
Abstract
In recent years, shale gas has been an important fossil fuel. However, drilling in porous and water-sensitive shale using water-based drilling fluids (WBDs) can cause various problems, such as cuttings sedimentation, water penetration into the shale and drill pipe sticking. To solve these problems, this study demonstrated a two-dimensional nano-material (Laponite) as a multi-functional additive in WBDs for rheological control, nano-crack plugging and decreased drill pipe sticking. First, during rheological testing, the 2% Laponite suspension maintained good shear-thinning behavior in the elastic modulus (G′) and apparent viscosity after hot rolling at 150 °C compared with 6% sodium bentonite (Na-BT). Additionally, transmission electron microscopy analysis of the Laponite suspension demonstrated that the nano-sized Laponite layers maintained a better spatial network. Second, the Brunner–Emmet–Teller analysis of shale nano-pores indicated that shale immersed in the 2% Laponite suspension maintained a lower 10–100 nm nano-pore volume compared with 2% nano-SiO2 and 4% Na-BT. Furthermore, scanning electron microscopy of the shale showed that the Laponite layers plugged into the nano-pores, prevented free water from penetrating into the nano-cracks and decreased shale swelling in water. Third, the American Petroleum Institute filtration test showed that the Laponite suspension formed a far more smooth and compact filtrate cake than the Na-BT suspension. These unique abilities suggest that Laponite has the potential to be a multi-functional additive in WBDs for shale drilling to greatly improve rheological and nano-crack plugging properties and filtrate cake quality.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
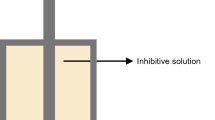
Shale gas is an important fossil fuel for the twenty-first century, especially because the “shale gas revolution” in the USA has achieved great success and large quantities of shale gas and oil have been extracted. Moreover, geologists discovered several large-scale shale gas reservoirs in the Sichuan basin of China and many shale gas extraction projects were conducted in this area [1,2,3,4,5,6]. In shale gas extraction, shale gas well drilling is essential and the most expensive function; therefore, highly efficient and safe well drilling can greatly decease the cost and improve the profit of shale gas extraction. Furthermore, good drilling fluids are vital in shale gas well drilling, which can significantly decrease borehole accidents, such as borehole collapse, drill pipe sticking and well loss. Because of improved environmental protection and lower prices, WBDs are more commonly used compared with oil-based drilling fluids (OBDs). The main additives in WBDs are bentonite clay, various polymers, weighting agents and lubricants [7]. However, WBDs that are utilized in shale reservoirs cause various difficult problems, especially in horizontal wells, as shown in Fig. 1. First, the use of WBDs for drilling shale is likely to cause wellbore collapse. Shale is mainly composed of clay, quartz, feldspar and calcite minerals, which are sensitive to water. Shale is also compact and has abundant nano-sized cracks, and many scholars have analyzed the nano-pore structure in shale using N2 adsorption methods [8, 9]. Free water in drilling fluids can easily enter the cracks under capillary forces and pressures [10]. Thus, when water enters the nano-cracks in shale, the clay minerals hydrate and swell, which can cause borehole collapse. To address the problem of water penetration in the nano-cracks of shale, various nano-plugging agents have been researched for WBDs, such as nano-SiO2, graphite and aluminum salt [11,12,13]. In 2013, Akhtarmanesh used aqueous colloidal nano-silica to plug low-permeability rocks. The results showed that nano-silica dramatically reduced the pressure increase in rocks up to 97%, but a relatively high quantity of nano-silica was required [14]. In 2015, An Yuxiu used ethylenediamine to modify graphite, which showed good performance in plugging nano-cracks and inhibiting clay swelling. In 2016, Wu Yuanpeng and co-workers used poly-AMPS to modify the surface of nano-SiO2, which maintained good salt tolerance in Na-BT-based mud and greatly decreased the permeability of an artificial mud cake by nearly 80% under 80 °C [15]. However, these chemical modification processes for nanoparticles are costly and need toxic organic solvents, which greatly limit the large-scale application of nanoparticles in WBDs [16].

Three problems caused by WBDs in the drilling of a horizontal well for shale gas
Moreover, it is difficult to thoroughly circulate the cuttings back to the ground in the horizontal section of a horizontal well. The essential rheological thickener in WBDs is bentonite (Na-BT), which forms a typical “card-house” structure in water [17] to suspend cuttings and weighting agents. However, for long distance horizontal wells, low-concentration Na-BT suspensions cannot maintain the necessary gel structure to carry cuttings, which can settle and form a “cuttings bed.” The cuttings sediments in the borehole are repeatedly grinded to decrease the drilling rate and stick the drill pipes. In WBDs, in order to obtain a high gel structure to carry the cuttings, more Na-BTs and polymers are necessary. In our previous work, we found that the amphibiotic polyacrylamide derivate exhibited better performance in enhancing the viscosity and yield stress of the Na-BT suspension compared with the anionic polyacrylamide derivate [18]. In 2013, Sabbaghi et al. synthesized polyacrylamide with nano-TiO2, which was beneficial in decreasing the fluid loss and cake thickness and increasing the viscosity of the WBD [19]. In 2014, Sangwai and co-workers mixed CuO/ZnO nano-fluids and xanthan to enhance the viscosity of WBDs under high temperatures and high pressures [20]. In 2016, Mei-Chun Li and co-workers used environmentally friendly cellulose nanoparticles as a rheological modifier in WBDs, which enhanced the shear-thinning behavior and viscosity of the Na-BT suspension [21]. However, additional Na-BTs and polymers will inevitably increase costs and cause several problems for the WBDs, such as a high plastic viscosity and a thick filtrate cake. A high plastic viscosity can waste the pumping energy, and a thick filtrate cake can cause a pipe sticking problem. Therefore, to solve nano-crack plugging, rheology and pipe sticking problems in WBDs, a new nano-sized material with high viscosity and good dispersion in water is needed. Furthermore, this new material should be available in large quantities and nontoxic to the environment.
