
Abstract
Influence of Cr alloying on the oxidation behavior of Sn–8Zn–3Bi–xCr (SZBxCr) (x = 0, 0.1, 0.3, 0.5) solders under 250 °C has been investigated. It was found that the poor oxidation resistance of the solders is attributed to the oxidation of Zn–rich phase and other Zn atoms which diffused to the β-Sn matrix grain boundaries which form ZnO. With Cr addition, two types of Sn–Zn–Cr phases, along the grain boundaries of β-Sn matrix and across the Zn-rich phase, were detected in Cr-bearing solder alloys, which prevent the oxygen from diffusing into the bulk of the solder, and the SZB0.3Cr alloy had the best oxidation resistance.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Due to the increasing concerns about the environmental, health and economic shortcomings of the toxic element lead in the traditional solder, many studies have been carried out to investigate new lead-free solders as substitute in electrical packaging industry [1, 2]. Even though Sn–3.0Ag–0.5Cu solder has now been regarded as the industry standard solders [3], there are still strong requirements for further improvement due to some of its limitation. One major problem is that its melting point (217 °C) is much higher than that of traditional Sn–37Pb solder (183 °C). That means many modifications in existing manufacturing lines and electronic components have to be made. Compared with Sn–3.0Ag–0.5Cu solder, the Sn–9Zn solder has attracted great attention in recent years because of its low melting temperature (198 °C) [4, 5]. Furthermore, it possesses many advantages of high strength, good creep resistance, high thermal fatigue resistance and low cost [6, 7].
In spite of these excellent features of Sn–9Zn alloys, many problems such as poor oxidation resistance under high temperature and low wettability with Cu substrate have to be resolved before practical use [8]. Thus a great deal of effort has been devoted to choosing appropriate alloying elements and flux to enhance its poor wettability and oxidation resistance [9–11]. Adding a small amount of alloying Bi was found to provide better wetting behavior and a slight reduction of the melting temperature [12–14]. The eutectic composition, ternary Sn–8Zn–3Bi (SZB) solder has emerged as one of the most promising candidates. However Bi was found to be rather susceptible to oxidation and corrosion [15, 16].
The oxidation resistance, an important part of reliability, has been one of crucial issues in packaging industry, and it should be investigated under harsh environment, like high temperature, for alloys easily to be oxidized. Therefore many researches focused on using micro alloying method to improve the oxidation resistance of the SZB solder. Chen et al. [17] studied many different alloying elements such as La, Cr, Ti and Al in SZB based solder and Cr was proved to be the best choice in improving the oxidation resistance [18]. T. Bellezze et al. reported the corrosion resistance of pure zinc coatings can be improved by immersing the zinc coated particles in acid solution of Cr VI salts [19]. Recently, S.W. Park et al. [20] have researched enhanced ductility and oxidation resistance of Zn through the addition of minor elements for use in wide-gap semiconductor die-bonding materials and pointed out that the addition of Cr is superior to that with all other elements.
However, reports about oxidation behavior of SZBxCr solder under high temperature are few and there are no sufficient studies to evaluate the surface evolution of the solder.
Thus this work investigates the oxidation behavior of SZBxCr solders under 250 °C after long time aging process, clarifies their oxidation mechanism, and furthermore determines the effect of Cr addition on promoting the oxidation resistance of SZB alloys.
2 Experimental procedure
A series of SZBxCr solder alloys with x = 0, 0.1, 0.3 and 0.5(wt%.) were prepared from pure (>99.9 wt%) metals. Because of conflict between high melting temperature of Cr (1863 °C) and relevant low boiling temperature of Zn (907 °C), we firstly prepared SnCr master alloy using medium frequency induction furnace. SnCr master alloy was melted by pure Sn and Cr fragment, and preserved for 30 min at 1300 °C in low vacuum condition. Then it was melted with pure Sn, Zn and Bi within quartz tubes under nitrogen atmosphere, by homogenizing and repeatedly shaking at 650 °C over 1 h. During homogenizing process, KCl/LiCl eutectic mixture served as a barrier layer for oxidation. The compositions of alloys were investigated by inductively-coupled plasma emission spectrometry (ICP-AES) and the chemical compositions of solder alloys are listed in Table 1.
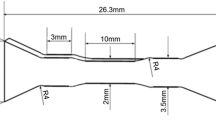
Oxidation resistance was investigated by thermal gravimetric analysis (TGA, TGA2050, TA Co.,Ltd USA). The samples 30 mm × 30 mm in size and 2.5 mm in thickness were sliced then polished with SiC paper of grit 600, 800, 1,000 and 1,200. After that the samples were sequentially degreased in acetone and cleaned by de-ionized water, then exposed under 250 °C for 5, 10 and 25 h at 36 %RH (SH-240, ESPEC Co., Ltd.).
