
Abstract
Smart composites based on carbonyl-iron particles in a polyurethane matrix, known as magnetorheological elastomers (MREs), were manufactured and studied. The influence of ferromagnetic particle content and particle arrangement in relation to an external magnetic field was investigated. Several different elastomers with different stiffnesses were used as matrices. It was found that the structure of a fabricated MRE depends on the viscosity of the matrix before curing and the flux density of the applied magnetic field. Two different magnetic field strengths were used: 0.1 and 0.3 T. The amount of carbonyl iron particles was varied from 1.5 to 33.0 vol%. Scanning electron microscopy technique was used to observe MRE microstructure. The particles’ orientation and their arrangement were also investigated by vibrating sample magnetometer. A correlation was found between MRE microstructure and magnetic properties. Compression tests on cylindrical samples in the presence and absence of a magnetic field showed that a magnetic field increased the stiffness of the material. Additionally the rheological properties of MREs were tested in a magnetic field. It was found that the amount of ferromagnetic particles and their arrangement have a significant influence on the rheological properties of MREs. The highest relative change of storage modulus under 200 mT magnetic field, equal to 282%, was recorded for samples with 11.5 vol% of particles.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Magnetorheological (MR) materials change their rheological properties under the influence of an applied magnetic field. Magnetorheological elastomers (MREs) are solid analogs of MR fluids. These both consist of micrometer-sized magnetically permeable particles in a nonmagnetic matrix material. As in the case of MR fluids, the particles try to arrange themselves in the direction of the magnetic field [1–3]. The advantage of MREs over MR fluids is that ferrous particles do not undergo sedimentation. In comparison with MR fluids, the MREs have a field-responsive modulus. The amount of the particle filler can also be lower in MREs compared to MR fluids. As a result, the weight of sensing and actuating devices based on MREs is lower. Due to the characteristic MRE microstructure, the response time and strain magnitude versus magnetic field intensity can be shortened. Interest in such intelligent materials has increased recently as they hold promise in enabling variable-stiffness devices and adaptive structures in aerospace, automotive, civil, and electrical engineering applications [4–6].
Different elastomers and fillers can be used for MRE preparation [7, 8]. A strong external magnetic field is applied before the polymer curing process. The field induces dipole moments within the particles, which relax into minimum energy states. Particle chains with collinear dipole moments are formed and curing of the polymeric host material locks the chains in place [9, 10]. In terms of orientation, the particles can form separate chains, three-dimensional simple lattice structures (consisting of separate chains), or even more complex structures, in which particles have multiple interaction points [11].
MREs contain ferromagnetic particles with sizes ranging from a few to hundreds of millimeters [11]. The most common ferromagnetic used is carbonyl iron. Pure iron has the highest saturation magnetization of the known elements along with high permeability and low remnant magnetization, which provides high, short-term interparticle attraction [7]. It is known from the available literature that the particle concentration varies between several percent to 50 vol% [12, 13]. The high iron concentration may influence the long-term stability of the MRE materials [14]. Iron ions are known to enhance the oxidation of rubber materials. The shape of the particles and the polymer matrix also influence the MRE properties [13].
Urethane elastomers are very promising as an MRE matrix, because they have much better degradation stability, when compared to natural and silicone rubbers. The relative change of the MRE modulus in the magnetic field is higher in the case of soft elastomers [15].