Laponite is a synthetic nano-sheet material with similar structure as natural bentonite. A Laponite layer contains two outside parallel sheets of a silicon-oxygen tetrahedron and one central parallel sheet of an aluminum-oxygen octahedron. Like natural smectites, Laponite layers have crystal defects that are caused by the replacement of magnesium with lithium in the central sheet, which produces permanent negative charges on the surface of the Laponite layers [22]. Laponite layers maintain a nanoscale size of 25 nm in diameter and 0.92 nm in height. Because of the nanoscale-sized layers and crystal structure, Laponite easily hydrates and forms a gel structure in water and maintains excellent shear-thinning properties. Additionally, Laponite has been thoroughly investigated in water hydrogels, biomaterials and colloid rheology [23,24,25,26,27,28,29,30]. In drilling field, some papers were aimed at the rheological properties of Laponite suspensions. In 2002, Pereira and Pinho investigated the rheology and hydrodynamic behavior of Laponite suspensions and Laponite/carboxymethyl cellulose (CMC) suspensions in pipe flows. The results showed that these suspensions were shear-thinning and thixotropic, and CMC could greatly enhance the viscosity and elasticity of Laponite suspensions and increase the drag reduction in pipe flow as well [31]. In 2012, Ali Taghipour and co-authors prepared a drilling fluids with Laponite, Xanthan gum, soda ash and defoamer. These drilling fluids showed a typical non-Newton fluid, and in the flow loop experiment, the drilling fluids that rested overnight had a better sand transport than the new prepared drilling fluids. The authors stated that it was the gelling effects of the fluids, and further studies were needed to prove this explanation [32]. In 2016, Yu Huang and Lin Wang had summarized the nano-materials for soil improvement, and in this review paper, they pointed out that Laponite layers could form the solid-like gel in the pores of soil because of the good rheological properties, and the gel could enhance the strength of soil and decease the liquefaction risk [33]. However, these rheological researches of Laponite suspensions in drilling field did not focus on the high-temperature underground, which was important for the rheological properties of WBDs.
In this paper, we used Laponite as rheological modifiers and nano-crack plugging additives in shale reservoir drilling applications. We comprehensively compared Laponite and Na-BT rheological properties and API filtration test results. Then, Laponite, nano-SiO2 and Na-BT were compared regarding their ability to plug nano-cracks in shale using BET analysis. Our findings indicate that Laponite maintains good performance in enhancing the gel structure, plugging nano-cracks in shale and forming thin and smooth filtrate cakes. Moreover, using TEM, SEM and size distribution and zeta potential analyses, we revealed the mechanism of Laponite as a multi-functional additive for improving the rheological and nano-crack plugging properties and filtrate cakes quality.
Experimental methods
Materials
Materials: bentonite (sodium form) (Sigma-Aldrich Inc. America), Laponite RD (LAP) (Redwood Additives Inc., Germany), pure water with a conductivity rate less than 10 μs/cm (Sigma-Aldrich Inc., America), nano-SiO2 (Energy Chemical Inc., Shanghai, China).
Rheology testing
Rheological properties of the LAP and Na-BT suspensions were measured using a HAAKE rheometer (Thermo Electron Corporation, Germany). The apparent viscosity was measured with a concentric cylinder module, and the shear rate ranged from 1000 to 0.1 rad/s. The strain dependence of the elastic modulus/viscous modulus (G′/G″) was measured using oscillation strain sweeps and the cone-plate model. Additionally, the cone rotor was 35 mm in diameter and 1.0° in cone angle. The sweep strain ranged from 0.01 to 30%, and frequency was fixed at 1 Hz. To research the gel structure recovery property, a period strain sweep procedure was conducted to measure the strain dependence G′ of the Na-BT and LAP suspensions after hot rolling. The period of the procedure was: 0.1% strain (3 min) → 30% strain (3 min) → 0.1% strain (3 min) → 30% strain (3 min) → 0.1% strain (6 min), and the frequency was 10 Hz at all periods. All the samples were measured at 25 °C and were vigorously stirred for 10 min prior to the measurements.
