
Abstract
Within decades of development, carbon nanomaterials such as carbon black, fullerene, carbon nanotube, carbon nanofiber, graphene and their combined nanofillers have been tremendously applied in polymer material industries, generating a series of fascinating multifunctional composites in the fields from portable electronic devices, sports, entertainments to automobile, aerospace and military. Among the various material properties of the composites, electrical conductivity and mechanical performance are the two most important parameters for evaluating the effectiveness of nanofillers in the polymer matrices. In this review, we focus on the electrical and mechanical properties of diverse dimensional carbon nanofillers (e.g., zero-, one-, two-, three-dimensional nanofillers or their combinations)-reinforced polymer composites to seek the most efficient and effective approach to obtain high-performance polymeric nanocomposites.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The discovery of various carbonaceous nanofillers, such as carbon black (CB), fullerene, carbon nanotubes (CNTs), carbon nanofibers (CNFs) and graphene largely extends the functionalities of polymers from traditional features: lightweight, cost-effective, easily formed, to new ones, including electrically and thermally conductive, electromagnetic shielded, wave absorbed and shape memorized, etc. [1,2,3]. Therefore, a series of multifunctional polymeric nanocomposites are reported. Recently, with the ever-increasing utilities of multifunctional polymer composites applicable in the electronics, sensors, energy, automobile and aerospace industries, the electrical and mechanical properties are among the two most important parameters to determine the performance of the polymeric nanocomposites.
Achieving polymer nanocomposites with high electrical and mechanical properties requires meticulous design of three segments: construction of strong and conductive nanofiller networks, appropriate polymer matrix, and good interfaces between the two components, as illustrated in Fig. 1. In specific terms, building efficient interconnected networks is closely related to the selection of carbon nanofiller type(s), which directly controls the geometric shape of the network structure. In addition, nanofiller content determines the amount of “bricks” for the network building and there is always a minimum content (percolation threshold content) required to ensure the build-up of the structure, from which the polymer instantly transforms from insulated to conductive [4]. Dispersion and distribution are two essential issues for the establishment of the conductive networks [5]. Good dispersion and homogeneous distribution of carbon nanofillers are definitely beneficial for constructing interconnected networks. However, certain extent of agglomeration and uniquely designed nonhomogeneous distribution can also realize interesting segregated structures with excellent electrical and mechanical properties [6], depending on the type of the polymer matrix. For example, good processability of thermoset polymers enables relatively easy effort to achieve good dispersion of nanofillers in the polymer matrix via solution mixing, ultrasonication, spin coating, etc., while for high viscosity thermoplastic polymers, those aforementioned methods are not effective for improving the dispersion of nanofibers and alternative approaches, such as melt mixing, milling, latex technology, double percolation method, were adopted, resulting in very different dispersion and distribution characteristics. The interface between nanofiller and polymer matrix is also a critical factor in influencing the electrical and mechanical properties of the bulk nanocomposite [7]. Surface modifications can be divided into covalent and non-covalent techniques, which are widely used to improve interfacial interactions by means of chemical bonding or surfactant coating approaches. Covalent techniques can generate strong C–C bond between nanofillers and molecular chains of the polymer matrix to provide superb mechanical properties. However, the electrical property maybe otherwise damaged due to the destruction of the harsh treatment of carbon nanofiller surfaces [5]. Non-covalent technique, on the other hand, can preserve the integrity and pristine electrical property of the nanofillers, while the mechanical properties may vary regarding the efficiency and compatibility of surfactants, types of polymer matrix and fabrication method. In general, comprehensive consideration of the types and contents of nanofillers, the polymer matrix, fabrication method affecting dispersion quality and interfacial behavior should be taken into account for the design of polymer nanocomposite with both high electrical and mechanical performance.

General considerations for the fabrication of high electrical and mechanical performed nanocomposite
Therefore, in this paper, the electrical and mechanical properties of diverse dimensional carbon nanofiller-reinforced polymer nanocomposites are reviewed and summarized in Tables 1, 2, 3, 4 and 5. Here, we arrange the main body of the paper according to the different dimensional structures of the nanofillers (including 3D foam and hybrid structures) aims to focus on the construction of highly conductive composite (≥ 10−5 S/m) [6] that has potential applications in electric power, energy batteries and aircraft structure fields, etc. [8,9,10]. Other issues, such as polymer types, fabrication methods, and surface treatment methods are also discussed within this framework. We hope this review paper can provide readers with a broad and systematic landscape and guidance to the design of polymeric nanocomposites with high electrical conductivities and mechanical performance.
Zero-dimensional carbon nanofiller-reinforced polymer composites
Carbon black (CB)-reinforced polymer composites
Carbon black (CB) is one of the most frequently applied zero-dimensional carbon nanofillers in the conductive polymeric composites because of their abundancy, superior electrical conductivity and chemical stability. However, CBs are often agglomerated into large aggregates due to the strong Van der Waals force, leading to high-percolation threshold content (15–20 wt%) for achieving conductive networks [11, 12]. In the meanwhile, the large clusters of aggregates often result in bad interfacial interaction and defects to the polymer matrix and decrease the mechanical properties of the bulk nanocomposites. Traditional methods to improving dispersion of CBs involved using chemical or physical modifications, for instance, covalently graft chemical groups [13] or non-covalent surfactants [172] on the CB surface. However, these treatments showed no significant decrease in percolation threshold and even caused adverse effects on the electrical properties of the resulting nanocomposite materials.
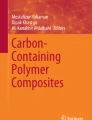
Recently, a so called double percolation method was used to solve the high percolation threshold problem for CB-reinforced nanocomposites. The critical technique is to selectively localize CB nanoparticles in a polymer blend made of two immiscible polymer matrices. In specific, CB is firstly dispersed and percolated in one polymer phase of the blend, and this filler-rich phase is then dispersed in another polymer matrix, constructing a co-continuous double percolated structure, as shown in Fig. 2. It should be noted that the weight ratio between the two polymer phases is an important value as it changes the morphology of the blend to different features. Polymers, such as polystyrene (PS) [14, 17], thermoplastic polyurethane (TPU) [15, 18] and polyamide-6 (PA6) [18, 173], have been selected as the individual phase due to their good interfacial interactions with CB and this affinity can be determined by the surface tension of every single constituent in the blend [14, 17, 18, 173]. Gong et al. [14] introduced PS in the CB/polypropylene (PP) composite and successfully reduced the percolation threshold from 2.75 to 0.37 vol%. The results showed that the CB were selectively dispersed at the interfaces between PP and PS, which led to decrease in the percolation and increase in the conductivity and mechanical properties. It is noted that the polymer blend was not always restricted to the two phases. Some researchers introduced a third component in polymer blends to perform either as surfactant to tailor the location of the CB in the matrix or as compatibilizer to increase the mechanical properties of the bulk polymer composites [17, 18]. Apart from double percolation, constructing segregated structures in a polymer matrix is another way to fabricating conductive composites with low percolation threshold. Phua et al. [19] added polymethylmethacrylate (PMMA) powder in the epoxy matrix to separate CB nanoparticles so as to promote conductive networks for achieving good electrical and mechanical properties. Liu et al. [20] proposed a similar but cleverer approach to adding poly(d-lactide) (PDLA) in the poly(l-lactide) (PLLA) matrix for spontaneously producing stereo-complex crystallites through co-crystallization in the two components in order to construct segregated conductive structures (Fig. 3). Results showed that the crystallites can not only reduce the percolation threshold value of the composite but also perform as toughening agents to strengthen the mechanical properties.

Reproduced with permission from [17]. Copyright: 2017 Elsevier
SEM images of co-continuous morphology of PS/PP polymer blend under different PS/PP weight ratio.

Reproduced with permission from [20]. Copyright: 2018 American Chemical Society
Schematic formation of stereo-complex crystallites to construct conductive pathways in the CB/PLLA nanocomposites.
Fullerene-reinforced polymer composites
Fullerene is another type of zero-dimensional carbon nanofiller with an interesting soccer ball shaped close-cage molecular structure. Among its various allotropic family members, the most well-known fullerene material is C60, which is consisted of 12 pentagons and 20 hexagons from sp2 hybridized carbon atoms. However, literature showed that the number of the published papers on the electrical and mechanical properties of fullerene-based polymer composites is significantly less than the CB-based ones. This is probably due to its relatively low electrical conductivity (10−5 S/cm) [174] and high cost in comparison to other carbon nanofillers. In fact, some results even showed that fullerene embedded polymer materials can be applied in the energy storage area due to its good dielectric properties and high resistivity [175]. Regarding mechanical properties, surface treatments via acid oxidation and silanization, and fabrication methods such as in situ polymerization were found to be effective approaches for strengthening the fullerene-based polymer composites [21, 176, 177].
One-dimensional carbon nanofiller-reinforced polymer composites
Carbon nanotubes (CNTs)-reinforced polymer composites
Carbon nanotubes (CNTs) are typical one-dimensional conductive fillers due to their remarkably high length-to-diameter ratios (aspect ratio ~ 1000) [178], impressive electrical conductivities (107–108 S/m) [179] and mechanical properties (modulus 1 TPa, strength 100 GPa) [180]. As such, numerous studies have been conducted on various CNT/polymer composites to explore their electrical and mechanical potentials. Single-walled CNTs which were first discovered by Iijima in 1991 [181] is a capping ended cylindrical structure composed of hexagonal carbon atoms connected by sp2 bonds. Depending on different fabrication methods, CNTs can be further divided into single-walled CNTs (SWCNTs) and multi-walled CNTs (MWCNTs) as demonstrated in Fig. 4. A SWCNT is shaped from the roll-up of one single layer graphene sheet into a perfectly bonded tube and a MWCNT is formed by a series of untouched concentric single-walled tubes linked by Van der Waals force. The distance between these adjacent tubes is 0.34 nm [179].

Reproduced with permission from [180]. Copyright: 2016 Elsevier
TEM images and molecular structures of different typed CNTs (a) single-walled CNT (b) multi-walled CNT.
Since the first reported research of a CNT/epoxy nanocomposite in 1994 [182], tremendous efforts have been made to increase and maximize electrical and mechanical properties of various CNT-reinforced polymeric nanocomposites. From the reported studies, it can be found that the content of CNT filler in the polymer is usually controlled under 10 wt% due to the significant increase of viscosity, which leaded to the poor processability and inferior quality of the final nanocomposite material. Typically, when the CNT filler content exceeds percolation threshold, the electrical conductivity of the CNT-reinforced polymer composites can be increased by 4–10 orders of magnitude due to the superb electrical conductivity and high aspect ratio of CNTs. The random dispersion of CNT fillers in a polymer matrix can form multiple conductive pathways to transform the insulating polymeric material into a conducting composite. However, the mechanical properties of the CNT-reinforced polymer composite are not always satisfied as expected. The modulus and strength of various CNT-based polymer composites vary in a large range from more than 200% to less than 20% of the original polymer matrix (Table 2). Purity, integrity, content, dispersion of the CNT as well as polymer types are all believed to be the essential factors of influencing the electrical and mechanical properties of the composites. To make a systematically analysis, different polymer typed CNT nanocomposites will be reviewed and discussed under thermoset and thermoplastic frameworks as follows.
Thermoset polymer composites
Epoxy resins are one of the mostly used thermoset polymer materials in the world. The unique epoxide functional groups can react with a vast of co-reactants (hardener) to form multiple cross-linked structures, resulting in good mechanical, adhesive, chemical and temperature resistance properties. Taking advantage of these excellent characteristics, researchers extensively investigated epoxy-based CNT nanocomposites worldwide to exploit the potential application in automotive, aerospace, civil construction and electronics industries [183].
Similar to CB, CNTs also tend to form aggregates that prevent the fully display of the attractive features in the nanocomposites. Therefore, significant efforts have been contributed to improvement of the dispersion of CNTs in polymer matrices, for which the methods were categorized into physical and chemical methods. Physical methods are those that mechanically disperse CNTs in the polymers by intensive stirring [22, 23, 39, 46] ,ultrasonication [25,26,27, 35, 36, 41, 43, 45, 48], high shear mixing [28, 45], ball milling [25, 29, 35], spin coating [45] hot pressing [30, 35, 42] and combination of some of these methods [25,26,27,28, 31, 33, 36, 45, 48]. The reported results showed that the electrical conductivity of the non-treated CNT/epoxy composites can reach a range from 10−5 to 10 S/m within 5 wt% depending on the specific parameter settings and the geometric characteristics (aspect ratio) of the nanofillers [39]. On mechanical properties, however, the improvement was marginal and even decreased with addition of CNTs in the epoxy matrix [36, 42], which was largely caused by the entanglement of CNTs and poor interfacial bonding between CNTs and the polymer matrix.
To solve the entanglement issue, chemical methods were applied via introducing chemical moieties covalently or non-covalently onto CNTs to simultaneously improve dispersion and strengthen interfacial bonding with the resin matrix material. Strong acids were mostly used to untangle C–C bonds and generate carboxyl groups [184, 185], amino groups [35, 186], silane groups [32], epoxide groups [187], etc., on the sidewall of CNTs. These chemical methods resulted in remarkable increases in the mechanical performance for the bulk nanocomposites. UV/O3 and plasma treatments are two other interesting methods to relax inter-tube interactions by introducing hydrophilic groups such as oxygen molecules on the surface of CNTs to facilitate good dispersion in the epoxy [30, 32, 33, 37]. However, excessive chemical modification can damage the π conjugation of the CNTs and results in adverse effect to its superb electrical property. As such, non-covalent modifications using surfactants were proposed as alternative approaches for fabricating high-performance nanocomposites. It is noted that, apart from frequently used surfactants such as sodium dodecyl sulfate (SDS) [73, 96] sodium dodecylbenzene sulfonate (SDBS) [94, 188], polystyrene sulfate (PSS) [189], polyphenylene ethynylene (PPE) [65], polyaniline (PANI) [47, 190], Triton X [129], environmentally friendly bio-surfactants such as gelatin [48], soy protein [117], chitosan [191] have been applied to functionalize CNTs for making epoxy nanocomposites with impressive augments of both electrical and mechanical properties (Fig. 5). Some results suggested that these protein molecules were not only effective surfactants, but also compatible with different types of polymer matrices (e.g., epoxy, PC, PEO), showing adaptive interface properties [117].