The studies presented here involve the development of MREs based on ferromagnetic particles in a polyurethane matrix. Several different elastomers with different stiffnesses were used as matrices. The influence of the number of the ferromagnetic particles and their arrangement in relation to the external magnetic field was investigated. Scanning electron microscopy was used to observe MRE microstructure. The particles’ orientation and their arrangement were also investigated with vibrating sample magnetometry (VSM). The mechanical properties of MREs were evaluated through compression tests on cylindrical samples in the presence and absence of a magnetic field. Rheological properties of obtained MREs were also studied with and without a magnetic field.
Materials and experimental methods
Magnetorheological elastomers were manufactured by using three different elastomer materials:
-
polyurethane gels, supplied by Dow Chemical Company,
-
segmented urea-urethane elastomers (EPU) developed at the Warsaw University of Technology,
-
silicone rubber with trade name GUMOSIL® WW, produced by Chemical Company “Silikony Polskie S.A.”
Polyurethane gels were synthesized from polyether polyol VORALUX® HF 505 used in a blend with 14922 polyol and isocyanate compound HB 6013. The substrates were mixed and cured at room temperature.
Urea–urethane elastomers were synthesized by a one-shot method from 4,4′-diphenylmethane diisocyanate (MDI), ethylene oligoadipate (OAE) with average molecular weight of approximately 2000 g/mol and dicyandiamide (DCDA). Elastomers were made with molar ratios of MDI/(OAE + DCDA) equal to 1.1 and 1.25. The advantage of segmented elastomers with linear macromolecules is the possibility of changing the mechanical properties in a wide range by different molar ratios of substrates. Urea–urethane elastomers are generally cured at elevated temperature, which increases the technical complexity of MRE manufacturing. However, the viscosity of reactive mixture of substrates is low, which is an advantage considering iron particle distribution.
The silicone rubber was processed and cured at room temperature. Selected properties of elastomers used as a matrix in comparison to silicone rubber, are shown in Table 1.
Polyurethane gels are characterized by relatively low density, hardness, and stiffness. The low hardness and stiffness of the matrix can lead to higher relative property changes of the MRE in an external magnetic field. Low viscosity during MRE processing allows particles to arrange easily into aligned chains.
The ferromagnetic component used in the MREs, was carbonyl–iron powder with particle sizes ranging from 6 to 9 μm, produced by Fluka. The amount of the carbonyl iron particles was equal to 1.5, 11.5, 18.0, 25.0, and 33.0 vol%, respectively.
The samples were produced with randomly dispersed and aligned carbonyl iron particles. They were subjected to a magnetic field during curing to produce aligned carbonyl chains within the elastomer. Two different magnetic field strengths were used: 100 and 300 mT. The samples contained particles chains oriented at 0 and 45° to the long sample axis.
The microstructure of MRE brittle fracture surfaces was observed by scanning electron microscopy (SEM) LEO 1530 Zeiss. Magnetic properties were studied by Lake Shore vibrating sample magnetometer (VSM). Rheological properties were evaluated with the application of Ares Rheometer (plate–plate system, plate diameter, 20 mm; gap, 2 mm; magnetic field range, 0÷200 mT). Compression tests were performed with a MTS QTest/10 machine with a magnetic coil device. This configuration allows tests to be performed in a magnetic field up to 300 mT. Cylindrical samples of 20 mm diameter and 25 mm height were compressed at a rate of 5 mm/min.
Results and discussion
Microstructure observations
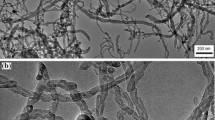
The formation of aligned structures is restrained after curing of the elastomer matrix. For that reason, filler particles must be magnetically oriented during the curing of the matrix material. Microstructure observations by SEM showed the existence of aligned particles chains in the elastomer matrix (Fig. 1a and b). It seems that the alignment of the particles chains depends on the viscosity of the elastomer substrate mixture. As shown in Fig. 1, well visible, straight particle chains were obtained in EPU 1.25, which is distinguished by the lowest viscosity during manufacturing. The formation of particle chains failed in the silicon rubber matrix during curing, as evidenced by the almost homogeneous dispersion of iron particles (Fig. 1c). Application of a strong magnetic field is needed for fabrication of MREs from high viscosity reactive mixtures. Lower viscosity of the reactive substrate mixture makes changing the position and orientation of the iron particles parallel to the magnetic field lines easy.