Preparation of the Laponite and Na-BT suspensions
Powdered LAP was mixed with pure water and stirred at 4000 rpm for 20 min. Then, the LAP suspension was sealed in a bottle at 25 °C for 24 h. The Na-BT suspension was prepared with the same conditions as the LAP suspension. Three concentrations of the LAP suspension (2 wt% LAP, 3 wt% LAP and 4 wt% LAP) and two concentrations of the Na-BT suspension (4 wt% Na-BT and 6 wt% Na-BT) were utilized. In the drilling fluids field, hot rolling experiments are typically used to investigate the effect of high temperature on the rheology of drilling fluids. In this work, hot rolling experiments were also conducted for the LAP and Na-BT suspensions. After the LAP and Na-BT particles were stirred with pure water at 4000 rpm for 20 min, the suspensions were sealed in stainless steel aging cells (Fann Instrument Company, America) and rotated at 150 °C for 24 h in a roller oven (Model 802P, Fann Instrument Company, America).
Porous analysis of shale
Shale (Sichuan Weiyuan shale gas reservoir) was cracked and passed through a mesh screen to obtain 20–30 mesh shale. Five grams of 20–30 mesh shale and 100 mL pure water were mixed with each of the following suspensions: 4 wt% Na-BT, 2 wt% LAP and 2 wt% nano-SiO2, and sealed in suction bottles under a 0.05-MPa vacuum degree for 5 h. The water and nanoparticles in the suspension entered the shale cracks under vacuum pressure. Then, each of these mixed suspensions were pulled through a 40 mesh screen to collect the reserve shale particles, which were placed in a vacuum drying oven for 12 h at 50 °C. A BET analysis was conducted using Autosorb iQ Station 1 (Quantachrome Instruments, America) to analyze the nano-pores in the dried shale particles. All the samples that were used in the BET analysis were treated under vacuum at 300 °C for 6 h, and then, a N2 adsorption measurement was taken at 77.35 K in the test bath.
To observe the LAP particles that plugged the shale cracks, several shale plates (25 mm in diameter and 1 mm in thickness) were polished. These polished shale plates were separately immersed in different solutions and sealed in suction bottles with a 0.05-MPa vacuum degree for 5 h. The different solutions were pure water, 4 wt% Na-BT, 2 wt% LAP and 2 wt% nano-SiO2 suspensions. Next, the shale plates were removed from the solutions and slowly washed with pure water to remove surface particles. Then, the plates were dried in a vacuum oven at 50 °C and were later polished using argon ions with a Gatan 691 CS system (Gatan Corporation, America). Finally, all the argon ion-polished shale plates were coated with Au and measured via SEM (Quanta 200F, FEI Corporation, America) at a 20-kV accelerating voltage.
Microstructure of the filtrate cakes and suspensions
A fluid-loss filtration test of the LAP and Na-BT suspensions was conducted with a filter press (Fann Instrument Company) using the API fluids test guideline. All the filtration tests were conducted under a 0.69-MPa nitrogen purge. The API filtrate paper (2.7 μm pore size) was replaced by an 80-nm-pore-sized Teflon filter paper (Minglie Membrane Corporation, Shanghai, China). The filtrate volume (FLAPI) was collected after a 30-min filtration test, and the filtrate cakes were collected and dried in a vacuum oven at 50 °C. The surface features of the filtrate cakes were measured using SEM (Quanta 200F, FEI Corporation) at a 20-kV accelerating voltage. All the filtrate cakes were coated with Au prior to testing.
The size distributions of the LAP and nano-SiO2 particles in water were measured using a Zetasizer Nano ZS (Malvern Instruments Ltd. UK). Because the Na-BT particles were larger than the nanoscale, their sizes in water were measured using the Mastersizer 2000 system (Malvern Instruments Ltd., UK). The zeta potential of the LAP and Na-BT suspensions was also measured using the Zetasizer Nano ZS (Malvern Instruments Ltd., UK). All the suspensions experienced an ultrasound dispersion process for 30 min prior to the size distribution and zeta potential tests. To observe the dispersion of LAP, Na-BT and nano-SiO2 particles in water, the as-prepared suspension was diluted to 0.1 wt% with pure water. Then, the diluted suspension was dropped on the carbon film and the carbon film was dried at 25 °C. Next, TEM (Tecnai G2 F20, FEI Corporation, America) was utilized to observe the particles on the carbon film with a fixed 20-kV accelerating voltage for all the tests.
Results and discussion
Gel structure and shear-thinning behavior of the Laponite suspension
The rheological properties are crucial for WBDs. Additionally, good shear-thinning behavior and relatively high gel structure can improve WBDs by suspending the weighting materials and cuttings in the collar space (low shear rate) [21, 34]. In Fig. 2a, all the samples showed a typical non-Newtonian pseudoplastic fluid (Eq. 1), and the AV shear rate results confirmed a pseudoplastic model with a high R 2 (as shown in Table 1).

Rheological properties of LAP and Na-BT suspensions. (a Apparent viscosity under 0.1–1000 s−1 shear rate; b G′/G″ under oscillation strain sweep, frequency was 1 Hz (samples before hot rolling); c G′/G″ under oscillation strain sweep, frequency was 1 Hz (samples after 150 °C hot rolling); d period oscillation strain sweep of Na-BT and LAP suspensions, the samples were after 150 °C hot rolling.)