Reproduced with permission from [48]. Copyright: 2018 Elsevier
Schematic of the fabrication procedure of gelatin-CNT/epoxy nanocomposite.
Besides the above two major methods, some novel fabrication routes to artificially manipulating orientation, loading and distribution of CNTs were proposed. Mei et al. [40] developed an ice templating method to prepare a CNT/epoxy composite. The researchers freeze-dried the polymer mixtures in a narrow, upper cover-opened container to create a one-directional temperature gradient to realize aligned lamellar CNT structures with conductivity up to 15.8 S/m with only 1.5 wt%. Khan et al. [37] proposed a similar CNT-aligned nanocomposite via applying a DC electric field during the curing process as presented in Fig. 6. It was shown that the percolation of the nanocomposites was only 0.0048 wt% and modulus and fracture properties were excellent. Mecklenburg et al. [38] reported a hot-press infiltration method to obtain an ultra-high loading nanocomposite. The critical technique was to use a semi-permeable membrane to enwrap CNT assemblies to impregnate epoxy resin. A composite with a loading of 56 wt% was achieved with significantly high electrical conductivity (3000 S/m) and modulus (15.5 GPa). Zaidi et al. [44] fabricated a highly conductive CNT/epoxy composite with the help of supercritical carbon dioxide. The dilated CO2 gases made CNTs redistributed in a segregated interconnected framework with good conductivity and strength.

Reproduced with permission from [37]. Copyright: 2013 Elsevier
Fabrication method (above) and CNT alignment in acetone solution under different loadings (below).
Thermoplastic polymer composites
Polyurethane (PU)-based matrix
Thermoplastic polyurethane (TPU) is a linear segmented block copolymer composed of two special parts called hard segment and soft segment. The hard segment is usually based on aromatic or aliphatic isocyanates; the soft segment is a polyether or polyester typed polyol. By varying the ratio of these two components, TPU can have a considerable number of physical properties, which make it an ideal CNT-based matrix for fabricating nanocomposites with superior multifunctional properties.
To achieve good dispersion of CNTs in the TPU matrix, chemical modification with acids [52], surfactants [51], in situ polymerization [49, 53, 56, 59] are mostly used procedures. In the meanwhile, some post-processing techniques like annealing [57], spray drying [58], roll milling [50] are also found to be beneficial to the uniformity of CNTs. However, it was found that the CNTs could influence the crystalline behavior of the soft segment of TPU and damage the strength of the resulting composite [49]. A novel approach to facilitating filler agglomeration that can accelerate the polymerization rate during the in situ processing of the composites via microwave irradiation or addition of catalyst was reported. For example, Yakovlev et al. [54] found adding catalyst such as iron acetylacetonate (Fe(acac)3) could greatly increase the formation of urethane bonds to achieve cross-linked PU/CNT with significantly low percolation threshold. In another work, a solvent/nonsolvent one-step filtration method was proposed to fabricate TPU/CNT composite as shown in Fig. 7 [55]. The core idea was to mix a solvent which can well dissolve TPU (acetone) with a CNTs filled nonsolvent (methanol) so that phase separation could occur that drove the polymer onto the surface of the CNTs by non-covalent interaction. Through this approach, the weight ratio between CNTs and TPU were randomly designed and precisely controlled, resulting in a composite with ultrahigh conductivity (2300 S/m) and significantly improved mechanical properties (e.g., 950% increase in modulus).

Schematics of the one-step CNT-TPU sheets fabrication method. a TPU phase separation in the solvent/nonsolvent mixture. b TPU immobilization on the CNTs surface. c Photo of a TPU-CNT composite sheet [55]. Copyright Published
Polyamide-6 (PA-6)- and polycarbonate (PC)-based matrix
Polyamide-6 and polycarbonate are two widely used thermoplastic polymers because of their excellent mechanical, abrasion and chemical resistant properties, as well as optical, thermal properties and dimensional stabilities. However, the poor dispersion of CNTs caused by the high melt viscosity of the two matrices hinders their applications of the nanocomposites. Extrusion [60, 61, 64, 192] and surface modification [62, 63, 65, 69] of CNTs along with the combination of the two techniques are good choices to obtain CNT/PA-6 and CNT/PC composites with improved performance. Specifically, Babal et al. [70] prepared MWCNT/PC composites using an industrial twin-screw extruder with back flow channel (Fig. 8). The tensile and flexural properties of the composite increased by 15% with only a very low filler loading. Maiti et al. [67] proposed a novel method (Fig. 9) to selectively localize CNTs at the interfaces of PC beads to fabricate conductive segregated CNT/PC composite with a high electrical conductivity (0.45 S/m) at extremely low filler content (0.02 wt%). For surface modification efforts, Ryu and Han [62] found that by non-covalently functionalizing pyrene moieties with longer alkyl chains on the CNTs could dramatically enhance the electrical and mechanical properties of the composites due to the improved dispersion and formation of the α-crystalline form during the processing of the PA-6 composites. Kim et al. [63] designed a novel surfactant (poly(3-hexylthiophene)-g-polycaprolactones, short for P3HT-g-PCLs, Fig. 10) and grafted it to the MWCNTs by non-covalent bonding. The conductivity of the surfactant treated CNT/PC composite dramatically increased to 64 S/m at 5 wt% loading due to the significantly improved dispersion of CNTs. The strong π–π interaction between CNTs and surfactant also benefited for the interfacial bonding between CNTs and the matrix, contributing to a 50% increase for both modulus and tensile strength.

Reproduced with permission from [70]. Copyright: 2014 RSC Publishing
Preparation of MWCNT/PC composites by twin-screw extrusion procedure.

Reproduced with permission from [67]. Copyright: 2014 RSC Publishing
Preparation of MWCNT/PC composite by blending PC beads with MWCNTs.

Reproduced with permission from [63]. Copyright: 2009 Elsevier
Synthesis procedure of surfactant P3HT-g-PCLs.
Polyethylene (PE)-based matrix
Polyethylene (PE), which consisted of numerous ethylene monomers ((C2H4)n), is one of the simplest structured and commonly used plastics. Based on its density and branching, PE can be subsequently classified into ultra high molecular weight polyethylene (UHMWPE), high-density polyethylene (HDPE), linear low-density polyethylene (LLDPE), etc., among which UHMWPE is considered as a superb matrix candidate to be used in the nanocomposite areas due to its outstanding mechanical, chemical resistance, moisture resistance and tribological performances. However, because of its high melt viscosity and molecular weight, traditional molding and extrusion methods such as melt compounding and injection molding would break its long molecular chains and negatively influence its excellent properties. Thus, alternative processing such as dry mixing [73, 75], ball milling [72] combined with hot pressing [65, 67, 72,73,74,75, 77], sintering [76] or blown film extrusion [78] were investigated, in particular for the improvement of electrical and mechanical properties of CNT/PE composites. Many researchers attempted dry mixing followed by hot pressing or compression molding to disperse nanofillers directly in the macromolecular PE powders to avoid complex chemical-based mixing methods [73,74,75]. The advantage of this process is that CNTs can gather at the interfaces of PE powders to form multiple conductive paths, which is beneficial for the creation of high electrical composites at relatively low percolation (Fig. 11a). However, parameters such as molecular weight of PE, compaction temperature, residence time and even sample thickness et al. [76, 77] should be carefully selected, which greatly influences the CNT dispersion and the crystallization of the polymer matrices.

