
Abstract
There is limited research on the effect of silica on the mechanical properties of polystyrene. For this lack of information, this study has focused on the fracture mechanism and mechanical properties of Polystyrene/silica nanocomposite. Transmission electron microscopy showed proper dispersion of nanoparticles in PS matrix in both low and high filler loadings. Scanning electron microscopy, TOM micrography, and non-contact surface profiler were used to study the fracture surface and fracture mechanism characteristics of the nanocomposite. It seems that the debonding mechanism is an important mechanism in toughening of Polystyrene/silica nanocomposites. In addition, mechanical behavior of the samples was investigated. Tensile, flexural, and compressive strength and also impact and plain-strain fracture toughness of nanocomposite samples showed different behaviors in low and high nanoparticle loadings and interestingly, we found an optimum value less than 2% for nanoparticle loading in which we observed the highest improvement in mechanical properties of the nanocomposite.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
For the last decade, there has been considerable interest in polymer nanocomposites. Polymer nanocomposites are a new class of composites which exhibit a great improvement in mechanical and thermal properties compared to polymers and conventional composite materials [1]. In traditional composites, addition of high-modulus fillers increases the modulus and the strength of polymer matrix, but on the other hand there is a substantial reduction in ductility, and sometimes in impact strength, because of stress concentrations caused by the fillers. Because of small size of nanomaterials, well-dispersed nanofillers do not create large stress concentrations and so can improve the modulus and strength and maintain or even improve ductility. Furthermore, the large interfacial area of nanocomposites provides an opportunity for creating superior properties [2]. These superior properties result from the fact that nanofillers have much larger surface area per unit volume. Since most of chemical and physical interactions are influenced by surfaces, with the same amount of filler, properties of nanocomposite materials can be substantially different from those conventional composite materials [3, 4]. The parameters of filler material such as filler aspect ratio, filler mechanical properties, and the quality of adhesion may strongly affect the mechanical characteristics of the nanocomposite [5].
Various polymer matrices such as epoxies [6, 7], elastomers [8, 9], and polyolefines [10, 11] have been reinforced with nanofillers, and a large number of studies have been dealt with various types of nanofillers and preparation methods [3, 12, 13]. Some inorganic rigid nanoparticles such as nano-SiO2, Al2O3, Mg(OH)2, and CaCO3 particles have been added to process polymer nanocomposites which normally combine the advantages of their constituent phases [14]. These rigid nanoparticles have improved fracture toughness of epoxy resins [15–19]. Polystyrene is one of the most widely used thermoplastic materials with the weakness of rapid formation of crazes at high impact and deformation rates which lead to the formation of cracks. The main reason underlying the craze formation is the restricted movement of the molecular chains owing to large side groups [14]. Gao et al. [20] reported the result of addition of nano-CaCO3 to polystyrene matrix. They observed that the strength and toughness of polystyrene were decreased after the addition of nano-CaCO3 particles. In the other hand, the rigid nanoparticles would still stiffen the polymer matrix, and resist polymer chain mobility. They showed that the improved tensile modulus and creep resistance could be obtained with the increasing contents of nanoparticles.
One of the nanoparticles which have been used for improving the mechanical properties of polymers is nanosilica. Researchers claim that nanosilica particles impact higher stiffness, tensile strength, modulus, impact strength, toughening, crystallinity, viscosity, and creep resistance in polyethylene, polypropylene, and thermoplastic elastomeric nanocomposites, depending on surface properties of such nano-silica particles [21]. Nanosilica is used to improve the mechanical properties of neat PMMA polymer. Stojanovic and Orlovic [22] reported 44.6% increase in hardness and 25.7% increase in elastic modulus of PMMA by addition of silica nanoparticles. Significant amounts of fracture toughness improvement have been reported when mono-dispersed, non-agglomerated nanosilica particles are mixed into an epoxy resin [23–28]. In improving the toughness of the epoxy–silica nanocomposites, the toughening mechanism involves plastic void growth around deboned silica nanoparticles [28, 29]. The enhancement of mechanical properties is often seen at particular volume fractions at lower particle loadings in which there is not enough nanomaterial to create great changes in polymer properties. Some researchers have seen a sharp decline in the property of interest by increasing the volume fraction of particles above a specific level [30–33]. For example, Ou et al. [30] have determined a critical volume fraction of silica in nylon6/silica nanocomposite in which agglomeration of the particles is taking place and according to his study agglomeration is responsible for the drop in ultimate strength and strain-to-failure. This agglomeration degrades the polymer performance, for example, through inclusion of voids that can act as preferential sites for crack initiation and failure. They also decrease the gains in surface area and interphase volume fraction achieved through use of the nanoparticles [34].
