders were blended very well prior to addition of a mildly activated RMA flux. The weight ratio of the composite solder powder and the flux was 7:1. The resultant composite solders were mechanically stirred for 30 min so as to ensure a homogeneous distribution of the reinforcement particles in the solder matrix. Finally, the pastes were immediately sealed and preserved in a refrigerator at −10 °C to delay degradation of the pastes.
2.2 Tensile shear test
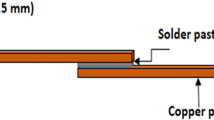
The tensile shear test was conducted for investigating effect of reinforcement particles on mechanical strength of composite solder joints. The geometry of the specimens for tensile shear test is shown in Fig. 1. The composite solder paste was sandwiched between the two copper sheets. Two copper wires, which had diameter of 0.1 mm were used for fixing up the gap of the joint. The solder joints were heated to the peak temperature of 240 °C and 280 °C for 2 min for the Sn37Pb based and Sn0.7Cu based composite solders, respectively. All the test results were an average of three specimens. The tensile test was conducted at ambient temperature with a strain rate of 5 × 10−4.

Geometry of tensile shear test specimen (in mm)
2.3 Creep rupture life test
To simulate the size of solder joints in practical electronics assembly, a small single-lap shear joint was adopted in the creep rupture life test. The joint geometry for the test is shown in Fig. 2. Two pieces of “dog-bone” copper sheets were used as substrate. Thickness of the copper sheet was 0.1 mm. The copper substrates were polished using 400 grit sand paper, then the cleaning of the copper substrates with a solution of 50% HNO3 and 50% H2O, followed by rinsing with ethanol. A solder mask IF710 was spread on the surface of the narrow end of the copper substrate to achieve a cross-sectional area of 1 mm2. Then the composite solder paste was sandwiched between the copper substrates. Thickness of solder layer or gap between the copper sheet was about 0.1 mm. Soldering was performed in an aluminum mold. For the Sn37Pb based composite solder, the solder joints were heated to peak temperature of 240 °C for a soak time of 2 min, then the aluminum mold was quickly removed from furnace and cooled at a rate of 50 °C/min. For the Sn0.7Cu based composite solder, the joints were heated to peak temperature of 280 °C for 2 min, then cooled quickly at a rate of 50 °C/min.

Geometry of small single-lap joint (in mm)
The creep rupture life test was performed at various temperatures with different dead loads. The fluctuation of temperature during the creep tests was not more than 2 °C. During testing the rupture life of specimens was recorded automatically by a clock electrically connected in series with the solder joint. The test results were averaged from 12 specimens. Both Sn37Pb and Sn0.7Cu eutectic solders without reinforcement additions were also subjected to the same procedure as a comparison.
3 Results and discussion
3.1 Optimum of volume fraction of reinforcement particles
To archive an optimum creep strengthening, the composite solders with various volume fraction of reinforcement particles were examined. For the Sn37Pb based composite solders, the volume fraction of reinforcements were from 0 vol% to 4 vol% of nano-sized particles Cu, and from 0 vol% to 5 vol% of nano-sized Ag, Al2O3 or TiO2. For the Sn0.7Cu based composite solders, the volume fraction of reinforcements were from 0 vol% to 3 vol% of nano-sized particles Ag, and from 0 vol% to 5 vol% of nano-sized Al2O3. For the Sn37Pb based composite solder joints, the creep rupture life test was carried out under a shear stress of 11.27 MPa at 25 °C. To shorten testing time, creep rupture test was carried out under the shear stress of 16.17 MPa at 75 °C for the Sn0.7Cu based composite solder joints. The test results of the creep rupture life of the composite solder joints are shown in Tables 1 and 2 respectively for the Sn37Pb based and Sn0.7Cu based composite solders.
