
Abstract
Gold-tin (Au–Sn) solder and Kovar alloy have been widely used in many fields such as mechanical engineering, atomic energy industry, aerospace facility, and electronic devices. Solder bonds strongly to the metallized substrate by forming intermetallic compounds (IMCs) at the interface. The IMC layer may adversely affect the reliability of the joints due to excessive growth and thermal fatigue during storage and service. Therefore, knowledge of the interfacial reactions between the Au–Sn solder and Au/Ni-metallized Kovar in microelectronic and optoelectronic packaging is essential. In this study, the microstructural evolution and interfacial reactions between the Au–Sn solder and Au/Ni-plated Kovar substrate were studied during aging at 180 and 250 °C for up to 1,000 h. The microstructure of the Au–Sn/Ni/Kovar joint was stable during aging at 180 °C. The solid-state interfacial reaction was much faster at 250 °C than at 180 °C. The joints aged at 250 °C fractured along the interface, thereby demonstrating brittle failure possibly because of the brittle IMC layer at the interface. The complete consumption of the thin Ni layer significantly weakened the joint interface during aging at 250 °C and clearly demonstrated the need for a thicker Ni layer in order to ensure the high temperature reliability of the Au–Sn/Ni/Kovar joint above 250 °C.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In many applications, ceramic and metal parts must often be joined together in order to enhance their properties by combining their characteristics. This technique is broadly applied in many fields such as mechanical engineering, atomic energy industry, aerospace facility, and electronic devices [1, 2].
Ceramic/metal jointed parts are often using in thermal shock situations. Great discrepancies exist between the properties of ceramics and metal, especially in terms of the coefficient of thermal expansion (CTE). Therefore, either a high or low stress always exists in the joint and can damage the mechanical properties of the joint to various extents. This damage is usually aggravated by thermal shock or thermal cycling. The ceramic and metal materials must have similar CTEs in order to obtain good thermal shock resistance in the ceramic/metal joints [2]. Therefore, Kovar is widely used because its CTE is close to the attached ceramic, especially alumina. Kovar has a low expansion coefficient and belongs to the special thermal expansion alloy group with the following composition: Fe: 53.48%; Ni: 29%; Co: 17%; Mn: 0.3%; Si: 0.2%; and C: 0.02% max. Kovar is widely employed in seals and carriers of the ceramic packages for discrete transistors, diodes, and integrated circuits [3, 4].
An appropriate micro-electro-mechanical systems (MEMS)/micro-opto-electro-mechanical systems (MOEMS) package should offer accurate component placement, attachment, sealing, protection and various interconnects, including electrical, optical or fluidic ones [5]. MOEMS assemblies usually have a long shelf-life and require hermetic sealing. This package sealing can be obtained using a variety of materials including epoxies and solders [5]. Among these, Au–Sn solder has been widely used for soldering optoelectronic devices, hermetic sealing applications and MEMS and MOEMS packaging because it has a relatively low melting point, high strength, low elastic modulus and high thermal conductivity [6–13]. Au–Sn (80%Au: 20%Sn by weight percent) soldering has historically been employed in the microelectronics industry for fluxless hermetic lid sealing and die attach applications [14–18]. Fluxless soldering is desirable for hermetic sealing applications. Fluxless soldering covers a broad range of techniques that either reduce the formation of surface oxides or prevent surface oxidation prior to and during the reflow process [5].
Furthermore, Au, Ni and Pt are the most common surface finishes that are selected for Au–Sn soldering [19]. Solder strongly bonds to the metallized substrate through the formation of intermetallic compound (IMC) layers between the solder and metallized substrate. Unfortunately, this IMC layer tends to grow with time by solid state diffusion, even at ambient temperatures. The IMC layer may adversely affect the reliability of solder joints because of excessive growth and thermal fatigue during storage and service. These layers can become the sources of mechanical weakness in the solder joints because of the brittle nature of the IMCs or can cause delamination at the interface [20]. Therefore, knowledge of the interfacial reactions between the Au–Sn solder and Au/Ni-plated Kovar in microelectronic and optoelectronic packaging is essential. In this present study, interfacial reaction study was conducted on an Au/Ni-plated Kovar substrate with the Au–Sn solder. The Au–Sn solder layer formed by a sequential electroplating of Au/Sn/Au and a reflow process. The interfacial reaction behaviors were compared during aging at two different temperatures (180 and 250 °C). This detailed study on the interfacial reaction that is linked to microstructural evolution will support the formation of a complete understanding of the thermal stability of the Au–Sn/Ni/Kovar joint.
2 Experimental procedure
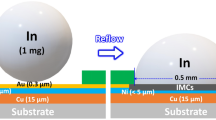
Firstly, Kovar was metallized with 0.3 µm (3,000 Å)-thick Ni and 1µm-thick Au. Subsequently, Au(3.5 µm), Sn(3 µm) and Au(3.5 µm) were electroplated onto the Au/Ni metallized Kovar. Figure 1a and b show the cross-sectional SEM image and schematic illustration, respectively, of the Au/Sn/Au/Ni/Kovar sample used in this study. In Fig. 1a, the Sn layer was etched with an etching solution. The reflow process was performed in a reflow machine with a maximum temperature of 300 °C for 60 s. Then an interfacial reaction study of the Au/Sn/Au/Ni/Kovar sample was conducted during solid-state isothermal aging at 180 and 250 °C for up to 1,000 h. After reflowing and aging, the samples were prepared by common metallographic practices in order to observe the interface cross-section. The microstructures and chemical compositions of the samples were observed using a scanning electron microscope (SEM, Philips XL 40 FEG) along with energy dispersive X-ray (EDX) spectroscopy. At least five measurements were performed for each compositional analysis, and the average value was reported.