There are a few systematic researches on mechanical properties of Polystyrene/nanosilica nanocomposites. Some researches [35, 36] have investigated the effect of nanosilica on properties of polystyrene in high weight fraction of nanosilica and they have not considered. Kontou and Anthoulis showed that nanosilica improves tensile modulus of polystyrene nanocomposite. They also showed that addition of nanosilica to an optimum content increased yield stress and decreased elongation at break of the nanocomposite [35], but they have not worked on lower content of nanosilica in which the effect of the nanoparticles can be different. In this study, authors have focused on investigation of the mechanical properties of PS/silica nanocomposite from low to high contents of nanosilica and they tried to understand the mechanisms which are effective in the fracture of this composite. The result of this study can aid to display the mechanical behavior of nanosilica/polystyrene composites in the wide range of silica addition from lower content to upper ones.
Experimental
Materials
The polystyrene, En Chuan PS 336, was obtained from En Chuan Chemical Industries Co, Taiwan. Nanosilica powder with an average particle size of 16 nm was obtained from Walker Co. The fumed silica nanoparticles had been treated by dimethyldichlorosilane by the manufacturer. Toluene was obtained from Merck.
Nanocomposite preparation
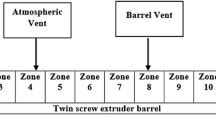
For preparing samples, at first 25 wt% nanosilica in polystyrene masterbatch was prepared. To achieve this, a 25 wt% colloidal suspension of silica nanoparticles in toluene was mixed with a 10 wt% solution of PS in toluene, and then the mixture was stirred for 24 h with a mechanical stirrer. The final solution was cast on a Petri dish and left for 5 days under hood so that the solvent was evaporated completely. The obtained film was pelletized and dried at 80 °C under 200 mbar vacuum for 24 h. In this atmosphere, the evaporation temperature of the solvent is 60 °C. The obtained masterbatch was further diluted with neat polystyrene in a twin-screw extruder at 200 °C to make nanocomposite samples with filler contents ranging from 0.1 to 15 wt%. The compositions of prepared samples are presented in Table 1.
Characterization
In order to investigate dispersion of nanosilica within the PS matrix, transmission electron microscopy (TEM) was utilized. Ultra-thin sections of 100-nm thick were cut with a diamond knife using an ultracut microtome. Subsequently, the ultra-thin sections were observed using an EM 900 Ziess microscope at an accelerating voltage of 80 kV.
The fractured surface of the samples was studied by a scanning electron microscope (SEM). To avoid plastic deformation, samples were dipped in liquid nitrogen for about 15 min and broken. To avoid charge build-up, surface of the samples were coated with a thin layer of gold before being examined by SEM. The voltage of SEM was kept at 20 kV at all experiments. After that, surface profile and surface roughness of the samples were measured by a Talysurf CCI non-contact surface profiler series 2000 (Optical resolution = 0.4–0.6 μm).
Transmitted optical microscopy (TOM) was employed to examine the damage zone around the crack tip. TOM is a useful instrument for studying different aspects of crack in polymer and transparent materials. In TOM analysis, two edge cracks of equal length were introduced to a bending sample. The specimen was loaded in a four-point bending fixture until formation of the damage zones at the crack tips. Damage zones were observed using a TOM after thinning via petrographic polishing. Thin specimens (~150 micron) taken from the mid planes of four-point bending samples were viewed using a stereo microscope.
Plane-strain fracture toughness test was performed to determine the fracture toughness in terms of the critical stress-intensity factor (K IC) according to ASTM D 5045[37]. The single edge notch bend (SENB) specimen was used for fracture toughness test. The samples were extruded to an overall length L o = 55.88 mm, width w = 3.175 mm, and thickness t = 12.78 mm. A notch was cut from one side into the thickness of the specimens at mid-length (L o/2) using a jeweler’s saw. The SENB specimens were set-up for three-point bend loading with the notched edge at mid-span on the bottom surface to be in tension due to the lateral applied load P. The lateral load P was applied at a rate of 10 mm/min until failure.