Reproduced with permission from [6]. Copyright: 2014 Elsevier
a Dry mixing and b latex technology methods to fabricate segregated conductive nanocomposites.
Polypropylene (PP)-based matrix
Polypropylene is gathered from chains of propylene monomers which has similar structure to PE. Good chemical, thermal, dielectric, optical as well as mechanical properties make it a desirable candidate in the automobile, civil, toy and medical industries. The most commonly used method to fabricate CNT/PP composites is extrusion/injection molding and hot pressing with the electrical conductivity attaining around 0.1–10 S/m in less than 2 wt% [79, 80]. Recently, a new method called latex technology to fabricate highly conductive CNT/PP composites was proposed [82, 84] via mixing CNTs with latex PP matrix (aqueous emulsion) to form a mixture, then freeze-dried (remove aqueous solution) and hot pressed to fabricate the composites (Fig. 11b). Similar to the dry mixing method mentioned above, the latex technology could also manipulate nanofillers to be distributed the interfaces of polymer particles to achieve good electrical and mechanical properties with an ultralow filler content. However, this method was restricted to the highly viscous polymers to prevent the diffusion of CNTs into the polymer matrix. For semi-crystalline low-viscosity polymers, Wu et al. [84] wisely selected temperature and pressure as the hot-pressing parameters according to the phase diagram of the polymer (melt temperature curve), and then obtained the composite with ultrahigh conductivity (117 S/m at 5 wt%) and electromagnetic interference shielding (EMI) shielding properties. An excellent review paper on fabrication of segregated conductive polymer composites using this method can be referred in [6].
Polystyrene (PS)-based matrix
Polystyrene is an aromatic thermoplastic polymer polymerized from monomer styrene. It has widely been used in the consumer products like cups, dishes, bags and commercial packaging due to its inexpensive cost, excellent mechanical properties and chemical stability. Traditional fabrication methods for making CNT/PS composites are mechanically blending or in situ polymerization coupled with hot pressing, injection molding, casting or spin coating [89,90,91]. However, these methods usually require lengthy blending or sonication, which may damage CNTs and decrease its electrical or mechanical performance in the polymer matrix. In terms of the significantly high viscosity of PS matrix, recently many researchers attempted the latex technology mentioned above to make high quality CNT/PS composites. Solvents such as dimethylformamide (DMF), tetrahydrofuran (THF) [90], acid [88, 193], chloroform [89] and surfactants such as cetyltrimethylammounium 4-vinylbenzoate (CTAVB) [87], sodium dodecyl sulfate (SDS) [92, 93, 95,96,97], sodium dodecylbenzene sulfonate (SDBS) [94] were used first to increase the dispersion of CNTs, then blended and freeze-dried in the latex PS matrix to form conductive paths at latex interfaces, finally hot pressed to finish specimen fabrication. The maximum electrical conductivity can be achieved to 102 S/m in 3% CNT loadings [92]. It is noted that the type and content of surfactants [93, 96], molecular weight of the matrix [92, 97] and molding parameters [94] are essential to the performances of the nanocomposite made via latex technology.
Poly(methylmethacrylate) (PMMA)-based matrix
Poly(methylmethacrylate) (PMMA) is another commonly used thermoplastic polymer. Its excellent transparency, mechanical properties and lightweight make it a suitable alternative to polycarbonate and glass. Like other thermoplastic-based nanocomposites, good dispersion of nanofillers in the matrix is the most critical issue to be solved. Apart from the popular latex technology [92, 93], some researchers [99, 101, 103] found that SOCl2 and COOH– functionalized CNTs can significantly increase both electrical and mechanical performance of the composites. Koysuren et al. [98] non-covalently coated poly(glycidyl methacrylate) (PGMA) on the surface of CNTs via initiated chemical vapor deposition (CVD) method, which greatly improved the interaction between the nanofiller and the matrix.
Metal-CNTs-reinforced polymer composites
Metal-CNTs are a new type of functionalized nanotubes decorated with noble metal nanoparticles (NPs) such as Au [194, 195], Ag [35, 50, 104,105,106,107,108], Cu [111, 196], Pt [195, 197], Rh [195] and their combinations [198]. Due to the unique conductivity, magnetic and active chemical behavior of the metal NPs, this new type of nanofiller can further elevate the properties of nanotubes to be used in broader areas, especially for electronic, medical, biological and energy sectors [199]. Generally, there are two ways to attaching metal NPs onto CNTs: (1) direct attachment of metal NPs on the CNTs; (2) indirect attachment of metal NPs around CNTs through specific linkages. Direct attachment is to introduce moieties such as carboxyl and hydroxyl groups on CNTs by means of acid, laser, sputtering, electron-beam or thermal evaporation, etc., to provide harbor points for the deposition of NPs [35, 104, 105, 107, 108, 111, 194,195,196, 200]. This method is always followed by a reduction process through reducing agents such as DMF [35, 104], dodecylbenzenesulfonic acid (DBSA) [105], hydrazine [107, 200], Ethylene glycol [194], polyethylene glycol (PEG) [195] to transfer metal ions to NPs. Although it is a simple and effective method, the damaged CNT sidewalls will inevitably decrease their essential properties and degrade the performances of the bulk polymeric composite in addition to the expenditure of vast amounts of hazardous chemicals. On the other hand, indirect attachment is to bridge CNTs and NPs by molecules or chemical groups under chemical or physical interactions. For example, Li et al. [197] proposed a comprehensive approach to fabricate metal-, semiconductor- and insulator particle-CNTs by adoption of 1-aminopyrene. Kumar et al. [198] doped Pd on the surface of CNTs as nucleation sites to anchor Cu NPs (Fig. 12). Chun et al. [106] used a synthesized “Ag NPs with phenyl rings” molecular to associate CNTs and Ag flakes and obtained a conductive polymer composite with significantly high electrical conductivity (105 S/m). Compared to the direct attachment approach, the indirect one could largely preserve the nanofiller to fulfill its functionality and achieve superb properties although the material design procedure was sophisticated and highly technical. Even though many noble metal particles have been reported to be grafted to CNTs, very few of them have been implemented in the application of conductive polymer composite except for Ag NPs. Amino [35, 104] and carboxyl [107, 108] groups functionalized CNTs have been reported to successfully capture Ag NPs by electrostatic interactions (Fig. 13). These modified nanofillers were easily mixed with PP, PS, epoxy, PU, PANI, PVDF, etc., to fabricate conductive polymer composites with conductivity higher than 102 S/m. However, some researchers pointed out that the pH of the CNT solution influenced the formation and the density of Ag-NPs on the CNTs [35]. Some other studied showed that the metal particles could not only increase the electrical performance of the composites but also helped to improve the dispersion and interfacial adhesion of the CNTs, resulting in better mechanical properties compared to pristine CNT/polymer composites [35, 104, 110,111,112].

Reproduced with permission from [198]. Copyright: 2015 Royal Society of Chemistry
Synthesis procedure for the fabrication of Cu-CNTs by Pd linkage.

Ag nanoparticles attach on the functionalized CNTs
Carbon nanofibers (CNFs)-reinforced polymer composites
Besides CNTs, another frequently used one-dimensional carbon nanofiller is carbon nanofiber (CNF), as shown in Fig. 14. Different from the tube-like structure of CNTs, the typical CNFs are consisted of a series of graphite basal planes stacking one by one with an angle of about 25° along the longitudinal direction of the fiber [113]. Due to this unique feature, the diameter of the CNFs (50–200 nm) is usually larger than CNTs (~ 10 nm), while more importantly, active carbon atoms are exposed on the outside surfaces of the nanofibers that effectively increase their chemical reactivity [114]. Although the mechanical, electrical and thermal properties of CNFs are slightly lower than that of CNTs, the low production cost along with their good material properties still makes CNFs an excellent carbon nanofiller for application in the polymeric industries.

TEM images of carbon nanofiber structure in different magnification levels [113]. Copyright Published
To obtain uniform dispersion of CNFs in a polymer matrix is always the essential issue for achieving good performed nanocomposites. Many of the fabrication methods applied in the CNT-based composites can also be used for making CNF composite because of the similarity between the two nanofillers, which can be roughly categorized into solution mixing and melt mixing. Solution mixing includes mechanical stirring [201], ultrasonication [115, 202], solvent casting [116, 203], etc. Sometimes, chemical modifications such as silanization [204], surfactants [117], and in situ [116, 119, 203], as well as physical treatments such as plasma [205] and high temperature heat treatment [113], were involved to preprocess CNFs to enable better dispersion quality in the solutions. However, the effects of these treatments on the final electrical and mechanical properties of the composites were not always positive. For example, Nie et al. [204] found silanization of CNFs via APTES could effectively strengthen the tensile and shear strength of the composite while its electrical conductivity deceased more than 16 times compared with the untreated ones. Guadagno et al. [113] showed high temperature heating could significantly lower percolation threshold and increased electrical conductivity through enhancement of stiffness and smoothness of CNF surfaces. However, this treatment of CNF surface weakened interfacial bonding and lowered its bulk mechanical properties. When the viscosity of the polymer matrix was high, melt mixing approach such as twin-screw extrusion [114, 206] was applied to disperse CNFs in the matrices. Nevertheless, the high shear forces generated from extrusion greatly shortened CNFs and reduced the electrical performance. To solve the problem, chaotic mixing [118], surface pre-treatments combined with low shear mixing [207], condensation cure method [120] and solution cum melt mixing [121] were proposed and resulted in improved properties.
Two-dimensional carbon nanofiller-reinforced polymer composites
The most representative two-dimensional carbon filler is graphene, a one-atom-thick hexagonal lattice connected carbon nanomaterial. Although it has long been known that graphene is the basic layer of graphite, the discovery of the individual graphene did not come until in 2004, which led to the two scientists’ Nobel Prize [208]. The quick and wide acceptance of graphene that has great potential for many important and significant application is due to its superb properties, such as extremely high mechanical properties (e.g., 1.1 TPa modulus), electrical conductivity (108 S/m), thermal conductivity (5000 W/mK) and optical properties (98% transmittance) [209], which make it a fascinating nanofiller for making multifunctional polymer-based nanocomposites. Various fabrication methods, such as scotch tape, chemical exfoliation, reduction of graphene oxide and CVD have been designed to produce graphene with high quality and large scale, generating several modified graphene derivatives such as graphene oxide (GO), graphite nanoplatelet (GNP) and expanded graphite [179, 210]. All of these materials can be basically categorized into two types: graphene and graphene oxide materials. Accordingly, in this section electrical and mechanical performances of graphene-based and graphene oxide-based polymer composites will be briefly reviewed.
Graphene-based polymer composites
Graphite nanoplatelet (nanosheet) or expanded graphite is a 2D stacked nanofiller yielded either from the exfoliation of natural graphite or derived from graphite intercalation compounds (GIC), an intermediate modified graphite with different atomic or molecular chemicals (e.g., acids and alkali metals) between the graphene layers. Followed by excessive heating and ultrasonication, hundred to thousand length of expanded graphite nanoplatelet with a thickness ranging from a few to a hundred nanometers can be obtained [211].
Excellent material properties of GNPs enable its wide application in the polymeric-reinforced nanocomposites. However, high surface-to-mass ratio, molecular scale forces and dispersion of GNPs in the polymer matrix are big issues to prohibit its full potential and influence the overall properties of the composites [124]. Some researchers used very long sonication time (2–3 h) to break GNP agglomerates in the polymer matrices [126, 127]. Their results showed very high percolation thresholds and maximum electrical conductivity filler content. Although the electrical performance of the GNP/polymer composites was improved (Table 3), the aggressive method would inevitably waste a large amount of GNP fillers by damaging their structural integrity. Alternative methods, such as three-roll milling, high shear mixing and injection molding, have been tried with improvements on the properties of nanocomposites [125, 128, 136]. Latex technology is an effective way to tackling the agglomeration of GNPs by forcing them on the interfaces of the polymer emulsions. Ghislandi et al. [82] adopted this method to fabricate a highly conductive graphene/PP composite (1 S/m) with relatively a low percolation threshold (1.2%). They also noticed that hot pressing may improve the electrical property by re-orienting nanofillers in the matrix. Li et al. [122] found that by treating GNPs with UV and ozone before mixing with polymer matrices could eliminate the highly resistant interfacial voids and gaps, which led to notably increase in conductivity and modulus of the nanocomposite. In other reported studies, surfactants, such as PVP [123], Triton [129], APTES [141], and dioxolane [142], were used to cover graphene fillers in order to improve the dispersion and distribution states, resulting in very good conductivity and mechanical properties.
Graphene oxide (GO)-based polymer composites
The poor dispersion of graphene or GNPs is largely due to their insolubility in most of the commonly used solvents. Since graphene oxide (GO) derived from oxidation of pristine graphene nanofillers contains various hydrophilic groups such as epoxide, hydroxyl and carboxyl, it can be easily dissolved in water and various water-soluble polymers. As such, many researchers used GO as a modified graphene nanofiller to fabricate polymer nanocomposites. Ryu and Shanmugharaj [137] grafted long chain alkylamines on GO through amidation and nucleophilic reactions to covalently strengthen the interfacial bonding of the PP-based composite. However, the disadvantage of GO is that, unlike graphite or graphene, GO is interior in electrical conductivity, which must be reduced to RGO to restore electrical conductivity. The most frequently used reduction agents are hydrazine and DMF [130,131,132,133, 138], which have strong reduction effect and low cost. However, these chemicals are highly toxic and harmful to human beings and environments. Due to these reasons, some researchers studied green reduction agents like vitamin C [134, 212], saccharide [213], hydrogen iodide [135] and thermal treatment methods (imidization) [139, 140] to replace hydrazine. For example, Long et al. [134] adopted vitamin C to reduce GO and fabricate RGO/PS nanocomposites with impressive conductive (20.5 S/m). They noticed that hot-pressing step could also convert GO to RGO, which can be a supplementary way to reducing graphene fillers. However, some research results showed that these RGO re-agglomerated into large bundles again by π–π interactions and decreased the properties of the composites. To solve the problem, non-covalent treatment [133] and in situ polymerization [139, 140] were utilized to improve dispersion of RGO after chemical reduction. Pham et al. [130] designed a modified latex method to obtain a highly conductive RGO/PMMA nanocomposite by electrostatic interactions (Fig. 15). Wu et al. [135] applied the same fabrication method using a green reduction agent (hydrogen iodide) and successfully produced a 3D foam-like graphene structural polymer composite with a surprisingly high electrical conductivity (1083.3 S/m).