a Cross-sectional SEM image and b schematic illustration of the Au/Sn/Au/Ni/Kovar sample. Sn was etched out using an etching solution
3 Results and discussions
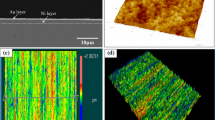
Figure 2a and b show the cross-sectional SEM images of the as-reflowed Au/Sn/Au/Ni/Kovar interface. The solder joint was examined using the back-scattered SEM image mode and analyzed with EDX in order to evaluate the microstructure of the solder joint. The EDX data indicated that the composition was approximately Au-14wt.% Sn. The Au–Sn binary system exhibited a complicated equilibrium phase diagram, as shown in Fig. 3, that featured two types of eutectic compositions: Au-20Sn and Au-90Sn (in wt%) [21]. This phase diagram indicated that the Au–Sn compounds contained Au5Sn (ζ-phase), AuSn (δ-phase), AuSn2 (ε-phase) and AuSn4 (η-phase) phases in sequence of increasing Sn content. As expected, the microstructure of the reflowed solder matrix was composed of the ζ-phase and the δ-phase. In other words, the Au, Sn and Au layers that were plated onto the substrate were fully transformed into the ζ-phase and δ-phase, as shown in Fig. 2a. Additionally, a thin Ni-Au–Sn IMC layer was observed between the Au–Sn solder and the substrate, as shown in Fig. 2b. Although the exact chemical composition and crystallographic information of the interfacial IMC layer are not clear at this point because the IMC layer is too thin, the phase may be (Ni,Au)3Sn2 [9, 22]. Recently, we investigated the interfacial reactions of Au-20Sn/Ni [9] and Au-20Sn/ENIG [22] solder joints, and found that the (Ni,Au)3Sn2 IMC formed at the interface between Au–Sn solder and Ni substrate after reflowing. In the isothermal section of the Au-Ni–Sn ternary system at room temperature in Fig. 4 [19], some binary phases that were present in the system, such as AuSn, Ni3Sn4 and Ni3Sn2, had a very high solubility for the third element, because the similarities between the chemical and physical properties of Au and Ni. Apparently, Au entered into the Ni3Sn2 lattice and substituted with the Ni atoms, resulting in the formation of the (Ni,Au)3Sn2 IMC layer at the interface.

Cross-sectional SEM images of the Au–Sn/Ni/Kovar interface reflowed at 300 °C for 60 s

Au-Sn binary phase diagram [21]

Isothermal section of the Au-Ni–Sn ternary system at room temperature [19]
The as-reflowed Au–Sn/Ni/Kovar joints were annealed at 180 °C for up to 1,000 h in order to evaluate the solid-state interfacial reaction of the joint. During aging at 180 °C, Ni primarily reacted with the δ-phase rather than ζ-phase in the solder joints, resulting in the formation of the (Au,Ni)Sn IMC, as shown in Fig. 5a and b. As a whole, the microstructure of the solder joint did not significantly change during aging at 180 °C. Despite prolonged aging for up to 1,000 h, no significant changes were observed in the interfacial microstructure (Fig. 5g). The thickness of the (Ni,Au)3Sn2 IMC layer did not significantly increase with increasing aging time because of the limited thin Ni layer. As a whole, all of the IMCs formed at the interface were well attached onto the Kovar substrate, and the microstructure of the joint was stable during aging at 180 °C.