In Eq. 1, \( \mu_{\text{a}} \) is the apparent viscosity (mPa·s), K is the flow consistency index, and n is the flow behavior index. In the pseudoplastic model, a smaller flow behavior index presents a higher shear-thinning behavior, and a larger flow consistency index presents a higher viscosity at low shear rate. In Table 1, the LAP suspension maintained a smaller n and a larger K compared with high-concentration Na-BT suspensions. The flow behavior index of the 3 wt% LAP suspension (n = 0.04) was much smaller than that of 4 wt% Na-BT (n = 0.17) but the same as that of 6 wt% Na-BT (n = 0.04). Moreover, the flow consistency index of the 3 wt% LAP suspension (K = 16.387 Pa·sn) was much larger than those of the 4 wt% Na-BT (K = 0.811 Pa·sn) and 6 wt% Na-BT suspensions (K = 5.841 Pa·sn). After hot rolling at 150 °C, the LAP suspension’s shear-thinning behavior improved; however, the Na-BT suspension’s shear-thinning behavior was slightly reduced. Moreover, after 150 °C hot rolling, the flow behavior index of 2 wt% LAP decreased from 0.64 to 0.03, and the flow consistency index K increased from 0.317 to 11.837 Pa·sn.
When the WBDs are pumped through a bit nozzle to the annular space between the drilling pipe and wellbore, there is a quick shift from high strain to low strain; therefore, the WBDs with a relatively high gel structure and quick gel structure recovery can circulate more cutting and enhance the drilling efficiency. The strain-dependent G′/G″ was used to reflect the gel structure in the suspensions, and the results of oscillation strain sweep of the Na-BT and LAP suspensions are shown in Fig. 2b, c and Table 2. Before hot rolling, the LAP suspensions had a higher G′ than the Na-BT suspensions in the linear viscoelasticity area. For instance, at a 0.1% strain, the G′ of 3 wt% LAP and 4 wt% LAP was 36.47 and 234.20 Pa, respectively, which were higher than those of 4% Na-BT (G′ = 1.01 Pa) and 6% Na-BT (G′ = 21.26 Pa). After hot rolling at 150 °C, the G′ of the LAP suspension became much larger, but the G′ of the 6 wt% Na-BT suspension slightly decreased. For example, after 150 °C hot rolling, 2 wt% LAP maintained 62.11 Pa at a 0.1% strain, whereas the 2 wt% LAP suspension had almost no viscoelasticity before hot rolling, and the G′ of the 3 wt% LAP suspension at a 0.1% strain increased from 36.47 to 140.04 Pa. In contrast, the G′ of the 6% Na-BT suspension decreased from 21.26 to 6.54 Pa after hot rolling. The strain at the cross point of the G′ and G″ (S G′=G″) meant the lowest strain to destroy the gel structure. A suspension with a larger S G′=G″ obtains a relatively stronger gel structure. After 150 °C hot rolling, the S G′=G″ of the LAP suspension increased and the S G′=G″ of the Na-BT suspension decreased, which also suggests that high temperatures greatly improve the gel structure of the LAP suspensions but slightly decreased the gel structure of the Na-BT suspensions. In the period strain sweep tests (Fig. 2d), both LAP and Na-BT suspensions had better structure recovery properties with the increase in particle concentration, and LAP suspensions exhibited improved gel structure recovery properties than the Na-BT suspensions. For example, 2 wt% LAP demonstrated improved gel structural and gel structure recovery properties than 6 wt% Na-BT suspensions. From a 30 to 0.1% strain, 2 wt% LAP maintained a faster recovery rate compared with 6 wt% Na-BT, and from a 0.1 to 30% strain, the G′ of 2 wt% LAP decreased faster than that of 6 wt% Na-BT. In Fig. 3a, both the gel structure and shear-thinning behavior of the LAP suspension were visually observed. Except for sample 1 (2% LAP without hot rolling), all the samples maintained a typical gel structure. After shaking, apart from sample 4 (the 3% LAP suspension after 150 °C hot rolling), the other samples maintained a liquid state, which indicated that the gel structure could be easily destroyed at a high shear strain, and high temperatures strengthened the gel structure of the LAP suspension. These rheology test results revealed that a low-concentration LAP suspension maintained a better shear-thinning property and a higher gel structure than a high-concentration Na-BT suspension. Moreover, the LAP suspension had a good high-temperature resistance property. Therefore, LAP nanoparticles are more suitable than Na-BT clays as a rheological modifier of WBDs in underground boreholes.