SEM images of MRE filled with 11.5 vol% of carbonyl-iron particles, cured under magnetic field of 100 mT, obtained from: a EPU 1.25, b PU 80/20, c GUMOSIL®WW. White arrows show magnetic field direction
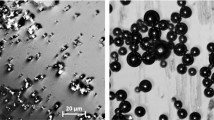
The ability to arrange the particles into aligned chains depends also on the carbonyl-iron content. As shown in Fig. 2, the orientation of iron particles into aligned chains is possible for lower volume content of ferromagnetic fillers, such as 1.5 and 11.5 vol%. It seems also that for the samples with the volume content of particles equal to 18% and 25%, the carbonyl-iron tends to arrange itself into aligned chains in the magnetic field. High carbonyl-iron volume content (33 vol%) in the PU matrix leads to formation of more complex microstructures similar to three-dimensional matrices. Further investigations of magnetic properties were performed to confirm the existence of structural anisotropy.

SEM images of MRE obtained from PU gels with carbonyl-iron particles cured under magnetic field of 300 mT: a 1.5 vol%, b 11.5 vol%, c 18 vol%, d 25 vol%, e 33 vol%. White arrows show magnetic field direction
Magnetic properties
The particles’ orientation and their arrangement were investigated by VSM. Studies of the magnetic properties of the obtained MREs were carried out parallel and perpendicular to the sample long axis, corresponding to the magnetic field direction during curing. In Fig. 3, an example of hysteresis loops for the MRE cured in a magnetic field strength of 300 mT with 11.5% of carbonyl-iron volume fraction is shown. Hysteresis loops obtained for the MREs with particles content varying from 1.5 to 25 vol% indicate structural and magnetic anisotropy. SEM observations and hysteresis loops indicate that for the highest ferrous particles content (33 vol%) an isotropic network of particles is formed.

Magnetic properties of PU gel filled with 11.5 vol% of carbonyl-iron, cured under magnetic field of 300 mT
The anisotropy coefficient (Ab) was calculated from the hysteresis loopsand. It is expressed by the ratio of magnetic moments, measured at a magnetic field strength of 200 mT, respectively, parallel (M2) and perpendicular (M1) to the alignment direction. The influence of and carbonyl-iron particle volume content on anisotropy coefficient are shown in Fig. 4.

Anisotropy coefficient for MRE with different amount of carbonyl-iron, cured under magnetic field of 300 mT
It was found that the material anisotropy coefficient Ab increases from 1.42 for 1.5 vol% Fe to 1.63 for the 11.5 vol% Fe specimen. The maximum value of the anisotropy coefficient corresponds to 11.5 vol% carbonyl-iron; the anisotropy coefficient decreases with further increase in volume fraction. Structural and magnetic anisotropy has not been found in the specimens having 33 vol% carbonyl-iron; that is, the anisotropy coefficient is equal to 1 for these specimens. This result can be attributed to the formation of a network of particles, in contrast to the particle chains that characterize anisotropic composites. The higher the amount of the particles over 11.5 vol%, the lower the observed magnetic anisotropy until 33 vol%, where the structure of MRE becomes magnetically isotropic.
Rheological properties
MR elastomers are normally operated with small deformations in the pre-yield regime of the linear viscoelastic region. The MREs are intended to be used as structural materials in applications where the load is often of a dynamic type. In cyclic dynamic loading, the material deforms and returns back to its original form during one cycle. The oscillating force is varied periodically, usually with a sinusoidal amplitude at the angular frequency ω.
In viscoelastic materials, some of the deformation energy input is stored and recovered during each cycle and some is dissipated as heat. The storage modulus, G′ represents the ability of the viscoelastic material to store the energy of deformation, which contributes to the material stiffness. The loss modulus G″ represents the ability of the material to dissipate the energy of deformation.
In this study, the elastic (storage) modulus G′ and loss modulus G″ were measured with an ARES rheometer (TA Instruments) as a function of angular frequency ω under different magnetic field. Experiments were conducted at 25 °C on samples with various particle contents. Thin slices were cut with a thickness of 2 and 20 mm in diameter. The slope of the particle chains was equal to 45°.
As is known from SEM and magnetic studies, the highest anisotropy coefficient was recorded for samples with 11.5 vol% ferromagnetic particles. Therefore, the rheological properties of such MREs were compared to MREs with 18 vol% Fe, which also exhibits chain-like structure, and were also compared to MREs with 33 vol% Fe, which is characterized by a three-dimensional particle network (Fig. 5). Investigations were carried out with and without application of an external magnetic field of 0.1 and 0.2 T.