Charpy impact test was accomplished according to ASTM D256 [38] using standard notched specimens. Samples were prepared by extruding to the standard shape and were impacted by test machine with 1 J impact energy.
Tensile test was performed by an Instron Microtester 5848 at a crosshead speed of 5 mm/min. Samples for tensile tests conformed to ASTM D638 [39]. Compressive test was performed by a Hounsfield H10KS conformed to ASTM D695 [40]. Samples with dimension of 1/2” × 1/2” × 1” were placed in the compression apparatus. Flexural test was performed by Hounsfield H10KS according to ASTM D790 [41]. The sample dimension for this test was 0.125” × 0.5” × 5.0”.
Results and discussion
Microstructure of nanocomposites
Although achieving to a good dispersion of nanoparticles in nanocomposites is so difficult, as the figures show (Fig. 1), making of nanocomposite was performed properly and therefore resulted in proper dispersion. TEM in high magnification was used to study the morphology of nanosilica in polystyrene and to visualize the dispersion quality of nanoparticles in polystyrene. In Fig. 1, although there are some small agglomerates in the matrix, a homogeneous distribution of particles is visible. This trend was observed between high and low silica content samples. In addition, the inter-particle distances between the agglomerates decrease with rising filler content. Some agglomeration was observed in all the samples, and this agglomeration increased with increasing the content of nanosilica. These results are in good agreement with those reported by Kontou and Anthoulis [35] for polystyrene and Wu et al. [42] for polypropylene.

Homogeneous distribution of particles in transmission electron microscopy (TEM) images of nanocomposite samples: a PS0.75 and b PS10
Figure 2 shows SEM image of fracture surfaces of nanocomposite specimens. According to this figure, the fractured surface of unfilled matrix exhibits brittle fracture feature at room temperature. This is mainly due to that polystyrene is a brittle material. In neat polymer matrix, the fracture surface is so smooth and uniform and it can be seen just a few signs of roughness in SEM micrograph. In comparison with neat PS, fracture surface of the samples with 0.75 and 10 wt% nanosilica showed significant increasing in roughness. In PS–10%SiO2 sample in Fig. 2c, increasing of surface roughness is observed, and the morphology of fracture surface is not uniform. There are some hills and holes which were distributed inhomogenously which may be formed by the agglomeration of nanoparticles by loading more silica. As it can be seen in Fig. 2b, the fracture surfaces of PS-0.75%SiO2 were rougher than unfilled PS and PS–10%SiO2 specimens, and the roughness of this sample is almost uniform which indicates that the PS–0.75%SiO2 were more ductile than unfilled PS and PS–10%SiO2 samples. This result is compatible with result of the roughness test which has been described below.

Scanning electron microscope (SEM) of nanocomposite. Brittle fracture feature of the unfilled matrix in sample PS0 (a), increasing of surface roughness and the uneven morphology of fracture surface PS0.75 (b), and PS10 (c)
For investigating surface roughness of the nanocomposite samples, profiles of the fracture surface of the samples were studied (see Fig. 3). As shown in Fig. 3a, the neat PS has a uniform fracture surface, and the peak heights in this sample are almost uniform. In case of PS0.75, there are hills in the middle of the sample and holes around and between these hills. This shows that samples become rougher by nanosilica addition, but the surface is still uniform already. In PS10, in some parts there are high hills which in comparison with SEM images, these hills can be sign of agglomeration of nanoparticles. Increasing in roughness in comparison with neat matrix is clearly shown in Fig. 3b and c.

Surface profile of the nanocomposite samples. Uniform peak heights and fracture surface in PS0 (a). Increasing in roughness in comparison with neat matrix with addition of nanosilica in PS0.75 (b) and PS10 (c)
Fracture toughness
The addition of rigid particle to a polymer often increases its strength, but decreases the toughness. This is a significant problem for commercial applications of filled polymers. The reason for the decrease in ductility is obvious: the fillers or agglomerates act as stress concentrators, and the defects initiated at the filler quickly become larger than the critical crack size that causes failure. Well-dispersed nanoparticles are much smaller than the critical crack size for polymers and need not initiate failure. Thus, they provide an avenue for simultaneously toughening and strengthening polymers. Proper dispersion is critical for achieving this. Many authors report an optimum volume percent of filler and claim that the decrease in strain-to-failure ratio above the optimum is due to agglomeration [33]. The toughness of a material can be defined as the energy to cause failure. This is related to the deformation in the material, but also to the volume of material undergoing deformation. Even brittle amorphous polymers such as polystyrene and polymethylmethacrylate have the potential for large deformation, but the volume of material undergoing deformation is small [2]. K IC is one of the parameters which are used for describing fracture toughness.
