
Abstract
Low temperature co-fired ceramic (LTCC) was prepared by sintering a glass selected from CaO–SiO2–B2O3 system, in which 0.5 wt% P2O5 and 0.5 wt% ZnO were added to optimize the preparation conditions. The glass powder and sintered bodies were characterized by different analytical techniques such as TG-DTA analysis, X-ray diffraction and Scanning electron microscopy. It was found that the optimal sintering temperature was 820°C based on the microstructure and the properties of sintering bodies, and then the major phases of the LTCC were CaSiO3, CaB2O4 and SiO2. The obtained products, with dielectric constant about 6.5, dielectric loss about 2 × 10−3 at 30 MHz and coefficient of thermal expansion about 8 × 10−6 °C−1 between 20 and 400°C, are supposed to be suitable for application in wireless communications.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The development of wireless communication components and modules with high wiring density, high volumetric efficiency, high performance, high level of integration, excellent reliability, and low cost [1, 2] requires specially high quality of dielectric materials. LTCC (Low Temperature Co-fired Ceramics) with high electrical conductivity metallization such as silver or copper have been identified to be a feasible solution for applications in the area of wireless communications [1, 2]. However, the sintering temperature of the dielectric materials should be decreased to use silver or copper as conducting materials, because the melting points of the silver and copper are only 961°C and 1083°C, respectively. A survey of commercial LTCC materials shows that the vast majority of them have dielectric constants around 4–5 and 7–9 that provide high signal propagation speeds in microcircuit [3]. Several systems of LTCC with good microwave dielectric properties have been reported, however, they usually possess large dielectric constant and need to be sintered at a higher temperature and long soaking time to achieve high enough density. For example, Zhang et al. [4] reported that LTCC-zinc titanate multilayer must be sintered at 900°C for 3 h with dielectric constant 27. Chung-Chin Cheng et al. [5] realized that BaO–SiO2–B2O3 glass and BRT114 system LTCC must be sintered at 950°C for 2.5 h with dielectric constant 40.
CaO–SiO2–B2O3 (CBS) system LTCC has been investigated extensively [6, 7] recently, because it has both a low sintering temperature for a short time and an excellent microwave property. In this paper, the CBS system LTCC with dielectric constant about 6.5 could be sintered at 820°C for 15 min. The relationships among crystalline phases, sintering temperature, and the dielectric properties were also discussed.
2 Experimental procedure
2.1 Preparation of glass powder
The composition of the glass was determined according to the phase diagram of the CaO–SiO2–B2O3 system. In this paper, the glass contained 30–50 wt% CaO, 35–45 wt% SiO2 and 10–20 wt% B2O3. Reagent-grade raw materials of CaCO3, SiO2 and H3BO3 with purities higher than 99 wt% were chosen as the starting materials. 0.5 wt% P2O5 and 0.5 wt% ZnO were added to some samples due to their promising effect in crystallizing the glass matrix phase and reducing the sintering temperature [8, 9]. After mixed uniformly, the raw material was put into a platinum crucible and melted by an electric furnace at 1500°C for 120 min. The molten glass was quenched into distilled water to form cullet. The cullet was dried and milled to an average particle size less than 5μm. Figure 1 shows the X-ray diffraction (XRD) results for those two glass powders. The XRD patterns were basically composed of an amorphous glassy phase and there were not any crystalline phases in the glass powders. Thus it can be known that the addition of small amount of P2O5 and ZnO did not lead to the formation of crystals in glass.