Analysis of LAP gel structure [a gel structure of LAP suspensions (sample 1, 2% LAP standing 24 h at 25 °C; sample 2, 3% LAP standing 24 h at 25 °C, sample 3, 2% LAP after 150 °C*24-h hot rolling; sample 4, 3% LAP after 150 °C*24-h hot rolling, the blue and orange colors were dyed by biological stain); b size distribution and zeta potential of Na-BT and LAP suspensions; c–f TEM of Na-BT and LAP suspensions (c 4% Na-BT; d 2% LAP; e 4% Na-BT after 150 °C*24-h hot rolling; f 2% LAP after 150 °C*24-h hot rolling)]
Size distribution and zeta potential analyses and TEM analysis are used to reveal the rheological differences between Na-BT and LAP suspensions. In Fig. 3b, LAP maintained a much smaller half-volume content diameter (d 50) than Na-BT. Therefore, LAP contained a larger quantity of sheet layers than Na-BT at the same mass, because they maintained nearly the same crystal structure and elements. As additional sheet layers formed a stronger gel structure in water, the LAP suspension had a higher gel structure than the Na-BT suspension. Furthermore, the larger layers in water had to overcome higher frictional and resistance forces compared with the smaller layers during translation and rotation movements. Therefore, the gel structure of the larger layers in water required more destruction and recovery time, and the LAP suspensions exhibited better gel structure recovery properties than Na-BT suspensions.
High temperatures in the hot rolling process have various effects on the Na-BT and LAP suspensions. First, the Al–O octahedral sheet on the edge of the Na-BT layers produces positive charges because of the proton processing of Al–O and Al–OH groups [17]. The edge with the positive charges attracts negative charges on the face of the Na-BT layers via electrostatic forces; thus, the Na-BT layers form a gel structure in water. However, during the hot rolling process, high temperatures can increase proton desorption of the Al–O and Al–OH groups, which will decrease the positive charges on the edge of Na-BT layers [35]. So, the Na-BT layers coagulate and a face–face connection is formed. Correspondingly, in Fig. 3b, the d 50 of the Na-BT particles increased from 5.77 to 9.22 μm after the hot rolling process, and the zeta potential also slightly decreased from −33.9 to −29.9 mV. In Figs. 3e and S1, TEM results showed a typical face–face connection of the Na-BT layers after the hot rolling process.
Second, high temperature in hot rolling process not only enhances the hydration and exfoliation of LAP layers, but also increases their thermal motions and reorientation. Usually LAP suspensions can translate from liquid state to solid state with various phase transition. The salt and LAP concentrations and the waiting time determine the phases, such as isotropic liquid, glass state, isotropic gel state and nematic gel state [36,37,38,39]. With the small-angle X-ray scattering (SAXS), small-angle neutron scattering (SANS) and cryo-transmission electron microscopy (cryo-TEM), etc. methods, researchers have found LAP layers were aggregated as clusters rather than isolated sheets in water [40,41,42]. When the LAP concentration is extremely low, the clusters will separate with water, e.g., Laponite suspensions below 1 wt% show a phase separation at very long waiting time [43]. When the LAP concentration is increasing, an equilibrium clusters state forms, and the suspension shows a liquid state or a cluster glass state [44]. When the LAP concentration is high, the clusters can connect with each other and form a spatial gel state [45]. Additionally, the exfoliated LAP layers have a high surface energy, so they are linked as a spatial network structure to lower the surface energy via attraction force [46]. Obviously in our hot rolling process, high temperatures could accelerate the reorientation [47, 48] and hydration process of the LAP layers. For example (Fig. 3b), after hot rolling at 150 °C, the zeta potential of LAP increased from −24.5 to −47.8 mV and the d 50 decreased from 56.08 to 20.40 nm, which meant that LAP had better exfoliation and colloid stability after hot rolling. More exfoliated LAP layers need to form a spatial network to lower surface energy. Accordingly, in Fig. 3f, LAP after hot rolling showed an obvious network, whereas LAP without the hot rolling process (Fig. 3d) showed disconnected clusters. Therefore, the LAP suspensions using the hot rolling process had a stronger gel structure than those processed at room temperature for the same amount of time. Particularly, the schematic in Fig. 4 showed the gelation process of 2 wt% LAP after hot rolling process.

Schematic of sol–gel transition (2% LAP, 150 °C*24-h hot rolling)
Nano-crack plugging properties of Laponite
Apart from the good rheological performance, LAP also has reasonable plugging properties for nano-cracks in shale. BET analysis is used to estimate the nano-cracks in shale, and the results are shown in Fig. 5. In Fig. 5a (N2 adsorption–desorption curves), all the samples showed a typical H3 hysteresis loop [49]. For instance, at high relative pressures, the samples absorbed a large quantity of N2 and the absorption curves were not flat, which meant that the holes in the shale were mainly long cracks. Additionally, an SEM image of the shale (Fig. 5d) clearly showed long nano-cracks. The Barrett–Joyner–Halenda (BJH) method is used to calculate the pore distribution and pore volume dependence of the absorption curves [50], and the results are shown in Fig. 5b, c. Compared with the blank group (shale without immersion in water), the shale that was submerged in pure water had a high absorption amount and the pore volume at 10–100 nm pore diameters substantially increased. Because water infiltrated the shale cracks under pressure and capillary forces, which led to the hydration swelling and dissolving of clay minerals in the shale rock, the cracks (10–100 nm) became wider. Specifically, shale immersed in the 2% LAP suspension had a lowest N2 absorption volume at high relative pressures (Fig. 5a) compared with 2% SiO2 and 4% Na-BT, and the pore volume (10–100 nm pore diameter) was even lower than the blank group (Fig. 5b). These results indicated that LAP had plugged the nano-cracks in the shale and prevented free water from permeating the shale. Figure 5e clearly showed that the nano-cracks in shale were plugged by the LAP layers. In contrast, shale that was immersed in the 4% Na-BT and 2% SiO2 suspensions absorbed more N2 than that immersed in pure water, and the pore volumes (10–100 nm pore diameter) were also larger compared with shale that was immersed in water (Fig. 5b). These results suggested that the Na-BT layers and SiO2 particles did not plug the shale cracks. The total crack volume of shale in Fig. 5c also revealed that the LAP suspension maintained a better plugging property than the Na-BT and SiO2 suspensions for reasons outlined below.