Reproduced with permission from [130]. Copyright: 2012 American Chemical Society
Fabrication method of RGO/PMMA nanocomposite by electrostatic interactions.
Three-dimensional carbon nano-foam-reinforced polymer composites
Fabricating three-dimensional (3D) nano-foam structures is a novel route to achieving highly conductive nanofiller-reinforced composites. The widely used protocol was to disperse nanofillers, such as carbon nanotube [145, 146, 149, 150, 155, 157, 158], graphene [69, 136, 144, 147, 148, 151, 156], carbon black [152], carbon nanofiber [214] or their combinations [215] in the solution and mix with proper polymer matrices uniformly. Then, foaming agents, such as NH3 [144], CO2 [145, 147, 215], H2O [148, 149], AIBN [214], pentane [155] and expandable microspheres [152, 157] were added into the mixture to allow gas bubbles to be initiated, grown and broken to form “sponge”-like 3D form structure, as shown in Fig. 16. It can be seen that during the foaming process the nanofillers are forcefully squeezed into multiple interconnected narrow pathways by the bulge of gas bubbles, thus avoiding the problem of agglomeration happening from direct mixing of nanofillers in the polymer matrices. The highly efficient conductive pathways could significantly decrease the loading of nanomaterials and increased the conductivity and mechanical properties of the composite. However, these properties were highly influenced by the types of filler materials, polymer matrices, foaming agent contents and temperature as well as fabrication methods [136, 156, 157]. For instance, Jun et al. [136] found that larger sized graphene sheets could greatly improve the electrical conductivity of the composite than the smaller sized ones due to the fewer defects and contact resistance. On the other hand, some researchers proposed a template-induced CVD approach to produce 3D-foam (Fig. 17) [69, 153, 154] or 3D-sponge [158, 216] composites with remarkably high conductivity. First, nanomaterials, such as graphene, was coated on the Ni template by CVD method followed by impregnation or coating of polymeric matrices (epoxy, PMMA, PDMS). The use of polymers was to support and strengthen the nano-structure from collapsing. Then, the original template material was removed by solvents such as acetone or HCl. By controlling the flow rate of the input gas (CH4) during the CVD, composites with different nanofiller concentrations were obtained. Jia et al. [154] showed that the precise construction of conductive networks on the template could reach up to 1000 S/m with only 0.5 wt% loading in addition to its significant improvement in flexural and fracture properties. In the meanwhile, Cui et al. [158] synthesized a novel CNT sponge via CVD process using ferrocene and dichlorobenzene as precursors. The epoxy-based composite with the proposed CNT sponge structure also demonstrated remarkably high electrical conductivity (145 S/m) and tensile strength (64%) under a low concentration (0.66 wt%). Due to the high electrical conductivity and tremendously increased surface areas, a unique application of 3D carbon nano-foam composite is EMI-shielding [145, 147, 148, 151, 158, 214]. The multiple foams reflected and scatter electromagnetic microwaves between the cell walls and nanofillers to present absorption or reflection type of shielding mechanism, which showed potential applications in electronic and aerospace areas.

Reproduced with permission from [148]. Copyright: 2013 American Chemical Society
Typical foaming process to fabricate 3D nano-foam structure.

Reproduced with permission from [154]. Copyright: 2013 American Chemical Society
Template-directed CVD approach to fabricate 3D nano-foam structure.
Hybrid carbon nanofiller-reinforced polymer composites
Hybridization of diverse dimensional carbon nanofillers, such as CB, CNT and graphene, is recently a popular approach for attaining polymeric nanocomposites with good electrical and mechanical properties. A synergistic effect can be achieved when nanofillers with different geometrical shapes are mixed together, resulting in unique 3D interconnected structures, improved dispersion and behavior change of the crystallinity of the polymer matrices [162, 163, 168]. The zero-dimensional geometry and low surface energy enable CB to be used as a cost-effective filler for reducing the amount of expensive carbon nanotubes and graphene while construct segregated [160] or interlaminar linked hybrid conducted networks [159, 161, 217]. For instance, Mondal and Khastgir [161] found that by partially replacing GNPs with CB one order of magnitude electrical conductivity and 40% increase in tensile strength were achieved compared to that of the pure GNP-reinforced composite. They believed that the reason was that CB could perform as delaminating agent for aiding in the exfoliation of GNPs and meantime strengthened the graphene interlayers (Fig. 18).

Reproduced with permission from [161]. Copyright: 2017 Elsevier
Schematic illustration of the GNP-CB and GNP-CNT hybrid system.
Excellent material properties and similar molecular structures make CNTs and GNPs the mostly studied combinations of carbon nanofiller in polymer composites. Research showed that only by simply physically mixing the two nanofillers (untreated), synergistic effect could occur through the non-covalent π–π interaction, which helped disintegrate agglomerates and establish efficient 3D network of conduction paths [162, 163, 166,167,168, 170, 171]. The specific synergistic mechanism was that, in the hybrid systems, carbon nanotubes can both embed graphene nanofillers and bridge the independent graphene layers into an interconnected entire structure. However, this mechanism was not always true for considering the dispersion quality of the two materials. In other words, no synergistic effect was shown if CNTs could not disentangle into an extent to guarantee its embedding in the interlayers of graphene, which is the case demonstrated in Fig. 18. This finding pointed out the necessity of the pretreatment of the individual nanofillers before mixing them together [165, 168]. In addition, the size of the nanofiller can also significantly change the interaction behavior of the two hybrid components. An interesting study discovered that by ultrasonication GOs into a small size (170 nm), GOs could perform as an effective surfactant to coat CNTs (0.025:1) for fabricating a highly conductive nanocomposite with fascinatingly increased mechanical properties (Fig. 19) [169]. Covalently bonding CNTs and GNPs is another way to obtain well performed multifunctional hybrid nanocomposites [164, 218,219,220]. The prevalent approach was oxidization of CNTs and GNPs first and then covalently connected by a small intermediate molecular, which was usually the monomer of the polymer matrix to trigger the subsequent in situ polymerization process (Fig. 20). Reported studies showed that octadecylamine (ODA) [164, 220], p-phenylenediamine (PPD) [218], ethylenediamine (EDA) and aspartic aid [219], etc., could efficiently link the two carbon nanofillers by amide and hydrogen bonds to produce well-dispersed and strong interfacial interacted polymer nanocomposites.

Representation of the size-controlled GO surfactant treated MWCNT/PVA nanocomposite [169]. Copyright Published

Reproduced with permission from [164]. Copyright: 2017 Elsevier
Synthesis process of cross-linked GO-CNT structure by amide bonding.
Outlook and conclusions
This paper briefly reviewed the recent advances of the various carbon nanofiller-reinforced polymer composites with a focus on the electrical and mechanical properties. From the above review, it is shown that the nanofiller types, contents, fabrication methods and polymer matrices all greatly influence the performance of the nanocomposites, which are summarized in Tables 1, 2, 3, 4 and 5. Analyzing the maximum values in these tables, we can make a general comparison and comments on the polymeric composites with diverse dimensional carbon nanofiller in terms of five key parameters as plotted in Fig. 21.