Elastic modulus versus angular frequency for PU filled with 11.5, 18, and 33 vol% Fe, cured under magnetic field of 300 mT, subjected to an external magnetic field of 0 and 200 mT
Additionally, the influence of chain-like structure on rheological properties was investigated using samples cured with and without a magnetic field (Fig. 5). Relative change of storage modulus G′ has also been calculated for selected samples (Table 2).
It was found that the elastic modulus increases with angular frequency in each case. The application of an external magnetic field leads to a significant increase in elastic modulus. Comparison of the MRE with 11.5 vol% Fe to the MRE with 18 vol% Fe shows that the increase in G′ is higher for MREs with a higher anisotropy coefficient while the initial values of storage modulus (without field) for the samples with 11.5 and 18 vol% Fe are almost overlapped, because the volume fraction of particles does not change significantly. It was confirmed in our previous studies using image analysis [16] that the distance between particle chains for the sample with 11.5 vol% is higher and highly elongated clusters from particles are formed. For the sample with 18 vol% Fe, the interaction among particles from neighboring chains occurs.
As shown in Fig. 5, significant higher initial values of storage modulus (without field) for the sample with 33 vol% of particles are due to the higher amount of ferromagnetic particles in the PU matrix (the stiffness of particles is incomparable higher than the stiffness of elastomer matrix). So the storage modulus for the sample with 33 vol% of particles changes under the magnetic field from the higher initial value and as a result leads to the highest values, although the structural anisotropy in this case is the lowest.
As shown in Fig. 5, the particle structure of aligned MRE has a significant influence on the elastic properties of the composite material. Inside the chains, the effective filler content is higher than the average filler content. This is due to trapped elastomer captured between the particles and to the formation of the third phase (elastomer shell) in the immediate vicinity of the filler particle. By optimizing particle density and alignment, the stiffness of MREs can be increased by applying a magnetic field.
Measured values of storage modulus G′ under 100 and 200 mT magnetic field were used to calculate its relative change. As shown in Table 2, relative changes of storage modulus are significant for samples with anisotropic microstructure. The isotropic MRE with 18 vol% Fe shows much weaker response to the applied magnetic field. The highest relative change in G′ modulus has been obtained for the sample with 11.5 vol% Fe. This can be correlated with the highest anisotropy coefficient also obtained for this sample. For the sample with 11.5 vol% Fe highly elongated clusters from particles are formed. It was confirmed by image analysis [16] that the distance between chains decreases with the increase of particles volume fraction. For particles volume fraction in the range from 18 to 33 vol%, the particle chains are close to each other, and finally for the highest volume fraction of particles an isotropic network is formed. The mean distance between particle chains decreases from 40 μm for 11.5 vol% to 15 μm for 33 vol% of particles. This results also in a decrease of magnetic anisotropy. When the distance between particle chains decreases, the magnetic interaction between particles from neighboring chains occurs. In the case of larger distance between particle chains, as for the sample with 11.5 vol% of particles, the magnetic interactions exclusively among particles in the same (isolated) particle chain occurs. Therefore, the relative change of storage modulus is higher for the microstructure in which particle chains act as a “rods” embedded in soft elastomer matrix. With rising magnetic field, higher modulus change is obtained for all investigated samples.
In Fig. 6, the behavior of MREs filled with 11.5 vol% Fe, cured under magnetic field, after applying and removing magnetic fields with different strengths is shown.

Storage and loss modules of MRE filled with 11.5 vol% Fe as a function of time after applying and removing magnetic field with increasing magnetic field strength
The MREs filled with 11.5 vol% of carbonyl-iron particles and cured in a magnetic field of 300 mT change their elastic and viscous properties rapidly and reversibly with the application of an external magnetic field. After the magnetic field is removed, the elastic and loss modules of the MREs return to their initial value.
Mechanical properties
In Figs. 7, 8, and 9, the results of compression tests of samples with different amounts of iron powder aligned under magnetic fields of 100 and 300 mT are shown. The samples were compressed with and without an applied 300 mT magnetic field. It can be seen that under an external magnetic field, samples tend to be stiffer and are distinguished by higher compressive strength. This effect is stronger for larger amounts of ferromagnetic particles in the material.

The stress–strain curves for MRE filled with 1.5 vol% Fe
As shown in Fig. 7, the samples cured under magnetic field exhibit higher stiffness under compressive load than samples with randomly dispersed particles. Also, slight differences in slope of compressive curves were observed in samples cured under 100 and 300 mT, respectively. The application of a magnetic field during compression increases the stiffness of the material.
The same relationships between mechanical properties and particle arrangement, curing conditions and application of magnetic field of 300 mT are also observed for MRE filled with 11.5 vol% Fe, but the stiffness of the samples is higher and differences among samples with various microstructures are more significant (Fig. 8). The highest stiffness after applying a magnetic field corresponds to the MRE cured under a 300 mT field. The lowest stiffness corresponds to the sample with randomly dispersed particles tested in the absence of a magnetic field.

The stress–strain curves for MRE filled with 11.5 vol% Fe
For samples with a high amount of carbonyl-iron particles, stiffness was found to depend on the magnetic field strength applied during MRE fabrication (Fig. 9). The application of magnetic field during compression increases stiffness due to magnetic dipole interaction within the particle chain.

