
Abstract
Low temperature soldering is one of the key technologies before the accomplishment of total lead-free conversion in electronics industries. While Sn-Zn eutectic alloy has excellent properties as low temperature solder, it has some drawbacks. Damage by heat exposure and corrosion in humidity are two of the main concerns. Zn has an important role in chemical properties. The material physical properties, wetting, chemical stabilities and various reliabilities have been well understood on this alloy system through the numerous past works. The understanding of both materials and processing aspects enables one to manufacture sound electronic products without any serious problems. The basic properties and the current understandings on the limit of the application of this solder are reviewed in this paper.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Sn–Ag–Cu ternary alloys are known to possess good solderability and mechanical property, and have been widely used as reliable lead-free solder. Even though these alloys can be applied to a wide variety of applications, high melting temperature of Sn–Ag–Cu ternary alloys still limits the adoption of these alloys to certain applications. It is required to establish reliable low temperature soldering techniques, especially for temperature-sensitive components, optoelectronics modules, step soldering process and thin printed wiring boards (PWBs) [1]. In addition, low processing temperature is rather desirable even for many “heat-resistant” components currently fabricated with Sn–Ag–Cu because excess heating during reflow treatment always induces some damage to electronic devices and PWBs, which may influence the long–term lives of assemblies. This also gives a reason for the adoption of the low melting temperature alloys, i.e., Sn–Zn, Sn–Ag–Bi, and Sn–Ag–In for reflow soldering. In fact, the percentage of the production of these alloys against the total lead–free solders exceeds 10% in Japanese electronic industries [1]. Among these alloys, Sn–Zn has a significant benefit on cost as well as excellent mechanical properties.
There have already been several publication reporting on the various properties of the Sn–Zn alloys [2–8]. The effort on the development of the suitable flux for the Sn–Zn system achieved the practical adoption of this alloy in the market. Since 1999, Sn–Zn solder paste has been used in the actual production of commercial products [9]. Figure 1 shows a typical example of the PWB soldered with Sn–8Zn–3Bi alloy, where the excellent wetting feature of this alloy is clearly observed.

Commercial notebook computer PWB soldered with Sn–8Zn–3Bi
Besides the fascinating aspects of Sn–Zn alloy as lead–free solder, it has some drawbacks such as poor oxidation resistance in humid/high temperature condition and poor compatibility with Cu substrate at elevated temperature. The recent research and development revealed the mechanisms of such degradation or incompatible natures of these alloys. Although, individual companies such as solder manufactures, component suppliers and electronics equipment manufactures as they are doing, can overcome those weak points systematically, certain kinds of standardized testing tools, reliable database and process guidelines will greatly help them to promote and accomplish total lead–free conversion. In addition, solving some of the critical issues requires the basic understanding of the phenomena with the aid of scientific experts. Thus, it is worthy to carry out a collaborative research under a national or worldwide support to promote low temperature soldering. In the current paper, the recent understanding on Sn–Zn alloy system is briefly summarized.
2 Solidification and microstructure
Sn–Zn alloy is one of the typical eutectic alloys. The eutectic composition is Sn–8.8 wt.%Zn (hereafter, the unit “wt.%” is omitted) and both elements hardly dissolve in each other. Bi is usually added to Sn–Zn binary alloy in order to improve wetting property as well as to lower melting temperature. Figure 2 shows the Sn rich corner of the calculated phase diagram of Sn–8Zn–xBi ternary alloy. Because the addition of Bi enhances brittleness of Sn–Zn, the maximum content of Bi should be kept below 6 wt.%. The composition of the commercial Sn–Zn paste used currently is Sn–8Zn–3Bi. By the addition of Bi, the pasty range becomes wider and primary Zn phase will appear during solidification. Table 1 summarizes some basic properties of Sn–Zn–Bi alloys. As is expected from the phase diagram, the microstructure of the alloy changes as shown in Fig. 3. Zn phase disperses as platelet or fibrous precipitates in the eutectic phase and large primary Zn platelets appears with increasing Bi content. The precipitation of primary Zn degrades the mechanical properties of Sn–Zn alloy because of the brittleness of Zn phase. This solidification microstructure is greatly influenced by cooling rate. Slow cooling enhances the formation of primary Zn resulting in degradation of mechanical property.