The surface morphology and the chemical composition of the solder were examined by back-scattered electron detector (BSE, FEI SIRION 200) and energy-dispersive X-ray spectroscopy (EDX). The cross-section microstructure of the solders under 250 °C aging was also examined by BSE. X-Ray diffraction (XRD) measurements were performed on a D/MAX-IIIA (Rigaku, Japan) diffractometer equipped with a scintillation detector, and a rotating Cu anode, operating at 20 kV with a measurement range of 2θ = 25°–75°, a scan speed of 4.5°/min and a sampling step of 0.02°.
3 Results and discussion
3.1 TGA, XRD and EDX analysis
In order to find out the relationship between the oxidation resistance ability and the Cr content, TGA test is used and the results are listed in Fig. 1. As the weight less means the solders have better oxidation resistance, it was found that Cr content improves the oxidation resistance in the order of 0, 0.1, 0.5 and 0.3 wt%.

TGA results of SZBxCr alloys (1) SZB, (2) SZB0.1Cr, (3) SZB0.3Cr, (4) SZB0.5Cr
XRD patterns of SZBxCr alloys surface shown in Fig. 2. The ZnO peak is observed in all Cr content solders, but when the Cr content reaches 0.3 wt%, the ZnO decreased greatly. These mean that the SZB0.3Cr alloy had the best oxidation resistance, and these results are in accordance with TGA results.

XRD patterns of SZBxCr alloys surface after 5 h exposure. (1) SZB, (2) SZB0.1Cr, (3) SZB0.3Cr and (4) SZB0.5Cr
The chemical composition of the surface after 5 h aging was examined by EDX analysis and the results are listed in Table 2. The oxygen content of the SZB0Cr solder is the highest (6.81 wt%) while the SZB0.3Cr solder is the lowest (3.07 wt%). Except for the SZB0.3Cr alloy, the oxygen content of the solders is very close to each other. The oxygen content of the SZB0.3Cr solder is only around half of that of others. The content of Sn and Bi in each of the solder is almost the same. After 25 h of aging, the chemical composition of SZB0.3Cr solder is 19.75 wt% O, 63.72 wt% Sn, 12.01 wt% Zn, 3.75 wt% Bi and 0.76 wt% Cr. Comparing with 5 h aging, it shows that the Sn and Bi content is almost the same as those that aged for 5 h while the Zn content drops dramatically. These results indicate that as the chemical activity of Zn is stronger than that of Sn and Bi, the Zn-rich phase is more easily to be oxidized, while the Sn matrix and Bi phase was difficult to oxidize in SZB alloying. The poor oxidation resistance of the solders is attributed to the oxidation of Zn.
3.2 Evolution of the morphology
The microstructures of the cross-section and the surface of the SZB and SZB0.3Cr alloys before aged are shown in Fig. 3a–d. The solder consists of two types of Zn morphologies, coarse needle-shaped primary Zn-rich phase and eutectic Zn in β-Sn matrix [21]. A small amount of Bi-rich phase precipitates (white color in Fig. 3a) in the β-Sn matrix. For the Cr-bearing solders, the primary Zn-rich phase and eutectic Zn phase all became finer and smaller (Fig. 3b).

The microstructures of the alloys a SZB, b SZB0.3Cr, c surface of SZB and d surface of SZB0.3Cr
In SZB solder, the Zn-rich phase can reach the surface of the solder (Fig. 3c). As Zn-rich phase is more easily to be oxidized, the solder may have poor oxidation resistance. While in SZB0.3Cr solder (Fig. 3d), the Cr-rich phase gathers mainly near the subsurface of the solder. Some of the Cr-rich phase exists across the needle-shaped Zn-rich phase or the grain boundaries of the β-Sn matrix. In all kinds of the Cr-bearing solder, some cubic phases present on the surface, one is darker and the other is brighter. EDS analysis shows that the two phases are all composed of Sn, Zn, Cr, the light-color particles have a composition of 71Sn–13Zn–16Cr (at. %), the dark-color particles have a composition of 18Sn–71Zn–11Cr (at. %), the dark-colored phase consumed more Zn element. It is known that Zn-Cr binary system can form Zn13Cr and Zn17Cr IMCs [22], Sn–Cr binary system can form Cr2Sn3. XRD analysis shown Cr2Sn3 and Zn17Cr were all appeared (Fig. 3). Therefore, the light-color particles might be Cr2Sn3 and the dark-color particles might be Zn17Cr [23, 24].
