
Abstract
Indium tin oxide (ITO) thin films were deposited on quartz substrates by radio frequency (RF) sputtering with different RF power (100–250 W) using the powder target at room temperature. The effect of sputtering power on their structural, electrical and optical properties was systematically investigated. The intensity of (400) orientation clearly increases with the sputtering power increases, although the films have (222) preferred orientation. Increasing sputtering power is benefit for lower resistivity and transmittance. The films were annealed at different temperature (500–800 °C), then we explored the relationship between their electro-optical and structural properties and temperature. It has been observed that the annealed films tend to have (400) orientation and then show the lower resistivity and transmittance. The ITO thin film prepared by RF sputtering using powder target at 700 °C annealing temperature and 200 W sputtering power has the resistivity of 2.08 × 10−4 Ω cm and the transmittance of 83.2 %, which specializes for the transparent conductive layers.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Indium tin oxide (ITO) thin film is an excellent and very important semiconductor material. Due to its exciting optoelectronic properties of high transparency in the visible wavelength region associated with high electrical conductivity, it has been widely used in electronic and optoelectronic industries such as solar cells, flat panel displays, surface heaters for automobile windows, transparent heat reflecting window material for buildings, lamps, and solar collectors, etc. [1–3]. Up to now, a variety of techniques have been employed to deposit high quality ITO thin films, like direct current (DC) or radiofrequency (RF) sputtering, reactive evaporation, sol–gel process, and chemical vapor deposition. Among these methods [4–7], the operation of RF magnetron sputtering is simple and cheap. Some works have been done to study the structural, morphological and optical properties of sputtered ITO films using various sets of deposition parameters [8–10], such as tuning the target quality, sputtering gas, and growth pressure. It has been found that the target density had no effect on the properties of RF sputtered ITO thin films, so the powder target is recommended to prepare the RF sputtered ITO thin film since the cost is low. Among other parameters the sputtering power and annealing temperature can be adjusted easily in all kind of sputtering systems. To the best of our knowledge, there are few reports about the effect of RF sputtering power and annealing temperature on properties of ITO thin films prepared by RF sputtering, especially using the powder target. As far as we know, the effects of the RF power are only poorly understanding and some of the novel observations still have not been discussed. Especially, the effect of the annealing temperature is discussed only at lower than 500 °C, because the substrate material is soda lime silica glass, which often cannot tolerate above 600 °C. In the present study we will illustrate some possible mechanisms to overcome these problems.
In this work, the quartz glass, which can endure high annealing temperature over 1100 °C, has been used as substrate material and ITO thin films have been prepared by using the RF magnetron sputtering technique using powder target, and it is noteworthy that we focus on the effect of sputtering power and annealing temperature on the properties of ITO thin films. We believe these results represent a significant step toward achieving high quality films by using the RF magnetron sputtering method.
2 Materials and methods
The ITO (In2O3:SnO2 = 90/10) powder mixture was pressed into copper target holder (70 mm in diameter) with 5 ton uniaxial presses. No further processes were involved in target production. The quartz substrate was ultrasonically cleaned in trichloroethylene, acetone, and propanol individually followed by rinsing in deionized water three times before being loaded into the sputtering chamber. ITO film was then deposited using JPG-560C12 (SKY Technology Development Limited Company of Chinese Academy of Sciences) RF magnetron sputtering system and ITO powder target. The ITO target was placed about 50 mm way below the substrate. The base pressure of the vacuum chamber was less than 1 × 10−3 Pa by mechanical and oil diffusion pumps before deposition. Sputtering was carried out in argon atmosphere at a pressure of 0.5 Pa. For all deposition steps the target was pre-sputtered for 15 min in the chosen sputtering condition. During all the deposition process, quartz crystal oscillator was used to monitor the film thickness and stop the deposition when the film thickness was about 200 nm. A series of samples were prepared at different sputtering powers ranging from 100 to 250 W under room temperature. The sputtering power of 200 W was further used to deposit films. In order to understand the annealing effect on the structural and electro-optical properties of the films, these films were then annealed at temperatures ranging from 500 to 800 °C at sputtering power of 200 W.