The variation of measured values for K IC in various amounts of nanosilica is shown Fig. 4a. As it is shown in this figure, K IC shows two different trends. At low content of nanoparticle loadings, K IC increases by increasing of nanosilica contents, but by adding more nanosilica especially more than 0.75 wt%, K IC decreases. Increasing of K IC shows that the sample can damp more energy at fracture time, so it has more toughness. This trend continues up to 0.75 wt%. By addition of more nanosilica, as mentioned before, it seems that the agglomeration is formed in the system and agglomeration sites can act as defects and faults and therefore cause a decrease in the fracture toughness. This behavior had been reported by other researchers in alumina/epoxy nanocomposite [18].

a Diagram of the KIC test results of the nanosilica composites. At low content of nanoparticle loadings, KIC increases by increasing of nanosilica contents, but by adding more nanosilica especially more than 0.75 wt%, KIC decreases. b Diagram of the impact tests of the nanosilica composites. There is a trend similar the trend in KIC for impact test
Figure 4b shows the variation of impacts tests for various silica content in samples. As it is shown in this figure, there is a trend similar the trend in K IC for impact test. The impact test values increase by increasing of nanosilica content up to 0.75 wt% and by adding more silica, the impact test value decreases to 5 times where the silica content is 10 wt%.
In impact test, there was notch in the test samples. Therefore, the values which are reported below represent the energy which is used for propagation of cracks and finally fracture of samples because the initiation energy is omitted by making notch. It seems this increase–decrease behavior in impact test is the result of changing in the fracture mechanism. This phenomenon has been observed for nylon6/silica [30], PP/CaCO3 [43], HDPE/CaCO3 [44] by other researchers and has been discussed more below.
Fracture mechanism
High magnification SEM images of fracture surfaces of specimens are shown in Fig. 5. At these magnifications, the difference in surface morphology of the two types of specimen can be clearly seen. Bird et al. [45] showed a three-dimensional mesh, a sponge-like structure in the fracture surface of polystyrene. They observed a distinctly fibrous nature, not only in the upstanding walls of the sponge where the fibers tend to be somewhat coarser, but also everywhere over the hollow surfaces of the cavities. They observed that the foci of cavities are either neatly rounded or of a ragged multipoint star shape [45]. Fracture surface of PS0.75 which is shown in Fig. 5a and b. The signs of cavitations in these figures are clear. The cavities with rounded or star-shaped foci are observed in these figures which are similar to cavities in Bird et al. study. These foci of cavities were placed around the nanoparticles. Serious local plastic deformation in matrix around particles happens during the tension deformation process. The brittle nature of polystyrene makes it very sensitive to the defect sites existing in the samples. The local concentrated stress neighboring the debonding area around of nanoparticles was a few times higher than the applied stress, and then plastic deformation could easily happen for the polymer. The cavities in PS0.75 sample in Fig. 5a may be formed due to interactions between the stress fields ahead of the crack and around the fillers. Figure 5b shows PS0.75 sample in higher magnification. According to this figure, it seems that plastic deformation has been placed around of nanoparticles. The above findings give rise to the assumption that debonding processes might take place in nanocomposites samples.