The results indicate that the creep rupture life of the mini solder joints is first increased with the increase in the volume fraction of reinforcement in the composite solders. Then, the creep rupture life is decreased, as the reinforcement content exceeds a certain value. In other word, there exists a peak value of creep rupture life for a solder joint. For the Sn37Pb based composite solder, the optimum content of the nano-sized Cu reinforcement particles is 1 vol%, corresponding to the maximum creep rupture life. However, the optimum content of the nano-sized Ag, Al2O3 or TiO2 reinforced particles is 3 vol%. For the Sn0.7Cu based composite solder, the optimum contents of the nano-sized Ag and Al2O3 reinforcement particles are 1 vol%, and 3 vol%, respectively, corresponding to their maximum creep rupture life. Thus, the composite solder with the optimized volume fraction of the reinforcement particles, corresponding to maximum creep rupture life, is selected for the further investigation on the effect of applied stress level and test temperature on creep rupture life of the mini solder joints.
The above results also reveal that the reinforced efficiency of nano-sized Ag particles is the best in all the four kinds of nano-sized reinforcements for the Sn37Pb based composite solders, when the particles contents are in their own optimum content. Similarly, for the Sn0.7Cu based composite solders, the reinforced efficiency of nano-sized Ag particles is much better than that of nano-sized Al2O3 particles. Under the condition of testing stress and temperature, the creep rupture life of the nano-sized Ag reinforced Sn37Pb based composite solder joint is increased up to about 15 times more than that of Sn37Pb eutectic solder joint, when the nano-sized Ag particles account for 3 vol%. Moreover, the creep rupture life of the the nano-sized Ag reinforced Sn0.7Cu based composite solder joint is increased up to 4 times more than that of the Sn0.7Cu eutectic solder joint, when the nano-sized Ag particles account for 1 vol%.
Tables 3 and 4 show the tensile shear test results. For the Sn37Pb based composite solders in the test, the volume fraction of the nano-sized Ag, Cu, Al2O3 or TiO2 reinforcements was from 0 vol% to 5 vol%. For the Sn0.7Cu based composite solders, the volume fractions of the reinforcements were nano-sized Ag from 0 vol% to 4 vol% and nano-sized Al2O3 from 0 vol% to 5 vol%, respectively.
The test results indicate that for the Sn37Pb based composite solder joints, the highest shear strength occurs in the content of 3 vol% of nano-sized Ag, Al2O3 or TiO2 particles. The optimum content of reinforcements for the shear strength is the same as that for the creep strength. However, for the composite solder with nano-sized Cu reinforcement the optimum content of Cu is in 2 vol%, which is different from the creep test result. In the creep test the optimum content of Cu is in 1 vol%. For the Sn0.7Cu based composite solder joints, the highest shear strength occurs in the content of 1 vol% of nano-sized Ag, which is different from the creep test result. In the creep test the optimum content of Ag is 3 vol%.
3.2 Effect of test temperature and dead load stress on creep rupture life
To investigate the effect of applied stress and test temperature on creep rupture life of the composite solder joints, a series of tests with different dead load were carried out for the composite solder joints. Generally in the test, the applied stress was from 6.37 MPa to 18.13 MPa, and the testing temperature was from 25 °C to 100 °C. For the Sn37Pb based composite solder, 1 vol% of nano-sized Cu and 3 vol% of nano-sized Ag, Al2O3 or TiO2 were adopted as the reinforcement particles. For the Sn0.7Cu based composite solder, 1 vol% of nano-sized Ag and 3 vol% of nano-sized Al2O3 were used as the reinforcement particles, respectively. The test results for the Sn37Pb based and Sn0.7Cu based composite solders are shown in Figs. 3 and 4 respectively.