As the oxidation happens from the top of the Zn-rich phase which exposure in the surface into the bulk of the solder. Then oxidation happens along the Zn-rich phase or along the grain boundaries of Sn matrix and Zn diffuses to these boundaries, forming ZnO [25]. In SZB0.3Cr solder, the Cr-rich phase cut off the Zn-rich phase thus can’t reach the surface. The oxygen diffusion access through the grain boundaries of β-Sn matrix is also blocked. This morphology of the solders surface makes the Cr-bearing solders have better oxidation resistance.
Figure 4 shows the microstructures of the cross-section of the SZB and SZB0.3Cr alloys after 5 h aged. It can see that in SZB solder the Zn-rich phases have been oxidized, while in SZB0.3Cr solder, as protected by the Cr-rich phase, the Zn-rich phases also can be observed. In SZB0.5Cr solder, the Cr-rich phases Segregate and grow which decrease the oxidation resistance.

SEM micrographs of cross-section surface of SZBxCr solders after 5 h aging a SZB and b SZB0.3Cr
Figure 5a–d show the surface morphology evolution (top view) of Sn–8Zn–3Bi–xCr solder after aging at 250 °C for 5 h. The coarse needle-like Zn-rich phases also appear on the surface of SZB (Fig. 5a) solder and SZB0.1Cr (Fig. 5b) solder, besides this it can see that some oxide holes in the surface. While for the SZB0.3Cr (Fig. 5c) and SZB0.5Cr (Fig. 5d) solder, the coarse needle-like Zn-rich phases and the hole are very little. As the Zn-rich phases are easy to be oxidizing, after the coarse needle-like Zn-rich phase in the surface oxidized, some oxide holes appears in the solders surface. This means that the SZB0.3Cr and SZB0.5Cr solder have better oxidation resistance.

SEM micrographs of the solders surface (top view) after 5 h aging a SZB, b SZB0.1Cr, c SZB0.3Cr and d SZB0.5Cr
4 Conclusions
The addition of Cr makes SZBxCr alloy form finer microstructure than SZB alloy. Segregation of Cr-rich in the subsurface layer of Cr-bearing alloy can prevent the solder from further oxidation, and SZB0.3Cr solder has the best oxidation resistance. The Cr-rich phase blocked the oxygen diffusion access that contributes to the oxidation resistance of the solder.
References
G. Zhao, G. Sheng, J. Luo, X. Yuan, Solder characteristics of a rapidly solidified Sn–9Zn–0.1Cr alloy and mechanical properties of Cu/Solder/Cu joints. J. Electron. Mater. 41, 2100–2106 (2012)
H.X. Xie, N. Chawla, Mechanical shock behavior of Sn–3.9Ag–0.7Cu and Sn–3.9Ag–0.7Cu–0.5Ce solder joints. Microelectronics Reliability, (2013) (in press)
C.H. Wang, S.W. Chen, Sn-0.7 wt%Cu/Ni interfacial reactions at 250 degrees C. Acta Mater. 54, 247–253 (2006)
I.E. Anderson, A. Boesenberg, J. Harringa, D. Riegner, A. Steinmetz, D. Hillman, Comparison of extensive thermal cycling effects on microstructure development in micro-alloyed Sn–Ag–Cu solder joints. J. Electron. Mater. 41, 390–397 (2012)
K.S. Kim, J.M. Yang, C.H. Yu, I.O. Jung, H.H. Kim, Analysis on interfacial reactions between Sn–Zn solders and the Au/Ni electrolytic-plated Cu pad. J. Alloys Compd 379, 314–318 (2004)
M.Y. Chiu, S.S. Wang, T.H. Chuang, Intermetallic compounds formed during between liquid Sn–8Zn–3Bi solders and Ni substrates. J. Electron. Mater. 31, 494–499 (2002)
J.M. Song, Z.M. Wu, Two-stage nonequilibrium eutectic transformation in a Sn–3.5Ag–3In solder. Scripta Mater. 54, 1479–1483 (2006)
K. Suganuma, K.S. Kim, Sn–Zn low temperature solder. J. Mater. Science:Materials in Electronics 18, 121–127 (2007)