BET analysis results of the shale rock. (a N2 absorption–desorption curves; b pore size distribution; c total pore volumes of shale; d SEM of shale immersed in water; d SEM of shale immersed in 2% LAP)
First, the micron-sized Na-BT layers were too large to plug into the nano-cracks in the shale and thus water penetrated the shale through the nano-cracks, as shown in Fig. 6. Although the single SiO2 particles were nanometer-sized, they were easily aggregated into a large cluster because of the high surface energy (Fig. S2), and the size distribution of nano-SiO2 had two peaks at 51.46 and 319.9 nm (Fig. S3). The aggregated cluster could not seal the nano-cracks, similar to the Na-BT layers. Instead, the Na-BT layers and nano-SiO2 clusters adsorbed on the shale surface, and the surfaces seemed rough and porous (Figs. S4 and S5). The spaces among the Na-BT layers or SiO2 clusters on the shale surface were also determined as the pore volume of the shale in the BET test; therefore, the shale that was immersed in 4% Na-BT or 2% SiO2 obtained a larger nano-pore volume compared with that was immersed in water. On the other hand, a single LAP layer was nano-sized but exhibited good dispersion; therefore, the LAP layers penetrated the nano-cracks of the shale. Similarly, the LAP layers also adsorbed on the shale surface, and a relatively high concentrated LAP suspension was formed on the surface and in the cracks of the shale. These relatively high concentrated LAP suspensions maintained a high gel structure, as discussed in the “Gel structure and shear-thinning behavior of the Laponite suspension” section. As a result, the LAP gel locked the free water on the surface of shale and prevented the free water from penetrating into the deep fractures and greatly decreased the shale swelling. Consequently, the advantages of nano-sized and rheological properties facilitated LAP as a potential nano-plugging additive in WBDs for shale drilling.

Schematic of SiO2, LAP and Na-BT plugging into the nano-cracks of shale
Filtrate cake analysis
Lubrication is another essential property of WBDs in horizontal wells, especially in the deflection section. Obviously, a compact and smooth filtrate cake can greatly decrease the friction between the drill pipe and borehole, whereas a loose and rough filtrate cake can facilitate the sticking of a drill pipe. In the API filtration test with 80-nm pore-sized Teflon filter (the nano-pore is shown in Fig. 7b), compared with Na-BT suspensions, the same concentration of the LAP suspension maintained a lower filtrate volume and a thinner filtrate cake. For example, as shown in Fig. 7a, the 2% LAP and 4% LAP suspensions maintained FLAPI volumes of 26.0 and 18.2 mL, respectively, whereas the 2% Na-BT and 4% Na-BT suspensions maintained slight larger FLAPI volumes of 23.2 and 32.4 mL, respectively. In Fig. 7c, the SEM image of the LAP filtration cake showed a smooth topography with minimal roughness, whereas the surface of the Na-BT filtrate cake exhibited in Fig. 7d was significantly coarser. Combined with thinner filtrate cakes, the LAP filtrate cake demonstrated a decrease in torque and friction compared with Na-BT in a dense shale reservoir drilling operation.

API filtration test and SEM results of the filtrate cakes. (a FLAPI of Na-BT and LAP suspensions and the thickness of the filtrate cakes; b SEM of 80-nm pore-sized Teflon filter; c SEM of 2% LAP’s filtrate cake; d SEM of 2% Na-BT’s filtrate cake)
Conclusions
In summary, LAP is a suitable additive in WBDs for shale reservoir drilling and exhibits high performance regarding rheological modification, nano-crack plugging and smooth filtrate cake formation. As a unique nano-sized layered structure, a low-concentration LAP suspension maintained excellent shear-thinning behavior with respect to the viscosity and elastic moduli. Particularly, 2% LAP maintained better rheology properties compared with the 6% Na-BT suspension after hot rolling at 150 °C. Compared with Na-BT and nano-SiO2, the 2% LAP layer can plug into the nano-cracks of shale and prevent free water penetration into the deep cracks. Finally, the LAP suspension formed more smooth and compact filtrate cakes compared with the Na-BT suspension after passing through a nano-pore filter. The high performance of LAP in WBDs can greatly reduce the use of polymer viscosifiers and chemically modified nanoparticles and produce more environmentally friendly WBDs.