Summary of the electrical, mechanical, percolation content and maximum content of various dimensional carbon nanofiller-reinforced polymer composites
-
1.
For CB-reinforced composites, the maximum electrical conductivity and mechanical properties increase only attain ~ 101 S/m and less than 100%, respectively, even under a big amount of filler content and high percolation threshold. This is largely due to the zero-dimensional shape of the filler, which is hard to construct highly efficient conductive and strong networks.
-
2.
In comparison, incorporation of the one-dimensional CNTs and CNFs can lead to highly conductive polymer composites with over 104 S/m and significantly increased modulus (950%) due to the superb essential conductivity and stiffness of CNTs. However, the agglomeration issues of the nanofillers should be carefully tackled to prevent the relatively high percolation values in certain cases. It is noted that by applying unique fabrication method [38, 120] the maximum usage of CNT and CNF could go over 40% despite their tremendously increased viscosity.
-
3.
Metal decorated CNTs further can increase the electrical conductivity, resulting in the best electrical conductivity (106 S/m) among all the nanocomposites. In addition, the metal particles on the tube surfaces can also help to reduce agglomeration, leading to significantly decreased percolation threshold and loading level. However, the mechanical properties, especially the modulus increase is not significant as compared to that of pristine CNTs-reinforced composites, which may be due to the relatively low filler loading.
-
4.
Graphene-based polymer composites, including not only graphene, but also graphite and reduced graphene oxide cases demonstrate good electrical conductivity at around 103 S/m while the percolation content and mechanical properties are not satisfied as expected. The detachment of graphene layers from graphite and efficient approaches to prevent aggregates are key issues to realize the potential of graphene nanocomposites.
-
5.
3D carbon nano-foam-reinforced nanocomposites present a rather balanced and impressive improvements in both electrical and mechanical properties along with decreased percolation and loading level. The in situ designed conductive networks enable high conductivity regardless of dispersion situation. At the same time, these networks can also become strong skeletons via manipulating the type, amount and manufacturing of blowing agents and/or from 3D template structures through CVD method.
-
6.
Hybrid carbon nanofiller-reinforced nanocomposites show the best material properties with 102 S/m conductivity and over 600% increase for both modulus and strength compared to other nanocomposites. The percolation threshold is also the smallest, i.e., less than 1 wt%. The advantage of this hybrid material is that it can combine the advantages of each individual component while their drawbacks are largely avoided, thus, providing researchers with broad freedom to design various configured structures. It is shows that the hybridization of various nanofillers for achieving high-performance multifunctional composites is a very promising route to broadening the application of polymeric nanocomposites in more diverse fields.
Abbreviations
- 3D:
-
Three-dimensional
- APTES:
-
Aminopropyltriethoxysilane
- CB:
-
Carbon black
- CNF:
-
Carbon nanofiber
- CNT:
-
Carbon nanotube
- CTAVB:
-
Cetyltrimethylammounium 4-vinylbenzoate
- CVD:
-
Chemical vapor deposition
- DBSA:
-
Dodecylbenzenesulfonic acid
- DMF:
-
Dimethylformamide
- EBA:
-
Ethylene-butyl acrylate
- EDA:
-
Ethylenediamine
- EMI:
-
Electromagnetic interference shielding
- ESO:
-
Epoxidized soybean oil
- GNP:
-
Graphite nanoplatelet
- GO:
-
Graphene oxide
- HDPE:
-
High-density polyethylene
- LLDPE:
-
Linear low-density polyethylene
- MWCNT:
-
Multi-walled carbon nanotube
- NBR:
-
Acrylonitrile butadiene
- NP:
-
Nanoparticle
- ODA:
-
Octadecylamine
- PA-6:
-
Polyamide-6
- PANI:
-
Polyaniline
- PC:
-
Polycarbonate
- PDLA:
-
Poly(d-lactide)
- PDMS:
-
Poly(dimethylsiloxane)
- PE:
-
Polyethylene
- PEDOT:
-
Poly(3,4-ethylenedioxythiophene)
- PEG:
-
Polyethylene glycol
- PEI:
-
Polyetherimide
- PES:
-
Poly(ether sulfone)
- PGMA:
-
Poly(glycidyl methacrylate)
- PI:
-
Polyimide
- PLA:
-
Polylactic acid
- PLLA:
-
Poly(l-lactide)
- PMMA:
-
Polymethylmethacrylate
- POM:
-
Polyoxymethylene
- PP:
-
Polypropylene
- PPD:
-
p-Phenylenediamine
- PS:
-
Polystyrene
- PSS:
-
Polystyrene sulfate
- PPE:
-
Polyphenylene ethynylene
- PVDF:
-
Polyvinylidenefluoride
- PVA:
-
Poly(vinylacetate)
- PVP:
-
Polyvinylpyrrolidone
- SAN:
-
Styrene-acrylonitrile
- SDS:
-
Sodium dodecyl sulfate
- SDBS:
-
Sodium dodecylbenzene sulfonate
- RGO:
-
Reduced graphene oxide
- SWCNT:
-
Single-walled carbon nanotube
- THF:
-
Tetrahydrofuran
- TPU:
-
Thermoplastic polyurethane
- UHMWPE:
-
Ultra high molecular weight polyethylene
- UV/O3 :
-
Ultraviolet/ozone
References
Friedrich K, Breuer U (2015) Multifunctionality of polymer composites. William Andrew, Norwich
Gibson RF (2010) A review of recent research on mechanics of multifunctional composite materials and structures. Compos Struct 92(12):2793–2810
Behl M, Razzaq MY, Lendlein A (2010) Multifunctional shape-memory polymers. Adv Mater 22(31):3388–3410
Bauhofer W, Kovacs JZ (2009) A review and analysis of electrical percolation in carbon nanotube polymer composites. Compos Sci Technol 69(10):1486–1498
Ma PC, Siddiqui NA, Marom G, Kim JK (2010) Dispersion and functionalization of carbon nanotubes for polymer-based nanocomposites: a review. Compos Part A Appl Sci Manuf 41(10):1345–1367
Pang H, Xu L, Yan DX, Li ZM (2014) Conductive polymer composites with segregated structures. Prog Polym Sci 39(11):1908–1933
Rahmat M, Hubert P (2011) Carbon nanotube–polymer interactions in nanocomposites: a review. Compos Sci Technol 72(1):72–84
Li Y, Li R, Lu L, Huang X (2015) Experimental study of damage characteristics of carbon woven fabric/epoxy laminates subjected to lightning strike. Compos Part A Appl Sci Manuf 79:164–175
Snook GA, Kao P, Best AS (2011) Conducting-polymer-based supercapacitor devices and electrodes. J Power Sources 196(1):1–12
Chemartin L, Lalande P, Peyrou B, Chazottes A, Elias PQ (2012) Direct effects of lightning on aircraft structure: analysis of the thermal, electrical and mechanical constraints. J Aerosp Lab 5(AL05-09):1–15
Alam MK, Islam MT, Mina MF, Gafur MA (2014) Structural, mechanical, thermal, and electrical properties of carbon black reinforced polyester resin composites. J Appl Polym Sci 131:40421
Zhou S, Hrymak A, Kamal M (2017) Electrical and morphological properties of microinjection molded polypropylene/carbon nanocomposites. J Appl Polym Sci 134(43):45462
Shepherd C, Hadzifejzovic E, Shkal F, Jurkschat K, Moghal J, Parker EM, Sawangphruk M, Slocombe DR, Foord JS, Moloney MG (2016) New routes to functionalize carbon black for polypropylene nanocomposites. Langmuir 32(31):7917–7928
Gong T, Peng SP, Bao RY, Yang W, Xie BH, Yang MB (2016) Low percolation threshold and balanced electrical and mechanical performances in polypropylene/carbon black composites with a continuous segregated structure. Compos Part B Eng 99:348–357
Zhang Q, Wang J, Yu J, Guo ZX (2017) Improved electrical conductivity of TPU/carbon black composites by addition of COPA and selective localization of carbon black at the interface of sea-island structured polymer blends. Soft Matter 13(18):3431–3439
Qi X, Xiu H, Wei Y, Zhou Y, Guo Y, Huang R, Bai H, Fu Q (2017) Enhanced shape memory property of polylactide/thermoplastic poly(ether)urethane composites via carbon black self-networking induced co-continuous structure. Compos Sci Technol 139:8–16
Chen J, Cui X, Sui K, Zhu Y, Jiang W (2017) Balance the electrical properties and mechanical properties of carbon black filled immiscible polymer blends with a double percolation structure. Compos Sci Technol 140:99–105
Zhang Q, Zhang BY, Guo ZX, Yu J (2017) Comparison between the efficiencies of two conductive networks formed in carbon black-filled ternary polymer blends by different hierarchical structures. Polym Test 63:141–149
Phua JL, Teh PL, Ghani SA, Yeoh CK (2017) Influence of thermoplastic spacer on the mechanical, electrical, and thermal properties of carbon black filled epoxy adhesives. Polym Adv Technol 28(3):345–352
Liu H, Bai D, Bai H, Zhang Q, Fu Q (2018) Manipulating the filler network structure and properties of polylactide/carbon black nanocomposites with the aid of stereocomplex crystallites. J Phys Chem C 122(8):4232–4240
Zuev VV, Ivanova YG (2012) Mechanical and electrical properties of polyamide-6-based nanocomposites reinforced by fulleroid fillers. Polym Eng Sci 52(6):1206–1211
Sandler JKW, Kirk JE, Kinloch IA, Shaffer MSP, Windle AH (2003) Ultra-low electrical percolation threshold in carbon-nanotube-epoxy composites. Polymer 44(19):5893–5899
Kovacs JZ, Velagala BS, Schulte K, Bauhofer W (2007) Two percolation thresholds in carbon nanotube epoxy composites. Compos Sci Technol 67(5):922–928
Bai JB, Allaoui A (2003) Effect of the length and the aggregate size of MWNTs on the improvement efficiency of the mechanical and electrical properties of nanocomposites-experimental investigation. Compos Part A Appl Sci Manuf 34(8):689–694
Moisala A, Li Q, Kinloch IA, Windle AH (2006) Thermal and electrical conductivity of single-and multi-walled carbon nanotube-epoxy composites. Compos Sci Technol 66(10):1285–1288
Sandler J, Shaffer MSP, Prasse T, Bauhofer W, Schulte K, Windle AH (1999) Development of a dispersion process for carbon nanotubes in an epoxy matrix and the resulting electrical properties. Polymer 40(21):5967–5971
Kim YJ, Shin TS, Do Choi H, Kwon JH, Chung YC, Yoon HG (2005) Electrical conductivity of chemically modified multiwalled carbon nanotube/epoxy composites. Carbon 43(1):23–30
Yu A, Itkis ME, Bekyarova E, Haddon RC (2006) Effect of single-walled carbon nanotube purity on the thermal conductivity of carbon nanotube-based composites. Appl Phys Lett 89(13):133102
Li J, Ma PC, Chow WS, To CK, Tang BZ, Kim JK (2007) Correlations between percolation threshold, dispersion state, and aspect ratio of carbon nanotubes. Adv Funct Mater 17(16):3207–3215
Allaoui A, Bai S, Cheng HM, Bai JB (2002) Mechanical and electrical properties of a MWNT/epoxy composite. Compos Sci Technol 62(15):1993–1998
Song YS, Youn JR (2005) Influence of dispersion states of carbon nanotubes on physical properties of epoxy nanocomposites. Carbon 43(7):1378–1385
Ma PC, Kim JK, Tang BZ (2007) Effects of silane functionalization on the properties of carbon nanotube/epoxy nanocomposites. Compos Sci Technol 67:2965–2972
Tseng CH, Wang CC, Chen CY (2007) Functionalizing carbon nanotubes by plasma modification for the preparation of covalent-integrated epoxy composites. Chem Mater 19(2):308–315
Fogel M, Parlevliet P, Geistbeck M, Olivier P, Dantras E (2015) Thermal, rheological and electrical analysis of MWCNTs/epoxy matrices. Compos Sci Technol 110:118–125
Ma PC, Tang BZ, Kim JK (2008) Effect of CNT decoration with silver nanoparticles on electrical conductivity of CNT-polymer composites. Carbon 46(11):1497–1505
Ghaleb ZA, Mariatti M, Ariff ZM (2014) Properties of graphene nanopowder and multi-walled carbon nanotube-filled epoxy thin-film nanocomposites for electronic applications: the effect of sonication time and filler loading. Compos Part A Appl Sci Manuf 58:77–83
Khan SU, Pothnis JR, Kim JK (2013) Effects of carbon nanotube alignment on electrical and mechanical properties of epoxy nanocomposites. Compos Part A Appl Sci Manuf 49:26–34
Mecklenburg M, Mizushima D, Ohtake N, Bauhofer W, Fiedler B, Schulte K (2015) On the manufacturing and electrical and mechanical properties of ultra-high wt% fraction aligned MWCNT and randomly oriented CNT epoxy composites. Carbon 91:275–290
Ayatollahi MR, Shadlou S, Shokrieh MM, Chitsazzadeh M (2011) Effect of multi-walled carbon nanotube aspect ratio on mechanical and electrical properties of epoxy-based nanocomposites. Polym Test 30(5):548–556
Mei H, Xia J, Han D, Xiao S, Deng J, Cheng L (2016) Dramatic increase in electrical conductivity in epoxy composites with uni-directionally oriented laminae of carbon nanotubes. Chem Eng J 304:970–976