SEM micrographs of fracture surface of nanocomposite (a) PS0.75 in 1500kx, (b) PS0.75 in 600kx, and (c) PS10 in 1500kx
Debonding
One important process which affects on toughness of nanocomposites is the deboning process. This process is the separation of the filler particles from the matrix during deformation. Local stress developing around heterogeneities may initiate various micromechanical deformation processes in polymers and polymer composites. The basic mechanisms of neat polymers are shear yielding and crazing. However, in particulate-filled polymers, the dominating deformation process is debonding. The stress necessary to initiate debonding, the number of debonded particles and the size of the voids formed all influence the macroscopic properties of composites [46]. Other studies have shown that debonding is an important mechanism in promoting toughness of particulate-filled polymers because it allows the plastic stretch of polymer ligaments between the deboned particles [14]. Interfacial debonding between rigid particles and polymer matrix is a prerequisite for matrix shear yielding which dissipates more energy. After debonding, the triaxial constraints disappear, and the matrix behaves as if it was under plane-stress condition. Shear yielding thus occurs more readily under this biaxial than triaxial stress state [47]. Although some researchers have showed that debonding process is generally considered to absorb little energy compared to the plastic deformation of the matrix, debonding is essential because this reduces the constraint at the crack tip and hence allows the matrix to deform plastically via a void growth mechanism [28].
At higher concentration of nanosilica, especially in 10 wt% silica in Fig. 5c, similar to Fig. 5a signs of debonding would be seen, but the number of cavities has reduced, their depth has decreased, and their distribution has been disordered. The agglomerated structure of silica nanoparticles would act as stress concentration site when the applied stress induces the interfacial failure between particles and matrix. It has been well known that the extent of stress concentration around the inclusion in a matrix is proportional to the inclusion size. Furthermore, cracks initiation and propagation depends on the structure of the nanocomposites. The debonding which envelopes the agglomeration sites cause generation of larger voids and therefore larger cracks would be produced. As a consequence, the sample shows more brittle behavior than the samples with lower content of nanoparticle silica. Kausch and Michler [48] reported this phenomenon for some amorphous thermoplastic polymers. Sun et al. mentioned that when the particle size attains molecular dimensions, the formation of chemical cross links or supramolecular bonds between matrix and nanofiller. The smaller the size of the particles, the higher the critical debonding stress, and the more difficult the interfacial debonding becomes [49]. So it could be assumed that in larger particles, the interfacial bond between matrix and filler becomes weaker. According to this assumption, in higher loads of particle, agglomeration sites can be supposed as a single large particle so there is a weaker interfacial bond between matrix and filler, and less energy is needed for debonding and consequently failure of the sample.
Crack deflection
The other mechanism for toughening is crack deflection. At this process, particles act as obstacles for crack propagation. It is assumed that a crack can be deflected at an obstacle and it is forced to move out of the initial propagation plane by tilting and twisting. To propagate crack under mixed mode conditions requires a higher driving force than in pure mode, which results in a higher fracture toughness of the material [50].
Figure 6 shows TOM images of neat polystyrene, 0.75 and 10 wt% PS nanocomposites. It is observed that at neat PS, craze propagation has a little deviation and has a few branches. By loading nanosilica to 0.75 wt%, totally different propagation process is observed, and the deviation of craze propagation increases. In addition, more craze paths in these samples can be seen which can be because of good dispersion and fine silica particles. At 10 wt% silica, the morphology is close to the first one, and less craze paths and little deviation were observed. This may be the result of increasing particle size and formation of agglomerates which reduces obstacles and has a weaker effect on craze propagation path.

TOM micrograph of fracture surface and craze propagation of the nanocomposite samples. Some little deviation in craze propagation and few branches in the craze in the PS0 (a). Increase in the deviation of craze propagation and more craze paths by loading nanosilica in the PS0.75 (b) and PS10 (c)
For evaluation of the above idea average surface roughness, R a values were measured. Average surface roughness, R a of a fracture surface, is an indication for the change in fracture surface which should increase if deflection processes are present. The average surface roughness (R a) values in various silica contents are showed in Fig. 7. According to this table, R a values increase with increasing the amount of the particle content, and a maximum R a value is attained at 0.75 wt%. With addition of nanoparticles more than 0.75 wt%, the R a values decrease. These results are compatible with the results of the SEM in Fig. 2. Wetzel et al. [50] showed that R a values are dependent on the nanoparticle content and increase with the number of obstacles, and deflection processes are believed to extend with increasing particle number. With addition of nanoparticle to polymer matrix to 0.75 wt%, the surface roughness increases and nanoparticles act as obstacles in way of the cracks and deflect them. By increasing nanoparticles more than 0.75 wt%, although R a value of sample is more than neat polymer and fracture surface of sample is rougher, agglomeration decreases the number of obstacles and reduces the deflection.

