
Abstract
The need of a generalised flow curves considering strain (ε), strain rate (\( \dot{\varepsilon } \)) and temperature (T) is a primary requirement for material modelling related to several conventional and strategic mechanical processing to meet critical and non-critical engineering applications. The realistic coefficients of flow curves need to be obtained for such model. In the present study a modified Johnson–Cook (JC) material model has been proposed with physical significance. Six constants of this model can be obtained through the regression analysis. When compared to the JC model, proposed model is found to be more reliable for Al-2024 alloy.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Flow behaviour of the work piece material at elevated temperature under applicable processing conditions is important to analyse the best potential of the test parameters. This needs a set of results from dynamic deformation testing which specifies the material for specific condition. Compression test is the best procedure for measuring the plastic flow behaviour and ductile fracture limits of a material at elevated temperature. It is also useful for analysing the elastic and compressive fracture properties of brittle materials or nearly brittle materials. Compressive stress and strain are experimentally observed through compression test and the result is generally plotted as a stress–strain diagram for easy analysis. These results are further used to determine the limit of elasticity, proportional limit, yield point, yield strength and compressive strength. In order to judge the control of the various workable dependent parameters on the independent one, a mathematical approach defining the material model in terms of a multivariate constitutive equation is needed. Such constitutive equation describes the linear and non-linear relationship among different process variables viz. flow/true stress, effective strain, effective strain rate and temperature at different deformation levels. Phenomenological constitutive equations are formulated on the basis of a given set of experimental data under simplified experimental conditions, thereafter finding a function that best fits the measured data with a specified number of coefficients of physical signification. For this reason, they are unique for each material under particular processing conditions that can be extended to complex situations by means of a well-known hypothesis. The convergence and accuracy of such model depends on the basic assumptions which are expected to satisfy certain requirements including the following:
-
1.
They must maintain continuity that does not break at any realistic value of parameter.
-
2.
They must cover the whole range of processing conditions.
-
3.
Algorithm involve must be simple.
-
4.
They should contain minimum number of arbitrary constants.
-
5.
All the arbitrary constants must have some physical significance.
Mathematical aspect defining the material model involved in deformation mechanism has been discussed by Holloman, Ludwik, Arrehenius, Sellars, Swift, Voce and Mc Tegart. Prominent models to account generalised material parameter are proposed by Johnson–Cook and Babu. In the present study an attempt has been made to modify the existing Johnson–Cook model. Numerical validation shows that the proposed model performs better for hot deformation studies.
Material models
The prominent material models can be classified under following heads:
(a) Strain dependent models
(i) Holloman equation [1, 2] This fundamental equation lays the foundation of flow relationship. It gives a direct dependency of flow stress on strain. According to it the flow behaviour of a metal under uniform plastic deformation can be expressed by the simple power relation,
where, k and n are the strength coefficient and strain hardening exponent, respectively.
(ii) Ludwik equation [3] This model includes the effect of yield stress \( \sigma_{0} \). According to it flow stress can be expressed as,
(iii) Swift equation [4] This model includes the effect of yield strain \( \varepsilon_{0}. \)
Equations 1, 2, 3 and 4 do not have strain rate and temperature terms. Thus, the effects of these parameters cannot be observed.
(b) Strain rate dependent model
(i) Strain independent power law [1] Another equation defining the relationship between flow stress and strain rate is,
\( k_{1} \) is constant for particular strain, strain rate and temperature. The exponent “m” is also constant at a given strain and temperature and is generally called “strain rate sensitivity parameter” whose value always lie between 0 and 1. Mathematically “m” is reciprocal to “n” and is determined by the slope of the plot between ln (σ) versus ln (\( \dot{\varepsilon } \)).
(ii) Strain dependent power law [5]
This law gives the dependency of flow stress on strain and strain rate. Here also the effect of other parameters like temperature has not been taken into account.
(c) Strain rate and temperature-dependent models
Some prominent models under this category are as follows [6], [7]:
(i) Arrhenius power law This equation is a refinement to the traditional power law to a more compatible form by including the direct dependence of flow stress on temperature and activation energy.
This equation does not hold good at high stress.
(ii) Exponential law In this equation the flow stress is also assumed to follow the exponential scale.
This equation breaks at low stress.
(iii) Hyperbolic sine law The hyperbolic sine type equation, proposed by Sellars and McTegart [8] is more general and suitable for stresses over a wide range.
where, \( {\rm A}^{\prime\prime} ,\;\alpha ,\;n^{\prime} \) are constants which is fixed for a system.
Equations 7, 8 and 9, lack one deformation workable parameters, i.e. strain, thereby unable to include the aforementioned aspects of the model. Fewer more models have been proposed to include all the parameters.
(d) Strain, strain rate and temperature-dependent models
(i) Johnson–Cook model [9] The Johnson–Cook material model is most widely used because of its effective form that includes the different parameters. The model can be written as follows:
where, σ is the equivalent stress; ɛ and \( \dot{\varepsilon }_{0} \) are the equivalent plastic strain and strain rate, respectively; \( \dot{\varepsilon }_{0} \) is a reference strain rate taken for normalization; A is the yield stress and B is the strain hardening exponent, whereas C is a dimensionless strain rate hardening coefficient. Parameters n and m are power exponents of the strain hardening and thermal softening terms.