Cross-sectional SEM images of the Au–Sn/Ni/Kovar interfaces aged at 180 °C for various times
The joints were annealed at 250 °C for up to 1,000 h in order to evaluate the high temperature stability of the as-reflowed Au–Sn/Ni/Kovar joint. Figure 6 shows the cross-sectional SEM images of the joints that were aged at 250 °C for different aging times. The interfacial reactions at 250 °C were significantly different from 180 °C. A very interesting phenomenon was observed in the joint aged for 24 h. After aging for only 24 h, the solder was fully transformed into the ζ-phase, as shown in Fig. 6a. In addition, a relatively thick (Au,Ni)Sn IMC layer formed between the ζ-phase and Kovar. Eventually, the ζ-phase covered the entire interfacial layer at 250 °C. During aging at 250 °C, the δ-phase within the Au–Sn solder migrated toward the interface and reacted with the Ni layer, resulting in the formation and growth of the (Au,Ni)Sn IMC layer. In other words, the Ni layer on the Kovar substrate primarily reacted with the δ-phase in the solder matrix. The interfacial (Au,Ni)Sn IMC grew with the preferential consumption of the available δ-phase in the solder matrix, resulting in the full transformation of the Au–Sn solder into the ζ-phase. Additionally, the (Ni,Au)3Sn2 IMC layer that was formed after reflowing fully transformed into the (Au,Ni)Sn IMC after aging at 250 °C for 24 h. The solder joint was composed of the ζ-phase, (Au,Ni)Sn IMC layer and Kovar. A close examination of the cross-sectional image showed that the (Au,Ni)Sn IMC layer was composed of two layers, the upper Au-rich (Au,Ni)Sn layer and the lower Ni-rich (Au,Ni)Sn layer. A weakly contrasting boundary line was observed between these two layers. The boundary lines are illustrated by the dash-lines in Fig. 6b. After aging for 100 h, a new phase, which was composed of Fe, Co, Ni, Au, and Sn, formed underneath the (Au,Ni)Sn IMC layer. The phase is indicated by a white arrow in Fig. 6c. After aging for 100 h, the Ni layer on the Kovar substrate was completely consumed, resulting in the (Au,Ni)Sn IMC layer directly contacting the Kovar substrate. As a result, the Fe–Co–Ni-Au–Sn phase formed underneath the (Au,Ni)Sn IMC layer. This Fe–Co–Ni-Au–Sn phase would not form at the interface if a thicker Ni layer was used on the Kovar substrate. Figure 7 shows the cross-sectional SEM image and the corresponding EDX analysis results of the Au–Sn/Ni/Kovar sample aged at 250 °C for 500 h. As mentioned before, two types of (Au,Ni)Sn phases were found at the interface, a lower dark-gray (Au,Ni)Sn phase with a higher Ni content and a lower Au content and an upper white–gray (Au,Ni)Sn phase. Since Ni originates from the substrate and Au from the Au–Sn solder, it is reasonable for the Ni content of the lower dark-gray (Au,Ni)Sn layer to be higher, due to its greater proximity to the Ni substrate. However, further information on the Fe–Co–Ni-Au–Sn phase is necessary, and more studies must be carried out in order to verify the crystallographic characteristics of the phase. Another interesting phenomenon was the crack formation at the interface. After the Ni layer was completely consumed and the Fe–Co–Ni-Au–Sn phase formed, cracks were observed between the (Au,Ni)Sn layer and the Fe–Co–Ni-Au–Sn layer and/or between the Fe–Co–Ni-Au–Sn layer and Kovar, as shown in Fig. 6d and f. However, the crack was not observed in the sample aged for 500 h, as shown in Fig. 6e. These cracks might be generated during metallographic polishing due to the weakly bonded interfaces. These results indicated that the consumption of the Ni layer significantly weakened the joint interface during isothermal aging at a temperature of 250 °C. As a whole, the interfacial reaction at 250 °C was much faster than at 180 °C, which clearly demonstrated the need for a thicker Ni layer in order to ensure the high temperature reliability of the Au–Sn/Ni/Kovar joint above 250 °C.

Cross-sectional SEM images of the Au–Sn/Ni/Kovar interfaces aged at 250 °C for various times