Average surface roughness (R a) values in various silica contents. R a values increase with increasing the amount of the particle content up to 0.75 wt% and more than 0.75 wt%, the R a values decrease
As mentioned before, the stress-intensity factor (K IC) can be used to compare the fracture toughness of the materials. According to the researches, it was found for the case of low volume fraction of the additives, the surface roughness values (R a) follow the same trend as the K IC which indicates that the fracture surface roughness is a measure of fracture toughness of the material [51]. This can be explain by assuming that roughness in form of hackle marking creates more surface area and therefore absorbs more energy which leads to increase in fracture toughness [52]. According to Fig. 7, above 1% filler the roughness reaches to a constant value of roughness twice that of the unfilled polystyrene but the fracture toughness in Fig. 4a does not show this behavior. Investigation of this dissimilarity in the behaviors need more study.
Tensile, compressive, and flexural strength
In this study, tensile, compressive, and flexural strength tests were applied on nanocomposite samples and the result has been shown in the Table 2, and the stress–strain curves of the samples are shown in the Fig. 8. As it is obvious in Table 2, in all of these tests, by 0.75% silica the strength increased and in more silica content the strength decreased. At low silica contents, dispersion of particles is more uniform and as a result, the system has fewer defects. At higher loadings, agglomeration is more probable, therefore, more defects may be created at the system which influence on final strength and may cause faster failure. Similar trend has been seen for PP/CaCO3 [53], EPDM/Mg(OH)2 [54], nylon6/silica [30], and Polyimide/silica nanocomposites [55]. Some researchers found similar effect in addition of MWNT to PS on the tensile modulus, maximum tensile stress, and maximum tensile strain of PS/MWNT nanocomposite [56, 57]; For example, Mazinani et al. [56] found tensile modulus increase with addition of MWCNT up to 3% concentration and decrease tensile modulus with further increase in MWNT concentration. Another observation indicates increase in tensile strength of PA6/PS/elastomer/montmorillonite with addition of montmorillonite up to 2% content then decrease in the mechanical behavior with further increase of montmorillonite [58]. Some of the previous study [36] which has been done on the nanosilica/PS composite showed different trends in strength from the trends in the current study and with addition of nanosilica, the strength of the composite was decreased. It should be considered that in that study, the nanosilica was added from 5 to 15% and it did not investigate the effect of the nanosilica addition in lower contents. According to the results of the current study, it seems that the improving effect of nanosilica on the strength of the composite is in contents of the silica lower than 2%.

Stress–strain curves of the various samples of the nanocomposite. The detailed information has been shown in the Table 2
Nanoparticles also affect strain at break of nanocomposite. The same trend like tensile strength in the case of strain at break is observed, i.e., there is an increasing of strain at break up to 0.75 wt% and then a decreasing of it by adding more nanosilica. Fracture mechanism affects stretch of nanocomposite specimens. This has been described clearly in Sect. Fracture mechanism.
Nanosilica particles have higher Young modulus than polymer matrix, therefore, by addition of nanoparticles to polymer matrix, the nanocomposite modulus increases significantly. In the case of modulus, there is an increasing trend which would not change at higher loadings of nanoparticles. In this case, the maximum Young modulus was related to 10 wt% silica loading. The presence of silica results to an impressive increase of the tensile modulus as is shown also in Table 2. The increasing trend of tensile modulus has been reported by other researchers in various nanocomposites [30, 55, 59]. Kontou and Anthoulis [35] showed that by addition of nanosilica to polystyrene tensile modulus increases in comparison with neat PS. This trend was seen at high silica content at room temperature. Modulus of polymer composites is directly related to the strength of the interfacial interaction between matrix polymer and additives. A good interface will restrict the shearing or deformation of the polymer chains around the additives, leading to a more difficult initial deformation of materials, therefore, a higher modulus. Assuming the degree of interfacial interaction between silica and polymer is the same regardless of silica content, there are more reinforcing sites at higher silica concentrations than in lower concentration nanocomposites. Such reinforcing site interactions will lead to additional improvement in modulus for higher silica content nanocomposites than for lower silica content materials [36]. In lower loading of nanosilica in polystyrene, the increase in tensile modulus may be the result of strong bonds between particles and matrix. As mentioned above in Sect. Fracture mechanism, if particle gets smaller, the interface bonding gets stronger. With increasing the amount of nanoparticles, the agglomeration increases and, therefore, a weak interface bonding would be between particles and matrix. With assuming weak interaction between nanofiller and matrix and also existence of nanoparticles agglomeration, the sketchy linear relationship between tensile modulus and filler volume fraction is observed for composite materials. According to common rule of the mixture:
where E c is the modulus of the composite, E m and E f are the module of the polymer matrix and filler, respectively; V m and V f are the volume fraction of polymer and filler, respectively. The tensile modulus improves for nanocomposites but Gao et al. [20] reported that this improvement is much higher than experimental values for tensile modulus. The agglomeration particles as well as the poor interfacial adhesion are the major reasons.