XRD patterns of the CBS glass
2.2 Sintering and subsequent characterization
The glass powder was mixed with a amount of polyvinyl alcohol (PVA, 12 wt%) and then uniaxially pressed under a pressure 100 MPa to obtain green compacts of diameter 13 mm and thickness (2–4) mm. These samples were first heated at 400°C for 2 h to remove the organic binder inside the green compacts, subsequently sintered in the air at different temperatures for 15 min. The sintered bodies were then studied for properties such as density, dielectric constant, dielectric loss, thermal expansion coefficient, and microstructure.
The compositions of these samples were determined by X-ray diffraction with CuKα radiation (XRD ARL X′TRA). The crystal structures were examined by scanning electron microscopy (SEM JSM-5900). The dielectric properties were measured by Agilent 4294A+16047E impedance analyzer. The thermal expansion coefficients of the sintered bodies were measured with a dummy standard sample of an alumina rod of known thermal expansion in a dilatometer.
3 Results and discussion
3.1 TG-DTA analysis
Figure 2 shows the result of DTA measurement of the CBS glass contained 0.5 wt% P2O5 and 0.5 wt% ZnO. The DTA trace is obtained in air up to 1000°C by a heating rate of 10°C min−1 using a STA 449C/6/F analyzer. The exothermic reaction due to the crystallization effect is accompanied by the release of heat due to the lower free energy. The maximum crystallization rate is attained the summit of the exothermal peak [10, 11]. From two exothermic peaks, the crystallization temperature (T c) can be identified as about 820°C. The first exothermic peak is related to the formation of CaSiO3 and the second exothermic peak is the formation of crystalline CaB2O4 [6]. Figure 2 suggests that the CBS system glass powder can be sintered below 900°C and is compatible with Ag or Cu as the best high frequency conductors.

DTA curve of the CBS glass at a heating rate of 10 °Cmin−1
3.2 Sintering and characterization of CBS system LTCC
Figure 3 shows the effect of the sintering temperature on the bulk density and the shrinkage behavior of CBS system LTCC. The results demonstrate that the bulk densities of pure CBS system LTCC specimens increased from 1.53 g cm−3 to 1.74 g cm−3, while the shrinkages increased from 2.3% to 4%, as the sintering temperatures increased from 860°C to 900°C. But the samples doped by P2O5 and ZnO exhibited high enough densities at the sintering temperatures from 800°C to 880°C because the water absorptions of these samples were all less than 0.8 wt% and the shrinkages were about 14%. The additions dramatically improved the sinterability of the green compacts, which acted as the fluxes and increased the liquid fluidity during viscous flow [9]. However, as discussed extensively in the literatures [4, 9, 12, 13], the exact roles of P2O5 and ZnO are not well understood.

Bulk density and shrinkage of the CBS LTCC as a function of the sintering temperature
3.3 XRD analysis results and SEM observations
The relationship between rate of crystal growth (u) and temperature (T) can be described as [14, 15]
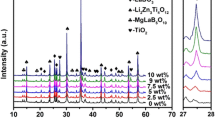
where s, k and Q are constants that do not change with temperature; ΔT=(T 1−T) is the undercooling, where T 1 is the liquidus temperature of glass and Q is the activation energy for crystal growth. From this equation, it is known that the effect of temperature on crystal growth is very serious. Figure 4 shows XRD patterns of CBS system LTCC sintered at different temperatures for 15 min. It is indicated that all the samples were composed of crystalline phases of CaSiO3, CaB2O4 and SiO2, while the peak intensity at about 2θ = 27° decreases with the increasing sintering temperatures. This is probably because of the over heat-treatment of the samples, i.e., some phases remelted with increasing sintering temperature.

XRD patterns of the CBS LTCC sintered at different temperatures
The kind of over heat-treatment was confirmed from the images of SEM as shown in Fig. 5. The green compact is very porous and the average particle size is less than 5 μm. The samples sintered at 800°C, 820°C and 840°C are all very dense and the grain sizes are less than 0.5 μm. But the samples sintered at 860°C and 880°C have slightly more pores than those sintered at low temperatures. It can be deduced that some crystalline phases transformed to glass phases at the temperatures above 840°C, and the higher sintering temperatures, the more glassy phases formed. After etching by 2%HF for 30 s, the glassy phase can be dissolved and many pores be formed. Therefore, the surface porosity in sintered sample increases greatly with the increasing sintering temperature between 860°C and 880°C.