Effect of applied stress on creep rupture life of Sn37Pb based composite solder joints at (a) 25 °C, (b) 50 °C, (c) 75 °C and (d) 100 °C

Effect of applied stress on creep rupture life of Sn0.7Cu based composite solder joints at (a) 50 °C, (b) 75 °C and (c) 100 °C
The results indicate that the creep rupture life is decreased with the increase of applied stress for all the solder joints tested. Moreover, the creep rupture life is decreased with the increase of testing temperature. The creep rupture life of all the composite solders is longer than that of the solder joint without reinforcement particles addition. That is, all the reinforced particles exhibit strengthening effect on the composite solders. Also, the results indicate that the strengthening action of reinforcement particles is more obvious under lower applied stress or at lower test temperature. It is found that different particles exhibit different strengthening effect. Among them, the strengthening effectiveness of nano-sized Ag particles is strongest for both Sn37Pb based and Sn0.7Cu based composite. For the Sn37Pb based composite solder, the strengthening effectiveness of nano-sized Cu particles is relatively weaker. The strengthening effectiveness of Al2O3 and TiO2 particles is basically located between the nano-sized Ag and Cu particles.
Moreover, there exists different strengthening effectiveness for the Sn37Pb based and Sn0.7Cu based composite solder joints. For example, under the stress of 13.23 MPa and at the test temperature of 50 °C, the creep rupture life of the 3 vol% nano-sized Ag particles reinforced composite solder joint is increased up to 7.3 times more than that of Sn37Pb solder joint. At the same time the creep rupture life of the 3 vol% nano-sized Al2O3 particles reinforced composite solder joint is increased up to 3.8 times more than that of Sn37Pb solder joint. Under the same test condition, however, the creep rupture life of the 1 vol% nano-sized Ag particles reinforced composite solder joint is increased up to 2.5 times more than that of Sn0.7Cu solder joint. At the same time the creep rupture life of the 3 vol% nano-sized Al2O3 particles reinforced composite solder joint is increased up to 1.4 times more than that of Sn0.7Cu solder joint. It is clear that strengthening effectiveness of nano-sized Ag or Al2O3 particles in the Sn37Pb based composite solder is stronger than that of nano-sized Ag or Al2O3 particles in the Sn0.7Cu based composite solder, although the creep rupture life of Sn37Pb solder joint is shorter than that of Sn0.7Cu solder joint under the identical test condition.
Under a certain temperature, the relation between the applied stress, σ and creep rupture life, t r is given by
where A and β are constants related with materials and temperature, respectively. Table 5 gives the regressive results for the Sn0.7Cu based nano-sized particle reinforced solder joints based on the above creep rupture life tests. Thus, the creep rupture life of composite solder joints may be approximately evaluated.
3.3 Strengthening of nano-sized particles
There are two kinds of nano-sized reinforcements were used. One is the metallic particles such as Cu, and Ag. The other is the inert particles, such as TiO2, Al2O3, POSS and multi-walled carbon nanotubes. Generally, pure metals particles have a common feature that they bond to Sn well. The above results show that the strengthening effectiveness of nano-sized Ag particles is better than that of nano-sized Cu particles. The reason may be related with the diffusion of metallic particles in Sn matrix. The diffusion of Cu in Sn is faster than that of Ag in Sn under the same condition. Thus, the nano-sized Cu will react with Sn, then the Cu/Sn IMCs formed may redistributed during creep test or aging process. However, the nano-sized Ag particles may be relatively stable in distribution except the Ag/Sn IMCs formed at interface of particles. Figure 5 is the SEM fracture surface of creep rupture test specimen and EDAX analysis of a particle in the nano-sized Ag particles reinforced Sn37Pb based composite solder. It is assured by the EDAX analysis that the particle is a nano-sized Ag.

Fracture surface of nano-sized Ag particles reinforced Sn37Pb based composite solder joint after creep rupture test (a) SEM and (b) EDAX
Figure 6 shows the feature of fracture surface of the nano-sized Ag particles reinforced Sn37Pb based composite solder joint specimen after creep rupture life test under stress of 11.27 MPa at 25 °C. Part of the Sn phases is etched away to facilitate the SEM observation. It is found that nano-sized reinforcements mostly either in the matrix or at the grain boundaries in an agglomerated form. Each agglomeration of the Ag particles is distributed uniformly throughout the matrix, which hinders the dislocation motion as well as the grain boundary sliding. Thus, the composite solder joints are able to subject more strain before the onset of the tertiary creep that initiates the rupture of the solder joints.