Vahedi F, Shahverdi HR, Shokrieh MM, Esmkhani M (2014) Effects of carbon nanotube content on the mechanical and electrical properties of epoxy-based composites. New Carbon Mater 29(6):419–425
Ervina J, Mariatti M, Hamdan S (2017) Mechanical, electrical and thermal properties of multi-walled carbon nanotubes/epoxy composites: effect of post-processing techniques and filler loading. Polym Bull 74(7):2513–2533
Gantayat S, Sarkar N, Prusty G, Rout D, Swain SK (2018) Designing of epoxy matrix by chemically modified multiwalled carbon nanotubes. Adv Polym Technol 37(1):176–184
Zaidi MGH, Joshi SK, Kumar M, Sharma D, Kumar A, Alam S, Sah PL (2013) Modifications of mechanical, thermal, and electrical characteristics of epoxy through dispersion of multi-walled carbon nanotubes in supercritical carbon dioxide. Carbon Lett 14(4):218–227
Koo MY, Shin HC, Kim WS, Lee GW (2014) Properties of multi-walled carbon nanotube reinforced epoxy composites fabricated by using sonication and shear mixing. Carbon Lett 15:255–261
Wang Y, Chai M, Zhao H, Zhao X, Ji P (2016) Improvement of dispersion of carbon nanotubes in epoxy resin through pyrogallol functionalization. Polym Eng Sci 56(9):1079–1085
Xu J, Yao P, Jiang Z, Liu H, Li X, Liu L, Li M, Zheng Y (2012) Preparation, morphology, and properties of conducting polyaniline-grafted multiwalled carbon nanotubes/epoxy composites. J Appl Polym Sci 125(S1):E334–E341
Li Y, Li R, Fu X, Wang Y, Zhong WH (2018) A bio-surfactant for defect control: multifunctional gelatin coated MWCNTs for conductive epoxy nanocomposites. Compos Sci Technol 159:216–224
Koerner H, Liu W, Alexander M, Mirau P, Dowty H, Vaia RA (2005) Deformation–morphology correlations in electrically conductive carbon nanotube-thermoplastic polyurethane nanocomposites. Polymer 46(12):4405–4420
Kim YJ, An KJ, Suh KS, Choi HD, Kwon JH, Chung YC, Kim WN, Lee AK, Choi JI, Yoon HG (2005) Hybridization of oxidized MWNT and silver powder in polyurethane matrix for electromagnetic interference shielding application. IEEE Trans Electromagn Compat 47(4):872–879
Kim YJ, Jang YK, Kim WN, Park M, Kim JK, Yoon HG (2010) Electrical enhancement of polyurethane composites filled with multiwalled carbon nanotubes by controlling their dispersion and damage. Carbon Lett 11(2):96–101
Kwon J, Kim H (2005) Comparison of the properties of waterborne polyurethane/multiwalled carbon nanotube and acid-treated multiwalled carbon nanotube composites prepared by in situ polymerization. J Polym Sci Pol Chem 43(17):3973–3985
Shamsi R, Mahyari M, Koosha M (2017) Synthesis of CNT-polyurethane nanocomposites using ester-based polyols with different molecular structure: mechanical, thermal, and electrical properties. J Appl Polym Sci 134(10):44567
Yakovlev YV, Gagolkina ZO, Lobko EV, Khalakhan I, Klepko VV (2017) The effect of catalyst addition on the structure, electrical and mechanical properties of the cross-linked polyurethane/carbon nanotube composites. Compos Sci Technol 144:208–214
Martinez-Rubi Y, Ashrafi B, Jakubinek MB, Zou S, Laqua K, Barnes M, Simard B (2017) Fabrication of high content carbon nanotube-polyurethane sheets with tailorable properties. ACS Appl Mater Interfaces 9(36):30840–30849
Hajializadeh S, Barikani M, Bellah SM (2017) Synthesis and characterization of multiwall carbon nanotube/waterborne polyurethane nanocomposites. Polym Int 66(7):1074–1083
Jiang F, Zhang L, Jiang Y, Lu Y, Wang W (2012) Effect of annealing treatment on the structure and properties of polyurethane/multiwalled carbon nanotube nanocomposites. J Appl Polym Sci 126(3):845–852
Wang W, Jiang F, Jiang Y, Lu Y, Zhang L (2012) Preparation and properties of polyurethane/multiwalled carbon nanotube nanocomposites by a spray drying process. J Appl Polym Sci 126(3):789–795
Zhou L, Fang S, Tang J, Gao L, Yang J (2012) Synthesis and characterization of multiwalled carbon nanotube/polyurethane composites via surface modification multiwalled carbon nanotubes using silane coupling agent. Polym Compos 33(11):1866–1873
Kodgire PV, Bhattacharyya AR, Bose S, Gupta N, Kulkarni AR, Misra A (2006) Control of multiwall carbon nanotubes dispersion in polyamide6 matrix: an assessment through electrical conductivity. Chem Phys Lett 432(4–6):480–485
Meincke O, Kaempfer D, Weickmann H, Friedrich C, Vathauer M, Warth H (2004) Mechanical properties and electrical conductivity of carbon-nanotube filled polyamide-6 and its blends with acrylonitrile/butadiene/styrene. Polymer 45(3):739–748
Ryu J, Han M (2014) Improvement of the mechanical and electrical properties of polyamide 6 nanocomposites by non-covalent functionalization of multi-walled carbon nanotubes. Compos Sci Technol 102:169–175
Kim KH, Jo WH (2009) A strategy for enhancement of mechanical and electrical properties of polycarbonate/multi-walled carbon nanotube composites. Carbon 47(4):1126–1134
Pötschke P, Fornes TD, Paul DR (2002) Rheological behavior of multiwalled carbon nanotube/polycarbonate composites. Polymer 43(11):3247–3255
Ramasubramaniam R, Chen J, Liu H (2003) Homogeneous carbon nanotube/polymer composites for electrical applications. Appl Phys Lett 83(14):2928–2930
Hornbostel B, Pötschke P, Kotz J, Roth S (2006) Single-walled carbon nanotubes/polycarbonate composites: basic electrical and mechanical properties. Phys Status Solidi B 243(13):3445–3451
Maiti S, Suin S, Shrivastava NK, Khatua BB (2014) A strategy to achieve high electromagnetic interference shielding and ultra low percolation in multiwall carbon nanotube–polycarbonate composites through selective localization of carbon nanotubes. RSC Adv 4(16):7979–7990
Castillo FY, Socher R, Krause B, Headrick R, Grady BP, Prada-Silvy R, Pötschke P (2011) Electrical, mechanical, and glass transition behavior of polycarbonate-based nanocomposites with different multi-walled carbon nanotubes. Polymer 52(17):3835–3845
Choi EY, Kim JY, Kim CK (2015) Fabrication and properties of polycarbonate composites with polycarbonate grafted multi-walled carbon nanotubes by reactive extrusion. Polymer 60:18–25
Babal AS, Gupta R, Singh BP, Singh VN, Dhakate SR, Mathur RB (2014) Mechanical and electrical properties of high performance MWCNT/polycarbonate composites prepared by an industrial viable twin screw extruder with back flow channel. RSC Adv 4(110):64649–64658
Guo J, Liu Y, Prada-Silvy R, Tan Y, Azad S, Krause B, Pötschke P, Grady BP (2014) Aspect ratio effects of multi-walled carbon nanotubes on electrical, mechanical, and thermal properties of polycarbonate/MWCNT composites. J Polym Sci Pol Phys 52(1):73–83
Gorrasi G, Sarno M, Di Bartolomeo A, Sannino D, Ciambelli P, Vittoria V (2007) Incorporation of carbon nanotubes into polyethylene by high energy ball milling: morphology and physical properties. J Polym Sci Pol Phys 45(5):597–606
Mierczynska A, Mayne-L’Hermite M, Boiteux G, Jeszka JK (2007) Electrical and mechanical properties of carbon nanotube/ultrahigh-molecular-weight polyethylene composites prepared by a filler prelocalization method. J Appl Polym Sci 105(1):158–168
Gao JF, Li ZM, Meng Q, Yang Q (2008) CNTs/UHMWPE composites with a two-dimensional conductive network. Mater Lett 62(20):3530–3532
Al-Saleh MH, Jawad SA, El Ghanem HM (2014) Electrical and dielectric behaviors of dry-mixed CNT/UHMWPE nanocomposites. High Perform Polym 26(2):205–211
Deplancke T, Lame O, Barrau S, Ravi K, Dalmas F (2017) Impact of carbon nanotube prelocalization on the ultra-low electrical percolation threshold and on the mechanical behavior of sintered UHMWPE-based nanocomposites. Polymer 111:204–213
Pang H, Bao Y, Chen C, Lei J, Ji X, Chen J, Li ZM (2012) Influence of the compaction temperature on the electrical and mechanical properties of the segregated conductive ultrahigh molecular weight polyethylene/carbon nanotube composite. Polym Plast Technol 51(15):1530–1536
Xiang D, Harkin-Jones E, Linton D, Martin P (2015) Structure, mechanical and electrical properties of high-density polyethylene/multi-walled carbon nanotube composites processed by compression molding and blown film extrusion. J Appl Polym Sci 132(42):42665
Kharchenko SB, Douglas JF, Obrzut J, Grulke EA, Migler KB (2004) Flow-induced properties of nanotube-filled polymer materials. Nat Mater 3(8):564–568
Tjong SC, Liang GD, Bao SP (2007) Electrical behavior of polypropylene/multiwalled carbon nanotube nanocomposites with low percolation threshold. Scr Mater 57(6):461–464
Seo MK, Park SJ (2004) Electrical resistivity and rheological behaviors of carbon nanotubes-filled polypropylene composites. Chem Phys Lett 395(1–3):44–48
Ghislandi M, Tkalya E, Marinho B, Koning CE (2013) Electrical conductivities of carbon powder nanofillers and their latex-based polymer composites. Compos Part A Appl Sci Manuf 53:145–151
Verma P, Saini P, Choudhary V (2015) Designing of carbon nanotube/polymer composites using melt recirculation approach: effect of aspect ratio on mechanical, electrical and EMI shielding response. Mater Des 88:269–277
Wu HY, Jia LC, Yan DX, Gao JF, Zhang XP, Ren PG, Li ZM (2018) Simultaneously improved electromagnetic interference shielding and mechanical performance of segregated carbon nanotube/polypropylene composite via solid phase molding. Compos Sci Technol 156:87–94
Ngabonziza Y, Li J, Barry CF (2011) Electrical conductivity and mechanical properties of multiwalled carbon nanotube-reinforced polypropylene nanocomposites. Acta Mech 220(1–4):289–298
Stan F, Sandu LI, Fetecau C, Rosculet R (2017) Effect of reprocessing on the rheological, electrical, and mechanical properties of polypropylene/carbon nanotube composites. J Micro Nano Manuf 5(2):021005
Ayewah DOO, Davis DC, Krishnamoorti R, Lagoudas DC, Sue HJ, Willson M (2010) A surfactant dispersed SWCNT-polystyrene composite characterized for electrical and mechanical properties. Compos Part A Appl Sci Manuf 41(7):842–849
Ibrahim SS, Ayesh AS, Abdel-Rahem RA (2017) Investigation on the physical properties of multiwalled carbon nanotube–polystyrene nanocomposites treated with 2, 3-hydroxy-2-naphthoic acid. J Thermoplast Compos Mater 30(8):1120–1135
Lisunova MO, Mamunya YP, Lebovka NI, Melezhyk AV (2007) Percolation behaviour of ultrahigh molecular weight polyethylene/multi-walled carbon nanotubes composites. Eur Polym J 43(3):949–958
Kota AK, Cipriano BH, Duesterberg MK, Gershon AL, Powell D, Raghavan SR, Bruck HA (2007) Electrical and rheological percolation in polystyrene/MWCNT nanocomposites. Macromolecules 40(20):7400–7406
Paul A, Grady BP, Ford WT (2012) Polystyrene composites of single-walled carbon nanotubes-graft-polystyrene. Polym Int 61(11):1603–1610
Hermant MC, Smeets NMB, van Hal RCF, Meuldijk J, Heuts HP, Klumperman B, van Herk AM, Koning CE (2009) Influence of the molecular weight distribution on the percolation threshold of carbon nanotube-polystyrene composites. e-Polymers 9(1). https://doi.org/10.1515/epoly.2009.9.1.248
Regev O, ElKati PNB, Loos J, Koning CE (2004) Preparation of conductive nanotube–polymer composites using latex technology. Adv Mater 16(3):248–251
Dalmas F, Cavaillé JY, Gauthier C, Chazeau L, Dendievel R (2007) Viscoelastic behavior and electrical properties of flexible nanofiber filled polymer nanocomposites. Influence of processing conditions. Compos Sci Technol 67(5):829–839
Grossiord N, Loos J, Koning CE (2005) Strategies for dispersing carbon nanotubes in highly viscous polymers. J Mater Chem 15(24):2349–2352
Yu J, Lu K, Sourty E, Grossiord N, Koning CE (2007) Characterization of conductive multiwall carbon nanotube/polystyrene composites prepared by latex technology. Carbon 45(15):2897–2903
Grossiord N, Miltner HE, Loos J, Meuldijk J, Van Mele B, Koning CE (2007) On the crucial role of wetting in the preparation of conductive polystyrene–carbon nanotube composites. Chem Mater 19(15):3787–3792
Koysuren O, Karaman M, Ozyurt D (2013) Effect of noncovalent chemical modification on the electrical conductivity and tensile properties of poly (methyl methacrylate)/carbon nanotube composites. J Appl Polym Sci 127(6):4557–4563
Kalakonda P, Banne S (2017) Thermomechanical properties of PMMA and modified SWCNT composites. Nanotechnol Sci Appl 10:45–52