SEM images of the green compact and the etched (2%HF for 30 s) surfaces of samples heated at different temperatures: (a) green compact, (b) 800°C, (c) 820°C, (d) 840°C, (e) 860°C, (f) 880°C
3.4 Subsequent characterization
Figure 6 illustrates the dielectric properties of CBS system LTCC as a function of sintering temperature. The ɛr values increased monotonically, while the tanδ values decreased with increasing the sintering temperatures from 800°C to 840°C. This result is reasonable because the dielectric properties are dependent on the density and phase constituents, and the densities of the samples sintered from 800°C to 840°C increased as shown in Fig.3. However, the ɛr values decreased and the tanδ values increased with increasing the sintering temperatures from 840°C to 880°C. It may be explained by the over heat-treatment which resulting in the more pores of samples.

Dielectric properties of the CBS LTCC as a function of the sintering temperature
Table 1 shows the physical properties of samples sintered at temperatures of 820°C, 840°C and 860°C. The results in Table 1 indicated that 820°C would be the optimal sintering temperature and the sintering products can be used as LTCC materials. This is mainly due to the following reasons: (1) its low sintering temperature (820°C) enables the usage of Ag and Cu as the electrodes; (2) Since signal propagation can be expressed as follows:
Here, l and C is signal propagation distance and velocity of light, respectively. So its low dielectric constant about 6.5 at 30 MHz is absolutely necessary to reduce the propagation delay; (3) it possesses the low dielectric loss, which is desirable for reducing heat generation at high frequency and high resistivity [8].
4 Conclusions
The low temperature co-fired ceramic was prepared at temperatures from 800°C to 880°C by the crystallization of CaO–SiO2–B2O3 ternary glass system. The major phases of the LTCC were CaSiO3, CaB2O4 and SiO2. The optimal sintering temperature of 820°C was obtained based on the microstructure and the properties of sintering product. The product with dielectric constant about 6.5, dielectric loss about 2 × 10−3 at 30 MHz and coefficient of thermal expansion about 8 × 10−6°C−1 between 20°C and 400°C are suitable to be used as the LTCC material for the application in wireless communications.
References
D. Wilcox, R.F. Huang, S.X. Dai, Ceram. Trans. 97, 201 (1999)
J.H. Jean, Y.C. Fang, J. Am. Ceram. Soc. 6, 1354 (2001)
D.-W. Kim, K.S. Hong, C.S. Yoon et al., J. Eur. Ceram. Soc. 23, 2597 (2003)
Q.L. Zhang, H. Yang, J.L. Zou, H.P. Wang, Mater. Lett. 59, 880 (2005)
C.-C. Cheng, T.-E. Hsieh, I.-N. Lin, J. Eur. Ceram. Soc. 23, 2553 (2003)
C.R. Chang, J.H. Jean, J. Am. Ceram. Soc. 82, 1725 (1999)
S.-H. Wang, H.-P Zhou, Mater. sci. engineer. B99, 597 (2003)
S.H. Wang, H.P. Zhou, L.H. Luo, Mater. Res. Bull. 38, 1367 (2003)
M.D. Glendenning, W.E. Lee, J. Am. Ceram. Soc. 79, 705 (1996)
A.W.A. EL-Shennawi, M.M. Morsi, G.A. Khater et al. J. Thermal Analysis 51, 553 (1998)
S.A.M. Abdel-hameed, A.A. El-kheshen, Ceram. Int. 29, 265 (2003)
T. Rudolph, D.V. Szalo, W. Pannhorst et al. Glastech. Ber. 8, 218 (1991)
E.A. Geiss, S.H. Knickerbocker, J. Mater. Sci. Lett. 4, 835 (1985)
R.G. Duan, K.M. Liang, J. Mater. Process. Technol. 75, 235 (1998)
Z. Qian, T.L. Tolt, A.R. Cooper, J. Am. Ceram. Soc. 70, 48 (1987)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Zhu, H., Liu, M., Zhou, H. et al. Preparation and properties of low-temperature co-fired ceramic of CaO–SiO2–B2O3 system. J Mater Sci: Mater Electron 17, 637–641 (2006). https://doi.org/10.1007/s10854-006-0011-6
Received:
Accepted:
Issue Date:
DOI: https://doi.org/10.1007/s10854-006-0011-6