Fracture surface of nano-sized Ag particles reinforced Sn37Pb based composite solder joint
For the inert particles reinforced composite solders, the bonding between particles and matrix is rather weak. Such inert reinforcements are lack of any metallurgical bond to the matrix. Sometimes, there may exist interfacial cracking between the reinforcement and matrix, as if nonmetallic inclusions are in steels. Decohesive may easily occur at the particles during plastic deformation [12, 13]. Thus, the nano-sized inert reinforcements may be not very effective to enhance the mechanical strength.
4 Conclusion
-
(1)
Nano-sized metal Ag, Cu particles and nano-sized oxide Al2O3, TiO2 particles can be used as the reinforcements for the Sn37Pb or Sn0.7Cu based composite solders. The results indicate that all the composite solders have improved creep resistance, comparing to the eutectic Sn37Pb solder and the Sn0.7Cu lead-free solder.
-
(2)
Creep rupture life is first increased with the increase in the volume fraction of reinforcement in the composite solders. Then, the creep rupture life is decreased, as the reinforcement content exceeds a certain value. Moreover, the creep rupture life of the composite solder joints is decreased with the increase of applied stress and testing temperature.
-
(3)
Reinforced efficiency of nano-sized Ag particles is the best in all the tested nano-sized reinforcements for the Sn37Pb based and Sn0.7Cu composite solders, when the particles contents are in their own optimum content.
References
J.L. Marshall, J. Calderon, J. Sees, G. Lucey, J.S. Hwang, Hybrid Manuf. Technol. 14(4), 698 (1991)
F. Guo, J.P. Lucas, K.N. Subramanian, J. Mat. Sci.: Mat. Electron. 12(1), 27 (2001)
F. Guo, J. Lee, S. Choi, J.P. Lucas, T.R. Bieler, K.N. Subramanian, J. Electron. Mat. 30(9), 1073 (2001)
J.S. Lee, K.M. Chu, D.Y. Jeon, R. Patzelt, D. Manessis, A. Ostmann, in Proceedings of the 56th Electronic Components and Technology Conference, IEEE, 244–249, 30 May–2 June (2006)
H. Mavoori, S. Jin, J. Electron. Mat. 27(11), 1216 (1998)
K. Mohankumar, A.A.O. Tay, in Proceedings of 6th Electronics Packaging Technology Conference, IEEE, 455–461 (2004)
J.P. Liu, F. Guo, Y.F. Yan, W.B. Wang, Y.W. Shi, J. Electron. Mat. 33(9), 958 (2004)
D.C. Lin, C.Y. Kuo, T.S. Srivatsan, G.X. Wang, in Proceedings of the ASME Heat Transfer Division—2003 vol 3: Heat Transfer Equipment, Heat Transfer in Manufacturing and Materials Processing, Visualization of Heat Transfer, 253–258 (2003)
S.M.L. Nai, J. Wei, M. Gupta, Thin Solid Films 504(1–2), 401 (2006)
A. Lee, K.N. Subramanian, J. Electron. Mat. 34(11), 1399 (2005)
F. Guo, J Mat. Sci.: Mat. Electron. 18(1–3), 129 (2007)
Y.W. Shi, J.T. Barnby, Int. J. Fracture 25(2), 143 (1984)
Y.W. Shi, J.T. Barnby, A.S. Nadkarni, Eng. Fracture Mech. 39(1), 37 (1991)
Acknowledgement
The authors greatly appreciate the financial support of this work by the National 863 Hi-Tech Project (No. 2002AA322040), and the Development Project of Beijing Science and Technology Committee (No. 9550310300).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Shi, Y., Liu, J., Xia, Z. et al. Creep property of composite solders reinforced by nano-sized particles. J Mater Sci: Mater Electron 19, 349–356 (2008). https://doi.org/10.1007/s10854-007-9327-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-007-9327-0