Sn rich corner of Sn–8Zn–xBi ternary calculated phase diagram (Pandat/Adamis)

Optical micrographs of Sn–Zn–Bi alloys [7] (a) Sn–9Zn, (b) Sn–8Zn–3Bi and (c) Sn–8Zn–6Bi
The undercooling of this alloy is not so large as compared with Sn–Ag–Cu or Sn–Cu alloys. Figure 4 shows the undercooling temperature of Sn–Ag–xBi and Sn–Zn–xBi alloys as a function of Bi content [7]. Though the Bi addition lowers undercooling temperature for both alloys, the Sn–Zn binary alloy has much lower undercooling than Sn–Ag binary alloy.

Undercooling of Sn–3Ag–Bi and Sn–8Zn–Bi alloys as a function of Bi content [7]
3 Mechanical properties
Tensile properties of Sn–Zn alloys are excellent. Figure 5 compares typical tensile properties of Sn–Zn alloys as a function of Bi content up to 8 wt.% Zn. As increasing Bi content, 0.2% proof stress and ultimate tensile strength increases from 50 MPa at 0 wt.% Zn to 90 MPa at 8 wt.% Zn while elongation decreases monotonously.

Ultimate tensile strength (•), 0.2% proof stress (○) and elongation (□) of Sn–8Zn–Bi alloy as a function of Bi content [7]
Strain rate dependence of proof stress is also realized in Sn–Zn alloys. Figure 6 shows the strain rate dependence of 0.2% proof stress [7]. The well known power law,\(\dot{\varepsilon}=A\sigma ^n\exp\left[-\frac{Q}{RT}\right]\), where \(\dot{\varepsilon}\) is strain rate, A is constant, σ is 0.2% stress, Q is activation energy, R is gas constant, and T is temperature, can be applied to these alloys. n values are listed in Table 2 and compared with those of other alloys. n values of Sn–Zn slightly increases with increasing Bi content, which are in a similar range of Sn–Ag–Cu.

Strain rate dependence of 0.2% proof stress of Sn–Zn–Bi alloys [7]
It is well known that creep resistance and fatigue resistance of Sn–Zn alloys are also excellent [2]. For instance, the activation energy for Sn–9Zn eutectic alloy as well as Sn–3.5Ag is close to 100 kJ/mole, which is equivalent to that for Sn–Pb alloys, indicating matrix creep mechanisms controlled by conventional dislocation climb [3]. In fact, the excellent thermal and mechanical fatigue resistance of chip scale package (CSP) mounting can be noted in Fig. 7 [1].

Mechanical fatigue life of various CSP joints after 125°C exposure for 300 h [1]
4 Interface reaction and microstructure
Because of the high activity of Zn, Sn–Zn alloys behave differently in interface formation with electrodes. Zn reacts firstly at the interface. For instances, on Cu substrate, γ–Cu5Zn8 becomes the thick primary layer and, beneath this compound, thin β′–CuZn is formed adjacent to Cu [4]. The Cu–Zn intermetallic compounds are not stable at temperatures as high as 150°C. At high temperatures, Zn continuously diffuses toward interfaces or fillet surfaces because of its high activity and high diffusivity in Sn matrix. At the same time, Cu diffuses from the substrate to the Sn–Zn solder, easily. The diffusion constant of Cu in Sn matrix at 125°C is reported as 1.1 × 10−11 (m2/s) [10], while that of Zn is as 1.7 × 10−15 (m2/s) [11]. During early stages of high temperature annealing, Zn platelet dispersions formed in Sn matrix turn to be Cu5Zn8 while the interface Cu–Zn intermetallic compound layer becomes slightly thicker as shown in Fig. 8 [6]. When all the Zn in the solder is consumed, Sn diffusion toward Cu substrate through Cu–Zn intermetallic interface layer becomes dominant resulting in Sn–Cu intermetallic compound formation at the interface between Cu substrate and Cu–Zn intermetallic layer. Kirkendall voids are formed along the interface between the Cu–Zn interface layer and the solder. This reaction sequence is schematically illustrated in Fig. 9 [5, 6]. Because of large void formation with intermetallic growth at the interface, this reaction degrades the solder joints. Thus, one needs to know this interface feature and some suitable treatment is required for high temperature applications of this solder [5].