Conclusion
Silica nanoparticles can have a proper dispersion in polystyrene matrix as TEM showed. These particles affect mechanical properties of polystyrene so that according to our investigation by SEM and TOM, it seems that debonding mechanism is an important mechanism in toughening of Polystyrene/silica nanocomposites nevertheless some signs of other mechanisms could be seen. In this mechanism, the polymer in vicinity of the particles, which surrounds them, has plastic deformation and causes more amount of polymer to participate in plastic deformation, and consequently nanocomposite shows higher toughness in comparison with neat polymer. An improvement in mechanical properties of the nanocomposite takes place in an optimum content of nanoparticles and more than this optimum, agglomeration of the particles decreases the toughness and even becomes less than neat polymer. In addition, mechanical behavior of the samples was investigated. Tensile, flexural, and compressive strength and also impact and plain-strain fracture toughness of nanocomposite samples showed different behaviors in low and high nanoparticle loadings and interestingly, we found an optimum value less than 2% for nanoparticle loading in which we observed the highest improvement in mechanical properties of the nanocomposite. The tensile modulus showed a different behavior and increased with increasing the content of silica nanoparticle.
References
Cotterell B, Chia JYH, Hbaieb K (2007) Eng Fract Mech 74:1054
Ajayan PM, Schadler LS, Braun PV (2003) Nanocomposite science and technology. Wiley, Weinheim
Usuki A, Kojima Y, Kawasumi M, Okada A, Fukushima Y, Kurauchi T, Kamigato O (1993) J Mater Res 8:1179
Messersmith PB, Giannelis EP (1994) Chem Mater 6:1719
Sheng N, Boyce MC, Parks DM, Rutlege GC, Abes JL, Cohen RE (2004) Polymer 45:487
Triantafillidis CS, LeBaron PC, Pinnavaia TJ (2002) J Solid State Chem 167:354
Ratna D, Manoj NR, Varley R, Singh Raman RK, Simon GP (2003) Polym Int 52:1403
Wang Z, Pinnavia TJ (1998) Chem Mater 10:3769
Burnside SD, Giannelis EP (2000) J Polym Sci Polym Phys 38:1595
Kontou E, Niaounakis M (2006) Polymer 47:1267
Lazzeri A, Zebarjad SM, Pracella M, Cavalier K, Rosa R (2005) Polymer 46:827
Kojima Y, Usuki A, Kawasumi M, Okada A, Fukushima Y, Kurauchi T, Kamigato O (1993) J Mater Res 8:1185
Zhao J, Morgan AB, Harris JD (2005) Polymer 46:8641
Fu SY, Feng XQ, Lauke B, Mai YW (2008) Compos B Eng 39:933
Moloney AC, Kausch HH (1983) J Mater Sci 18:208. doi:https://doi.org/10.1007/BF00543827
Moloney AC, Kausch HH (1984) J Mater Sci 19:1125. doi:https://doi.org/10.1007/BF01120021
Lee J, Yee AF (2000) Polymer 41:8375
Lange FF, Radford KC (1971) J Mater Sci 6:1197. doi:https://doi.org/10.1007/BF00550091
Kitey R, Tippur HV (2005) Acta Mater 53:1167
Gao Y, Liu L, Zhang Z (2009) Acta Mech Solida Sin 22:6
Parvinzadeh M, Moradian S, Rashidi A, Yazdanshenas M (2010) Appl Surf Sci 256:2792
Stojanovic D, Orlovic A (2009) J Mater Sci 44:6223. doi:https://doi.org/10.1007/s10853-009-3842-8
Sprenger S, Eger C, Kinloch AJ, Lee JH, Taylor AC, Egan D (2004) Special Issue of adhesion KLEBEN & DICHTEN