X.Q. Wei, H.Z. Huang, L. Zhou, On the advantages of using a hypoeutectic Sn–Zn as lead-free solder material. Mater. Lett. 61(3), 655–658 (2007)
J.W. Yoon, S.B. Jung, Solder joint reliability evaluation of Sn–Zn/Au/Ni/Cu ball-grid-array package during aging. Mater. Sci. Eng., A 452–453, 46–54 (2007)
L.J. Liu, W. Zhou, B.L. Li, P. Wu, Interfacial reactions between Sn–8Zn–3Bi–xNi lead-free solders and Cu substrate during isothermal aging. Mater. Chem. Phy. 123, 629–633 (2010)
J. Zhou, Y. Sun, F. Xue, Properties of low melting point Sn–Zn–Bi solders. J. Alloy. Compd. 397, 260–264 (2005)
R. Mahmudi, A.R. Geranmayeh, H. Noori, H. Khanbareh, N. Jahangiri, Effect of isothermal aging on room temperature impression creep of lead free Sn–9Zn and Sn–8Zn–3Bi solders. Mater. Sci. Technol. 26, 1001–1007 (2010)
R. Mayappan, Z. Ahmad, Effect of Bi addition on the activation energy for the growth of Cu5Zn8 intermetallic in the Sn–Zn lead-free solder. Intermetallics 18, 730–735 (2010)
R. Othman, D.N. Binh, A.B. Ismail, B.D. Long, T. Ariga, Effects of current density on the formation and microstructure of Sn–9Zn, Sn–8Zn–3Bi and Sn–3Ag–0.5Cu solder joints. Intermetallics 22, 1–6 (2012)
Y.H. Hu, S.B. Xue, H. Ye, Z.X. Xiao, L.L. Gao, G. Zeng, Reliability studies of Sn–9Zn/Cu and Sn–9Zn–0.06Nd/Cu joints with aging treatment. Mater. Des. 34, 768–775 (2012)
X. Chen, M. Li, A.M. Hu, D.L. Mao, Effect of small additions of alloying elements on the properties of Sn–Zn eutectic alloy. J. Electron. Mater. 35, 1734–1739 (2006)
K.L. Lin, C.L. Shin, Wetting Interaction between Sn–Zn–Ag Solders and Cu. J. Electron. Mater. 32, 95–100 (2003)
U.S. Mohanty, K.L. Lin, Electrochemical corrosion behaviour of lead-free Sn–8.5 Zn–XAg–0.1 Al–0.5 Ga solder in 3.5% NaCl solution. Mater. Sci. Eng.,A 406, 34–42 (2005)
S.W. Park, T. Sugahara, K.S. Kim, K. Suganuma, Enhanced ductility and oxidation resistance of Zn through the addition of minor elements for use in wide-gap semiconductor die-bonding materials. J. Alloys. Comp. 542, 236–240 (2012)
T. Boiadjieva, K. Petrov, H. Kronberger, A. Tomandl, G. Avdeev, W. Artner, T. Lavric, M. Monev, Composition of electrodeposited Zn–Cr alloy coatings and phase transformations induced by thermal treatment. J. Alloys. Comp. 480, 259–264 (2009)
N.Y. Tang, X.B. Yu, Study of the zinc-rich corner of the Zn-Fe-Cr system at galvanizing temperatures. J. Phase Equilib. Diff. 26, 50–54 (2005)
X.P. Su, Y. Liu, D.Y.H. Liu, J.C. Tedenac, F.C. Yin, J.H. Wang, Experimental investigation and thermodynamic assessment of the Zn–Cr system. J. Alloys. Comp. 496, 159–163 (2010)
R. Mayappan, A.B. Ismail, Z.A. Ahmad, T. Ariga, L.B. Hussain, The effect of crosshead speed on the joint strength between Sn–Zn–Bi lead-free solders and Cu substrate. J. Alloy. Comp. 436, 112–117 (2007)
J.X. Jiang, J.E. Lee, K.S. Kim, K. Suganuma, Effects of Ag and Cu addition on microstructural properties and oxidation resistance of Sn–Zn eutectic alloy. J. Alloys Compd. 462, 244–251 (2008)
Acknowledgments
This work is sponsored by National Natural Science foundation of China (61176097). We thank the Instrumental Analysis Center of Shanghai Jiao Tong University, for the use of the SEM equipment.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Huang, N., Hu, A., Li, M. et al. Influence of Cr alloying on the oxidation resistance of Sn–8Zn–3Bi solders. J Mater Sci: Mater Electron 24, 2812–2817 (2013). https://doi.org/10.1007/s10854-013-1175-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-013-1175-5