Ryu SH, Cho HB, Moon JW, Kwon YT, Eom NSA, Lee S, Hussain M, Choa YH (2016) Highly conductive polymethly(methacrylate)/multi-wall carbon nanotube composites by modeling a three-dimensional percolated microstructure. Compos Part A Appl Sci Manuf 91:133–139
Skakalova V, Dettlaff-Weglikowska U, Roth S (2005) Electrical and mechanical properties of nanocomposites of single wall carbon nanotubes with PMMA. Synth Met 152(1–3):349–352
Kim HM, Choi MS, Joo J, Cho SJ, Yoon HS (2006) Complexity in charge transport for multiwalled carbon nanotube and poly(methyl methacrylate) composites. Phys Rev B 74(5):054202
Dettlaff-Weglikowska U, Kaempgen M, Hornbostel B, Skakalova V, Wang J, Liang J, Roth S (2006) Conducting and transparent SWNT/polymer composites. Phys Status Solidi B 243(13):3440–3444
Xin F, Li L (2011) Decoration of carbon nanotubes with silver nanoparticles for advanced CNT/polymer nanocomposites. Compos Part A Appl Sci Manuf 42(8):961–967
Dhibar S, Das CK (2014) Silver nanoparticles decorated polyaniline/multiwalled carbon nanotubes nanocomposite for high-performance supercapacitor electrode. Ind Eng Chem Res 53(9):3495–3508
Chun KY, Oh Y, Rho J, Ahn JH, Kim YJ, Choi HR, Baik S (2010) Highly conductive, printable and stretchable composite films of carbon nanotubes and silver. Nat Nanotechnol 5(12):853–857
Kim KS, Park SJ (2011) Influence of silver-decorated multi-walled carbon nanotubes on electrochemical performance of polyaniline-based electrodes. J Solid State Chem 184(10):2724–2730
Shim JJ (2011) Facile synthesis and characterization of carbon nanotubes/silver nanohybrids coated with polyaniline. Synth Met 161(19–20):2078–2082
Choi K, Yu C (2012) Highly doped carbon nanotubes with gold nanoparticles and their influence on electrical conductivity and thermopower of nanocomposites. PLoS ONE 7(9):e44977
Yuen SM, Ma CCM, Chuang CY, Hsiao YH, Chiang CL, Yu AD (2008) Preparation, morphology, mechanical and electrical properties of TiO2 coated multiwalled carbon nanotube/epoxy composites. Compos Part A Appl Sci Manuf 39(1):119–125
Alam J, Khan A, Alam M, Mohan R (2015) Electroactive shape memory property of a Cu-decorated CNT dispersed PLA/ESO nanocomposite. Materials 8(9):6391–6400
Hawkins SA, Yao H, Wang H, Sue HJ (2017) Tensile properties and electrical conductivity of epoxy composite thin films containing zinc oxide quantum dots and multi-walled carbon nanotubes. Carbon 115:18–27
Guadagno L, Raimondo M, Vittoria V, Vertuccio L, Lafdi K, De Vivo B, Lamberti P, Spinelli G, Tucci V (2013) The role of carbon nanofiber defects on the electrical and mechanical properties of CNF-based resins. Nanotechnology 24:305704
Paleo AJ, Sencadas V, van Hattum FWJ, Lanceros-Méndez S, Ares A (2014) Carbon nanofiber type and content dependence of the physical properties of carbon nanofiber reinforced polypropylene composites. Polym Eng Sci 54:117–128
Bal S, Saha S (2014) Comparison and analysis of physical properties of carbon nanomaterial-doped polymer composites. High Perform Polym 26:953–960
Varela-Rizo H, Bittolo-Bon S, Rodriguez-Pastor I, Valentini L, Martin-Gullon I (2012) Processing and functionalization effect in CNF/PMMA nanocomposites. Compos Part A Appl Sci Manuf 43:711–721
Li Y, Ji J, Wang Y, Li R, Zhong WH (2018) Soy protein-treated nanofillers creating adaptive interfaces in nanocomposites with effectively improved conductivity. J Mater Sci 53(11):8653–8665. https://doi.org/10.1007/s10853-018-2121-y
Jimenez GA, Jana SC (2007) Electrically conductive polymer nanocomposites of polymethylmethacrylate and carbon nanofibers prepared by chaotic mixing. Compos Part A Appl Sci Manuf 38:983–993
Roy N, Bhowmick AK (2011) In situ preparation, morphology and electrical properties of carbon nanofiber/polydimethylsiloxane nanocomposites. J Mater Sci 47:272–281. https://doi.org/10.1007/s10853-011-5795-y
Mapkar JA, Belashi A, Berhan LM, Coleman MR (2013) Formation of high loading flexible carbon nanofiber network composites. Compos Sci Technol 75:1–6
Mondal S, Nayak L, Rahaman M, Aldalbahi A, Chaki TK, Khastgir D, Das NC (2017) An effective strategy to enhance mechanical, electrical, and electromagnetic shielding effectiveness of chlorinated polyethylene-carbon nanofiber nanocomposites. Compos Part B Eng 109:155–169
Li J, Sham M, Kim J, Marom G (2007) Morphology and properties of UV/ozone treated graphite nanoplatelet/epoxy nanocomposites. Compos Sci Technol 67(2):296–305
Wajid AS, Ahmed HST, Das S, Irin F, Jankowski AF, Green MJ (2013) High-performance pristine graphene/epoxy composites with enhanced mechanical and electrical properties. Macromol Mater Eng 298(3):339–347
Li D, Müller MB, Gilje S, Kaner RB, Wallace GG (2008) Processable aqueous dispersions of graphene nanosheets. Nat Nanotechnol 3(2):101–105
Chandrasekaran S, Seidel C, Schulte K (2013) Preparation and characterization of graphite nano-platelet (GNP)/epoxy nano-composite: mechanical, electrical and thermal properties. Eur Polym J 49(12):3878–3888
Jović N, Dudić D, Montone A, Antisari MV, Mitrić M, Djoković V (2008) Temperature dependence of the electrical conductivity of epoxy/expanded graphite nanosheet composites. Scr Mater 58(10):846–849
Tien DH, Park J, Han SA, Ahmad M, Seo Y, Shin K (2011) Electrical and thermal conductivities of stycast 1266 epoxy/graphite composites. J Korean Phys Soc 59(4):2760–2764
Li Y, Zhang H, Porwal H, Huang Z, Bilotti E, Peijs T (2017) Mechanical, electrical and thermal properties of in situ exfoliated graphene/epoxy nanocomposites. Compos Part A Appl Sci Manuf 95:229–236
Yoonessi M, Gaier JR (2010) Highly conductive multifunctional graphene polycarbonate nanocomposites. ACS Nano 4:7211–7220
Pham VH, Dang TT, Hur SH, Kim EJ, Chung JS (2012) Highly conductive poly(methyl methacrylate) (PMMA)-reduced graphene oxide composite prepared by self-assembly of PMMA latex and graphene oxide through electrostatic interaction. ACS Appl Mater Interfaces 4(5):2630–2636
Wang D, Zhang X, Zha JW, Zhao J, Dang ZM, Hu GH (2013) Dielectric properties of reduced graphene oxide/polypropylene composites with ultralow percolation threshold. Polymer 54(7):1916–1922
Stankovich S, Dikin DA, Dommett GH, Kohlhaas KM, Zimney EJ, Stach EA, Piner RD, Nguyen ST, Ruoff RS (2006) Graphene-based composite materials. Nature 442(7100):282–286
Tkalya E, Ghislandi M, Alekseev A, Koning C, Loos J (2010) Latex-based concept for the preparation of graphene-based polymer nanocomposites. J Mater Chem 20(15):3035–3039
Long G, Tang C, Wong KW, Man C, Fan M, Lau WM, Xu T, Wang B (2013) Resolving the dilemma of gaining conductivity but losing environmental friendliness in producing polystyrene/graphene composites via optimizing the matrix-filler structure. Green Chem 15(3):821–828
Wu C, Huang X, Wang G, Lv L, Chen G, Li G, Jiang P (2013) Highly conductive nanocomposites with three-dimensional, compactly interconnected graphene networks via a self-assembly process. Adv Funct Mater 23(4):506–513
Jun YS, Um JG, Jiang G, Lui G, Yu A (2018) Ultra-large sized graphene nano-platelets (GnPs) incorporated polypropylene (PP)/GnPs composites engineered by melt compounding and its thermal, mechanical, and electrical properties. Compos Part B Eng 133:218–225
Ryu SH, Shanmugharaj AM (2014) Influence of long-chain alkylamine-modified graphene oxide on the crystallization, mechanical and electrical properties of isotactic polypropylene nanocomposites. Chem Eng J 244:552–560
Tripathi SN, Saini P, Gupta D, Choudhary V (2013) Electrical and mechanical properties of PMMA/reduced graphene oxide nanocomposites prepared via in situ polymerization. J Mater Sci 48(18):6223–6232. https://doi.org/10.1007/s10853-013-7420-8
Wang C, Lan Y, Li X, Yu W, Qian Y (2016) Improving the mechanical, electrical, and thermal properties of polyimide by incorporating functionalized graphene oxide. High Perform Polym 28(7):800–808
Qian Y, Wu H, Yuan D, Li X, Yu W, Wang C (2015) In situ polymerization of polyimide-based nanocomposites via covalent incorporation of functionalized graphene nanosheets for enhancing mechanical, thermal, and electrical properties. J Appl Polym Sci 132(44):1006–1016
Wang P, Chong H, Zhang J, Lu H (2017) Constructing 3D graphene networks in polymer composites for significantly improved electrical and mechanical properties. ACS Appl Mater Interfaces 9(26):22006–22017
Lago E, Toth PS, Pugliese G, Pellegrini V, Bonaccorso F (2016) Solution blending preparation of polycarbonate/graphene composite: boosting the mechanical and electrical properties. RSC Adv 6(100):97931–97940
Fim FDC, Basso NRS, Graebin AP, Azambuja DS, Galland GB (2013) Thermal, electrical, and mechanical properties of polyethylene-graphene nanocomposites obtained by in situ polymerization. J Appl Polym Sci 128(5):2630–2637
Tang G, Jiang ZG, Li X, Zhang HB, Dasari A, Yu ZZ (2014) Three dimensional graphene aerogels and their electrically conductive composites. Carbon 77:592–599
Kuang T, Chang L, Chen F, Sheng Y, Fu D, Peng X (2016) Facile preparation of lightweight high-strength biodegradable polymer/multi-walled carbon nanotubes nanocomposite foams for electromagnetic interference shielding. Carbon 105:305–313
Athanasopoulos N, Baltopoulos A, Matzakou M, Vavouliotis A, Kostopoulos V (2012) Electrical conductivity of polyurethane/MWCNT nanocomposite foams. Polym Compos 33(8):1302–1312
Zhang HB, Yan Q, Zheng WG, He Z, Yu ZZ (2011) Tough graphene-polymer microcellular foams for electromagnetic interference shielding. ACS Appl Mater Interfaces 3(3):918–924
Ling J, Zhai W, Feng W, Shen B, Zhang J, Zheng W (2013) Facile preparation of lightweight microcellular polyetherimide/graphene composite foams for electromagnetic interference shielding. ACS Appl Mater Interfaces 5(7):2677–2684
Yan DX, Dai K, Xiang ZD, Li ZM, Ji X, Zhang WQ (2011) Electrical conductivity and major mechanical and thermal properties of carbon nanotube-filled polyurethane foams. J Appl Polym Sci 120(5):3014–3019
You KM, Park SS, Lee CS, Kim JM, Park GP, Kim WN (2011) Preparation and characterization of conductive carbon nanotube-polyurethane foam composites. J Mater Sci 46(21):6850–6855. https://doi.org/10.1007/s10853-011-5645-y
Eswaraiah V, Sankaranarayanan V, Ramaprabhu S (2011) Functionalized graphene-PVDF foam composites for EMI shielding. Macromol Mater Eng 296(10):894–898
Yue J, Xu Y, Bao J (2017) Epoxy–carbon black composite foams with tunable electrical conductivity and mechanical properties: foaming improves the conductivity. J Appl Polym Sci 134(33):45071
Chen Z, Xu C, Ma C, Ren W, Cheng HM (2013) Lightweight and flexible graphene foam composites for high-performance electromagnetic interference shielding. Adv Mater 25(9):1296–1300
Jia J, Sun X, Lin X, Shen X, Mai YW, Kim JK (2014) Exceptional electrical conductivity and fracture resistance of 3D interconnected graphene foam/epoxy composites. ACS Nano 8(6):5774–5783
Li Q, Chen L, Li X, Zhang J, Zhang X, Zheng K, Fang F, Zhou H, Tian X (2016) Effect of multi-walled carbon nanotubes on mechanical, thermal and electrical properties of phenolic foam via in situ polymerization. Compos Part A Appl Sci Manuf 82:214–225
Embrey L, Nautiyal P, Loganathan A, Idowu A, Boesl B, Agarwal A (2017) Three-dimensional graphene foam induces multifunctionality in epoxy nanocomposites by simultaneous improvement in mechanical, thermal, and electrical properties. ACS Appl Mater Interfaces 9(45):39717–39727
Xu Y, Li Y, Bao J, Zhou T, Zhang A (2016) Rigid thermosetting epoxy/multi-walled carbon nanotube foams with enhanced conductivity originated from a flow-induced concentration effect. RSC Adv 6(44):37710–37720
Chen Y, Zhang HB, Yang Y, Wang M, Cao A, Yu ZZ (2016) High-performance epoxy nanocomposites reinforced with three-dimensional carbon nanotube sponge for electromagnetic interference shielding. Adv Funct Mater 26(3):447–455
Ariño R, Álvarez E, Rigdahl M (2015) Enhancing the electrical conductivity of carbon black/graphite nanoplatelets: poly(ethylene-butyl acrylate) composites by melt extrusion. J Appl Polym Sci 133(3):42897