References
Wang Q, Chen X, Jha AN, Rogers H (2014) Natural gas from shale formation—the evolution, evidences and challenges of shale gas revolution in United States. Renew Sustain Energy Rev 30:1–28
Curtis JB (2002) Fractured shale-gas systems. AAPG Bull 86:1921–1938
Gromet LP, Haskin LA, Korotev RL, Dymek RF (1984) The “North American shale composite”: its compilation, major and trace element characteristics. Geochim Cosmochim Acta 48:2469–2482
Jarvie DM, Hill RJ, Ruble TE, Pollastro RM (2007) Unconventional shale-gas systems: the Mississippian Barnett Shale of north-central Texas as one model for thermogenic shale-gas assessment. AAPG Bull 91:475–499
Zou Y, Yang C, Wu D, Yan C, Zeng M, Lan Y et al (2016) Probabilistic assessment of shale gas production and water demand at Xiuwu Basin in China. Appl Energy 180:185–195
Hammond GP, O’Grady Á (2017) Indicative energy technology assessment of UK shale gas extraction. Appl Energy 185:1907–1918
Kahn G, Mcdermott J (1986) The Mud System. IEEE Expert 1:23–32
Liang M, Wang Z, Gao L, Li C, Li H (2017) Evolution of pore structure in gas shale related to structural deformation. Fuel 197:310–319
Tang X, Jiang Z, Jiang S, Cheng L, Zhang Y (2017) Characteristics and origin of in situ gas desorption of the Cambrian Shuijingtuo Formation shale gas reservoir in the Sichuan Basin, China. Fuel 187:285–295
Loucks RG, Reed RM, Ruppel SC, Jarvie DM (2009) Morphology, Genesis, and distribution of nanometer-scale pores in siliceous mudstones of the Mississippian Barnett Shale. J Sediment Res 79:848–861
An Y, Jiang G, Qi Y, Ge Q, Zhang L, Ren Y (2015) Synthesis of nano-plugging agent based on AM/AMPS/NVP terpolymer. J Petrol Sci Eng 135:505–514
Xie G, Luo P, Deng M, Wang Z (2015) Nanoplugging performance of hyperbranched polyamine as nanoplugging agent in oil-based drilling fluid. J Nanomater 2015:1–8
An Y, Jiang G, Qi Y, Huang X, Shi H (2016) High-performance shale plugging agent based on chemically modified graphene. J Nat Gas Sci Eng 32:347–355
Akhtarmanesh S, Shahrabi MJA, Atashnezhad A (2013) Improvement of wellbore stability in shale using nanoparticles. J Petrol Sci Eng 112:290–295
Wu Y, Wang Z, Yan Z, Zhang T, Bai Y, Wang P et al (2017) Poly(2-acrylamide-2-methylpropanesulfonic acid)-modified SiO2 nanoparticles for water-based muds. Ind Eng Chem Res 56:168–174
Khalil M, Jan BM, Tong CW, Berawi MA (2017) Advanced nanomaterials in oil and gas industry: design, application and challenges. Appl Energy 191:287–310
Duran JD, Ramos-Tejada MM, Arroyo FJ, Gonzalez-Caballero F (2000) Rheological and electrokinetic properties of sodium montmorillonite suspensions. J Colloid Interface Sci 229:107–117
Liu F, Jiang G, Peng S, He Y, Wang J (2016) Amphoteric polymer as an anti-calcium contamination fluid-loss additive in water-based drilling fluids. Energy Fuels 30:7221–7228
Sadeghalvaad M, Sabbaghi S (2015) The effect of the TiO2/polyacrylamide nanocomposite on water-based drilling fluid properties. Powder Technol 272:113–119
William JKM, Ponmani S, Samuel R, Nagarajan R, Sangwai JS (2014) Effect of CuO and ZnO nanofluids in xanthan gum on thermal, electrical and high pressure rheology of water-based drilling fluids. J Petrol Sci Eng 117:15–27
Li MC, Wu Q, Song K, Qing Y, Wu Y (2015) Cellulose nanoparticles as modifiers for rheology and fluid loss in bentonite water-based fluids. ACS Appl Mater Interfaces 7:5006–5016
Ruzicka B, Zaccarelli E (2011) A fresh look at the Laponite phase diagram. Soft Matter 7:1268
Su D, Jiang L, Chen X, Dong J, Shao Z (2016) Enhancing the gelation and bioactivity of injectable silk fibroin hydrogel with laponite nanoplatelets. ACS Appl Mater Interfaces 8:9619–9628
Li C, Mu C, Lin W, Ngai T (2015) Gelatin effects on the physicochemical and hemocompatible properties of gelatin/PAAm/laponite nanocomposite hydrogels. ACS Appl Mater Interfaces 7:18732–18741
Wang Q, Mynar JL, Yoshida M, Lee E, Lee M, Okuro K et al (2010) High-water-content mouldable hydrogels by mixing clay and a dendritic molecular binder. Nature 463:339–343
Shahin A, Joshi YM, Ramakrishna SA (2011) Interface-induced anisotropy and the nematic glass/gel state in jammed aqueous Laponite suspensions. Langmuir ACS J Surf Colloids 27:14045–14052
Lian C, Lin Z, Wang T, Sun W, Liu X, Tong Z (2012) Self-reinforcement of PNIPAm–Laponite nanocomposite gels investigated by atom force microscopy nanoindentation. Macromolecules 45:7220–7227