Interface microstructure of Sn–8Zn–3Bi/Cu joint after 135°C—50 h exposure [6]

On thin Au/Ni–P plating, Zn reacts to form AuZn compound at the interface after reflow treatment while most of lead–free and leaded alloys react to form Ni–Sn compounds after Au dissolution into solders [9]. When the Au layer becomes thick, the spalling of the intermetallic layer occurs as shown in Fig. 10a. The spalling does not influence the interface strength for Sn–Zn alloys. The intermetallic compound is AuZn3 in this reaction. Thus, the interface reaction is not uniform even in the same solder fillet. This is caused primarily by the limited volume of a solder drop on the limited substrate plating thickness. Figure 10 also shows the difference in interface intermetallic compounds depending on the position inside a solder drop.

Peculiar wetting behavior of Sn–9Zn on thick Au (0.25 μm)/Ni plating and interface microstructures (SEM). (a) Sn–Zn drop appearance on Au/Ni plating and interfaces of (b) central region, (c) middle region and (d) outer region
5 Corrosion by humidity exposure
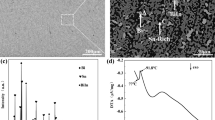
Due to its high activity, Zn is easily oxidized even in Sn matrix when humidity in the environment is high enough at elevated temperature. Zn diffuses toward the surface of the solder fillet or the interface by humidity/temperature exposure. Figure 11 shows the typical example. Though the mechanism of this oxidation is not clear yet, it is easy to imagine that Galvanic corrosion can occur at the Zn/Sn interface or at the Cu5Zn8/Sn interface.

ZnO formation due to humidity exposure at 85 C/85%RH for 1,000 h [12]
The exposure of Sn–Zn–Bi to humidity/heat conditions of 85°C/85%RH for up to 1,000 h promotes Zn and O segregation in the grain boundary while 60°C/90%RH does not [9]. The addition of Pb or of Bi to Sn–Zn alloys accelerates the change from eutectic Zn phase into ZnO phase. Sn whiskers are sometimes formed on the surface of Sn–Zn alloys during the heat/humidity exposure. The formation of ZnO phases along grain boundaries near the free surface of a solder fillet generates compressive stress in/on a Sn grain, and, as a result, Sn whiskers grow from the surface of Sn grains to release this compressive stress. Such oxidation-driven whisker formation has been also observed not only for Sn–Zn alloy but also for Sn–Pb alloys and Sn–Ag–In alloy [13]. At 85°C/85%RH exposure, there is serious degradation of the joint strength for Sn–Zn alloys due to the formation of ZnO oxide at interface. Figure 12 shows the shear strength change of surface mounted chip components by humidity/heat exposure. It is apparent that Bi and Pb enhance this degradation.