Various techniques were employed to measure the properties of the ITO films. The crystalline structure and phase were investigated by using x-ray diffraction analysis (XRD, Rigaku Geigerflex D/Max 2200) using Cu Ka radiation. The morphologies of surface and cross-section were observed by scanning electron microscopy (SEM, FEI Inspect F50). The surface morphology was also studied by using atomic force microscopy (AFM, SPA-300 HV). The sheet resistance was measured by using a CMT-ST1000 four-point probe. The Hall mobility and free carrier density were estimated using Hall-effect measurements (HMS-3000, ECOPIA). The spectral transmittance was measured by using a Hitachi U 3000UV spectrophotometer in the visible wavelength range of 300–800 nm.
3 Results and discussion
Figure 1 shows the XRD spectra of some selected samples prepared at sputtering power of 100, 150, 200 and 250 W. It can be seen that the main growth directions are (222), (400), (440) and (622), which are related to the cubic structure of the In2O3 [11]. There are no characteristic peaks of Sn, SnO or SnO2, which means all tin atoms were substitution ally incorporated into the In2O3 lattice. The XRD patterns reveal that the samples have strong diffraction peak at ITO (222) plane, meaning that these films have preferred crystal growth towards (222) direction. To the deposited films, the maximum ratio between the intensity peaks of (222) and (400) (I222/I400) can be achieved at sputtering power of 150 W. However, when the RF sputtering power is greater than 200 W, the ratio decreases, although the films have also preferred towards (222) direction. This indicates that intensity of the (400) peak magnified as the RF sputtering power increased to more than 200 W. The difference in the orientation is considered to result from the effect of thermal energy on the stress of the ITO thin film, the kinetic energy of the sputtered atoms increase with the RF power increasing, which was helpful to improve the crystallization properties of the ITO thin film. Figure 2 shows the SEM images of the as-deposited ITO film at different sputtering power. From the surface images (Fig. 2a, b, c, d), the grains in all of films are regular in shape, indicating a good crystallinity of the films. The sputtering power strongly influences the grain size, the grain size and shapes have been observed by means of the SEM, while the grain size is about 30, 50, 70 and 80 nm at sputtering power of 100, 150, 200 and 250 W, respectively. This indicates that sputtering ion energy could increase the grain size of ITO films deposited under present energy conditions. Figure 2e shows the cross-section SEM image of ITO thin film at sputtering power of 200 W and it can be observed that the ITO thin film is arranged orderly and compact, and its thickness is about 200 nm. The deposition rate increases with increasing RF powers, the deposition rate of the ITO films are ~16, 23, 33 and 38 nm/min for RF power at 100, 150, 200 and 250 W, respectively. High sputtering power can effectively improve the deposition rate, and then the high deposition rate will increase the nucleation rate. Whit the RF power increase, the sputtering ion energy and the ITO thin film growth rate increasing, but while the deposition rate (38 nm/min) was too fast, the compactness becomes poor, the defects of the ITO thin film increasing and then obtain the fine grain size with the microstructure defects, such as pores [12]. The AFM tests show the average roughness of the ITO films is 7.2, 5.2, 3.7 and 4.3 nm at sputtering power of 100, 150, 200 and 250 W, respectively. Figure 3a shows the variation of film resistivity, carrier concentration, and Hall mobility as a function of sputtering power. The resistivity of the film at deposited at sputtering power of 100, 150, 200 and 250 W is 1.026 × 10−3, 9.24 × 10−4, 7.58 × 10−4 and 7.11 × 10−4 Ω cm, respectively. It indicates that the resistivity decreases with the increasing sputtering power. Theoretically, increasing the sputtering power will generate more argon ions and then sputter more Sn4+, In3+ metal atoms with higher energy onto the substrate, and following lead to more oxygen deficiency and create the higher carrier density, and then decrease the resistivity. The optical transmittance spectra of ITO films prepared at the different sputtering power are shown in Fig. 4a. It can be seen that the film prepared at sputtering power of 100–200 W has more than 85 % average transmittance in the visible spectrum, however the film prepared at sputtering power of 250 W has lower transmittance. This is because of the free carrier absorption, which increases with increase in carrier concentration. This indicates that the film deposited at RF sputtering power of 250 W contains more free carriers. The increase in carrier concentration with increase in RF sputtering power makes the transparent conductor to reflect the incident wavelengths.