Chen P, Xu S, Wu R, Wang J, Gu R, Du J (2013) A transparent Laponite polymer nanocomposite hydrogel synthesis via in situ copolymerization of two ionic monomers. Appl Clay Sci 72:196–200
Wang G, Maciel D, Wu Y, Rodrigues J, Shi X, Yuan Y et al (2014) Amphiphilic polymer-mediated formation of laponite-based nanohybrids with robust stability and pH sensitivity for anticancer drug delivery. ACS Appl Mater Interfaces 6:16687–16695
Rodell CB, Dusaj NN, Highley CB, Burdick JA (2016) Injectable and cytocompatible tough double-network hydrogels through tandem supramolecular and covalent crosslinking. Adv Mater 28:8419–8424
Pereira AS, Pinho FT (2002) Turbulent pipe flow of thixotropic fluids. Int J Heat Fluid Flow 23:36–51
Ida S, Manfred CI, Pål S, Arild S (2012) Experimental study of rheological properties of model drilling fluids. Annu Trans Nordi Rheol Soc 20:7
Huang Y, Wang L (2016) Experimental studies on nanomaterials for soil improvement: a review. Environ Earth Sci 75:1–10
Li MC, Wu Q, Song K, Lee S, Jin C, Ren S et al (2015) Soy protein isolate as fluid loss additive in bentonite–water-based drilling fluids. ACS Appl Mater Interfaces 7:24799–24809
Lopez Valdivieso A, Reyes Bahena JL, Song S, Herrera Urbina R (2006) Temperature effect on the zeta potential and fluoride adsorption at the alpha-Al2O3/aqueous solution interface. J Colloid Interface Sci 298:1–5
Angelini R, Zaccarelli E, de Melo Marques FA, Sztucki M, Fluerasu A, Ruocco G et al (2014) Glass-glass transition during aging of a colloidal clay. Nat Commun 5:4049
Hecht M, Harting J, Ihle T, Herrmann HJ (2005) Simulation of claylike colloids. Phys Rev E Stat Nonlin Soft Matter Phys 72:011408
Dijkstra M, Hansen JP, Madden PA (1995) Gelation of a clay colloid suspension. Phys Rev Lett 75:2236–2239
Ruzicka B, Zulian L, Ruocco G (2004) Routes to gelation in a clay suspension. Phys Rev Lett 93:258301
Segad M, Jönsson B, Cabane B (2012) Tactoid formation in montmorillonite. J Phys Chem C 116:25425–25433
Ali S, Bandyopadhyay R (2013) Use of ultrasound attenuation spectroscopy to determine the size distribution of clay tactoids in aqueous suspensions. Langmuir ACS J Surf Colloids 29:12663–12669
Stradner A, Sedgwick H, Cardinaux F, Poon WC, Egelhaaf SU, Schurtenberger P (2004) Equilibrium cluster formation in concentrated protein solutions and colloids. Nature 432:492–495
Ruzicka B, Zaccarelli E, Zulian L, Angelini R, Sztucki M, Moussaïd A et al (2011) Observation of empty liquids and equilibrium gels in a colloidal clay. Nat Mater 10:56–60
Klix CL, Royall CP, Tanaka H (2010) Structural and dynamical features of multiple metastable glassy states in a colloidal system with competing interactions. Phys Rev Lett 104:165702
Campbell AI, Anderson VJ, van Duijneveldt JS, Bartlett P (2004) Dynamical arrest in attractive colloids: the effect of long-range repulsion. Phys Rev Lett 94:208301
Shalkevich A, Stradner A, Bhat SK, Muller F, Schurtenberger P (2007) Cluster, glass, and gel formation and viscoelastic phase separation in aqueous clay suspensions. Langmuir ACS J Surf Colloids 23:3570–3580
Kroon M, Vos WL, Wegdam GH (1998) Structure and formation of a gel of colloidal disks. Int J Thermophys 19:887–894
Yu J, Andersson O, Johari GP (2014) Effects of nanometer-size Laponite disks on thermal conductivity and specific heat of water and ice, and the gelation time. Colloid Polym Sci 293:901–911
Sing KSW (2009) Reporting physisorption data for gas/solid systems with special reference to the determination of surface area and porosity (Recommendations 1984). Pure Appl Chem 57:603–619
Joyner LG, Barrett EP, Skold R (1951) The determination of pore volume and area distributions in porous substances. II. Comparison between nitrogen isotherm and mercury porosimeter methods. J Am Chem Soc 73:373–380
Acknowledgements
This research was supported by National Natural Science Foundation of China (Grant No. U1262201).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
All authors declare that they have no conflict of interest.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Liu, F., Jiang, GC., Wang, K. et al. Laponite nanoparticle as a multi-functional additive in water-based drilling fluids. J Mater Sci 52, 12266–12278 (2017). https://doi.org/10.1007/s10853-017-1375-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-017-1375-0