Kinloch AJ, Lee JH, Taylor AC, Sprenger S, Eger C, Egan D (2003) J Adhes 79:867
Zhang H, Zhang Z, Friendrich K, Eger C (2006) Acta Mater 54:1833
Ragosta G, Abbate M, Musto P, Scarinzi G, Mascia L (2005) Polymer 46:10506
Kinloch AJ, Mohammed RD, Taylor AC, Eger C, Sprenger S, Egan D (2005) J Mater Sci 4:5083. doi:https://doi.org/10.1007/s10853-005-1716-2
Johnsen BB, Kinloch AJ, Mohammed RD, Taylor AC, Sprenger S (2007) Polymer 48:530
Liang YL, Pearson RA (2009) Polymer 50:4895
Ou Y, Yang F, Yu ZZ (1998) J Polym Sci B Polym Phys 36:789
Becker C, Krug H, Schmidt H (1996) Mater Res Soc Symp Proc 436:237
Ash BJ, Stone J, Rogers DF, Schadler LS, Siegel RW, Benicewicz BC, Apple T (2001) Mater Res Soc Symp Proc 661 KK2 10:1
Ng CB, Ash BJ, Schadler SL, Siegel RW (2001) Adv Compos Lett 10:101
Ash BJ, Rogersd DF, Wiegand CJ, Schadler LS, Siege RWL, Benicewicz BC, Apple T (2002) Polym Compos 236:1014
Kontou E, Anthoulis G (2007) J Appl Polym Sci 105:1723
Yang F, Nelson GL (2006) Polym Adv Technol 17:320
ASTM D5045, Annual book of ASTM standards (1999) 08:02
ASTM D256, Annual book of ASTM standards (2003) 08:01
ASTM D638, Annual book of ASTM standards (1991) 08:01
ASTM D 695, Annual book of ASTM standards (1997) 08:01
ASTM D790, Annual book of ASTM standards (2002) 08:01
Wu CL, Zhang MQ, Rong MZ, Friedrich K (2002) Compos Sci Technol 62:1327
Guo T, Wang L, Zhang A, Cai T (2005) J Appl Polym Sci 97:1154
Liu ZH, Kwok KW, Li RKY, Choy CL (2002) Polymer 43:2501
Bird RJ, Rooney G, Mann J (1971) Polymer 12:12
Moczo J, Pukanszky B (2008) J Ind Eng Chem 14:535
Chen JK, Wang GT, Yu ZZ, Huang Z, Mai YW (2010) Compos Sci Technol 70:861
Kausch HH, Michle GH (2007) J Appl Polym Sci 105:2577
Sun L, Gibson RF, Gordaninejad F, Suhr J (2009) Compos Sci Technol 69:2392
Wetzel B, Rosso P, Haupert F, Friedrich K (2006) Eng Fract Mech 73:2375
Subramaniyan Arun K, Sun CT (2007) Composites A38:34
Brown EN, White SR, Sottos NR (2004) J Mater Sci 39:1703. doi:https://doi.org/10.1023/B:JMSC.0000016173.73733.dc
Pukanszky B, Voros G (1993) Compos Interface 1:411
Zhang Q, Tian M, Wu Y, Lin G, Zhang L (2004) J Appl Polym Sci 94:2341
Zhu ZK, Yang Y, Yin J, Qi ZN (1999) J Appl Polym Sci 73:2977
Saeedeh Mazinani, Abdellah Ajji, Charles Dubois (2009) Polymer 50:3329
Fragneaud B, Masenelli-Varlot K, Gonzalez-Montiel A, Terrones M, Cavaillé JY (2008) Compos Sci Technol 68:3265
Kelnar I, Rotrekl J, Kotek J, Kaplkov L, Hromdkov J (2009) Eur Polym J 45:2760
Mishra S, Sonawane SH, Singh RP (2005) J Polym Sci B Polym Phys 43:107
Acknowledgement
The authors are grateful for supports from Malek-Ashtar University of Technology and Tarbiat Modares University.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Salehi Vaziri, H., Abadyan, M., Nouri, M. et al. Investigation of the fracture mechanism and mechanical properties of polystyrene/silica nanocomposite in various silica contents. J Mater Sci 46, 5628–5638 (2011). https://doi.org/10.1007/s10853-011-5513-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-011-5513-9