(ii) Babu et al. model [10] Another such formula has been reported in [10] that contains all the targeting parameters by assuming the following functional form,
In this way a constitutive relation, on logarithmic scale, of flow stress by using Taylor’s series expansion has been obtained,
where, Θ = 1000/T and T is taken in Kelvin.
This formula involves all the four parameters but the number of constants Cijk need to completely specify the relationship is 48 in number that requires a huge calculation steps to derive all the arbitrary values. Another difficulty in this formula occurs during estimation of flow stress, since three values of dependent variable and 48 values of arbitrary constants has to be substituted for each theoretical calculation.
Proposed model
In the present study attempt has been made to develop a modified Johnson–Cook model having a relation between the four major “Hot Deformation” parameters viz. stress, strain, strain rate and temperature. The normalised functional structure of the proposed equation has been assumed to be of following type,
In which \( \varepsilon ,\;\dot{\varepsilon }^{ * } \;{\text{and}}\;T^{ * } \) refers to the normalised independent variables whereas σy and σm, respectively, stands for the reference stress or yield stress and true stress of the material at the melting point. Based on the compression test results over a wide range of strain, strain rates and temperatures, following relationship containing six constants between all the flow parameters is proposed for the equivalent normalised flow stress,
where,
- \( \dot{\varepsilon }_{0} \) :
-
Normalizing reference strain rate,
- T m :
-
Melting point of the alloy,
- T r :
-
Reference temperature
Different constants used in the present model have a perfect physical significance. P is the flow stress at zero (plastic) strain, Q is the strength coefficient, n represents the strain hardening exponent, r is the normalised strain rate sensitivity parameter, α and β are the temperature-sensitive constants that represents thermal softening.
The proposed model has some other excellent properties as follows:
-
(1)
Model has completely dimensionless terms. However, the only requirement is that the units should be homologous.
-
(2)
This formula has only 6 numbers of constants to define a flow stress value which are very less in comparison to other similar formula (Ref. [10]) that contains in general 48 numbers of constant.
-
(3)
This model is based on compression test whereas Johnson–Cook model needs compression and torsion tests both.
-
(4)
Torsion test is uncommon as compared to the compression test. In the proposed model, unlike the Johnson–Cook model, the need of torsion test data has been eliminated by the addition of only one constant. This will definitely reduce the cost of experimental data analysis.
Modelling procedure
Following mathematical and statistical tools are used to formulate the model,
-
1.
Regression analysis.
-
2.
The method of least square.
-
3.
Standard deviation and averaging.
The first step in this process is to apply the effective isothermal conditions to the model. The temperature for this purpose has been fixed at T r. Here, the lowest temperature value among the experimentally referred physical conditions has been chosen for reference. Analogous, streamlined elimination has been made in strain rate term. Taking the yield stress value at reference temperature as “P”, the Ludwik equation can be used to obtain the value of “n”. In the same effective isothermal conditions, the power law is used for the normalised strain rate to obtain “Q and r”. The value of these four constants corresponding to 0.3 effective strain value is considered as reference and the process is repeated by assuming the next temperature values as reference. The secondary constants obtained through this repetition were given the corresponding weightage that has been condensed to obtain the remaining constants α and β through the exponential moving average.
The constants are obtained in such a way that gives the most feasible condition to optimise the theoretical result in the sense of having least error with respect to the experimental data. Depending on the physical nature of the deformation parameter, the evaluation of constants has been made to define the inherent property of the reporting parameter. For example, constants P and Q controls the effect of strain through strain hardening exponent n; r is another factor called the normalised strain rate sensitivity parameter that defines the influence of strain rate on the flow stress. These constants are evaluated by assuming the isothermal stress dependency in the fundamental plastic flow of the material. Normalised strain rate sensitivity parameter is named different from strain rate sensitivity parameter of Eq. 5 in the sense of being the exponent of dimensionally nil parameter called strain rate that sets the independency to choose the standard or non-standard unit of time. Temperature plays a prominent role in defining the kinematics of dislocation. As the temperature increases, the dislocations are set into motion that favours the easy plastic flow in the material and causing a considerable drop in flow stress value. Constants α and β in the proposed model are included through the exponential function to define the effect of temperature on the flow stress.
The alloy taken under study for the proposed model is Al 2024. Experimental data of compression test have been taken from Prasad and Sasidhara [11]. The value of reference parameters for Al 2024 alloy taken for establishing the mathematical relationship are:
Using these input parameters, following values of arbitrary constants are obtained,
In order to compare the proposed model with the Johnson–Cook Model, same reference parameters have been used to calculate the values of arbitrary constants of JC model also.
Result and discussion
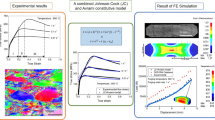
Comparison of the flow curves obtained from Johnson–Cook, experiment and proposed model are shown in Figs. 1, 2, 3, 4, 5, 6, 7, 8, 9 and 10. In order to arrive at the general conclusion of the computational model, the study has been made in two parts,