Humidity at 85C/85%RH and Pb contamination influence on shear strength of chip component on PWB [12]
6 Summary and future
Sn–Zn solders posses several fascinating features such as low cost as well as low reflow temperature of 220°C. Due to the drastic improvement of flux technology for Sn–Zn system, Sn–Zn–Bi solder pastes have been widely applied in many products, i.e., notebook computers, desktop computers, printers, TV tuners, electronics dictionaries, etc. For the practical uses, unfortunately, one needs to think of several specific phenomena caused by the high activity of Zn. The formation of Kirkendall voids at the interface and the corrosion in humid environment are two of the important aspects. The condition, in which such serious degradation occurs, it will be not practical. Even though it is true, some accelerated tests to decide the solder can be adopted or not for a given life time for a product is still needed. The scientific information is still lacking to understand these unsolved issues. Moreover, one needs the prevention methods for those possible degradations in the market.
In order to provide such useful information for Sn–Zn as well as for the other low temperature solders; so that one can utilize these solders with confidence, a national project on the development and standardization of low temperature soldering organized by JEITA is now under the way. The main goal of the current project is, of course, to provide useful information, process knowledge, and tools for various reliability evaluations to the database. The basic idea of this project lies in the scientific understanding that will lead to the practical solutions for industries.
From the other standpoint, the trend in electronic packaging is also in seeking lowering process temperature besides the lead-free soldering movement. Even lower than 150°C can be required for high-density thin silicon dies, thin foil applications, and flat panel displays in near future. For such value-added applications, the R&D effort on low temperature soldering can provide the first step to explore the future technology.
References
K. Suganuma, T. Kiga, M. Takeuchi, Q. Yu, K. Tanabe, K. Toi, H. Tanaka, Y. Kato, K. Sasaki, K. Takahashi, M. Tadauchi, T. Tsukui, T. Suga, T. Makimoto, Current Technology of Low Temperature Lead-Free Soldering and JIEP Project, International Conference on Lead Free Electronics “Towards Implementation of the RoHS Directive”, IPC/SolderTech, Brussels, June 10–11, 2003, pp. 97–104
M. McCormack, S. Jin, J. Electron. Mater. 23, 635–640 (1997)
H. Mavoori, J. Chin, S. Vaynman, B. Moran, L. Keer, M. Fine, J. Electron. Mater. 26, 783–790 (1997)
K. Suganuma, K. Niihara, T. Shoutoku, Y. Nakamura, J. Mater. Res. 13, 2859–2865 (1998)
K. Suganuma, T. Murata, H. Noguchi, Y. Toyoda, J. Mater. Res. 15, 884–891 (2000)
K.S. Kim, Y.S. Kim, K. Suganuma, H. Nakajima, J. Jpn. Inst. Electron. Packag. 5(7), 666–671 (2002)
Y.S. Kim, K.S. Kim, C.W. Hwang, K. Suganuma, J. Alloys Compd. 352(1–2), 237–245 (2003)
M. Suzuki, Y. Matsuoka, E. Kono, H. Sasaki, M. Igarashi, K. Onodera, Mate 2000, 325 (2000)
C.W. Hwang, K.S. Kim, K. Suganuma, J. Electron. Mater. 32(11), 1249–56 (2003)
B.F. Dyson, T.R. Anthony, D. Turnbull, J. Appl. Phys. 38, 3408–3409 (1967)
F.H. Huang, H.B. Huntington, Phys. Rev. 9B, 1479–1488 (1974)
Kim K.S., Matsuura T., Suganuma K. (2006). J. Electron Mater. 35(1), 41–47
K. Suganuma, T. Imanishi, K.S. Kim, M.Ueshima, Properties of low temperature solder Sn–Ag–In–Bi, presented at Materials Science & Technology 2005 Conference and Exhibition (MS&T’05), TMS, Pittsburgh, USA, Sep. 25–28, 2005
Acknowledgements
This work was carried out under the both support of the 21COE program of the Japan Ministry of Education, Culture, Sports, Science and Technology and of METI (Ministry of Economy, Trade and Industry) Low Temperature Soldering Project organized by JEITA.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Suganuma, K., Kim, KS. Sn–Zn low temperature solder. J Mater Sci: Mater Electron 18, 121–127 (2007). https://doi.org/10.1007/s10854-006-9018-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-006-9018-2