Cui CH, Pang H, Yan DX, Jia LC, Jiang X, Lei J, Li ZM (2015) Percolation and resistivity-temperature behaviours of carbon nanotube-carbon black hybrid loaded ultrahigh molecular weight polyethylene composites with segregated structures. RSC Adv 5(75):61318–61323
Mondal S, Khastgir D (2017) Elastomer reinforcement by graphene nanoplatelets and synergistic improvements of electrical and mechanical properties of composites by hybrid nano fillers of graphene-carbon black & graphene-MWCNT. Compos Part A Appl Sci Manuf 102:154–165
Che J, Wu K, Lin Y, Wang K, Fu Q (2017) Largely improved thermal conductivity of HDPE/expanded graphite/carbon nanotubes ternary composites via filler network-network synergy. Compos Part A Appl Sci Manuf 99:32–40
Yue L, Pircheraghi G, Monemian SA, Manas-Zloczower I (2014) Epoxy composites with carbon nanotubes and graphene nanoplatelets-dispersion and synergy effects. Carbon 78:268–278
Wang J, Jin X, Wu H, Guo S (2017) Polyimide reinforced with hybrid graphene oxide @ carbon nanotube: toward high strength, toughness, electrical conductivity. Carbon 123:502–513
Zhang S, Yin S, Rong C, Huo P, Jiang Z, Wang G (2013) Synergistic effects of functionalized graphene and functionalized multi-walled carbon nanotubes on the electrical and mechanical properties of poly(ether sulfone) composites. Eur Polym J 49(10):3125–3134
Kim M, Kang GH, Park HW, Park YB, Park YH, Yoon KH (2012) Design, manufacturing, and characterization of high-performance lightweight bipolar plates based on carbon nanotube-exfoliated graphite nanoplatelet hybrid nanocomposites. J Nanomater 2012:1–8
Ghaleb ZA, Mariatti M, Ariff ZM (2017) Synergy effects of graphene and multiwalled carbon nanotubes hybrid system on properties of epoxy nanocomposites. J Reinf Plast Compos 36(9):685–695
Liu YT, Dang M, Xie XM, Wang ZF, Ye XY (2011) Synergistic effect of Cu2+-coordinated carbon nanotube/graphene network on the electrical and mechanical properties of polymer nanocomposites. J Mater Chem 21(46):18723–18729
Kim J, Kim SW, Yun H, Kim BJ (2017) Impact of size control of graphene oxide nanosheets for enhancing electrical and mechanical properties of carbon nanotube–polymer composites. RSC Adv 7(48):30221–30228
Lin JH, Lin ZI, Pan YJ, Chen CK, Huang CL, Huang CH, Lou CW (2016) Improvement in mechanical properties and electromagnetic interference shielding effectiveness of PVA-based composites: synergistic effect between graphene nano-sheets and multi-walled carbon nanotubes. Macromol Mater Eng 301(2):199–211
Wegrzyn M, Ortega A, Benedito A, Gimenez E (2015) Thermal and electrical conductivity of melt mixed polycarbonate hybrid composites co-filled with multi-walled carbon nanotubes and graphene nanoplatelets. J Appl Polym Sci 132(37):42536
Manjaly Poulose A, Anis A, Shaikh H, George J, Al-Zahrani SM (2017) Effect of plasticizer on the electrical, thermal, and morphological properties of carbon black filled poly (propylene). Polym Compos 38(11):2472–2479
Zhang X, Liu J, Wang Y, Wu W (2017) Effect of polyamide 6 on the morphology and electrical conductivity of carbon black-filled polypropylene composites. R Soc Open Sci 4(12):170769
Afzal A, Kausar A, Siddiq M (2016) Perspectives of polystyrene composite with fullerene, carbon black, graphene, and carbon nanotube: a review. Polym Plast Technol 55(18):1988–2011
Ahmed HM, Windham AD, Al-Ejji MM, Al-Qahtani NH, Hassan MK, Mauritz KA, Buchanan RK, Buchanan JP (2015) Preparation and preliminary dielectric characterization of structured C60-Thiol-Ene polymer nanocomposites assembled using the Thiol-Ene click reaction. Materials 8(11):7795–7804
Tayfun U, Kanbur Y, Abaci U, Guney HY, Bayramli E (2015) Mechanical, flow and electrical properties of thermoplastic polyurethane/fullerene composites: effect of surface modification of fullerene. Compos Part B Eng 80:101–107
Badamshina E, Estrin Y, Gafurova M (2013) Nanocomposites based on polyurethanes and carbon nanoparticles: preparation, properties and application. J Mater Chem A 1(22):6509–6529
Spitalsky Z, Tasis D, Papagelis K, Galiotis C (2010) Carbon nanotube-polymer composites: chemistry, processing, mechanical and electrical properties. Prog Polym Sci 35(3):357–401
Mittal G, Dhand V, Rhee KY, Park SJ, Lee WR (2015) A review on carbon nanotubes and graphene as fillers in reinforced polymer nanocomposites. J Ind Eng Chem 21:11–25
Kaseem M, Hamad K, Ko YG (2016) Fabrication and materials properties of polystyrene/carbon nanotube (PS/CNT) composites: a review. Eur Polym J 79:36–62
Iijima S (1991) Helical microtubules of graphitic carbon. Nature 354:56–58
Ajayan PM, Stephan O, Colliex C, Trauth D (1994) Aligned carbon nanotube arrays formed by cutting a polymer resin-nanotube composite. Science 265:1212–1214
Sun ML (2002) Application principle and theory of epoxy resins. China Machine Press, Beijing, pp 115–140
Velasco-Santos C, Martinez-Hernandez AL, Fisher FT, Ruoff R, Castano VM (2003) Improvement of thermal and mechanical properties of carbon nanotube composites through chemical functionalization. Chem Mater 15:4470–4475
Zhu J, Kim JD, Peng HQ, Margrave JL, Khabashesku VN, Barrera EV (2003) Improving the dispersion and integration of single-walled carbon nanotubes in epoxy composites through functionalization. Nano Lett 3:1107–1113
Wang S, Liang Z, Liu T, Wang B, Zhang C (2006) Effective functionalization of carbon nanotubes for reinforcing epoxy polymer composites. Nanotechnology 17:1551–1557
Park SH, Bandaru PR (2010) Improved mechanical properties of carbon nanotube/polymer composites through the use of carboxyl-epoxide functional group linkages. Polymer 51:5071–5077
Simmons TJ, Hashim D, Vajtai R, Ajayan PM (2007) Large area-aligned arrays from direct deposition of single-wall carbon nanotube inks. J Am Chem Soc 129:10088–10089
Hu Z, Xu J, Tian Y, Peng R, Xian Y, Ran Q, Jin L (2010) Layer-by-layer assembly of poly(sodium 4-styrenesulfonate) wrapped multi-walled carbon nanotubes with polyaniline nanofibers and its electrochemistry. Carbon 48:3729–3736
Ben-Valid S, Dumortier H, Decossas M, Sfez R, Meneghetti M, Bianco A, Yitzchaik S (2010) Polyaniline-coated single-walled carbon nanotubes: synthesis, characterization and impact on primary immune cells. J Mater Chem 20:2408–2417
Jiang H, Du C, Zou Z, Li X, Akins DL, Yang H (2009) A biosensing platform based on horseradish peroxidase immobilized onto chitosan-wrapped single-walled carbon nanotubes. J Solid State Electrochem 13:791–798
Ferreira T, Paiva MC, Pontes AJ (2013) Dispersion of carbon nanotubes in polyamide 6 for microinjection moulding. J Polym Res 20(11):301
Ayesh AS, Ibrahim SS, Al-Jaafari AA, Abdel-Rahem RA, Sheikh NS, Kotb HM (2015) Electrical and mechanical properties of β-hydroxynaphthoic acid-multiwalled carbon nanotubes-polystyrene nanocomposites. J Thermoplast Compos Mater 28(6):863–878
Jiang H, Zhu L, Moon KS, Wong C (2007) The preparation of stable metal nanoparticles on carbon nanotubes whose surfaces were modified during production. Carbon 45(3):655–661
Tzitzios V, Georgakilas V, Oikonomou E, Karakassides M, Petridis D (2006) Synthesis and characterization of carbon nanotube/metal nanoparticle composites well dispersed in organic media. Carbon 44(5):848–853
Ang L, Hor TA, Xu G, Tung C, Zhao S, Wang JL (2000) Decoration of activated carbon nanotubes with copper and nickel. Carbon 38(3):363–372
Li X, Liu Y, Fu L, Cao L, Wei D, Wang Y (2006) Efficient synthesis of carbon nanotube-nanoparticle hybrids. Adv Funct Mater 16(18):2431–2437
Kumar A, Singh AP, Kumari S, Srivastava A, Bathula S, Dhawan S, Dutta P, Dhar A (2015) EM shielding effectiveness of Pd–CNT–Cu nanocomposite buckypaper. J Mater Chem A 3(26):13986–13993
Wu B, Kuang Y, Zhang X, Chen J (2011) Noble metal nanoparticles/carbon nanotubes nanohybrids: synthesis and applications. Nano Today 6(1):75–90
Dai K, Shi L, Fang J, Zhang Y (2007) Synthesis of silver nanoparticles on functional multi-walled carbon nanotubes. Mater Sci Eng A 465(1–2):283–286
Chowdhury S, Olima M, Liu Y, Saha M, Bergman J, Robison T (2016) Poly dimethylsiloxane/carbon nanofiber nanocomposites: fabrication and characterization of electrical and thermal properties. Int J Smart Nano Mater 7:236–247
Gumel AM, Annuar MSM, Ishak KA, Ahmad N (2014) Carbon nanofibers-poly-3-hydroxyalkanoates nanocomposite: ultrasound-assisted dispersion and thermostructural properties. J Nanomater 2014:1–10
Varela-Rizo H, Montes de Oca G, Rodriguez-Pastor I, Monti M, Terenzi A, Martin-Gullon I (2012) Analysis of the electrical and rheological behavior of different processed CNF/PMMA nanocomposites. Compos Sci Technol 72:218–224
Nie Y, Hübert T (2011) Effect of carbon nanofiber (CNF) silanization on the properties of CNF/epoxy nanocomposites. Polym Int 60:1574–1580
Ajeesh G, Bhowmik S, Sivakumar V, Varshney L, Kumar V, Abraham M (2016) Influence of surface activated carbon nano fiber on thermo-mechanical properties of high performance polymeric nano composites. J Compos Mater 51:1057–1072
Kasgoz A, Akın D, Durmus A (2015) Effects of size and shape originated synergism of carbon nano fillers on the electrical and mechanical properties of conductive polymer composites. J Appl Polym Sci 132:42313
Higgins BA, Brittain WJ (2005) Polycarbonate carbon nanofiber composites. Eur Polym J 41:889–893
Novoselov KS, Geim AK, Morozov SV, Jiang D, Zhang Y, Dubonos SV, Grigorieva IV, Firsov AA (2004) Electric field effect in atomically thin carbon films. Science 306:666–669
Sengupta R, Bhattacharya M, Bandyopadhyay S, Bhowmick AK (2011) A review on the mechanical and electrical properties of graphite and modified graphite reinforced polymer composites. Prog Polym Sci 36(5):638–670
Phiri J, Gane P, Maloney TC (2017) General overview of graphene: production, properties and application in polymer composites. Mater Sci Eng B 215:9–28
Li B, Zhong WH (2011) Review on polymer/graphite nanoplatelet nanocomposites. J Mater Sci 46(17):5595–5614. https://doi.org/10.1007/s10853-011-5572-y
Gao J, Liu F, Liu Y, Ma N, Wang Z, Zhang X (2010) Environment-friendly method to produce graphene that employs vitamin C and amino acid. Chem Mater 22(7):2213–2218
Zhu C, Guo S, Fang Y, Dong S (2010) Reducing sugar: new functional molecules for the green synthesis of graphene nanosheets. ACS Nano 4(4):2429–2437
Yang Y, Gupta MC, Dudley KL, Lawrence RW (2005) Conductive carbon nanofiber-polymer foam structures. Adv Mater 17:1999–2003
Wu D, Lv Q, Feng S, Chen J, Chen Y, Qiu Y, Yao X (2015) Polylactide composite foams containing carbon nanotubes and carbon black: synergistic effect of filler on electrical conductivity. Carbon 95:380–387
Gui X, Wei J, Wang K, Cao A, Zhu H, Jia Y, Shu Q, Wu D (2010) Carbon nanotube sponges. Adv Mater 22(5):617–621
Zhang H, Wang C, Zhang Y (2015) Preparation and properties of styrene-butadiene rubber nanocomposites blended with carbon black-graphene hybrid filler. J Appl Polym Sci 132(3):41309
Oh JY, Kim YS, Jung Y, Yang SJ, Park CR (2016) Preparation and exceptional mechanical properties of bone-mimicking size-tuned graphene oxide@carbon nanotube hybrid paper. ACS Nano 10(2):2184–2192
Bian J, Wang G, Lin HL, Zhou X, Wang ZJ, Xiao WQ, Zhao XW (2017) HDPE composites strengthened-toughened synergistically by l-aspartic acid functionalized graphene/carbon nanotubes hybrid nanomaterials. J Appl Polym Sci 134:45055
Ma L, Wang G, Dai J (2016) Preparation of a functional reduced graphene oxide and carbon nanotube hybrid and its reinforcement effects on the properties of polyimide composites. J Appl Polym Sci 134(11):44575
Acknowledgements
This work is sponsored by Project funded by China Postdoctoral Science Foundation (Grant No. 2016M602304), Hubei Chenguang Talented Youth Development Foundation (HBCG) and Ministry of Science and Technology-China Fund Project (Grant No. 2015DFA81640).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflicts of interest
There are no conflicts of interest to declare.
Rights and permissions
About this article

Cite this article
Li, Y., Huang, X., Zeng, L. et al. A review of the electrical and mechanical properties of carbon nanofiller-reinforced polymer composites. J Mater Sci 54, 1036–1076 (2019). https://doi.org/10.1007/s10853-018-3006-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-018-3006-9