XRD patterns of the as-prepared ITO film at different sputtering power

Surface SEM images of the as-prepared ITO film at different sputtering power (a 150 W, b 200 W, c 250 W) and cross-section SEM image of ITO film at 200 W (d)

Electrical properties of the as-prepared ITO films at different sputtering power (a) and different annealing temperature at the sputtering power of 200 W (b), (square resistivity, triangle carrier concentration, circle Hall mobility)

Transmittance spectra of the as-prepared ITO films at different sputtering power (a) and different annealing temperature at the sputtering power of 200 W (b)
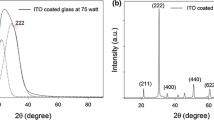
Figure 5a, b, c, d shows the AFM images of the ITO film at different annealing temperature using the sputtering power of 200 W. The average roughness of the ITO film is 3.2, 2.8, 2.5 and 3.8 nm at annealing temperature 500, 600, 700, and 800 °C, respectively. Figure 3e shows the AFM image of the ITO film at the sputtering power of 250 W and annealing temperature of 700 °C. Its surface roughness is calculated to be 12.3 nm, which is higher than the one under 200 W sputtering power. Figure 6 also shows the XRD spectra of the ITO thin films prepared at different annealing temperature and sputtering power of 200 W. It can be seen that the annealed ITO films have (400) preferred orientation and compared with (222) peak, the intensity of (400) peak increases with increasing annealing temperature. This difference in orientation between unannealed and post-annealed thin films can be related to the stress of the ITO films affected by the thermal energy. The annealing process seems to reduce the stress of the as-deposited films, and a higher temperature can lead to the orientation in the (400) direction [13, 14]. It has been reported that the (400) peak intensity is related to the number of oxygen deficiencies in the ITO films, and a strong (400) peak is good for the electrical properties but not for the optical properties of ITO films due to the greater number of vacancies and higher carrier concentration [15]. This can be proved by the results of the electrical and optical properties of the annealed films. The resistivity and transmittance of the film at deposited at annealed temperature of 500, 600, 700 and 800 °C is 3.37 × 10−4, 2.54 × 10−4, 2.08 × 10−4 and 5.62 × 10−4 Ω cm, and 87.4, 85.3, 83.2 and 74.7 %, respectively.

AFM surface images of the ITO film at different annealing temperature at the sputtering power at 200 W (a 600 °C, b 700 °C, c 800 °C) and at 700 °C at the sputtering power at 250 W (d)

XRD patterns of the as-prepared ITO film at different annealing temperature
4 Conclusions
Indium tin oxide (ITO) thin films have been deposited onto quartz substrates by RF sputtering using powder target at different sputtering power (100–250 W). The as-deposited films crystal orientation preferred to (222), however, the annealed films orientation preferred to (400). It presents evidence that strong (400) peak is good for the resistivity but not for the transmittance of ITO films. The annealing temperature of 700 °C and the sputtering power of 200 W is the optimum in this work, and the obtained ITO thin film has the resistivity of 2.08 × 10−4 Ω cm and the transmittance of 83.2 %, which specialized for the transparent conductive layers.
References
C. Trejo-Crua, A. Mendoza-Galván, A. López-Beltrán, M. Gracia-Jiménez, Thin Solid Films 517, 4615–4620 (2009)
L. Kerkache, A. Layadi, A. Mosser, J Alloys Compd 485, 46–50 (2009)
E. Medvedovski, N. Alvarez, O. Yankov, M. Olsson, Ceram Inter 34, 1173–1182 (2008)
O. Tuna, Y. Selamet, G. Aygun, L. Ozyuzer, J. Phys. D. Appl. Phys. 43, 055402 (2010)
M.H. Ahn, E.S. Cho, S.J. Kwon, Appl. Surf. Sci. 258, 1242–1248 (2011)
E. Celik, U. Aybarc, M.F. Ebeoglugil, I. Birlik, O. Culha, J Sol Gel Sci Technol 50, 337–347 (2009)
K. Maki, N. Komiya, A. Suzuki, Thin Solid Films 445, 224–228 (2003)
J.H. Kim, J.H. Lee, Y.W. Heo, J.J. Kim, J.O. Park, J. Electroceram. 23, 169–174 (2009)
J.H. Park, S.C. Lee, P.K. Song, Met. Mater. Int. 13(6), 475–478 (2007)
S.M. Kim, Y.S. Rim, M.J. Keum, K.H. Kim, J. Electroceram. 23, 341–345 (2009)
X. Chen, H. Zhang, T. Wang, F. Wang, W. Shi, Phys. Status Solidi A 209, 1456–1460 (2012)
A. Gheidari, F. Behafarid, G. Kavei, M. Kazemzad, Mater. Sci. Eng. B 136, 37–40 (2007)
N. Manavizadeh, F. Boroumand, E. Asl-Soleimani, F. Raissi, S. Bagherzadeh, A. Khodayari et al., Thin Solid Films 517, 2324–2327 (2009)
L. Kerkache, A. Layadi, E. Dogheche, D. Remiens, J. Phys. D Appl. Phys. 39, 184–189 (2006)
G.S. Zhu, L. Zhi, H.J. Yang, H.R. Xu, A.B. Yu, J. Electron. Mater. 41, 2376–2379 (2012)
Acknowledgments
This work is sponsored by the National Natural Science Foundation of China (Grant Nos. 21176051 and 61166008), the Key Project of Chinese Ministry of Education (No. 211141), Guangxi Natural Science Foundation (2012GXNSFFA060002 and 2013GXNSFBA019234) and Guangxi Key Laboratory of Information Materials Foundation (1110908-05-K) and Guangxi Experiment Center of Information Science, Guilin University of Electronic Technology (20130322).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Zhu, G., Yang, Z. Effect of sputtering power and annealing temperature on the properties of indium tin oxide thin films prepared from radio frequency sputtering using powder target. J Mater Sci: Mater Electron 24, 3646–3651 (2013). https://doi.org/10.1007/s10854-013-1298-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-013-1298-8