Comparison of flow curve (0.1 s−1 and 573 K)

Comparison of flow curve (0.1 s−1 and 623 K)

Comparison of flow curve (0.1 s−1 and 673 K)

Comparison of flow curve (0.1 s−1 and 723 K)

Comparison of flow curve (0.1 s−1 and 773 K)

Comparison of flow curve (100 s−1 and 573 K)

Comparison of flow curve (100 s−1 and 623 K)

Comparison of flow curve (100 s−1 and 673 K)

Comparison of flow curve (100 s−1 and 723 K)

Comparison of flow curve (100 s−1 and 773 K)
-
i.
At constant strain rate 0.1 s−1 for the whole range of temperature.
-
ii.
At constant strain rate 100 s−1 for the whole range of temperature.
Curves shown in Figs. 1, 2, 3, 4 and 5 shows the effect of true strain on true stress at constant strain rate 0.1 s−1 for the whole range of temperature, whereas Figs. 6, 7, 8, 9 and 10 shows the same variation in curves for all temperature at 100 s−1 strain rate. It is worth noting that a good coherence between theoretical and experimental results has been obtained for the proposed model.
The two set of curves shows that the effect of temperature on the flow stress is obvious and the results of the proposed formula are comparatively more perceptible than Johnson–Cook Model even at higher temperature. It can be easily concluded from the comparison illustrated in figures that as we move towards the higher temperature regime of material deformation, the degree of correlation of the results goes on steepening at lower strain rate but on the other hand, the correlation decreases at higher strain rate. The reason for this abnormality is the incurrence of flow instability in the system at these applied conditions, since the present modelling is done by assuming the seamless flow stability inherent in the system. It is found that in most of the cases, the proposed model gives better results than Johnson–Cook Model.
Conclusion
The precise analysis carried out in the present article reflects the dependency of the flow stress on other deformation parameters. The proposed model helps in understanding the basic mechanism of the flow behaviour of the material at elevated temperature. The main conclusions are as follows,
-
1.
The equation shows a direct relation of flow stress with influencing factors viz. strain, strain rate and temperature.
-
2.
Extrapolated/interpolated results can also be obtained, where experimental conditions become more stringent.
-
3.
This model may be used to detect and eliminate the experimental error caused due to change in physical conditions like voltage fluctuation.
-
4.
The proposed model has the potential to cover a wider range of materials and the exact fingerprints of the proposed method can be made to calculate the constant’s value of the other materials exhibiting the similar compressive behaviour under deforming compressive load.
-
5.
Based on the results obtained from the mathematical modelling, it can be concluded that the present model assembles a good set of linear and non-linear (exponential and power) functions which is much efficient to predict the experimental data mathematically.
-
6.
Just with compression test data, the developed model is still very close to the experimental result for the selected material.
References
Campbell FC (2008) Elements of metallurgy and engineering alloys. ASM International, Materials Park, OH
Staley JT, Campbell J (2000) J Mater Sci Lett 19:2179
Dieter GE (1988) Mechanical metallurgy, SI metric edition. McGraw Hill, New York
Chakrabarty J (2006) Theory of plasticity. Butterworth-Heinemann, London
Hosford WF (2005) Mechanical behavior of materials. Cambridge University Press, Cambridge
Zhang H, Li L, Yuan D, Peng D (2007) Mater Charact 58:168
Li L, Zhou J, Duszczyk J (2006) J Mater Process Technol 172:372
Sellars CM, McTegart WJ (1966) Acta Metall 14:1136
Johnson GR, Cook WH (1983) In: Proceedings of the seventh symposium on ballistics, The Hague, The Netherlands, pp 1–7
Babu NS, Tiwari SB, Nageshwara Rao B (2001) Mater Sci Technol 21(8):976
Prasad YVRK, Sasidhara S (1997) Hot working guide: a compendium of processing maps. American Society of Materials International, Materials Park, OH
Acknowledgements
This work is the part of the Masters Thesis work of one of the author, Mr. Amit Maheshwari and he is thankful to the Barkatullah University, Bhopal and AMPRI, Bhopal for the permission and supervision provided by these institutes.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Maheshwari, A.K., Pathak, K.K., Ramakrishnan, N. et al. Modified Johnson–Cook material flow model for hot deformation processing. J Mater Sci 45, 859–864 (2010). https://doi.org/10.1007/s10853-009-4010-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-009-4010-x