Cross-sectional SEM image and corresponding EDX analysis results of the Au–Sn/Ni/Kovar sample aged at 250 °C for 500 h
4 Conclusions
In this study, the solid-state interfacial reactions between the Au–Sn solder and Au/Ni metallized Kovar alloy was examined during aging at 180 and 250 °C for up to 1,000 h. After the reflow process, the sequentially plated Au, Sn and Au layers fully transformed into the ζ-phase and δ-phase, and a thin (Ni,Au)3Sn2 IMC layer was formed at the interface. During aging at 180 °C, Ni primarily reacted with the δ-phase rather than the ζ-phase in the solder matrix, resulting in the formation of the continuous (Au,Ni)Sn IMC on the (Ni,Au)3Sn2 IMC layer. As a whole, the microstructure of the solder joint did not significantly change during aging at 180 °C. The thickness of the (Ni,Au)3Sn2 IMC layer did not significantly increase with increasing aging time because of the limited Ni layer. As a whole, all of the IMCs that formed at the interface were well attached onto the Kovar substrate, and the microstructure of the joint was relatively stable during aging at 180 °C. On the other hand, the interfacial reactions at 250 °C were significantly different from those at 180 °C. After aging for 24 h, the solder fully transformed into the ζ-phase, and a relatively thick (Au,Ni)Sn IMC layer formed between the ζ-phase and Kovar. During aging at 250 °C, the δ-phase within the Au–Sn solder migrated toward the interface in order to react with the Ni layer, which resulted in the formation and growth of the (Au,Ni)Sn IMC layer. After aging for 100 h, the Ni layer on the Kovar substrate was completely consumed and the (Au,Ni)Sn IMC layer directly contacted the substrate, resulting in the formation of a new Fe–Co–Ni-Au–Sn phase underneath the (Au,Ni)Sn IMC layer. The complete consumption of the thin Ni layer significantly weakened the joint interface during aging at 250 °C and clearly demonstrated the need for a thicker Ni layer, in order to ensure the high temperature reliability of the Au–Sn/Ni/Kovar joint above 250 °C.
References
G.J. Qiao, C.G. Zhang, Z.H. Jin, Ceram. Int. 29, 7 (2003)
A.K. Jadoon, B. Ralph, P.R. Hornsby, J. Mater. Process. Technol. 152, 257 (2004)
F.Y. Huang, H.M. Chow, S.L. Chen, K.A. Yan, J. Mater. Process. Technol. 87, 112 (1999)
D. Matsuoka, M. Smith, O.S. ES-Said, Eng. Fail. Anal. 5, 69 (1998)
AA Fasoro, DO Popa, H Beardsley, JS Sin, D Agonafer, HE Stephanou, MA Deeds. In Proceeding of the 2006 thermal and thermomechanical phenomena in electronics systems, IEEE, 2006, p 1365
A. Katz, K.W. Wang, F.A. Baiocchi, W.C. Dautremont-Smith, E. Lane, H.S. Luftman, R.R. Varma, H. Curnan, Mater. Chem. Phys. 33, 281 (1993)
G.S. Matijasevic, C.Y. Wang, C.C. Lee, IEEE Trans. Comp. Hybrids Manuf. Technol. 13, 1128 (1990)
J. Doesburg, D.G. Ivey, Mater. Sci. Eng. B 78, 44 (2000)
J.W. Yoon, H.S. Chun, S.B. Jung, J. Mater. Res. 22, 1219 (2007)
B. Djurfors, D.G. Ivey, J. Electron. Mater. 30, 1249 (2001)
D. Kim, C.C. Lee, Mater. Sci. Eng. A 416, 74 (2006)
C.H. Lee, Y.M. Wong, C. Doherty, K.L. Tai, E. Lane, D.D. Bacon, F. Baiocchi, A. Katz, J. Appl. Phys. 72, 3808 (1992)
R.R. Chromik, D.-N. Wang, A. Shugar, L. Limata, M.R. Notis, R.P. Vinci, J. Mater. Res. 20, 2161 (2005)
J. Kim, D. Kim, C.C. Lee, IEEE Trans. Adv. Packag. 29, 473 (2006)
J. Kim, C.C. Lee, Mater. Sci. Eng. A 417, 143 (2006)
J.H. Kuang, M.T. Sheen, C.H. Chang, C.C. Chen, G.L. Wang, W.H. Cheng, IEEE Trans. Adv. Packag. 24, 563 (2001)
G. Elger, M. Hutter, H. Oppermann, R. Aschenbrenner, H. Reichl, E. Jäger, Micresystem. Technol. 7, 239 (2002)
J.W.R. Tew, X.Q. Shi, S. Yuan, Mater. Lett. 58, 2695 (2004)
S. Anhöck, H. Oppermann, C. Kallmayer, R. Aschenbrenner, L. Thomas, H. Reichl. In: Proceeding of the 1998 IEEE/CPMT Berlin international electronics manufacturing technology symposium, IEEE, Piscataway, NJ, 1998, p 156
J.W. Yoon, S.B. Jung, J. Mater. Res. 21, 1590 (2006)
T.B. Massalski, Binary alloy phase diagrams (ASM International, Materials Park, 1990), p. 433
J.W. Yoon, H.S. Chun, S.B. Jung, J. Alloys Compd. 469, 108 (2009)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Yoon, JW., Noh, BI. & Jung, SB. Interfacial reaction between Au–Sn solder and Au/Ni-metallized Kovar. J Mater Sci: Mater Electron 22, 84–90 (2011). https://doi.org/10.1007/s10854-010-0089-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-010-0089-8