The stress–strain curves for MRE filled with 33 vol% Fe
Conclusions
MREs are new materials, analogous to MR fluids, with many potential applications. Mechanical properties depend on the MRE microstructure, which in turn depends on the amount of ferromagnetic particles and their arrangement.
It was found that the viscosity of the matrix has a significant effect on the ability of particles to arrange under an applied magnetic field. It is difficult to produce particle chains in high viscosity matrices; much higher field strengths are required. Lower viscosity of the reactive mixture makes alignment of the iron particles with the magnetic field lines easier.
It was also found that the microstructure of the MRE depends on both the amount of ferrous particles and the fabrication conditions. The orientation of the iron particles into aligned chains is possible for a lower volume content of ferromagnetic filler. High carbonyl-iron volume content in the matrix leads to formation of more complex microstructures. Microscopic observations prove that the iron particles form chains aligned with the magnetic field direction when the particle content is <11.5 vol% or higher. At a particle content of 33 vol%, three-dimensional lattices of iron particles are formed.
Magnetic measurements confirmed the existence of microstructure anisotropy for MREs with 1.5, 11.5, 18, and 25 vol% iron particles. This structural and magnetic anisotropy has not been found in the MREs with 33 vol% carbonyl-iron. Moreover, the results of the studies prove that the anisotropy coefficient expressed as the ratio of magnetic moments measured, respectively, parallel and perpendicular to the alignment direction, depends on the particle content and is the highest for 11.5 vol%.
Both the particle content and field strength used during curing have significant effects on the mechanical and rheological properties of MR urethane elastomers. The elastic modulus of MREs increases with increasing angular frequency and applied magnetic field strength. Application of an external magnetic field leads to a significant increase in elastic modulus. Calculated relative changes of storage modulus show that the samples’ microstructure has a significant effect on obtained MR effect. MREs were found to change their elastic properties rapidly and reversibly with the application of an external magnetic field.
Compression test results showed that an external magnetic field increases compressive strength. The slope of the stress–strain curves is highest for samples with 33 vol% Fe.
The particle network structure of aligned MREs has a significant influence on the elastic and viscous properties of the composite material. Inside the chains, the effective filler content is higher than the average filler content. The ratio of loss to storage modules is the measure of materials damping properties. By optimizing the particle density and alignment, either the stiffness or the damping of MREs can be increased by applying a magnetic field.
References
Zhou GY (2003) Smart Mater Struct 12:139
Farshad M, Benine A (2004) Polym Test 23:347
Jolly MR, Carlson JD, Munoz BC, Bullions TA (1996) J Intel Mater Syst Struct 7:613
Khoo M, Liu C (2001) Sens Actuat A Phys 89:259
Carlson JD, Jolly MR (2000) Mechatronics 10:555
Varga Z, Filipcsei G, Zrinyi M (2005) Polymer 46:7779
An Y, Shaw MT (2003) Smart Mater Struct 12:157
Lokander M, Stenberg B (2003) Polym Test 22:245
Banks HT, Pinter GA, Potter LK, Gaitens MJ, Yanyo LC (1999) J Intel Mater Syst Struct 10:116
Liu B, Shaw MT (2001) J Intel Mater Syst Struct 12:57
Lokander M, Stenberg B (2003) Polym Test 22:677
Farshad M, Le Roux M (2004) Polym Test 23:855
Kallio M, Aalto S, Lindroos T, Jarvinen E, Karna T, Meinander T (2003) In: Proceedings of AMAS workshop on smart materials and structures, SMART’03, Jadwisin, pp 353–360
Lokander M, Reitberger T, Stenberg B (2004) Polym Degrad Stabil 86:467
Farshad M, Le Roux M (2005) Polym Test 24:163
Boczkowska A, Awietjan S.F, Wejrzanowski T, Kurzydłowski K.J (2009) J Mater Sci, in press
Acknowledgement
This study is financed as a R&D Project from funds of the Polish Ministry of Science and Higher Education (Grant no. NR15 0010 04).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Boczkowska, A., Awietjan, S.F. Smart composites of urethane elastomers with carbonyl iron. J Mater Sci 44, 4104–4111 (2009). https://doi.org/10.1007/s10853-009-3592-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-009-3592-7